Engenharia Civil
Production and characterization of heat treated OSB made of Pinus taeda
Production and characterization of heat treated OSB made of Pinus taeda
Acta Scientiarum. Technology, vol. 41, 2019
Universidade Estadual de Maringá
Received: 15 September 2017
Accepted: 31 October 2018
Abstract: Oriented strand board (OSB) panels, like plywood, are destined for structural use. Both of them may undergo preservative treatments that extend their lifetime and increase their resistance against weathering and xylophagous agents. One possibility is a heat treatment where the wood is exposed to temperatures above 130°C (403 K), which causes chemical, physical, and mechanical changes. The aim of this work was to produce OSB made of Pinus taeda thermally treated without replacement of atmosphere for an inert gas. The physical properties of density, moisture content, and thickness swelling in water immersion for 24 hour were evaluated. The mechanical properties of static bending were determined by the modulus of elasticity (MOE), modulus of rupture (MOR), and an internal bond test. Boards were heat-treated at 160, 180, and 200°C (433, 453 and 473 K), and panels were produced with heat-treated strands at 160 and 180°C (433 and 453 K). The heat treatment of boards did not affect mechanical properties compared to the control treatment. The thermal treatment of strands reduced the physical and mechanical performances of the panels.
Keywords: thermic treatment, physical and mechanical characterization, structural board, phenol formaldehyde resin.
Introduction
Vital, Andrade, Carneiro, Cabral, and Carvalho (2014) report that wooden boards are widely used for furniture and construction. During the production of these boards, the wood must be transformed into particles, so that the requirements for quality of the raw material is not so substantial.
According to Cheng et al. (2018), oriented strand board (OSB) is a wood by-product produced through particle pressing with adhesives at high temperatures. This process has obtained space in the market due to its good quality, economic viability, and comparable mechanical properties of the boards in comparison to plywood. In addition to being a structural material, its characteristics allow it to improve building thermal and acoustic insulation properties when used as a base for facades, floors, and roofs (Cheng et al., 2018). OSB can be used as closure of inner and outer faces of other boards, in ceilings, floors, and as substrate for roof covering. OSB is used mostly as an external closure with an impermeable layer due to its water tightness and mechanical properties (Böhm, Šedivka, Bomba, & Reisner, 2011).
Wood used for structural purposes must be treated. Preservative treatment improves its durability when it is exposed to environmental factors such as moisture and fungal attack (Silva & Molina, 2012). There has been much recent research on new techniques to improve wood properties. Heat treatment is a process in which wood is exposed to a high temperature environment (Candelier et al., 2016). Heat treatment promotes the volatilization and thermal degradation of some wood components, mainly extractives and hemicelluloses. Therefore, xylophages decrease their interest in thermally treated wood as a food source (Przybysz, Machado, Christoforo, Silva, & Calil Jr., 2013).
Mendes, Bortoletto Jr., Almeida, Surdi, and Barbeiro (2013a) produced pre and post heat treated OSB at 473.15 K and 513.15 K. It was concluded that heat treated strands improved dimensional stability. Post heat treated OSB improved physical properties without compromising mechanical properties.
OSB panels can be heat-treated under two different modes: pre-treatment and post-treatment. Mendes, Bortoletto Jr., Almeida, Surdi, and Barreiro (2013b) used Pinus taeda L. wood and heat treatments from 200 to 240°C (473 to 513 K) to show that the basic difference between these two forms is that the thermal pre-treatment carried out in the in strands. After being consolidated and stabilized, the thermal post-treatment was carried out in the panels. Sinha, Nairn, and Gupta (2010) developed aspen OSB that was heat-treated at temperatures from 50 to 200°C (323 to 473 K). Further studies of the effects of high temperature on properties of wood-based composites are necessary. These thermal degradation studies allow the understanding and prediction of the behavior of wood-based materials during and after exposure to elevated temperatures. This paper aimed to investigated physical and mechanical properties of heat-treated OSB at the temperatures of 160, 180, and 200°C (433, 453 and 473 K), before and after board production.
