Engenharia Mecânica
Analysis of the influence of deformation in microstructure formation during solidification of Pb-2.5% Sb alloy
Analysis of the influence of deformation in microstructure formation during solidification of Pb-2.5% Sb alloy
Acta Scientiarum. Technology, vol. 41, 2019
Universidade Estadual de Maringá
Received: 15 March 2017
Accepted: 11 December 2017
Abstract: In industrial casting operations, the possibility of implantation of a diversity of operational conditions has as consequence the generation of a wide range of solidification structures, affecting the mechanical properties and the quality of the final product. Due to the importance of the study of thin slabs solidification, for this work is used a system that allows the physical simulation of initial stages of continuous casting of thin slabs for laboratory experiments under several solidification conditions. Experiments were carried out using Pb-2.5% Sb alloy that presents low melting temperature and characteristic structure. For the Pb-2.5% Sb alloy thin slabs were obtained in cooled mold without reduction and with 10 and 20 mm reductions. It was found that the degree of deformation applied tends to increase the equiaxed region by the breakage of the dendrites as well as the possibility of the formation of equiaxed dendritic structures. It was observed that the deformation of this alloy directly influences the secondary dendrite spacing, tending to decrease it.
Keywords: Pb-Sb alloy, structural parameters, steel mold, continuous casting, solidification.
Introduction
Many industries are intensively involved developing equipment for thin slab casting, where several models differ basically in shape and size of the mold, the kind submerse valve, kind and intensity of deformation applied on the solidification region, as well as the length and thickness of hot cut slab (Hoseinifar, Salari, & Nezhad, 2016).
The continuous casting process of thin slabs shows the great potential of the siderurgical industry in the development of new technologies. Nowadays, energy costs are an important factor for the most diverse types of processes (Choudhary, Ganguly, Sengupta, & Sharma, 2017).
Although it has been a great leap for the steel industry, there is much to be researched to ensure quality to the final product. This means that the process is not terminal, there is a need in carrying out new studies to develop changes in the characteristics of design in continuous slab casting, such as determining the best casting speed, the best heat extraction rate, the best mold and injector profile, among others. For this, it is important to know these parameters deeply and how they influence the imperfections that impair the properties of the finished products (Silva, Moutinho, Moreira, Ferreira, & Rocha, 2011; Choudhary et al., 2017; Clarke et al., 2017).
The quality and mechanical performance of cast metal parts depend on the combination of several parameters simultaneously, such as grain size, dendritic spacing, lamellar or fibrous spacing, heterogeneities in chemical composition, size, shape and distribution of inclusions, formed porosities etc. All these factors can somehow be manipulated during the solidification process to obtain pieces in accordance with the numerous requirements of the market. Therefore, it is necessary to be aware of all the factors involved throughout the process, from the treatment of liquid metal, pouring temperature, to the way of filling the mold (controlling the intensity of the convective currents), material and geometry of the mold (Liao, Huang, Wang, & Jia, 2014; Zhu, Zhang, Zhao, & Stefanescu, 2015).
Analyzing the material used in this study, the Pb-Sb alloys have wide application in the construction of grids and positive/negative plates for acid-lead batteries. These alloys add reasonable mechanical properties and electronic resistance in the charging/discharging reactions when in use. Structural and mechanical characteristics are points of attention in the production of battery grids. In addition, environmental concerns have also been the focus of attention, as there are elements that hinder the process of recycling batteries. (Peixoto, Osório, & Garcia, 2009). In the literature, has been reported that the addition of Sb in the Pb-Sb alloys affects the microstructure, mechanical properties and electrochemical behavior of the electrode. The rate of Antimony (Sb) used is up to 3% in weight (Peixoto et al., 2009)
The solidification is carried out from the formation of solid nuclei, which under favorable thermodynamic conditions grow to originate the crystalline grains that will define the macrostructure of the piece (Böyük, Engin, & Maraşlı, 2011; Vu & Wells, 2017). The macrostructure of a solidified metal will then be characterized by its crystalline grains, i.e., their size, orientation, shape and distribution. The resultant phases from the transformations are a function of nucleation, growth or the combination of both (Asta et al., 2009). Generally, the solidification results in macrostructures of three distinctive morphological types: shell-like, columnar and equiaxed (Abou-Khalil et al., 2017).
As mentioned previously, to the process of continuous casting of thin plates, the knowledge of the structural behavior of the material in the initial stages (including the passage through the mold and extraction rollers) has fundamental importance, since it will directly influence the quality of the final product, as well as the importance of the Lead-Antimony alloys in various applications in the metal-mechanical industry. Nevertheless, there is a shortage of scientific studies that emphasize the conditions of continuous casting under transient heat extraction, correlated with thermal and structural parameters. In this case, the use of a physical simulation system is determinant, since it makes feasible to carry out experiments in the laboratory under various conditions of solidification whose results support the optimization of industrial processes. Therefore, this work has as main objective to analyze the effect of the deformation during the solidification process of thin slabs with the liquid core, in the formation of the microstructure and thermal parameters.
Experimental procedures
The analysis of the influence of the deformation in the process of obtaining thin plates of Pb-2.5% Sb while its nucleus in the liquid state during the solidification, is carried out by several experiments. An electric resistance furnace with 5.1 kW nominal power and maximum operational temperature of 1200ºC was used for the fusion of the metal alloy, as well as equipment for physical simulation of the effect of the low and high cooling rates, and the effect of the deformation on the structure of thin slabs. Thermometric systems were also used to monitor and record the temperatures of the liquid metal in the furnace, mold and during the solidification and cooling of the metal.
The utilized material was produced by the State Institute of Technological Research of São Paulo (IPT), where the concentration values of the main elements are defined in Table 1. The following is a description of the materials, equipment and methodology used in the production of thin slabs, as well as the characterization used to study the effects of deformation of thin plates with the core is still in the liquid state.
The use of the Pb-2.5% Sb alloy for the initial experimental work is due to its low melting temperature (TL = 314 and TS = 284°C) that, when subjected to the high cooling rate in a refrigerated metal mold, structures with unidirectional solidification characteristics can be obtained, which makes it possible to analyze the influence of the deformation on thin slabs when the core is still in the liquid state.
To simulate the effect of rapid cooling on a thin slab whether or not subjected to deformation was utilized the Thin Slabs Casting Simulator (TSCS) of the Materials Engineering Department of FEM - Unicamp. As seen in Figure 1, the solidification chamber of the simulator is constituted of three fixed walls and a movable wall made of steel AISI 1020. On the movable wall and the fixed wall in front of it, refrigerated electrolytic copper plates are fixed, which simulate the controlled cooling of the continuous casting, being composed of circular section channels connected to the inlet/outlet pipes of the system to allow cooling of the alloy during the solidification. The equipment was designed to produce slabs with 160 mm width, 240 mm length and the initial thickness of 90 mm.

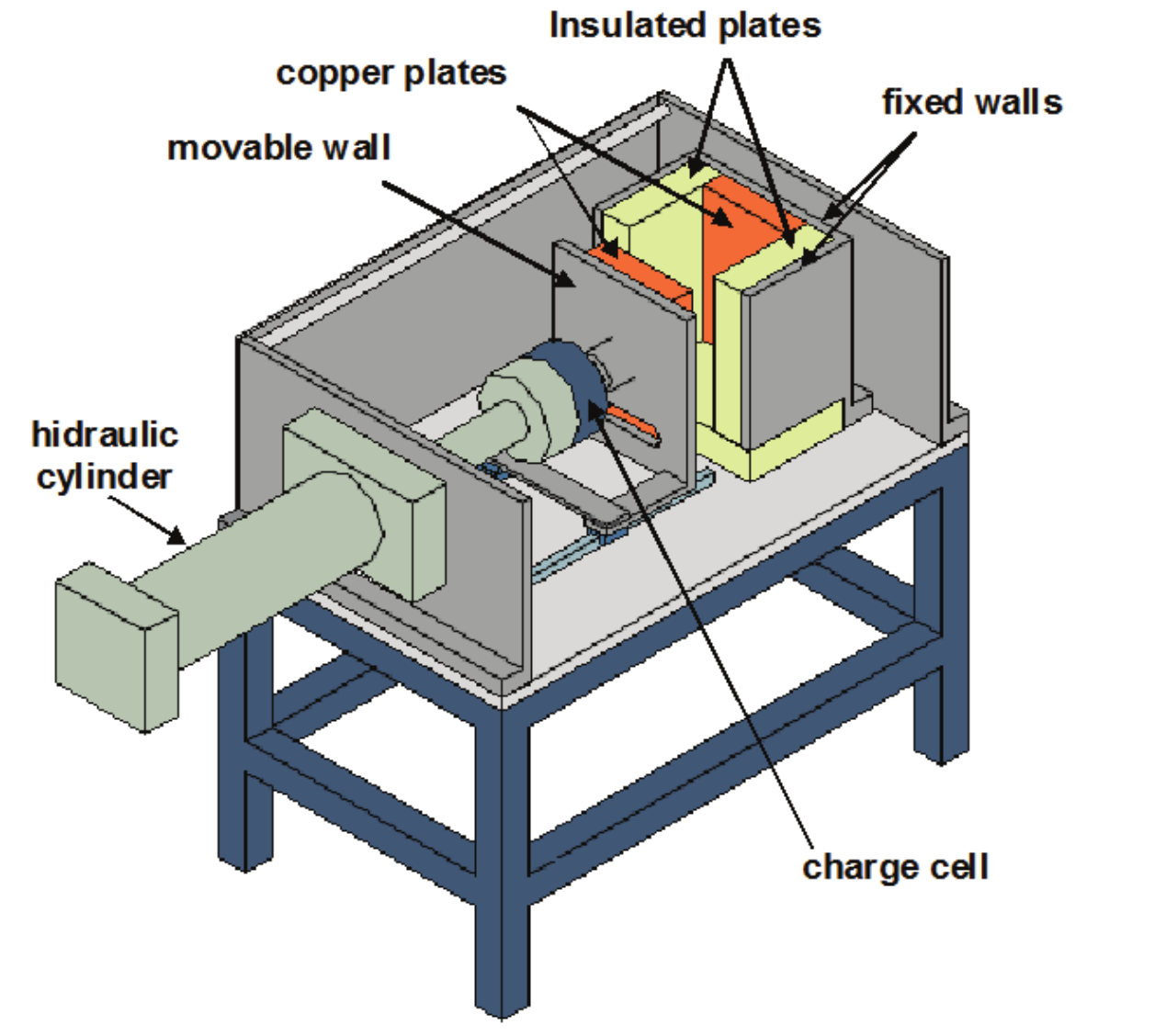
Figure 1.
