Gestión de la producción
Mejora en la eficiencia y en el ambiente de trabajo en Texgroup S.A.
Improvement on the efficiency and work environmentat Texgroup S.A.
Mejora en la eficiencia y en el ambiente de trabajo en Texgroup S.A.
Ingeniería Industrial, núm. 36, pp. 35-66, 2018
Universidad de Lima

Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial 4.0 Internacional.
Recepción: 14 Mayo 2018
Aprobación: 01 Junio 2018
Resumen: La mejora continua representa una oportunidad para incrementar la competitividad y alinear los procesos hacia una producción libre de desperdicio y de alto valor para los clientes de una compañía, lo cual fue analizado y demostrado en la compañía Texgroup S.A., en la que, a través del uso de metodologías como la de los siete pasos, se consiguió mejorar la eficiencia operativa y el ambiente de trabajo.
Palabras clave: industria de la confección , eficiencia industrial , productividad.
Abstract: Continuous improvement represents an opportunity to increase competitiveness and to adjust processes towards a waste-free production, which is highly valuable for the customers of a company. These aspects were analyzed and demonstrated at the company Texgroup S.A., where the operational efficiency and work environment were upgraded using methodologies such as the 7-Step Improvement Process.
Keywords: clothing industry , industrial efficiency , productivity.
1. ANTECEDENTES DE LA EMPRESA
Texgroup S.A. es una empresa peruana que desde el año 1995 se dedica a la fabricación de prendas de vestir en tejido plano y de punto para el mercado internacional. Pertenece a la Corporación Cervesur, conglomerado de importantes empresas de distintos sectores productivos y de servicios. El proceso productivo de Texgroup es llevado a cabo en una planta de 15 000 m2 ubicada en el distrito de Ate, donde se realiza el desarrollo, el corte, la costura y el acabado de alrededor de 1,8 millones de prendas al año.
2. METODOLOGÍA
La metodología utilizada fue la de los siete pasos de la mejora continua, la cual, además de ser una hoja de ruta para llevar a cabo un proyecto, ofrece la ventaja de hacerlo permanente y mejorable por sí mismo. Al ser un proyecto que mejora la productividad de una compañía industrial de mano de obra intensiva, es necesario que cualquier mejora vaya enfocada en obtener el máximo retorno posible mediante la racionalización de los recursos.
Del desglose del costo total de una prenda, se obtiene lo siguiente:
| Concepto | Participación |
| Costo de manufactura (mano de obra + maquinaria + servicios generales) | 50 % |
| Costo de materiales de confección (tela + avíos) | 45 % |
| Gastos administrativos y ventas (adheridos al servicio de confección*) | 5 % |
En ese sentido, el costo de manufactura representa el mayor porcentaje de participación en los costos de proceso, por lo que cualquier mejora o ahorro en este tendrá un mayor impacto sobre la utilidad de la compañía.
3. DESARROLLO DE LA METODOLOGÍA DE LOS 7 PASOS DE LA MEJORA CONTINUA
PASO 1: Seleccionar el problema
Selección del proceso por mejorar
Dentro de la estructura de costos de manufactura están los de mano de obra de los procesos de corte, costura y acabado.
A continuación, se muestra la distribución del personal de la compañía, y se observa que el grueso de los colaboradores se encuentra en la parte productiva:
| Personal | Cantidad | Participación (%) | |
| Operarios | 842 | 88 | |
| Producción (Corte/costura/acabados) | 660 | ||
| Muestras | 60 | ||
| Control de calidad | 110 | ||
| Limpieza | 12 | ||
| Empleados | 120 | 12 | |
| Total general | 962 | 100 | |
Determinación y descripción del proceso
El proceso productivo comienza en el área de corte, donde se realiza el tendido de la tela, corte en piezas, fusionado, numerado y habilitado. Luego, la costura se divide en dos: preparado y ensamble. El primero consiste en la confección de cuellos, puños y delanteros, y la segunda etapa es el ensamble de las demás piezas junto a estos. Luego los lotes son sometidos a una auditoría y transportados al área de acabados, la cual se encarga del soplado, planchado, doblado, acomodo, embolsado y encajado. Finalmente, las prendas son trasladadas a un último control de calidad y son ubicadas en el Almacén de Productos Terminados.