Material and methods
The materials used in the production of the OSB were Pinus taeda from Itapeva-SP region and phenol formaldehyde resin (53.2% solids content and pH of 11.4). The nominal dimensions were 0.420 × 0.420 × 0.015 m based on EN 300 (European Standard [EN], 2006), and each panel was produced in three perpendicular layers following the proportions of 20:60:20 based on its weight, for similar properties in both directions of the board plane. Table 1 shows how the experiment was divided into treatments.
Each treatment produced four boards and used 1.8 kg of strands, 0.180 kg of phenol formaldehyde, and 0.018 kg of water. The pressure applied was 40 kgf cm-2, which was approximately 3.92∙106 Pa, with a temperature of 180°C (453 K) and 540 s of pressing time. Two total pressure reliefs after 3 min. of each pressure cycle was applied.
Initially, the wood planks were cut into small pieces so that they could fit into the laboratorial disk chipper. The wood planks were submerged in water before the production of strands. The nominal dimensions of the strands produced were 0.100 x 0.020 x 0.0006 m, due to the limitation on the dimensions of the strand producer machine.
This was an important step because these wet wooden blocks reduced tool wear and strand twist. The process of drying followed two procedures: the natural drying of the strands over a plastic canvas and oven drying with forced air circulation over a time span of one day at 103 ± 2°C (376 ± 2 K).
The thermal treatment process took place after drying the material. The temperature increased at a rate of 0.04 K s-1 from 103°C (376 K) to the designated temperature of the treatment and remained for 3600 s in these conditions, without replacement of atmosphere at 1 atm of pressure. Thereafter, the forced air oven was shut down, and the strands or boards stood inside for 1800 s more before being removed. Figure 1 shows an example of strands before and after going through the heat treatment designated at T5.
The adhesive was prepared according to the dry weight of the particles. It was composed of 10% phenol formaldehyde and 1% water. These two components were mixed with the wood strands through spraying in a mixer-rotating drum.
The adhesive impregnation on each panel took place in four stages. Two stages were for the mixture of the external layers, and the other two stages were for the core layer where each portion was mixed with the corresponding quantity of adhesive for 600 s. Subsequently, the impregnated strands were disposed inside a wood former, over a steel plate covered with aluminum foil. The strands with adhesive were spread manually, as uniform as possible, and oriented with a wood grid that guided their direction.
The wood former was removed, and another steel plate covered with aluminum foil was placed over the particle mattress, which was placed in a pneumatic press and compressed at 0.98 MPa for 600 s. A pressing cycle was performed in a hydraulic press with a heating system. Some of the equipment used in this study is shown in Figure 2. After the pressing cycle, the panels were removed from the press and placed in a room with constant temperature and humidity, in accordance with EN 300 (EN, 2006) - 293 K and 65% of relative humidity for at least 72 hours. The samples were removed from the panels to perform tests.
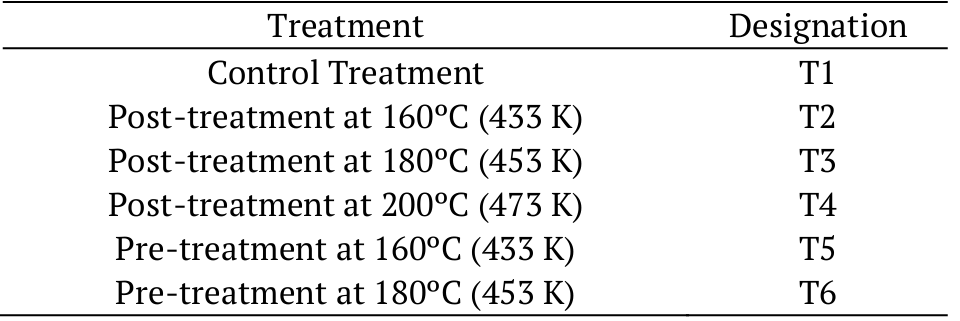

Figure 1.
a) Control treatment board; b) Heat treated board.

Figure 2.
Equipment used for OSB production. A) Chipper disc, B) Oven, C) Mixer-rotating drum, D) Cold pre-press, E) Wood former, F) Hydraulic press.