Components of the Thin Slabs Casting Simulator.
The system was completely assembled to carry out the experiments that initially did not have deformation applied to obtain thin slabs of 60 mm thick, then deformation was applied to obtain thin slabs with thicknesses smaller than 60 mm while the nucleus still in the liquid state.
The temperature monitoring during the solidification was carried out by thermocouples conveniently positioned on the walls of the mold and in the liquid metal, linked to the acquisition system. In the mold was used a 1.5 mm diameter K- type thermocouple (chromel / alumel - NiCr / NiAl) located at 3 mm from the metal/mold interface. For the acquisition of the solidification profiles of the thin plates were also utilized 1.5 mm diameter K- type thermocouples and their adopted positions were one in the center of the mold (i.e. 30 mm from the wall of the mold), one at the interface and one at 15 mm from the wall, according to the configuration shown in Figure 2.
The data acquisition and process control were monitored through a 12-bit resolution data acquisition system, coupled to a microcomputer with 32 reading channels and 10 Hz acquisition rate per channel, allowing the reading of variations in temperature in the metal and mold. For the melting of the Pb-2.5% Sb alloy was utilized an electric resistance tank-like furnace with a nominal power of 5.1 kW and a maximum working temperature of 1200°C.
For each experiment in the cooled mold were cast 15 kg of the already prepared alloy, with the shape of plate cut into small pieces, melted in an AS8-type silicon carbide crucible in the furnace maintained at a temperature of 400°C. After complete melting, the crucible was removed from the furnace and its liquid mass was kept under constant stirring, being its temperature controlled by measurements with a digital thermometer until the set temperature of 360°C, approximately 10% above the melting temperature of the alloy.
In all experiments, the copper walls of the cooled mold were kept at a distance of 60 mm, coated with a thin layer of chromium oxide to protect it against high temperatures. The interior of the mold was maintained heated at temperatures ranging from 250 to 300°C to avoid humidity.
The casting was then carried out with the crucible close to the cooled mold to minimize turbulence during filling, first to obtain 60 mm thick slabs and data acquisition needed to establish when the deformation system should be activated while the core was still in the liquid state. For this, the temperature profile was analyzed and it was verified the time elapsed from the end of the filling until when the temperature of the center of the plate reaches the solidus temperature. This time variation is then divided by two and the activation moment of the system is given after the filling, ensuring that the core of the plate is still in the liquid state.
Subsequent experiments were to obtain deformed slabs from the established initial thickness of 60 mm until they reach a reduction of approximately 20 and 40%, i.e., slabs with final thicknesses of 50 and 40 mm, respectively.
After obtaining each slab, its characterization was performed. The objective of this characterization was to analyze the macro and microstructures to verify the constitution of the final structure, as well as the measurement of the primary and secondary interdendritic spacing.
For this step, the region of study was first determined. This region, as shown schematically in Figure 3, was chosen because it suffers the least external influences, ensuring maintenance of the directionality of the heat flow.
To evaluate the behavior of the macrostructure, the chemical attack application was performed in the transverse and longitudinal sections for visual examination. This process gives a good indication of the final structure constitution, which facilitates the classification of the shape of the solidification structure.
For the preparation of the alloy of Pb-2.5% Sb, all the sands used were made of aluminum oxide and the preparation of the samples consisted of sanding in a mechanical rotary sander without application of excessive pressure following the sequence of 180, 220, 320 and 400-grit silicon carbide sander. The process continued with a manual sander following the sequence of 800, 1000 and 1200-grit aluminum oxide sanders, due to the need of avoiding deformations that could impede visualization of the macrostructures.
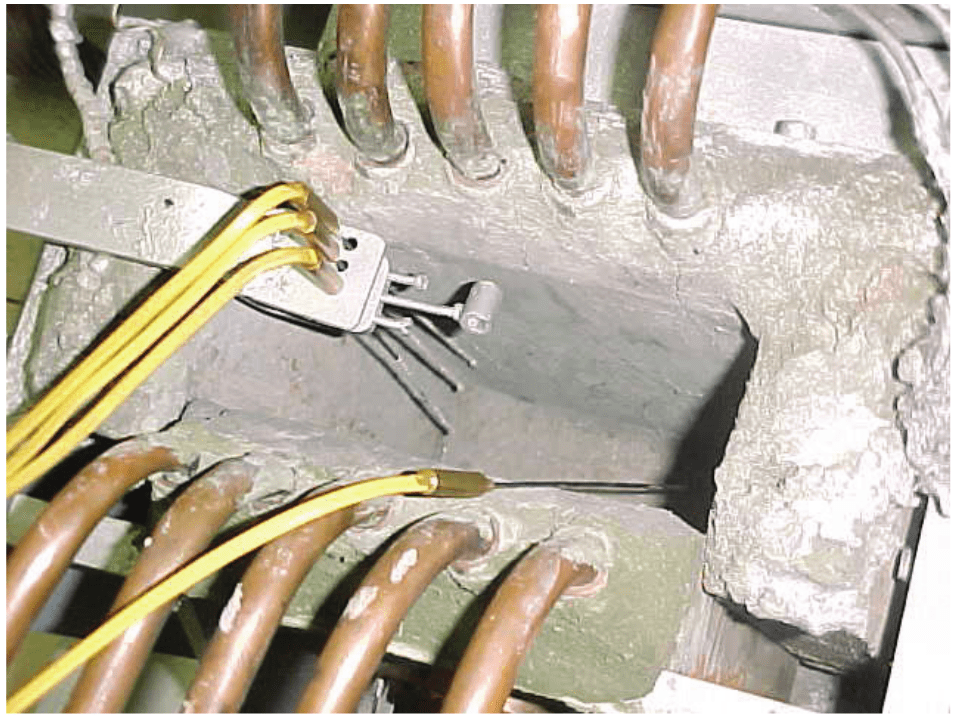
Figure 2.
Thermocouples placement in the metallic mold.
