Engenharia Mecânica
Correlation analysis of the roughness as function of cutting speed and feed rate (the roughness as function of machining parameters)
Correlation analysis of the roughness as function of cutting speed and feed rate (the roughness as function of machining parameters)
Acta Scientiarum. Technology, vol. 41, 2019
Universidade Estadual de Maringá
Received: 15 May 2017
Accepted: 23 May 2018
Abstract: Experimental evaluations based on statistical and scientific criteria play fundamental role in identification of optimal performance parameters in manufacturing engineering. Based on this premise, the Doehlert’s experimental planning method was applied to external cylindrical turning process of ABNT 1045 steel, with the purpose of determining the roughness correlation as a function of the cutting speed (Vc) and feed rate (f). The Doehlert’s matrix was defined with five levels for feed rate and three levels for cutting speed, according to coded variables. From these experiments the correlation between input and output variables was determined. The best model is in agreement with the analysis of variance and Fischer’s test. Graphs were obtained for both response and contour surfaces. In addition, the optimal point for the best model was determined by the Lagrange criterion, which corresponds to a feed rate (f) of 0.0880 mm rev-1 and the cutting speed (Vc) of 155 mm min.-1, resulting in a minimum roughness average value (Ra) equals to 0.8916 μm.
Keywords: Doehlert’s experimental planning, roughness, external cylindrical turning.
Introduction
The quality of machined products is directly linked to the roughness. Depending on the implementation of certain components and characteristics of assembly will be needed to apply subsequent finishing processes such as grinding and polishing (Ratnam, 2016). In the process of turning the roughness is directly influenced by the characteristics of the machine, machining tools parameters, tool wear, cutting speed and feeds, among others. Slamani, Gauthier, and Chatelain (2016) examined the surface roughness as function of the cutting speed in turning operations and concluded that there is a trend to increase the roughness with respect to tool wear, being therefore considered surface roughness as quantitative parameter for tool’s evaluation.
In general, the experimental determination of the various correlational parameters for machine/material is fundamental for optimal performance in manufacture engineering. For such reason, the idea of experimental design is established, which is a set of tests with scientific and statistical criteria in order to determine the influence of several variables on a given system or process results (Montgomery, 2009). The main difference between the various types of plans -such as factorial design, central composite design, Taguchi and Doehlert- are their planning matrices. For this study, as an alternative rather useful and attractive to the second order, was used the Doehlert’s planning.
The Doehlert matrix was presented by David H. Doehlert in 1970, where the matrix points correspond to the vertices of a regular simplex. In general, the total number of experimental points in the planning equals to k2+k+pc where k is the number of factors and pc is the number of experiments at the midpoint. An important property of the planning is related to the number of levels that each variable possesses, which allows to evaluate the variables considered more important, that is, exhibit more pronounced effects at most number of points on studied region (Hammami, Ouejhani, Bellakhal, & Dachraoui, 2009). Doehlert’s Design describes a circular area for two variables and its matrix consists of a central point and six additional points forming a regular simplex. The Doehlert matrices are pre-established and their constructions require smaller number of experiments when compared to other plans (Araujo & Janagap, 2012; Ennaciri, Baçaoui, Sergent, & Yaacoubi, 2014).
The objective of this work is to identify through Doehlert’s planning matrix the correlation of roughness average (Ra) as function of cutting speed (Vc) and feed rate (f) in turning process of ABNT 1045 steel.