Identificación de los problemas principales
Para identificar los problemas principales de la compañía, se utilizó la herramienta de calidad “VOC: Voz del cliente”, donde se entrevistó a la alta dirección, la cual está conformada por seis gerentes: gerente general, gerente administrativo y de finanzas, gerente comercial tejidos y prendas, gerente comercial hilado, gerente técnico de hilados y tejidos, y gerente técnico de confecciones.
La entrevista consistió en tres principales aspectos: tiempo, calidad y costos. A continuación se muestra el listado de problemas que detallaron los gerentes:
| Variable | Problema | ||
| Tiempo | T1 | La cotización de prendas toma muchos días y recursos y retrasa el inicio de la confección. | |
| Dentro del lead time to market, el tiempo de cotización y preproducción es mayor al asignado a producción. | |||
| T2 | Tiempo de atención de almacenes de avíos y telas. | ||
| El almacén de avíos tiene tiempos de búsqueda mayores a los de habilitado efectivo. | |||
| La tela asignada para la última etapa de la preproducción llega junto a la tela de producción, lo cual retrasa el inicio del corte, pues, si bien la tela está disponible, esta no puede ser usada hasta ser liberada por DDP. | |||
| T3 | La definición oportuna de avíos de confección es necesaria para evitar retrasos en el inicio de la confección. | ||
| La definición de avíos puede extenderse hasta más de 30 días antes del inicio de la confección, al considerar que este periodo es equivalente al lead time de los proveedores. Frecuentemente la llegada de estos marca el inicio de la costura hasta después de la fecha programada. | |||
| Calidad | Q1 | Los estándares de calidad deben respetarse al 100 %. | |
| Los estándares de confección de la compañía, si bien están establecidos, no son de conocimiento de todo el personal (con mayor incidencia en personal con menos de 3 meses), lo cual genera distorsiones en el criterio de evaluación del producto conforme. | |||
| Q2 | Los supervisores deben responsabilizarse al 100 % de la calidad de su proceso. | ||
| El personal de supervisión está acostumbrado a que su trabajo sea revisado posteriormente al 100 %, lo cual genera el paradigma de que los defectos deben encontrarse, mas no prevenirse. | |||
| Q3 | Los reclamos posventa por calidad se encuentran fuera de control. | ||
| Los rechazos en auditorías en destino, principalmente con clientes nuevos, reducen la posibilidad de futuros pedidos. | |||
| Q4 | Los reprocesos generan muchas horas de paro que son compensadas con sobretiempo. | ||
| Los reprocesos posteriores a la clasificación del producto no conforme generan una gran cantidad de minutos trabajados, pero no producidos. | |||
| Costos | C1 | Las eficiencias de la planta deben aumentar para incrementar el margen. | |
| Se ha calculado que la eficiencia que satisface la mínima expectativa de los accionistas sin dejar utilidad disponible para reinvertir es de 65 %. | |||
| C2 | El control de las mermas debe ser exhaustivo para conocer su impacto económico. | ||
| Las frecuentes compras para mejorar fechas de entrega o no detener los módulos de costura generan excedentes en los almacenes que no pueden ser utilizados posteriormente, pues son compras a pedido para temporadas específicas. | |||
| C3 | Dependencia de la mano de obra calificada. | ||
| Al ser una industria de mano de obra intensiva, se requiere personal entrenado en el uso de máquinas y métodos de confección industrial. | |||
Para la evaluación y la ponderación de los factores, se usará la matriz de enfrentamiento.
| Factor | T1 | T2 | T3 | Q1 | Q2 | Q3 | Q4 | C1 | C2 | C3 | Total | Ponderado % |
| T1 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 2,17 | |
| T2 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 2 | 4,35 | |
| T3 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 2,17 | |
| Q1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 8 | 17,39 | |
| Q2 | 1 | 1 | 1 | 0 | 1 | 1 | 0 | 1 | 0 | 6 | 13,.04 | |
| Q3 | 1 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 3 | 6,.52 | |
| Q4 | 1 | 1 | 1 | 0 | 0 | 1 | 0 | 1 | 0 | 5 | 10,87 | |
| C1 | 1 | 1 | 1 | 0 | 1 | 1 | 1 | 1 | 0 | 7 | 15,22 | |
| C2 | 1 | 1 | 1 | 0 | 0 | 1 | 0 | 0 | 0 | 4 | 8,70 | |
| C3 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 9 | 19,57 | |
| 46 |
Del análisis anterior, se obtiene que los factores más relevantes son la dependencia de la mano de obra calificada (19,57 %), la eficiencia de planta (17,39 %) y el cumplimiento de los estándares de calidad (15,22 %).