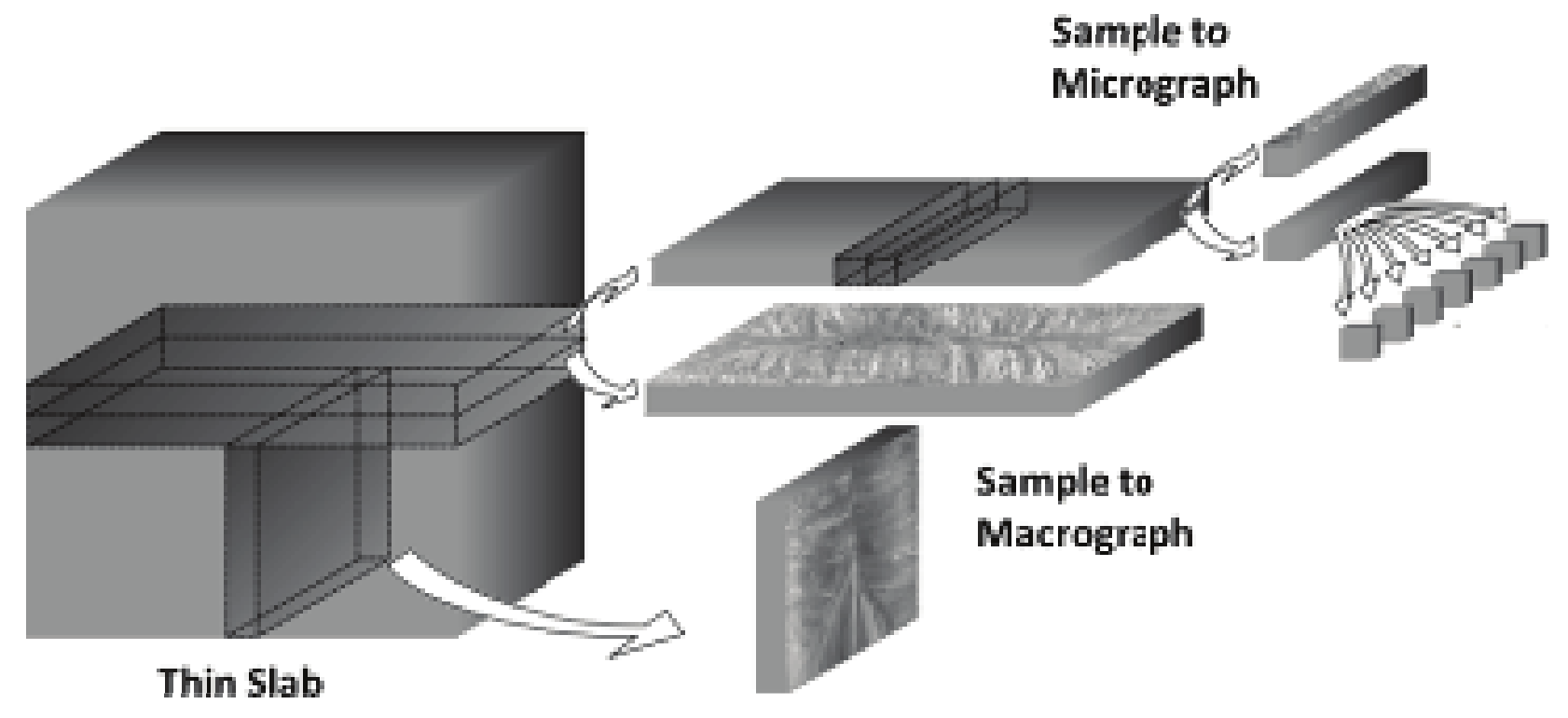
Figure 3.
Schemes for Metallographic study of Pb-2.5% Sb thin slabs.
After this step, the attack was performed. The reagent used was suggested by ASTM - E 340 (American Society for Testing and Materials [ASTM], 2007) that indicates as reagent for lead-antimony alloys a mixture of 80 ml of concentrated nitric acid (HNO3), diluted in 220 mL of distilled water with 45 g of Ammonium molybdate [(NH4)2MoO4] also diluted in 300 mL of distilled water. The attacking process was by immersion, enough time to promote an oxidation reaction of the entire study surface, and then washed in running water and cleaned with cotton swabs for oxide removal. The number of repetitions for this attacking mode should be sufficient to eliminate deformations due to cutting or sanding and to reveal the desired macrostructures.
The next step was to take photographs of all the macrostructures obtained for later analysis. The photos were obtained with a digital camera because of the simplicity to obtain good results in a fast way.
The microstructures were analyzed using an optical microscope (Neophot) with an image analyzer where the scanning was performed from the interface to the center of the plate. For the Pb-2.5% Sb alloy, the samples preparation consisted of continuous sanding at the sequence of 180, 220, 320, 400, 800, 1000 e 1200-grit aluminum oxide sander, without pressure application. The polishing was carried out in two stages, starting the polishing with 6 μm diamond paste using ethyl alcohol as lubricant and then a final polishing with 1 μm diamond paste with the same lubricant. The reagent used was indicated by ASTM-E 340 (ASTM, 2007), obtained from the mixture of acetic acid (15 mL), nitric acid (15 mL) and glycerol (60 mL) at 80°C with little modification in the way of use when compared to method done at room temperature. There was no need for heating, being attack and polishing alternated several times until the elimination of all the deformations acquired during the sanding step.
For the measurement of the dendritic spacing was utilized the methods indicated by Gündüz and Çadirli, that is, for the primary dendritic spacing (PDS) or 1 (Clarke et al., 2017). The measurements were made in the cross section (perpendicular to the direction of growth, due to presenting more accuracy) every 5 mm from the metal/mold interface. In this case, the triangle method was used. For secondary dendritic spacing (SDE) or 2, the mean value of the distances between the secondary branches in the longitudinal section of a primary dendrite (intercept method) is used as can be seen in Figure 4. These measurements were performed every 2 mm from the metal/mold interface. In both cases, 40 to 50 measurements were performed for each position.
Results and discussions
Cooling curves
In Figure 5 can be observed the cooling curves obtained by thermocouples located at the metal/mold interface, at 15 mm from the mold and in the center of the thin slab, during an experiment performed with the Pb-2.5% Sb alloy in refrigerated mold using the chamber of the continuous casting simulator without the application of deformation. For this alloy, the differential thermal analysis determines that the liquidus temperature is 309°C and the solidus is 250°C. As can be seen, the maximum temperature identified by the thermocouple located at the metal/mold interface does not reach the melting temperature of the alloy, indicating that there is almost immediately formation of a small solid shell close to the wall of the mold. It is noticed that the beginning of solidification at the center of the thin slab occurred 30 seconds after the solidification front passed through the 15 mm position. The elapsed time to complete the solidification of the thin slab taking its center as reference is 106 s.
Figure 6 shows the cooling curves of a thin plate of Pb-2.5% Sb obtained in refrigerated mold subjected to deformation of approximately 35%, that is, by reducing the thickness of the plate from 60 to 40 mm while its nucleus still in the liquid state. It is observed that there is an approximation between the curves of the center and at 15 mm, probably due to the decrease in the thermal heterogeneity inside the plate and/or it may have occurred that the liquid was forced into the upper part of the plate during deformation.
Comparing with the plate without deformation, a difference in the behaviors is observed. The time for solidification completion is only 50 s, being shorter than that of the plate without deformation. Therefore, it is noticed an increase of the solidification speed by the approximation between the cooled walls and there was a better heat transfer due to the increase of contact between the mold and the formed solid (better thermal contact in the metal/mold interface through the application of pressure during deformation).
In the Figure 7 is represented the cooling curves for the thin plate of Pb-2.5% Sb deformed by approximately 15%. The time indicated for the beginning of the solidification at the center of the plate is less than expected, which indicates that occurred a displacement of the thermocouple during deformation. However, by the thermocouple located 15 mm from the interface, a curve behavior similar to the case shown in Figure 5 is observed.
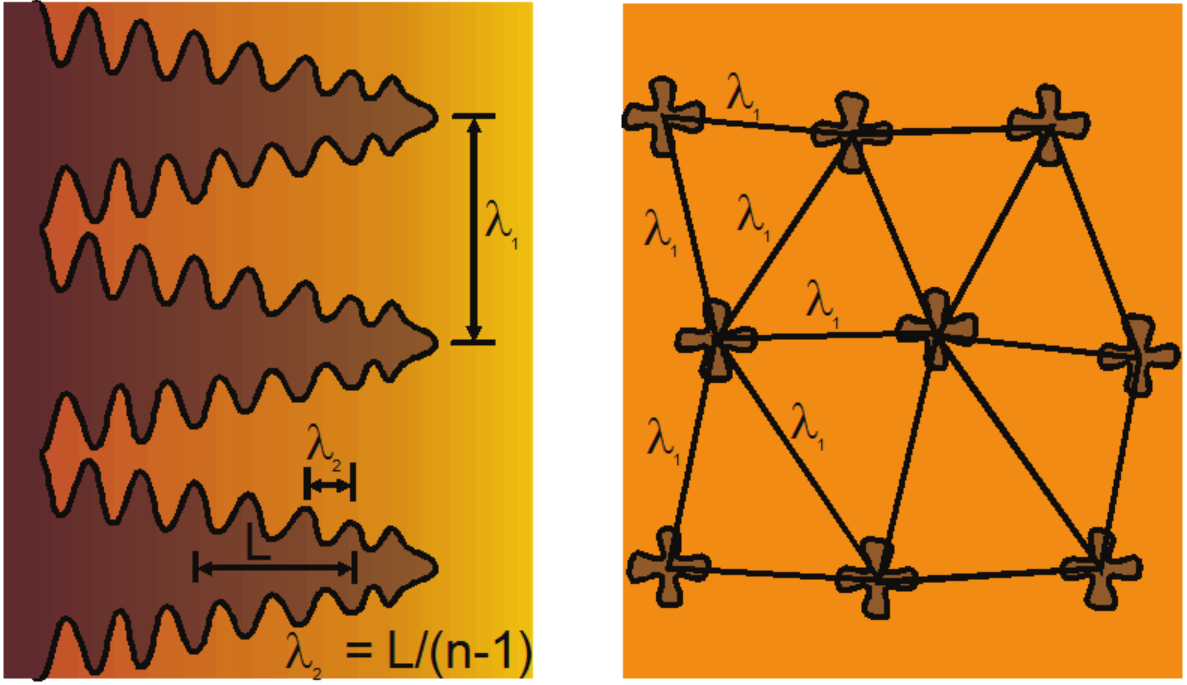
Figure 4.