Material and methods
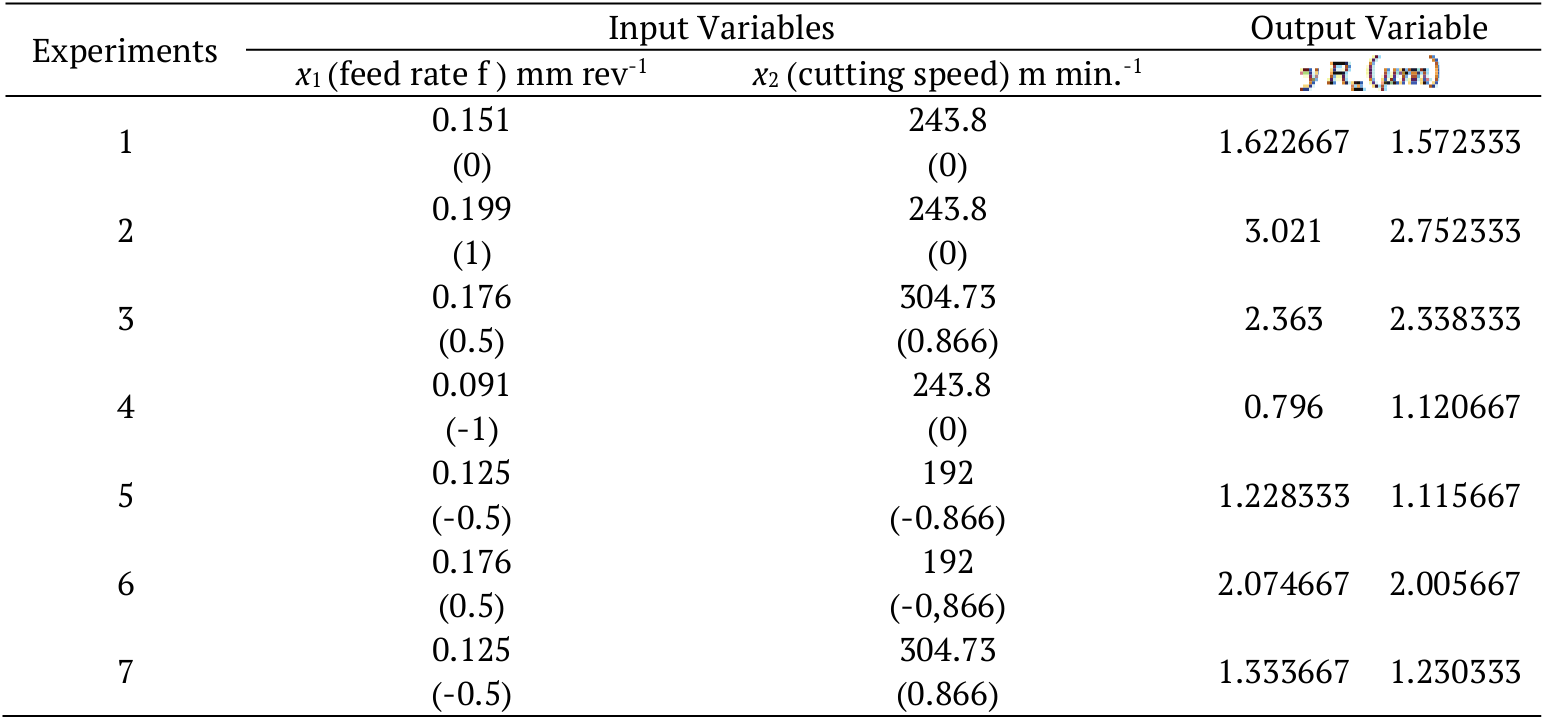
Firstly, all experiments were performed according to Doehlert’ matrix shown in Table 1 and obtained the corresponding roughness (Ra) in which the numbers in parentheses indicate the coded levels. After that, were proposed models with and without interaction between cutting speed and feed rate (input variables). Quadratic models also were proposed as shown in Equation 1 to3 and then were used the least squares method to obtain the models (response functions). The analyses to determine the best model were performed through coefficient adjustment, variance analysis and F-test, generating the most representative model (Montgomery, 2009). Finally, defined the best model, was carried out the optimal point using the Lagrange criterion, i.e., to determine cutting speed and feed rate that generate the smallest roughness.
For external cylindrical turning was used Nardini ND325 lathe (Figure 1), with main motor consisting of 8-5Hp (6/3.7 kW) of power. The selected machining tool was a MD Tool P20 class. Surface roughness measurements were carried out with a portable rugosimeter Digimess with 0.08 mm cutoff length and 0.001 µm Roughness Average resolution. The ABNT 1045 steel sample pieces were obtained from cylindrical rods with diameter of 97 and 500 mm length, divided into 16 samples.
 (1)
(1)
 (2)
(2)
 (3)
(3)Results and discussion
Table 2 shows the models that were proposed at variables codified respectively, with estimated parameters and the adjustment coefficients determination (radj2).