The physical tests performed were the determination of density EN 323 (EN, 1993e), moisture content EN 322 (EN, 1993d) and thickness swelling through water immersion for 24 hours EN 317 (EN, 1993b). The mechanical tests performed were the internal bond test EN 319 (EN, 1993c), as well as the determination of the modulus of elasticity (MOE) and modulus of rupture (MOR) through static bending EN 310 (EN, 1993a).
The results of the physical and mechanical properties were evaluated through the analysis of variance (ANOVA) and the Tukey test with a 95% family-wise confidence level using the software R Core Team (2016) version 3.3.1. Ten samples were used for each treatment.
Results and discussions
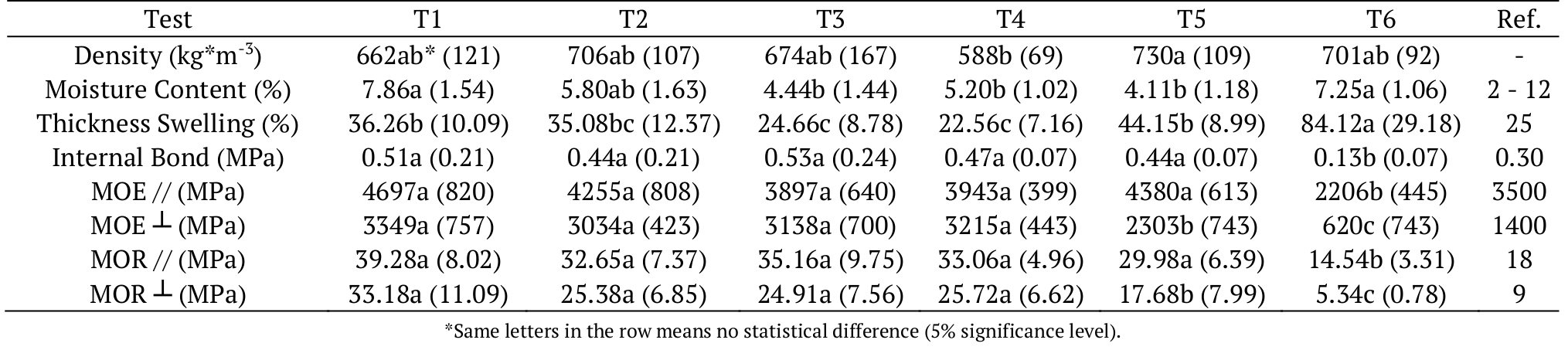
The mean values for the physical and mechanical properties followed by the analysis of variance results are presented in Table 2, standard deviation is shown between parentheses; same letters on horizontal means no statistical difference among the mean values. The // symbol stands for outer layer parallel to strands and ┴ symbol stands for outer layer perpendicular to strands.
Treatment T6 showed larger variation of physical and mechanical results, especially in thickness swelling and internal bond, according to Table 2. Such results are justified due to the interference of the heat treatment which reduced interaction between strands and resin.
Treatments T4 and T5 showed statistical difference in the density test. According to Iwakiri (2005), wood boards are considered medium density from 600 to 790 kg*m-3. Thus, the OSB produced in this study was classified as a transition between low and medium density. Poubel, Garcia, Santos, Oliveira, and Abreu (2013) performed a thermal treatment on Pinus caribaea wood and observed a decrease in the density at 200°C (473 K). Mendes et al. (2013b) showed a decrease in the density in relation to a controlled temperature of 240°C (513 K), where a thermal treatment was made on strands with atmosphere replacement. Values varied from 694 to 746 kg*m-3.
Moisture content results did not follow a trend according to the heat treatment performed, which was verified in the statistical analysis. Some samples had a high standard deviation, reaching 25% in relation to the average, preventing to perceive the studied effect.
The moisture content for Class 3 and 4 OSB panels may fluctuated between 5% and 12% (EN, 2006). All treatments in this study met this requirement for OSB panels used for structural purposes in humid environments. Mendes et al. (2013b) studied Pinus taeda and verified that the moisture content decreased from 8.55 to 7.64% when using a heat treatment of 200°C (473 K) on the strands. When the panels went through a heat treatment without the replacement of atmosphere, their values were higher than the values found in this study.