Microstructural parameters and measurement procedures for PDS (l1) and SDE (l2). The parameter n indicates the numbers of dendritic structures.
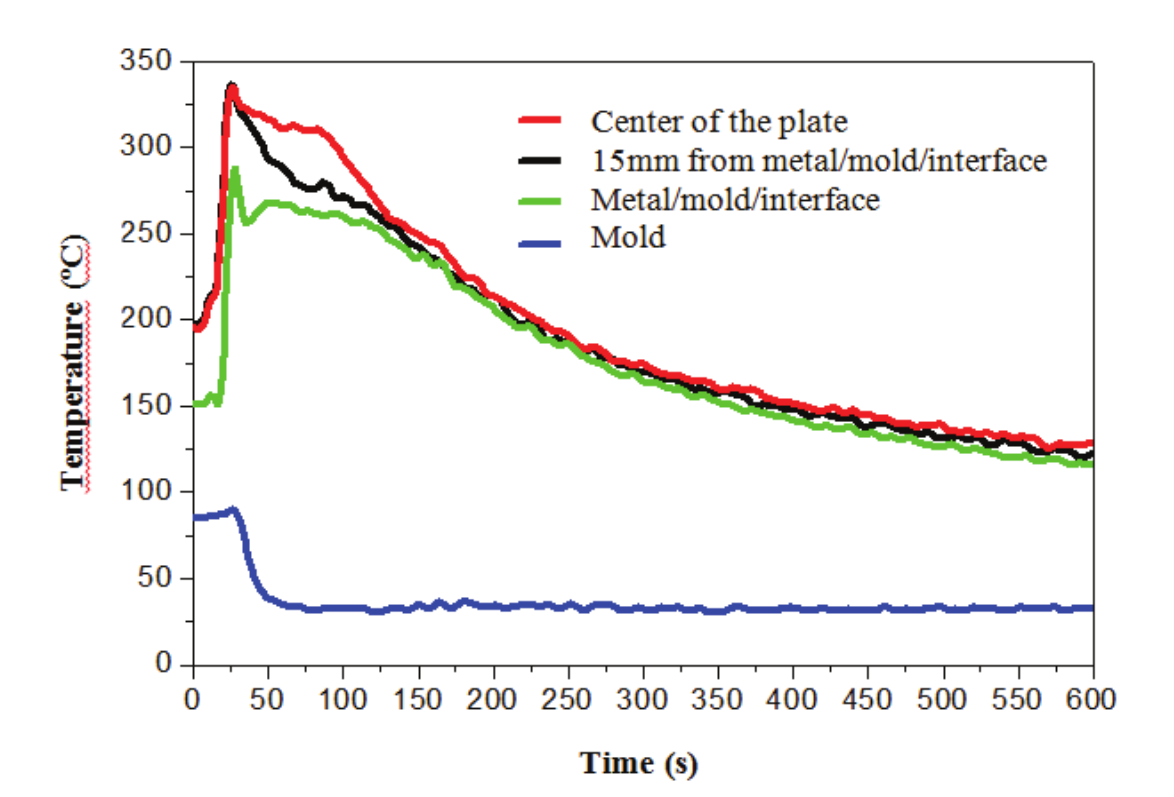
Figure 5.
cooling curves of Pb-2.5% Sb thin slab with 60 mm thick without deformation, obtained from the continuous casting simulator.
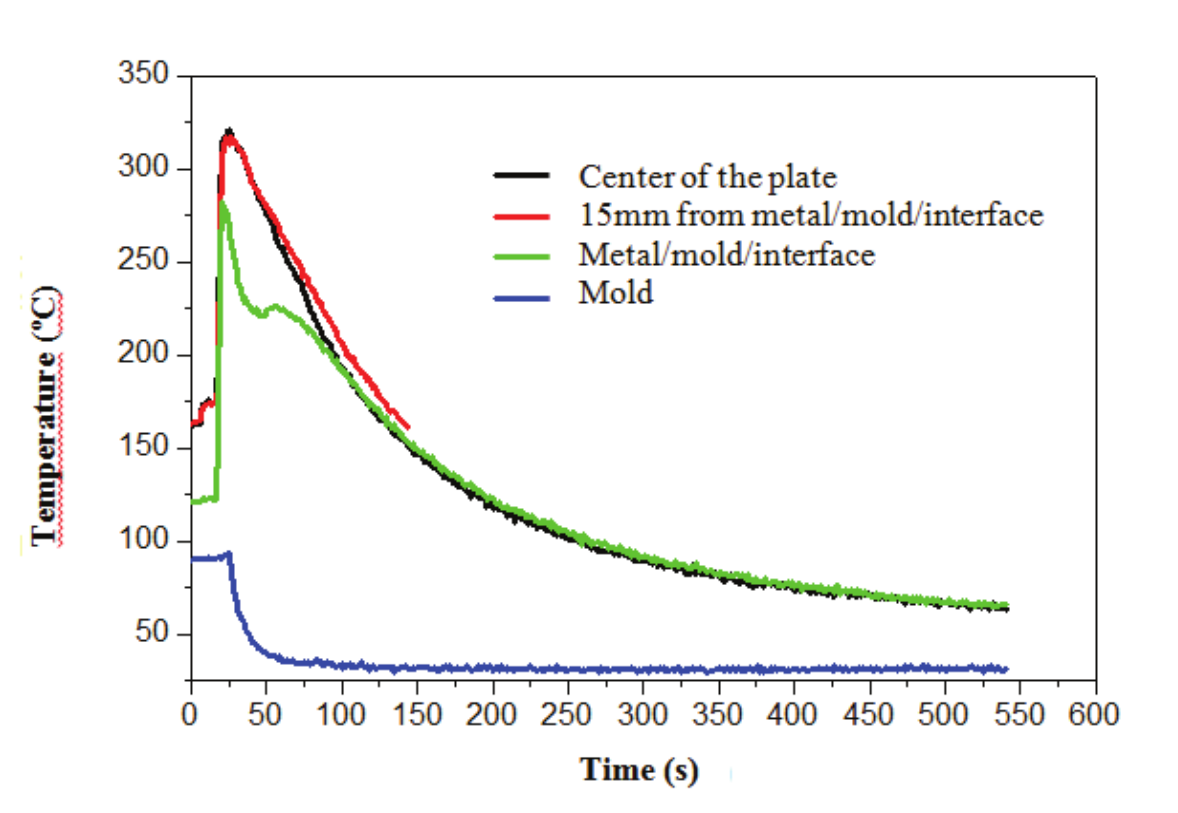
Figure 6.
Cooling curves of Pb-2.5% Sb thin slab with thickness reduced from 60 to 40 mm, obtained from the continuous casting simulator.