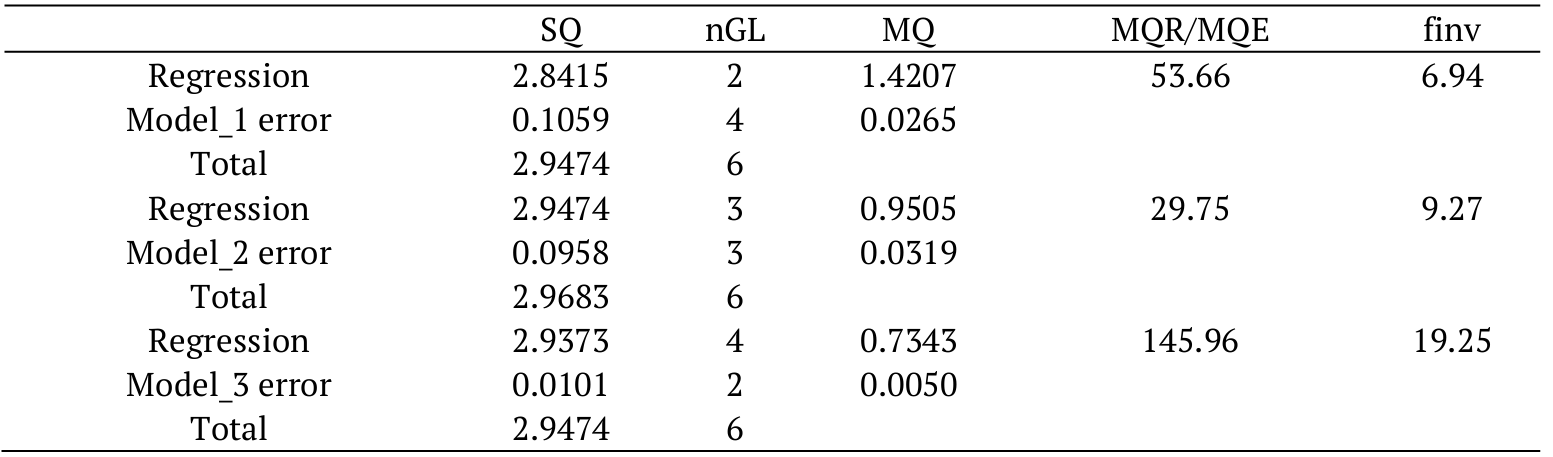
The analysis of variance (ANOVA) is shown in Table 3, in which finv mean the inverse function of Fischer’s distribution, F-test, calculated for a confidence interval of 0.95, p-1 degrees of freedom to regression (MQR) and n-p degrees of freedom to error (MQE), in which p is number of the parameter of model and n is total number of observations.
According the Table 2 the best model was model_3, in which in this model the adjustment determination coefficient (r2adj) was the highest, 0.9898, this result is also corroborated with F-test test, shown in Table 3. All models were statistically validated, once the relation MQR/MQE were higher than finv to all models, in accordance with the statistic of F-test. However, the model_3 showed the highest MQR/MQE ration among the models, which means this model has the lowest residual, being identified as the best model. Its natural variables are given by Equation 4. The response surface and its contour’s plot are shown in Figure 2 and 3, respectively.

