Abstract: Biomass from lignocellulosic material constitutes a promising energy alternative and without competing with food production. However, pretreatments are required for conversion into sugars which release hexoses, pentoses and other sugars, coupled to inhibitors. Current analysis focuses on ethanol production with the three major inhibitors of lignocellulosic biomass pretreatment, namely, acetic acid, furfural and 5-hydroxymetilfurfural (HMF), and investigates the influence of a mixture of these inhibitors on fermentation by Pichia stipits, using commercial xylose as the only carbon source, through a full factorial + 3 design of experiments (DOE). Fermentations were conducted in a laboratory scale, at 150 rpm and 72h, in a complex culture media with xylose and different inhibitor concentrations, based on the experimental analysis of sugarcane bagasse and 2.10 cell mL-¹ of initial concentration of the microorganism. Experimental results showed a significant influence of acetic acid concentration, which must be at the lowest possible level, with no influence of furfural and hydroxymethyl furfural respectively up to concentrations 2.25 and 0.75 g L-¹.
Keywords:biomassbiomass, xylose xylose, ethanol ethanol, Pichia stipitis Pichia stipitis, inhibitors inhibitors.
Resumo: A biomassa a partir de material lignocelulósico constitui uma promissora alternativa de energia, sem competir com a produção de alimentos. No entanto, para a conversão de açúcares, requer pré-tratamentos, que libertam não apenas hexoses e pentoses, mas também outros açúcares, além de inibidores. Este trabalho foca a produção de etanol diante dos três principais inibidores do pré-tratamento da biomassa lignocelulósica, ácido acético, furfural e 5-hidroximetilfurfural (HMF), analisando a influência da mistura destes inibidores sobre a fermentação por Pichia stipits, utilizando xilose comercial como a única fonte de carbono, por meio de um planejamento fatorial completo 23 + 3 de experimentos. As fermentações foram realizadas em escala laboratorial, a 150 rpm e 72h, num meio de cultura complexo com xilose e diferentes concentrações de inibidores, com base em análise experimental de bagaço de cana, e 2.107 células mL-1 de concentração inicial do microrganismo. Os resultados experimentais mostraram uma influência significativa da concentração de ácido acético, que deve ser o menor possível, e nenhuma influência de furfural e hidroximetilfurfural até concentrações de 2,25 e 0,75 g L-1, respectivamente.
Palavras-chave: biomassa, xilose, etanol, Pichia stipitis, inibidores.
Engenharia Química
Effect of inhibitors on ethanol production by Pichia stipitis in a complex culture media
Efeito de inibidores na produção de etanol por Pichia stipitis em um meio de cultura complexo
Universidade Estadual de Maringá
Received: 05 November 2015
Accepted: 15 February 2016
In 2012, Brazil produced 23.54 million cubic meters of ethanol (Agência Nacional do Petróleo, Gás natural e Biocombustíveis [ANP], 2013) by conversion of sucrose from sugar cane. The first ethanol generation is characterized by crushing cane and extraction of its juice, which is converted into ethanol by yeast Saccharomyces cerevisiae in an ethanol fermentation process. Despite the Brazilian huge production, the global demand for renewable fuels has increased considerably in recent years, both for economic (high price of fossil fuels) and for environmental reasons (Demirbas, 2005).
The use of biomass enables the development of new technologies with the consequent reduction of economic and environmental impacts (Balat, 2001; Chemmés, Silva, Souza, Azevedo, & Campos, 2013), in which lignocellulosic residues are highlighted as renewable sources for bioethanol production. In fact, they do not compete with the food industry and represent the most abundant carbohydrate reserves in the world (Saha, Yoshida, Cotta, & Sonomoto, 2013). In natura annual production is estimated between 10 to 50.109 tons, including agro-industrial waste, urban waste, forest residues and others, approximately 50% of terrestrial biomass (Ballesteros, 2001; Pereira Jr., Couto, & Santana, 2008; Chandel, Chandrasekhar, Radhika, Ravinder, & Ravindra, 2011). Approximately 350 million tons of lignocellulosic wastes per year are generated in Brazil alone, mainly derived from the sugarcane industry, as a byproduct of sugar and ethanol production. Brazil´s agro-industrial advantage and the great interest in studies on sugarcane residues are justified by the plant´s biomass, straw and bagasse, which a reduction of logistic costs when compared to others (Pereira Jr. et al., 2008).