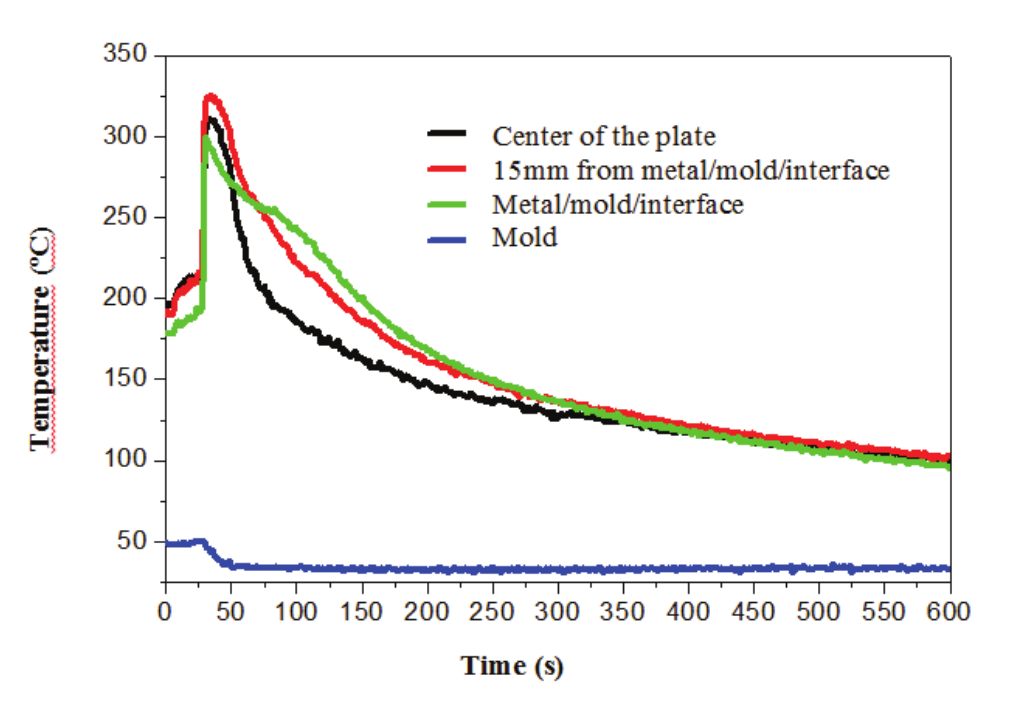
Figure 7.
Cooling curves of Pb-2.5% Sb thin slab with thickness reduced from 60 to 50 mm, obtained from the continuous casting simulator.
Solidification macrostructures
The solidification’s macrostructures of the obtained slabs give an accurate indication of their behavior under the different conditions that they were produced. The region of study for the plates of Pb-2.5% Sb was the lower longitudinal section.
Figure 8a shows the macrograph of a Pb-2.5% Sb slab solidified in the refrigerated mold without the application of deformation. In this case, one of the three zones usually distinguished in the solidification of alloys, the shell-like zone, the columnar zone and the equiaxial zone, the predominant one is columnar. Despite the high rate of heat extraction, columnar grains are not totally parallel to the heat flow. A possible explanation for the change in orientation of columnar grains to less favorable directions is that the amount of solute is not enough to accelerate its development towards the heat flow. In addition, since the solute amount is low, the development of grains with unfavorable orientation can also cause changes in the orientation of the columnar grains.
When a 10 mm deformation is applied to a Pb-2.5% Sb plate during its solidification in cooled mold, its macrostructure exhibits features somewhat different from that plate previously shown, as demonstrated in Figure 8b. About 20 mm from the bottom, the grains smoothly begin to change direction, showing an upwardly curved shape of the forced fluid flow to the top of the plate, due to the deformation applied.
In Figure 8c, the solidification macrostructure of a thin plate of Pb-2.5% Sb deformed with liquid core is observed at 20 mm of its initial thickness in the refrigerated mold. It is verified in this condition that, besides the columnar zone, there is the presence of a central region containing large equiaxial grains from the bottom to the top of the plate. This central zone can be formed by the growth from the bottom or from the laterals due to the conditions of melting or composition of the alloy, being able to reach the bottom by sedimentation. In the present alloy, this size (columnar zone) seems to be interrupted by the development of individual equiaxial grains and not only by the remaining liquid, becoming pastier by a gradual increase in the number and size of floating crystals. However, as observed in the behavior of the previous plates, it does not prevail, which indicates that the deformation is the preponderant factor for the formation of this central region, possibly due to the breakage of the dendrite tips, being dragged towards the center of the plate. Another factor that can contribute to the formation of the central equiaxial zone, in this case, is the forced convection, due to the deformation process promoting a homogenization effect of the temperature in this region, acting together with the decrease of the thickness of the remaining liquid.
Solidification microstructures
Figure 9 shows the microstructures of a thin Pb-2.5% Sb slab, obtained in refrigerated mold without being subjected to the deformation during its solidification. It is observed that the dendritic growth does not have a predefined direction, due to the mutual competition, which is common at the beginning of the solidification process of metal alloys (Figure 9a). It is observed that there is a gradual increase of the distance between the primary dendritic axes from the metal/mold interface to the center of the plate that promotes an increase of the extension of the secondary dendritic arms and its thickness, being even noticed the appearance of tertiary dendritic arms in regions close to the center (Figure 9b). An important detail in this case is that, as observed in the macrostructural analysis of this plate, there is no formation of an equiaxial structure in the center, presenting only the encounter of dendrites that grow from the opposite border (Figure 9c).
Figure 10 shows micrographs of a Pb-2.5% Sb slab subjected to 10 mm deformation during solidification. It is notable in this case that initially there is a random direction for dendritic growth, similarly to the previous case. After a distance about 3 mm tends mostly to demonstrate dendritic growth in the same direction of heat flow, as seen in Figure 10a and b.
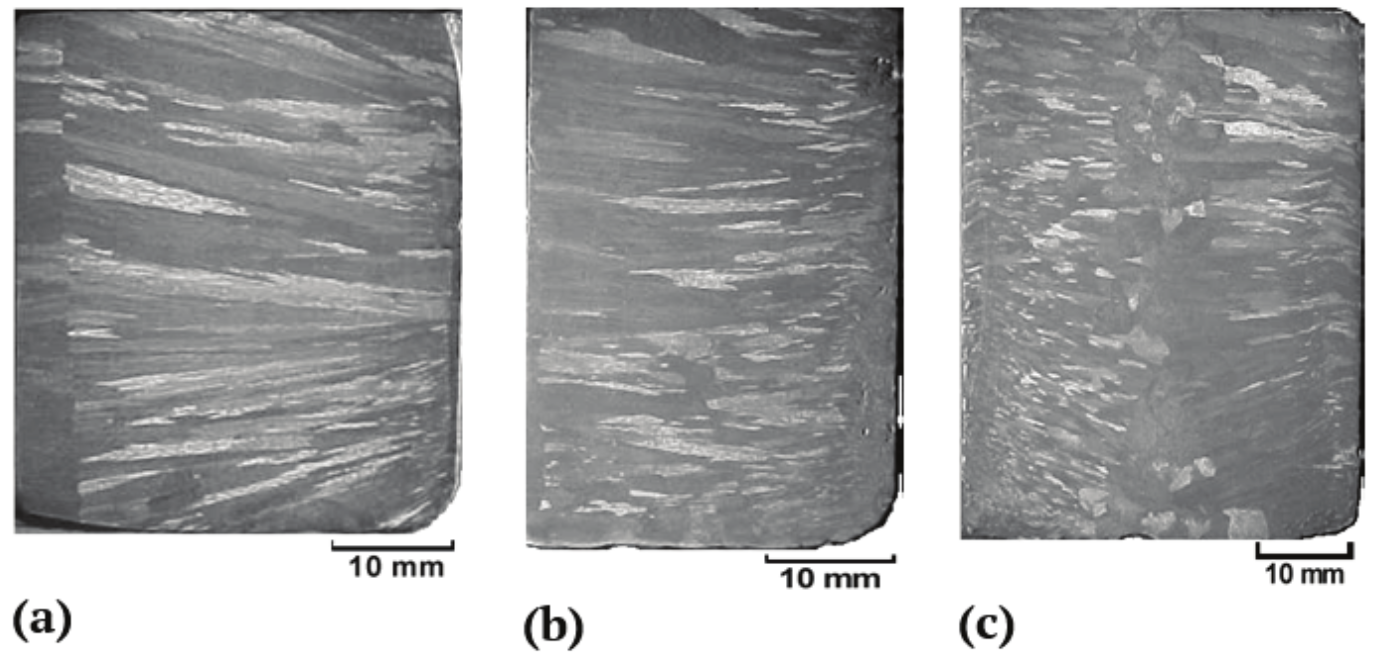
Figure 8.
Longitudinal solidification macrostructure of lower section of a 2.5% Sb slab obtained from cooled mold: (a) without deformation; (b) with 10 mm deformation; and (c) with 20 mm deformation.