 (4)
(4)
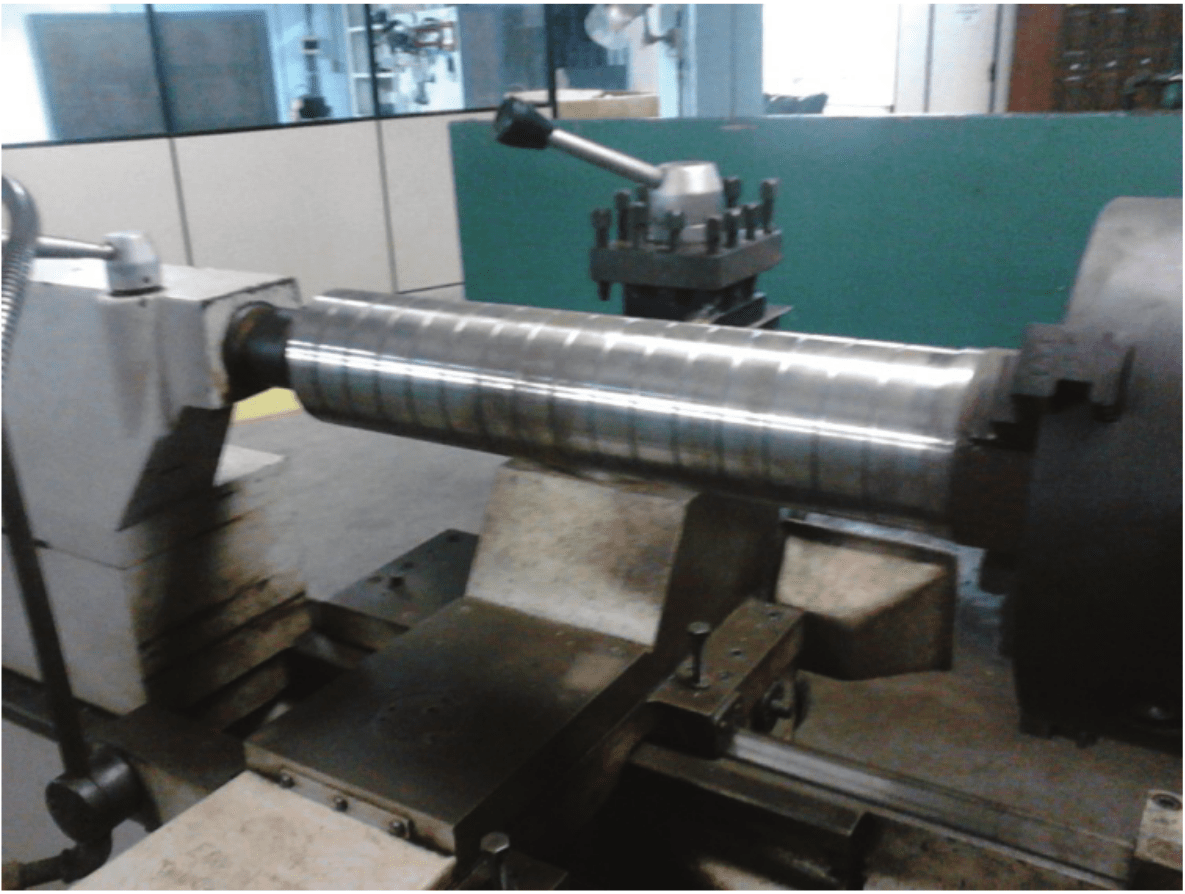
Figure 1.
External cylindrical turning process.
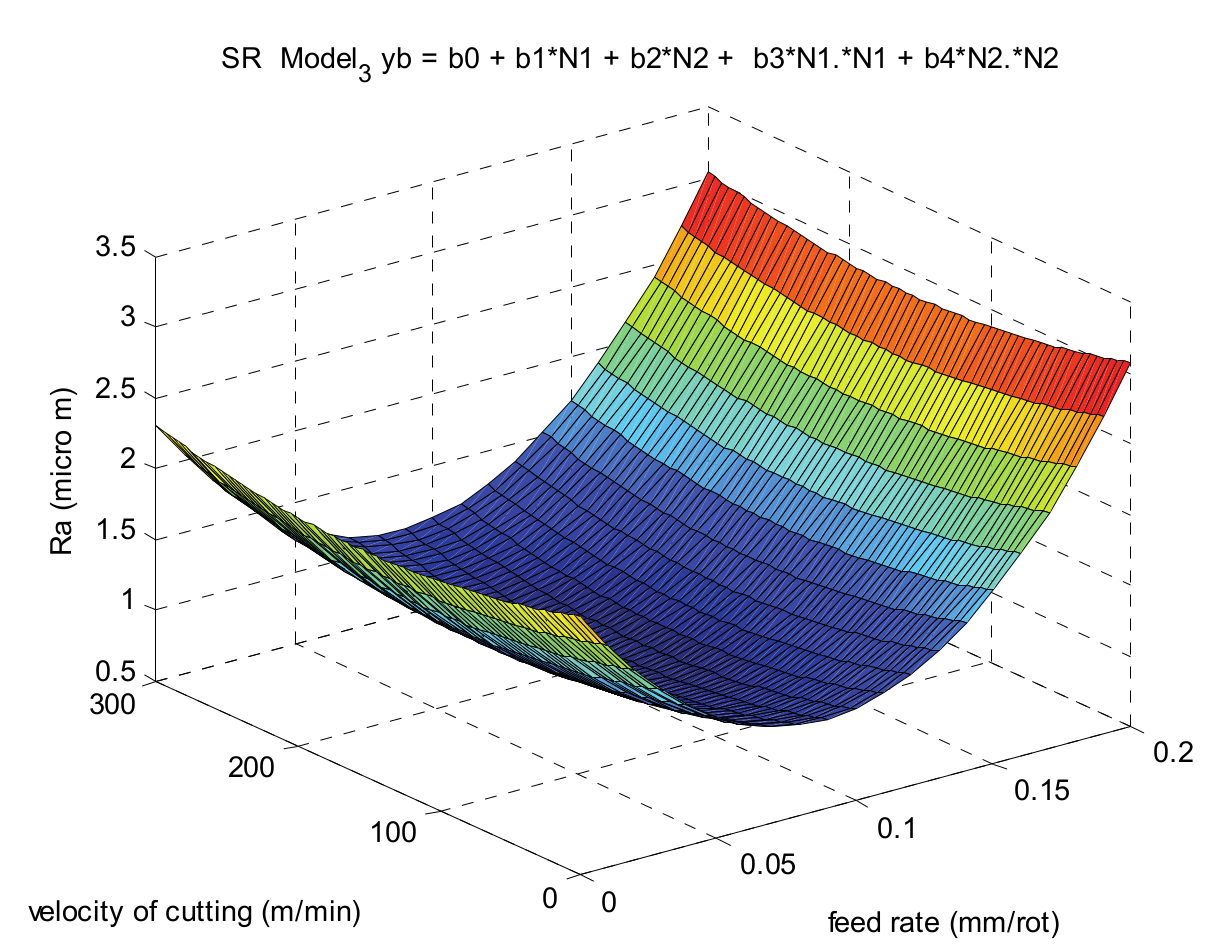
Figure 2.
Response surface from the best model (Model_3).
By Lagrange criterion, that shows the critical point is a minimum, is identified a feed rate (f) equal to 0.0880 mm rev-1 and cutting speed (Vc) equal to 155 m min.-1, which means that using theses parameters in the process of external cylindrical turning the roughness will be smaller and equal to 0.8916 μm.
The Table 4 shows the effects of the feed rate (f) and cutting speed (Vc) in the roughness (Ra) related to the best model, in which is noticed that the variable that influences the most for surface finishing of the workpiece is the feed rate.
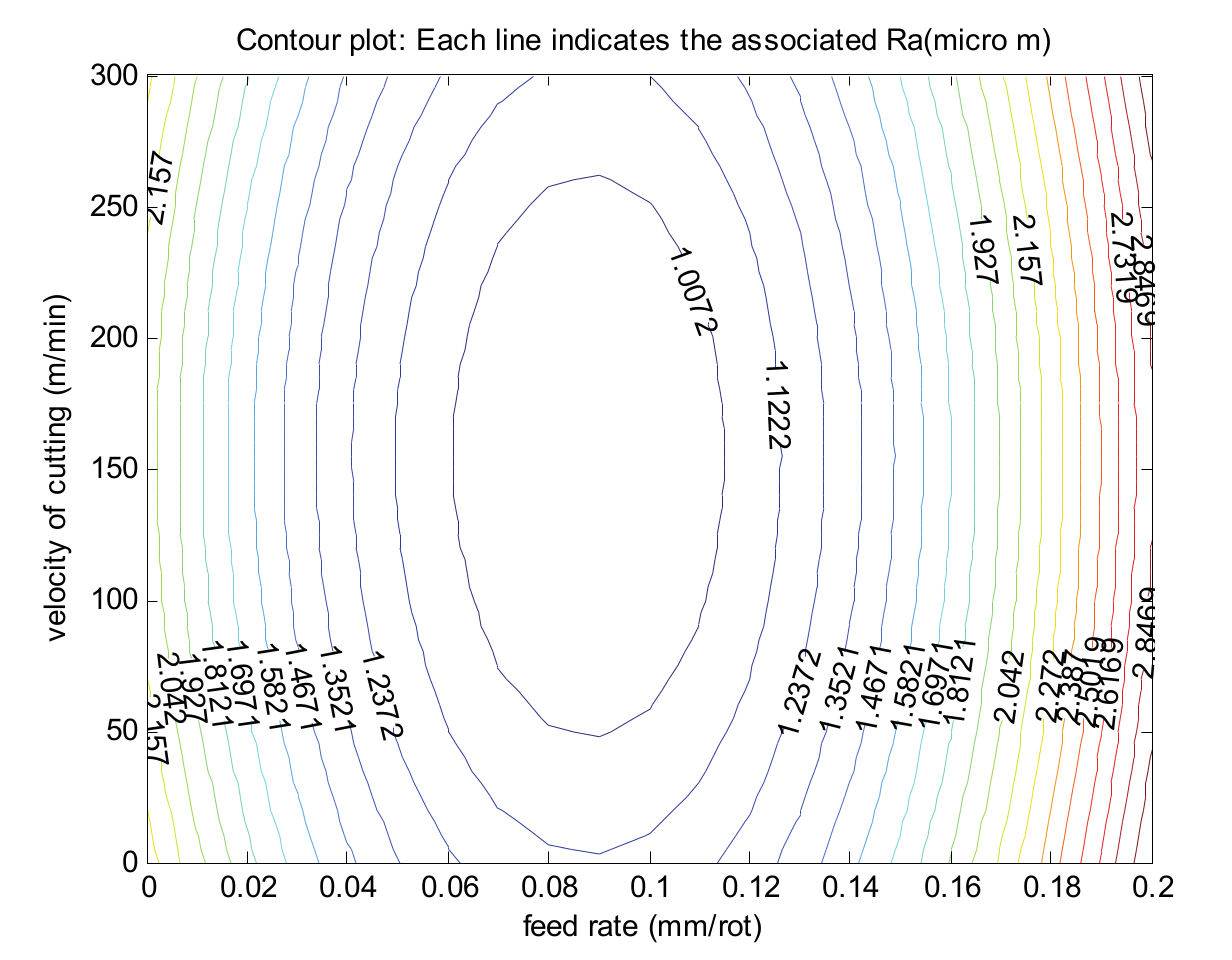
Figure 3.
Contour’s plot from the best model (Model_3).

Conclusion
The Doehlert’ experimental design plan was applied to process external cylindrical turning, in order to identify the correlations of roughness as function of cutting speed (Vc) and feed rate (f) in turning process of ABNT 1045 steel under determined conditions. The variance analysis and F-test showed that the most influential variable for the surface finish of the workpiece was the feed rate (f). In addition, the minimum point, feed rate (f) equal to 0.0880 mm rev-1 and cutting speed (Vc) equal to 155 m min.-1 is identified, which means that for described conditions, theses parameters will produce the smallest mean roughness of 0.8916 μm.
Acknowledgements
The authors are grateful to Instituto Federal do Maranhão (IFMA) for the technical support and Fundação de Amparo à Pesquisa e ao Desenvolvimento Científico e Tecnológico do Maranhão (Fapema).
References
Araujo, P., & Janagap, S. (2012). Doehlert uniform shell designs and chomatography. Journal of Chromatography B, 910, 14-21. doi: 10.1016/j.jchromb.2012.05.019
Ennaciri, K., Baçaoui, A., Sergent, M., & Yaacoubi, A. (2014). Application of fractional factorial and Doehlert designs for optimizing the preparation of activated carbons from Argan shells. Chemometrics and Intelligent Laboratory Systems, 139, 45-57. doi: 10.1016/j.chemolab.2014.09.006
Hammami, S., Ouejhani, A., Bellakhal, N., & Dachraoui, M. (2009). Application of Doehlert matrix to determine the optimal conditions of electrochemical treatment of tannery effluents. Journal of Hazardous Materials, 163(1), 251-258. doi: 10.1016/j.jhazmat.2008.06.124
Montgomery, D. C. (2009). Design and analysis of experiments (7th ed.). New York, NY: John Wiley & Sons, Inc.
Ratnam, M. M. (2016). Factors affecting surface roughness in finish turning. Reference Module in Materials Science and Materials Engineering, from Comprehensive Materials Finishing, 1(1), 1-25. doi: 10.1016/B978-0-12-803581-8.09147-5
Slamani, M., Gauthier, S., & Chatelain, J. F. (2016). Comparison of surface roughness quality obtained by high speed CNC trimming and high speed robotic trimming for CFRP laminate. Robotics and Computer-Integrated Manufacturing, 42, 63-72. doi: 10.1016/j.rcim.2016.05.004
Author notes
jrobert@cct.uema.br