Lignocellulosic materials generally consist of 40% cellulose, 30% hemicelluloses and 20% lignin as main components, associated in a hetero-matrix at different degrees and several related compositions depending on the type, species and even source of the biomass (Lee et al., 2000; Behera, Arora, Nandhagopal, & Kumar, 2014). The use of these materials for fuel ethanol production requires a pretreatment which aims at altering their structure, making hydrolysis and fermentation susceptible (Ask, Bettiga, Mapelli, & Olsson, 2013). According to Merino and Cherry (2007), five unit operations are required in the conversion of the biomass into ethanol, or rather, size reduction to increase uniformity and surface area, disruption of lignin and hemicelluloses by pretreatment, reduction of cellulose crystallinity and increase of porosity (accessible surface area) of the biomass, enzymatic hydrolysis to convert the polymers into smaller sugars, ethanol fermentation and ethanol recuperation.
Coupled to the mixture of monosaccharides and oligosaccharides, the pretreatment of biomass releases decomposition products, such as organic acids, lignin and other compounds, may have a potential inhibitory effect on the fermentation process (Bellido et al., 2011). Aliphatic acids (acetic, formic and levulinic acids), furaldehydes (furfural and 5-hydroxymethyl furfural) and aromatic compound extractives are among the inhibitory compounds which vary according to the type of raw material and pretreatment conditions (temperature, residence time, pressure, pH and others) (Martin, & Jönsson, 2003; Bellido et al., 2011; Behera et al., 2014).
Xylose, non-fermentable by industrial yeasts (Saccharomyces cerevisiae), is the major sugar generated from the hemicellulose fraction. The biotransformation of these pentoses into ethanol is one of the most important scientific and technological challenges requiring solution (Rossel, 2006; Silva, Mussatto, Roberto, & Teixeira, 2011; 2012). Lee et al. (2000) report that an economically viable process requires a microorganism capable of producing 50 to 60 g L-1 ethanol within 36 h with a yield of at least 0.4 g ethanol g-1 sugar.
It seems that the yeast Pichia stipitis, among pentose´s fermenting microorganisms, is able to ferment xylose and hexose in ethanol from lignocellulosic biomass hydrolysate under relevant conditions in the bioconversion process, such as pH, temperature, oxygen, agitation and composition of the medium (Hahn-Hägerdal, Lindén, Senac, & Skoog, 1991; Ryding, Niklasson, & Lidén, 1993; Sunitha, Lee, & Oh, 1999; Nigam, 2001; Agbogbo, Haagensen, Milam, & Wenger, 2008; Farias, Andrade, & Maugeri Filho, 2013). P. stipitis does not require the addition of vitamins to the fermentation of xylose and it is able to use different sugars as substrates, such as glucose and cellobiose (Agbogbo & Wenger, 2007; Bellido et al., 2011).
Hemicellulosic hydrolysates inhibitors are a barrier in fermentation processes. P. stipitis and Candida shehatae, the yeast species capable of naturally fermenting xylose, are susceptible to inhibitors such as acetic acid, furfural and soluble aromatics in hydrolysates, which do not ferment successfully in detoxified hydrolysate (Delgenes, Moletta, & Navarro 1996; Limtong et al., 2000).