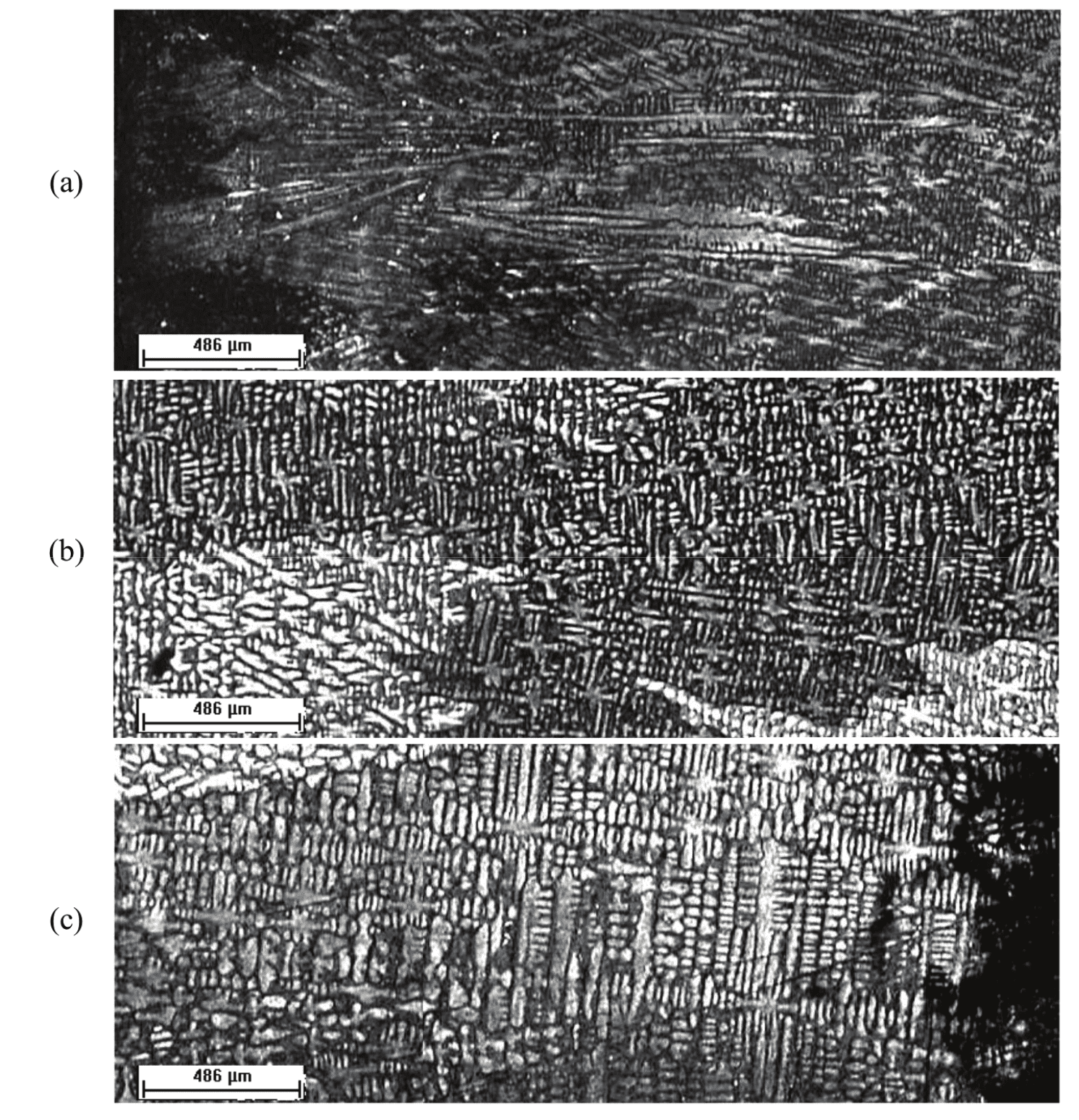
Figure 9.
Transversal section microstructures of a Pb-2.5% Sb slab obtained in the cooled mold without applied deformation during its solidification, according to the following positions from the metal/mold interface: (a) up to 3 mm; (b) between 14 and 16 mm; and (c) between 28.5 and 30.5 mm. 25X magnification.
Figure 11 shows the solidification microstructures of a Pb-2.5% Sb slab deformed at 20 mm during solidification. As in the previous cases, it is noticed that the beginning of the solidification process of the dendrites does not occur in the same direction of the heat flow (Fig. 11 (a)). This occurs only at the beginning of the solidification of the plate, followed by a more unidirectional growth, which is only interrupted near the center when grains with random growth appear, i.e., uniaxial ones (Figure 11b and c). In this case, differently from that shown in Figure 11, the presence of the equiaxial zone is more evident having the presence of larger equiaxed dendrites.
In the micrographs for the Pb-2.5% Sb slabs are noticed that there is a variation in the dendritic spacing from the metal/mold interface to the center thereof. In order to analyze this microstructural characteristic, Figure 12 presents the measurements of the primary dendritic spacing of the slabs with and without deformation. It can be observed that, for the plate obtained without deformation (Figure 12a), it’s a typical behavior for an alloy that solidifies unidirectionally, i.e., there is a gradual increase of the primary dendritic spacing as it moves far from the metal/mold interface. In addition, from 20 mm of interface, a more rapid growth of λ1 is observed, due to the decrease in speed rate of the solidification front until close to the central region.
Figure 13 shows the measurement of the secondary dendritic spacing as a function of the metal/mold interface distance for the Pb-2.5% Sb slabs. For the plate that did not undergo deformation during solidification (Figure 13a) again, as well as for the primary dendritic spacing, the behavior of λ2 is in accordance with that of an alloy that solidifies unidirectionally, that is, by initiating with a value about 15 μm, reaching the value about 30 μm in the center of the plate, given that there is an increase in the solidification time as it gets more distant from the metal/mold interface. However, when a 10 mm deformation is applied during the solidification of the plate (Figure 13b), it is observed that there is a decrease in spacing, reaching a value about 25 μm in the center. This is also observed for the case of the plate that was deformed at 20 mm (Figure 13c) where there was a decrease of the secondary dendritic spacing value in about 5 μm. It is noticed that for the central region of all plates the spacing value decreases, which indicates that in the center of the plate there is a decrease in the local solidification time.
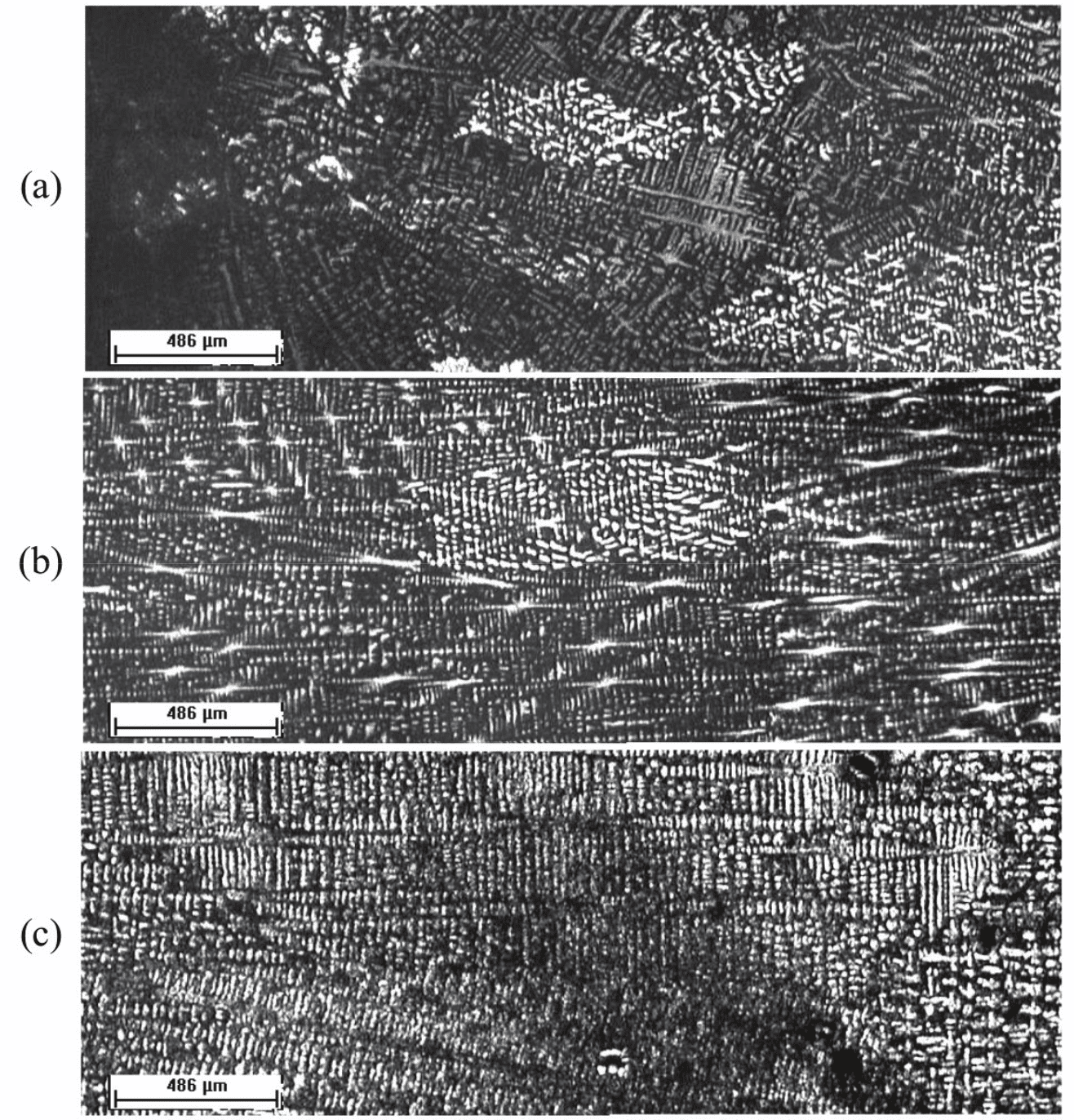
Figure 10.