Mendes et al. (2013a) obtained an average moisture content of 8.53% for heat treated OSB at 513.15 K produced Pinus taeda and phenol-formaldehyde resin, which is a temperature higher than the ones used in this study. Although the values obtained are superior to the ones shown on Table. All of them are within EN 300 (EN, 2006) required values (2 – 12%).
Heat treated boards (T2, T3 and T4) showed better results in thickness swelling when compared to the treatments T5 and T6, as seen in Table 2. This property, together with the internal bond, indicates that adhesion was not affected by the heat treatment of the boards.
Carvalho et al. (2018) verified values from 19.11 to 23.82% for the thickness swelling. Similar to this research, the values decreased with the increasing temperature of the heat treatment, but they were comparatively inferior.
Heat treated boards did not differ from the control treatment in the mechanical tests (internal bond and static bending), on the other hand, treatments T5 and T6 showed inferior performance.
For OSB panels, the reference values (EN, 2006) should be: Parallel MOE 4800 MPa, Parallel MOR 28.00 MPa, Perpendicular MOE 1900 MPa and Perpendicular MOR 15.00 MPa for Class 4. Thus, only the parallel MOE did not meet this standard. However, it met the Class 3 standard, which indicates a value of 3500 MPa for the parallel MOE. Only treatment T6 presented an inferior performance in all of the tests. Class 3 refers to panels for structural purposes to be used in humid environments. Carvalho et al. (2018) obtained an increase of MOE and MOR with the temperature of a heat treatment in both directions. However, the values obtained were lower compared with the current study because the hydrothermal treatment occurred in the wood strands.
Direske, Bonigut, Wenderdel, Scheiding, and Krug (2018) evaluated the effect of MDI resin content on heat treated OSB at 433.15 and 448.15 K. OSB MOE was not affected unlike results shown on Table 2, where significant differences have been found.
Vital et al. (2014) produced panels with Pinus sp. heat treated for 900 s in a rotor with gas heating and obtained values of 0.89 MPa for the control treatment, 0.46 MPa at 160°C (433 K), and 0.42 MPa at 200°C (473 K). These internal bond values differed from those found in the current study due to the thermal treatment method used.
The linear regression in the treatments T2, T3, and T4 presented a correlation coefficient that was lower than 0.15 for all of the tests performed (see Table 3). This analysis could not be performed on the panels produced with heat-treated strands because the T7 treatment, which was heat-treated strands at 200°C (473 K), was not completed. During this procedure, a fire started when it reached the maximum temperature, which indicates that this treatment was not possible when using the current method.

Conclusion
Thermal treatments did not change the density of the panels, when compared to the control treatment. The panels produced were low to medium density. The T6 treatment showed a great divergence in the results, justified by the severe modification of the material. For thickness swelling only the T3 and T4 treatments were categorized as Class 1 (EN, 2006), indicating they could be used in dry environments.
In tests of mechanical properties, the heat-treated panels presented no statistical difference from the control. Thus, the method is applied more effectively in finished boards.
Acknowledgements
Authors are grateful for the financial support from São Paulo Research Foundation: Grant #2015/26350-3 and #2015/04660-5, São Paulo Research Foundation (Fapesp). Authors also thank Sguario Indústria de Madeiras and S.I. Group Crios Resinas S.A for providing raw material.