Slininger, Gorsich and Liu (2009) observed that in a medium containing xylose, as the only carbon source, there was an increase in yeast resistance to furfural and hydroxymethyl furfural exposure. Van Zyl, Prior and Du Preez (1991) reported concentrations between 2 and 5 g L-1 of acetic acid as inhibitory factors for Pichia bioconversion, showing strong effect on pH, which is reduced by their cleavage in the cytoplasm, influencing the consumption of sugars as well as biomass and ethanol formation. Further, pH between 5.5 and 6.5 in the culture or hydrolyzed medium has been suggested to decrease the toxicity of acetic acid (Van Zyl et al., 1991; Okur & Saraçoglu, 2006) and not optimum pH between 4.0 and 5.5 (Ryding et al., 1993; Du Preez, 1994). However, Limtong et al. (2000) verified that complete growth inhibition by acetic acid at a concentration of 0.5% v v-1 was not due to a lower pH. Another strategy to reduce the toxic effect of inhibitors present in the hydrolyzate is high cell concentration, contributing towards a high number of viable cells for the formation of biomass and product (Ferreira, Mussatto, Cadete, Rosa, & Silva, 2011).
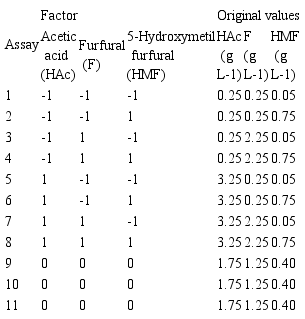
Although several research works on ethanol production with P. stipitis have been published, current research focuses on ethanol production with three major inhibitors, acetic acid, furfural and 5-hydroxymethyl furfural (HMF) at a concentration range of (0.25 to 3.25 g L-1), (0.25 to 2.25 g L-1) and (0.05 to 0.75 g L-1), respectively, based on experiments by Bellido et al. (2011) and chemical pretreatments with sugarcane bagasse. The assay nvestigates the behavior of these inhibitors in P. stipitis fermentation, using a complex culture media and not the lignocellulose hydrolysate which also contains glucose and other degradation byproducts from biomass pretreatment.
P. stipitis NRRL Y-7124 was gently donated by Embrapa Agroenergia. The yeast was maintained on YPX agar tubes at 4°C in a refrigeration chamber containing 20 g L-1 yeast extract, 10 g L-1 peptone, 20 g L-1 xylose and 20 g L-1 agar. The inoculum medium was prepared with a solution of 20 g L-1 xylose, 3 g L-1 yeast extract, 5 g L-1 peptone, 1 g L-1 magnesium sulfate (MgSO4), 5 g L-1 monobasic potassium phosphate (KH2PO4) and 3 g L-1 ammonium sulfate [(NH4)2SO4]. The pH was adjusted to 4.5, an optimal condition for yeast growth. Medium was sterilized at 121°C at 1 atm for 15 min in autoclave; xylose was sterilized apart. Inoculum was grown on a rotator shaker at 150 rpm and 30°C for 24h (exponential growth phase). The cells were counted in a Neubauer chamber to determine the volume needed to adjust 2.107 cells mL-1 as initial concentration in all experiments. The cells were recovered by centrifugation (3500 rpm, 10 min) and re-suspended in the fermentation medium.
The fermentation medium comprised 20 g L-1 xylose prepared apart, 3 g L-1 yeast extract, 5 g L-1 peptone, 1 g L-1 MgSO4, 5 g L-1 KH2PO4, 3 g L-1 (NH4)2SO4 and the inhibitor specified on the experiment. The medium was adjusted to pH 4.5 and autoclaved at 121°C at 1 atm for 15 min. The medium and xylose sterile were transferred to 250 mL Erlenmeyer flasks.
Fermentation assays were performed according to a 23 full factorial design with three replicates in the central point (Table 1) to evaluate the influence of the mixture of inhibitors on xylose bioconversion into ethanol by P. stipitis. Inhibitors (acetic acid, furfural and 5-hydroxymethyl furfural) were added in concentrations according to the literature and experimental data with sugarcane bagasse pretreatments. Fermentation processes were carried out in a rotator shaker at 30°C and 150 rpm for 72h. The ethanol yield factor (YP/S), ethanol productivity (QP), and cell yield factor (YX/S) were taken as responses of the experimental design. Statistical analysis of the data was carried out with Statistica 6.0.