Transversal section microstructures of a Pb-2.5% Sb slab obtained in cooled mold with 10 mm deformation during its solidification, according to the following positions from the metal/mold interface: (a) up to 3 mm; (b) between 9 and 11 mm; and (c) between 24 and 26 mm. 25X magnification.
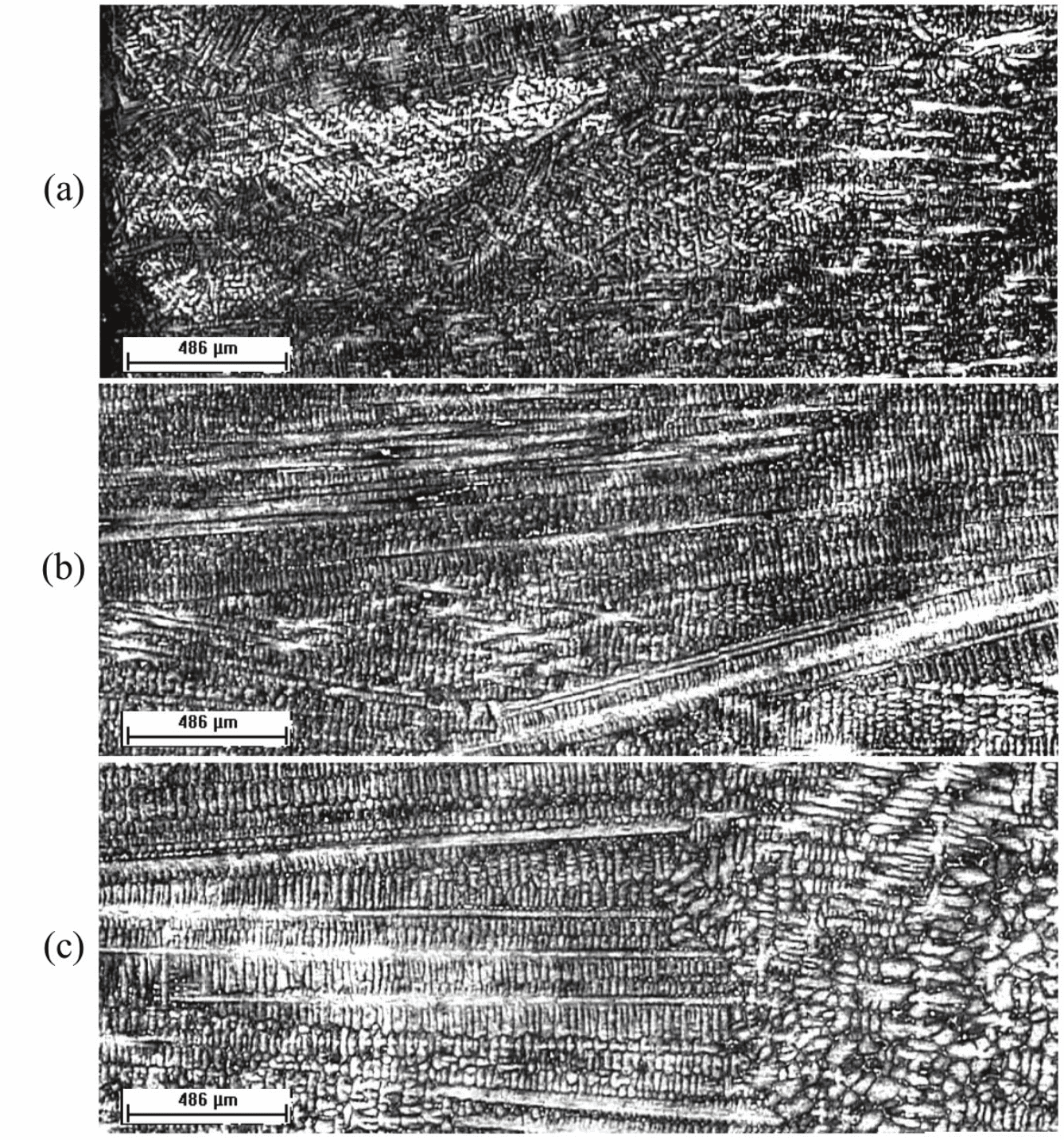
Figure 11.
Transversal section microstructures of a Pb-2.5% Sb slab obtained in cooled mold with 20 mm deformation during its solidification, according to the following positions from the metal/mold interface: (a) up to 3 mm; (b) between 11 and 13 mm; and (c) between 18 and 20 mm. 25X magnification.
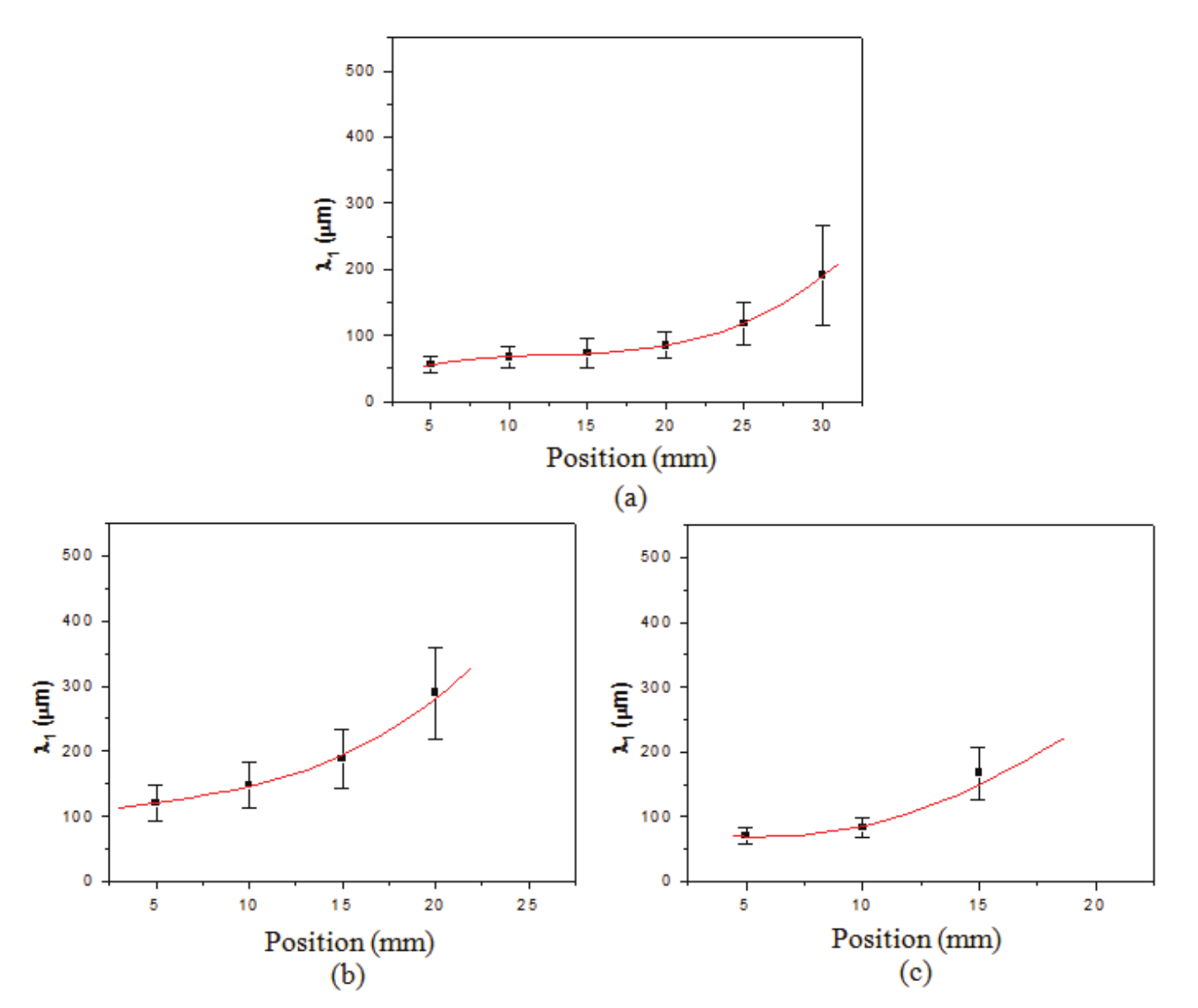
Figure 12.