References
Böhm, M., Šedivka, P., Bomba, J., & Reisner, J. (2011). Strength characteristics of osb in bending –difference between upper and lower panel faces. DRVNA INDUSTRIJA, 62(2), 123-127. doi: 10.5552/drind.2011.1036
Candelier, K., Thevenon, M.-F., Petrissans, A., Dumarcay, S., Gerardin, P., & Petrissans, M. (2016). Control of wood thermal treatment and its effects on decay resistance: a review. Annals of Forest Science, 73(3), 571-583. doi: 10.1007/s13595-016-0541-x
Carvalho, A. G., Zanuncio, A. J. V., Vital, B. R., Carneiro, A. d. C. O., Silva, C. M. S. d., & Tonoli, G. H. D. (2018). Hydrothermal treatment of strand particles of pine for the improvement of OSB panels. European Journal of Wood and Wood Products, 76(1), 155-162. doi: 10.1007/s00107-017-1234-3
Cheng, Q., Zhou, C., Jiang, W., Zhao, X., Via, B. K., & Wan, H. (2018). Mechanical and physical properties of oriented strand board exposed to high temperature and relative humidity and coupled with near-infrared reflectance modeling. Forest Products Journal, 68(1), 78-85. doi: 10.13073/FPJ-D-16-00069
Direske, M., Bonigut, J., Wenderdel, C., Scheiding, W., & Krug, D. (2018). Effects of MDI content on properties of thermally treated oriented strand board (OSB). Wood Science and Technology, 76(3), 823-831. doi: 10.1007/s00107-017-1256-x
European Standard [EN]. (1993a). EN 310: wood-based panels - determination of modulus of elasticity in bending and of bending strength. Brussels, BE: European Committee for Standardization.
European Standard [EN]. (1993b). EN 317: particleboards and fiberboards - determination of swelling in thickness after immersion in water. Brussels, BE: European Committee for Standardization.
European Standard [EN]. (1993c). EN 319: particleboards and fiberboards - determination of tensile strength perpendicular to the plane of the board. Brussels, BE: European Committee for Standardization.
European Standard [EN]. (1993d). EN 322: wood-based panels - determination of moisture content. Brussels, BE: European Committee for Standardization.
European Standard [EN]. (1993e). EN 323: wood-based panels - determination of density. Brussels, BE: European Committee for Standardization.
European Standard [EN]. (2006). EN 300: Oriented Strand Boards (OSB) - definitions, classifications, and specifications. Brussels, BE: European Committee for Standardization.
Iwakiri, S. (2005). Painéis de madeira reconstituída. Curitiba, PR: Fupef.
Mendes, R. F., Bortoletto Jr., G., Almeida, N. F., Surdi, P. G., & Barbeiro, I. N. (2013a). Effects of thermal treatment on properties of OSB panels. Wood Science and Technology, 47(2), 243-256. doi: 10.1007/s00226-012-0494-7
Mendes, R. F., Bortoletto Jr., G., Almeida, N. F., Surdi, P. G., & Barbeiro, I. N. (2013b). Effects of thermal pre-treatment and variables of production on properties of OSB panels of Pinus taeda, Maderas. Ciencia y Tecnología, 15(2), 141-152. doi: 10.4067/S0718-221X2013005000012
Poubel, D. S., Garcia, R. A., Santos, W. A., Oliveira, G. L., & Abreu, H. S. (2013). Efeito da termorretificação nas propriedades físicas e químicas da madeira de Pinus caribaea. Cerne, 19(3), 391-398. doi: 10.1590/S0104-77602013000300005
Przybysz, M., Machado, G. O., Christoforo, A. L., Silva, M. R., & Calil Jr., C. (2013). Resistência biológica a fungos xilófagos da madeira de Pinus oocarpa termorretificada. Revista Madeira: Arquitetura e Engenharia, 14(35), 25-32.
R Core Team. (2016). R: A language and environment for statistical computing. Vienna, AT: R Foundation for Statistical Computing.
Silva, K. R., & Molina, J. C. (2012). Efeito da termorretificação nas propriedades de resistência e de rigidez da madeira Eucalipto Citriodora. Revista Madeira: Arquitetura e Engenharia, 13(33), 53-68.
Sinha, A., Nairn, J. A., & Gupta, R. (2010). Thermal degradation of bending strength of plywood and oriented strand board: a kinetics approach. Wood Science and Technology, 45(2), 315-330. doi: 10.1007/s00226-010-0329-3
Vital, B. R., Andrade, P. L., Carneiro, A. C. O., Cabral, C. P. T., & Carvalho, A. M. M. (2014). Estabilidade dimensional e resistência à tração perpendicular de painéis fabricados com partículas termorretificadas oriundas de embalagens de Pinus sp. Revista Árvore, 38(5), 951-959. doi: 10.1590/S0100-67622014000500020
Author notes
cristiane@itapeva.unesp.br