Ethanol yield factor (YP/S, g g-1) was defined as the ratio between ethanol concentration (ΔP, g L-1) and substrate xylose consumed (ΔS, g L-1). Cells yield factor (YX/S, g g-1) was defined as the ratio between cells formed (ΔX, g L-1) and substrate xylose consumed (ΔS, g L-1). Ethanol volumetric productivity (QP, g L-1 h) was calculated as the ratio between maximum ethanol concentration (P, g L-1) and respective fermentation time (h).
Cellular growth (X) was determined by measuring optical density of cells at 600 nm and correlated with dry weight. Samples were centrifuged at 3500 rpm for 10 min before measuring xylose and ethanol concentrations. Xylose concentration (S) was determined by the colorimetric method of dinitrosalicylic acid (DNS), after boiling for 5 min, read at 540 nm (Miller, 1959) and correlated with a calibration curve. Ethanol concentration (P) was measured by gas chromatography, in a FID detector, with Restek RT-Q-Bond column, isotherm at 150°C, split injection of 60 mL min-1, injector and detector at 250°C and 3 min. as time of analysis. All analyses were performed in triplicate.
Experimental design to evaluate inhibitors on ethanol production.
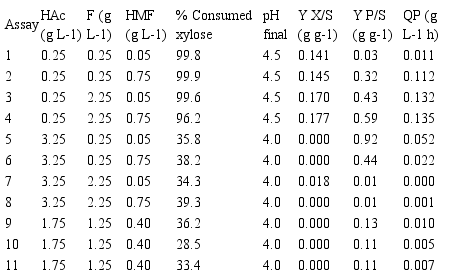
A mixture of the three major inhibitors produced during lignocellulosic biomass treatment, acetic acid, furfural and 5-hydroxymethyl furfural, were evaluated on P. stipitis fermentation, with regard to biomass growth, xylose uptake, ethanol yield and productivities by a full factorial design 23 with triplicates on central point, totaling 11 ethanolic fermentation experiments. The experimental data were statistically analyzed with STATISTICA®. Figure 1 provides pareto charts of variables, at 95% confidence, and Table 2 demonstrates the main variables after 72h of fermentation.