Primary dendritic spacing in relation to metal/mold interface distance for the Pb-2.5% Sb slabs: (a) without deformation; (b) with 10 mm deformation; and (c) with 20 mm deformation.
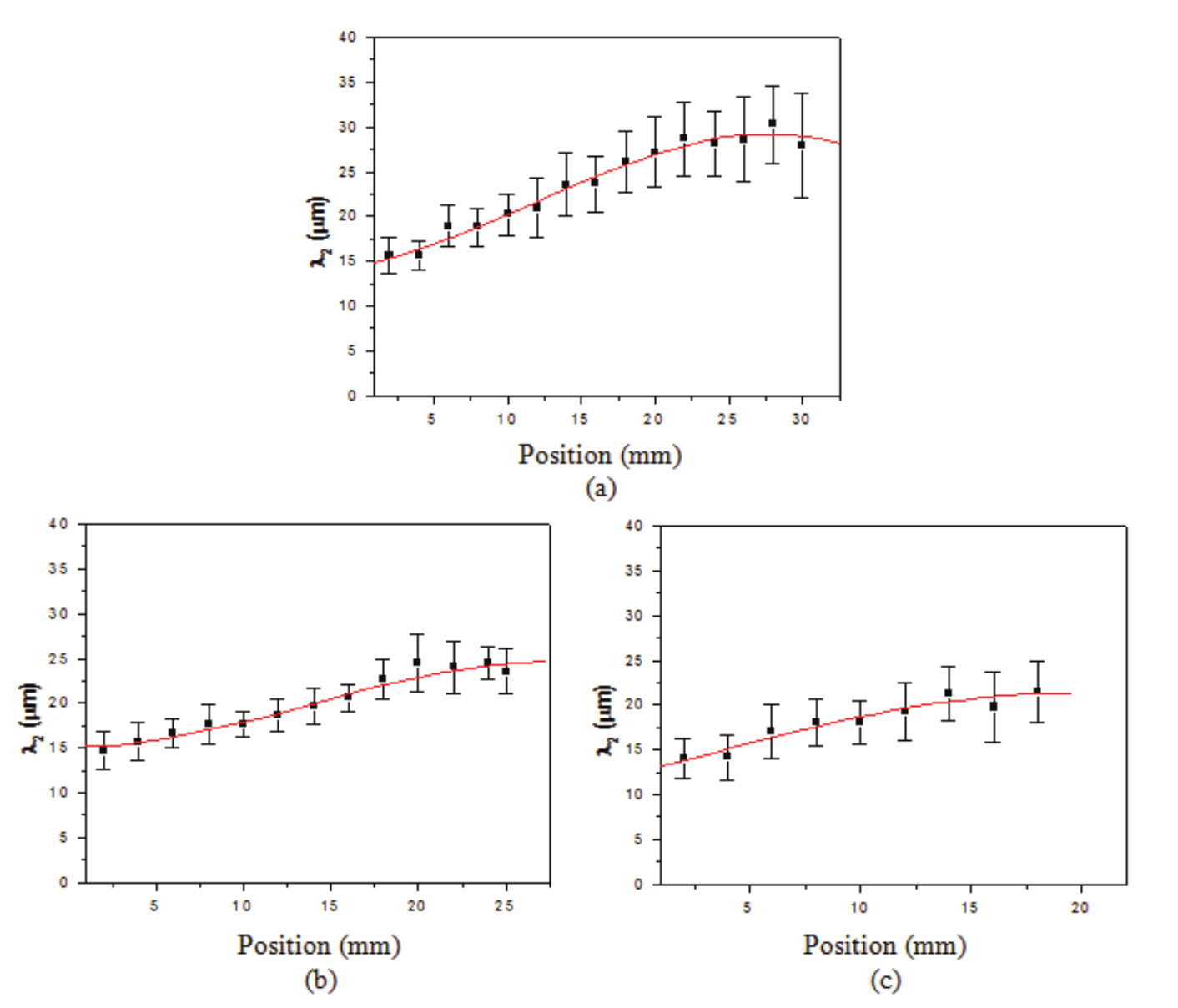
Figure 13.
Secondary dendritic spacing in relation to metal/mold interface distance for the Pb-2.5% Sb slabs: (a) without deformation; (b) with 10 mm deformation; and (c) with 20 mm deformation.
Conclusion
For the slabs of Pb-2.5% Sb is verified that the applied degree of deformation tends to increase the equiaxial region by the dendrite breakage as well as the possibility of the formation of equiaxial dendritic structures, which tend to have a smaller dimension due to the reduction in the solidification time through decreasing the thickness;
It is observed that, as for the cases in which the deformation was applied, inverse segregation is presented although its distribution coefficient is smaller than the unity. This is probably due to the increase of solute concentration in the interdendritic regions, being the last to be solidified, which facilitates the interdendritic liquid flow towards the interface; and
The application of deformation in this alloy directly influences the secondary dendritic spacing, tending to decrease it. It also reduces the difference in solute concentration caused by segregation, allowing a more uniform distribution of the microscopic segregation between the dendritic branches, favoring its subsequent processing.
Acknowledgements
The authors are grateful to Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (Capes) and Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq) for the financial support of this work.
References
Abou-Khalil, L., Salloum-Abou-Jaoude, G., Reinhart, G., Pickmann, C., Zimmermann, G., & Nguyen-Thi, H. (2017). Influence of gravity level on columnar-to-equiaxed transition during directional solidification of Al – 20 wt.% Cu alloys. Acta Materialia, 110, 44-52. doi: 10.1016/j.actamat.2016.03.007
American Society for Testing and Materials [ASTM]. (2007). ASTM – E340: Standard practice for microeching metals and alloys. West Conshohocken, PA. doi: 10.1520/E0340-15
Asta, M., Beckermann, C., Karma, A., Napolitano, R., Plapp, M., Purdy, G., ... Trivedi, R. (2009). Solidification microstructures and solid-state parallels: Recent developments, future directions. Acta Materialia, 57(4), 941-971. doi: 10.1016/j.actamat.2008.10.020
Böyük, U., Engin, S., & Maraşlı, S. (2011). Microstructural characterization of unidirectional solidified eutectic Al–Si–Ni alloy. Materials Characterization, 62(9), 844-851. doi: 10.1016/j.matchar.2011.05.010
Choudhary, S. K., Ganguly, S., Sengupta, A., & Sharma, V. (2017). Solidification morphology and segregation in continuously cast steel slab. Journal of Materials Processing Technology, 243, 312-321. doi: 10.1016/j.jmatprotec.2016.12.030
Clarke, A. J., Tourret, D., Song, Y., Imhoff, S. D., Gibbs, J. P., Gibbs, J. W., ... Karma, A. (2017). Microstructure selection in thin-sample directional solidification of an Al-Cu alloy: In situ X-ray imaging and phase-field simulations. Acta Materialia, 129, 203-216. doi: 10.1016/j.actamat.2017.02.047
Hoseinifar, A., Salari, S., & Nezhad, M. S. A. (2016). Effect of twin-roll casting parameters on microstructure and mechanical properties of AA5083-H321 sheet. Transactions of Nonferrous Metals Society of China, 26(10), 2552-2560. doi: 10.1016/S1003-6326(16)64381-9
Liao, H., Huang, W., Wang, Q., & Jia, F. (2014). Effects of strontium, magnesium addition, temperature gradient, and growth velocity on al–si eutectic growth in a unidirectionally-solidified al–13 wt% si alloy. Journal of Materials Science & Technology, 30(2), 146-153. doi: 10.1016/j.jmst.2013.05.003
Peixoto, L. C., Osório, W. R., & Garcia, A. (2009). Microstructure and electrochemical corrosion behavior of a Pb–1 wt%Sn alloy for lead-acid battery components. Journal of Power Sources, 192(2), 724-729. doi: 10.1016/j.jpowsour.2009.02.081
Silva, J. N., Moutinho, D. J., Moreira, A. L., Ferreira, I. L., & Rocha, O. L. (2011). Determination of heat transfer coefficients at metal–mold interface during horizontal unsteady-state directional solidification of Sn–Pb alloys. Materials Chemistry and Physics, 130(1-2), 179-185. doi: 10.1016/j.matchemphys.2011.06.032
Vu, T. V., & Wells J. C. (2017). Numerical simulations of solidification around two tandemly-arranged circular cylinders under forced convection. International Journal of Multiphase Flow, 89, 331-344. doi: 10.15625/0866-7136/7442
Zhu, M., Zhang, L., Zhao, H., & Stefanescu, D. M. (2015). Modeling of microstructural evolution during divorced eutectic solidification of spheroidal graphite irons. Acta Materialia, 84, 413-425. doi: 10.1016/j.actamat.2014.10.057
Author notes
jrobert@cct.uema.br