Figure 1 reveals that most of the effects analyzed features acetic acid (HAc) concentration, always negative, as the only significant variable. Results indicated that high concentrations of the component obtained in pretreatment are the highest fermentation inhibitors. It is worth noting that, contrary to Van Zyl et al. (1991), the mixture´s pH during fermentations was not less than 4.0, confirming report by Limtong et al. (2000), who demonstrated that the toxicity of acetic acid is not related to low pH rate. This is a relevant factor to define the best type of pretreatment and/or detoxifications conditions to be used.
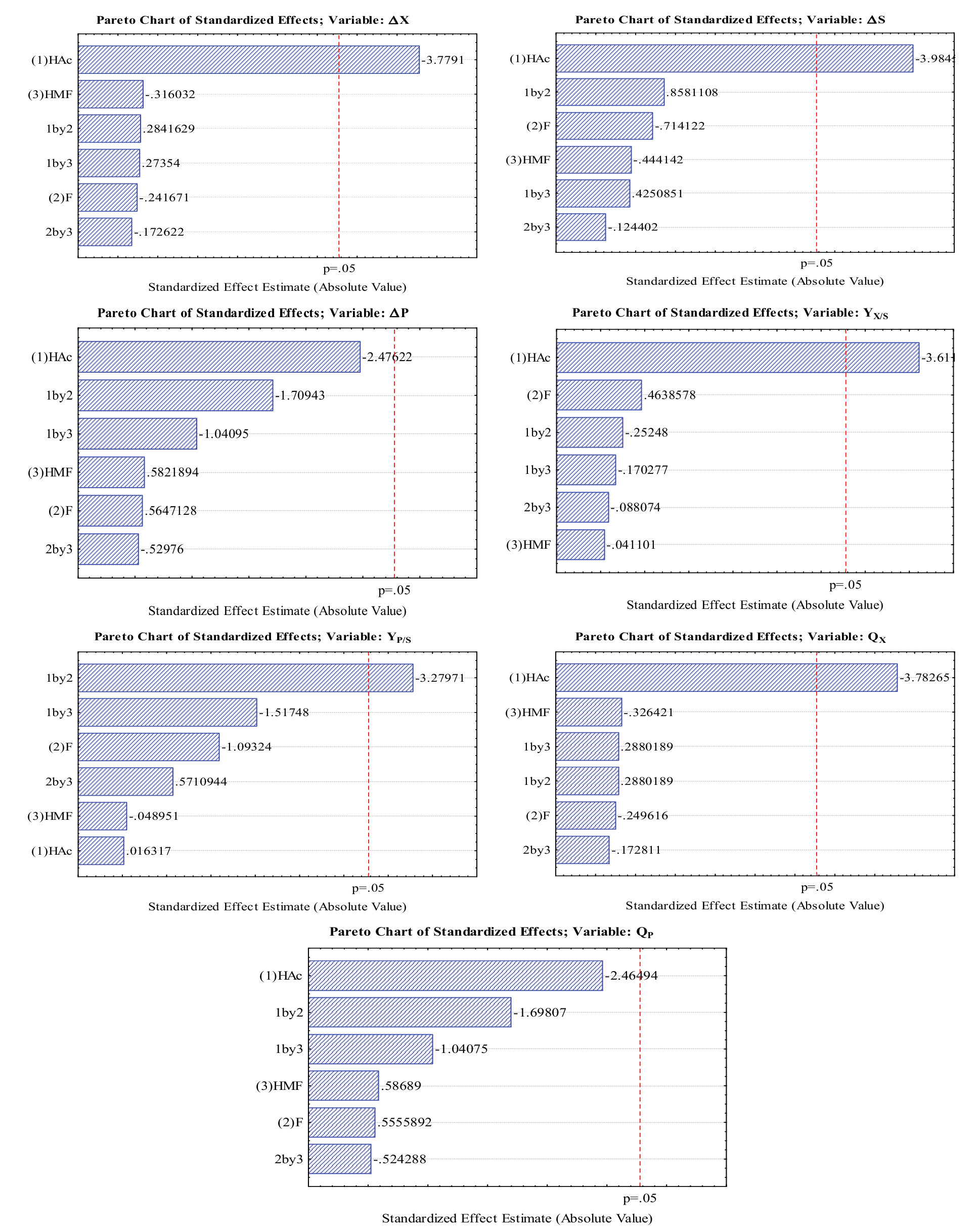
Figure 1.
Effects of factors on the ethanol production by P. stipitis.
Evaluation of the main parameters of ethanol production by P. stipitis.
The exception occurred in the yield and ethanol productivity. In ethanol yield (YP/S), the interaction between concentrations of acetic acid (HAc) and furfural (F) was the only significant variable, while the HAc concentration provided the lowest influence. There was no significance at 95% reliability for variables in ethanol productivity (QP), although the concentration of acetic acid, in a negative effect, once more appeared as the most important.
Results indicate that experiments 1 to 4, with lower concentrations of acetic acid, had an almost complete consumption of the substrate, maximum ethanol production around 48h, with a decline in subsequent intervals. In experiment 4, the highest concentration of furfural inhibited the process, with the xylose uptake initiated after 48h. In experiments 5 and 6, with high acetic acid concentration and a low concentration of furfural, substrate uptake started after 24h. Assay 6, with a higher concentration of HMF, was less influenced by ethanol. Assays 7 and 8, with higher concentrations of furfural and acetic acid, did not show growth and ethanol production, with a consumption of approximately 36% of the substrate. The central points, with the medium concentration of the inhibitors, showed slow rate of xylose consumption during the first 40 hours without growth and ethanol production.
Limayem and Ricke (2012) reported that, during the degradation of sugars in the acidic pretreatment, the inhibitors furfural, derived mainly from the dehydration of pentoses, and hydroxymethylfurfural (HMF), from the dehydration of hexoses, were formed, coupled to phenolic and acetic acid. In the degradation process, furfural is converted into furfuryl alcohol, and due to the similar structure of HMF and furfural, the conversion of HMF into 2.5-bis-hydroxymethylfuran may also occur (Ra, Jeong, Shin, & Kim, 2013). The compounds furfural, HMF and acetates, derived from acid hydrolysis of lignocellulosic biomass, damage the microorganism, reducing the biological and enzymatic activities by breaking and inhibiting the DNA synthesis of RNA and protein (Ra et al., 2013).
Bellido et al. (2011) report that xylose consumption was inhibited by 0.5 g L-1 of HMF in fermentations with a mixture of glucose and xylose, but not as significant as the effect of the fermentation inhibitor with acetic acid and furfural. The addition of 0.1 g L-1 of HMF had a positive effect on cell growth, which was slightly greater than the control experiment, at the end of the fermentation process, similar to ethanol production. In an anaerobic culture of Saccharomyces cerevisiae yeast in a medium containing glucose, xylose and 2 g L-1 of HMF, Ask et al. (2013) registered reductions in the glucose consumption rate, higher xylose absorption and production of ethanol, glycerol and xylitol.
Nigam (2001) reported that a concentration of 0.25 g L-1 of furfural was not sufficient to change the fermentation characteristics, i.e., reducing the yield and productivity of ethanol. However, concentrations above 1.5 g L-1 interfere in the respiration and growth of P. stipitis. Van Zyl, Prior and Du Preez (1988) reported that, due to inhibition degree dependent on acid concentration and pH, the acetic acid is a major inhibiting compound in the bioconversion of P. stipitis in ethanol. When mixed with other inhibitors, the effect of degradation is intensified, due to the fact that yeast is sensitive to organic acids in lignocellulosic hydrolyzate.
The conditions of the process have a direct effect on metabolic response, making a single explanation for the physiological response difficult. The high number of non-viable cells confirmed the literature, in which, regardless of the concentration of furfural and HMF used in this study, the concentration of HAc above 0.25 g L-1 interferes significantly in cell growth, substrate consumption and ethanol production. The lowest concentration of HAc in the tests allowed fermentation at the recommended pH (4.5), whereas pH 4.0 is still regarded as ideal in the other assays.
Biomass wastes have high lignocellulosic contents and have been identified as potential producing sources of second generation ethanol (Ogeda & Petri, 2010). Brazil is highlighted in this scenario by having the world's lowest biomass production costs, emphasizing the possibility of a 50% increase in ethanol production without the need to expand the plantation area (Silva, 2012). This technology comprises the hydrolysis of biomass polysaccharides into fermentable sugars to ethanol and the main pretreatment technologies (chemical pretreatments, including acidic, alkaline and oxidative treatments) generally releases decomposition products, which may have a potential inhibitory effect on the energy cost of the fermentation process (Bellido et al., 2011). Efficient pretreatment with lower inhibitors concentrations, hydrolysate detoxification or microorganisms adapted to inhibitors are being evaluated to overcome the inhibitory effect on ethanolic fermentation (Ask et al., 2013).
The inhibitors´ action on pentose fermentation is an important step in the development of new energy processes using clean technologies. It is imperative to evaluate the effect of their main compounds, as demonstrated in current assay, to make this process more and more feasible from an energetic perspective.
The effect of the mixture of acetic acid, furfural and HMF demonstrated that acetic acid is the main factor. It is necessary to keep this variable at the lowest concentration to avoid fermentation inhibition. The furfural and HMF did not influence significantly the production of ethanol when compared to acetic acid in the concentrations analyzed.
The action of the inhibitors in the pentose ethanol fermentation process from lignocellulosic biomass develops new pretreatment strategies to reduce their formation, promoting an efficient and economical ethanol production.
The authors gratefully acknowledge the partnership and support of Embrapa Agroenergia.
Experimental design to evaluate inhibitors on ethanol production.
Figure 1.
Effects of factors on the ethanol production by P. stipitis.
Evaluation of the main parameters of ethanol production by P. stipitis.