Con respecto a la mano de obra calificada, esta solo se puede retener al incrementar la parte variable del salario de los trabajadores, la cual sube o baja en función de la eficiencia lograda por los equipos de trabajo. Adicionalmente, la eficiencia de costura es el principal indicador de planta y afecta directamente a la utilidad de la compañía; por lo tanto, cualquier intento de mejora se verá reflejado en los resultados al final de cada periodo. Y, por último, el cumplimiento al 100 % de los estándares de calidad es indispensable para la continuidad del flujo de costura; sin embargo, según los resultados de la última auditoría interna de ISO 9001, solo el 60 % del personal sabe y aplica los procedimientos y las instrucciones de trabajo. Esto se debe principalmente a la alta rotación de personal (6 % mensual en promedio).
Llegado a este punto, el problema más resaltante e integral es la baja eficiencia en planta, porque, al lograr mejorar algunos puntos de eficiencia, indirectamente también se resuelven los otros dos problemas principales: se incrementa el salario y, por ende, se reduce la rotación.
PASO 2: Clarificar y subdividir el problema
Determinación de las causas raíces de los problemas seleccionados
Con la información recopilada y analizada hasta el momento, se puede observar que existen oportunidades de mejora que representarían un gran impacto en los medios de producción de Texgroup S.A.
Como primera parte de la planificación, se preparó un breve informe de los datos recopilados sin interpretación, el cual fue distribuido al gerente técnico y a los jefes de área, junto a una invitación a una serie de reuniones para identificar las posibles alternativas de solución a los problemas principales.
Para que las reuniones se puedan llevar a cabo de forma objetiva, se decidió utilizar la metodología Sedac, herramienta de calidad que permite facilitar la resolución de problemas de productividad sistemáticamente mediante el análisis de sus causas raíces.
El desarrollo de la dinámica Sedac se realizó en cuatro sesiones con un espacio de una semana entre ellas, con una duración de tres horas. Participaron los gerentes y jefes de la planta de confecciones.
Para el desarrollo de la metodología, es necesario el uso de tarjetas rojas, amarillas y verdes. Las primeras se usan para los problemaso las causas que afectan el indicador; las segundas, solo en caso la causa sea compleja o se necesite cuantificar; y las terceras sontarjetas de soluciones.
En el desarrollo de la primera reunión, se entregaron tarjetas de cada color en blanco a cada miembro y la lista de causas raíces brindada sobre la información recopilada.
Seguidamente, los participantes escribieron en las tarjetas rojas y las colocaron por afinidad en el tablero Sedac. Las afinidades disponibles eran afinidad 1: planeamiento y programación; afinidad 2: personal operario y empleado; afinidad 3: materias primas y materiales; y afinidad 4: información y métodos. Una vez elegida la afinidad se procedía a su lectura en grupo y explicación del por qué ese problema fue seleccionado y va en esa categoría.
En la segunda reunión, cada integrante pudo armar su tablero Sedac personal para posteriormente, en la tercera reunión, en discusión grupal, generar el tablero general con las afinidades asignadas a cada causa raíz determinada por consenso, donde los integrantes discutieron si era necesario cuantificar a fondo alguna causa mediante el uso de las tarjetas amarillas.
Finalmente, en las tarjetas verdes, colocaban las posibles soluciones, las cuales eran revisadas en grupo también hasta llegar a un acuerdo con una cantidad de soluciones mayor o igual al número de causas raíces.
Con el tablero general ya elaborado, en la cuarta reunión se presentó un informe a modo de resumen con los puntos en los que los participantes tuvieron mayor incidencia. A continuación, se muestra el panel Sedac:
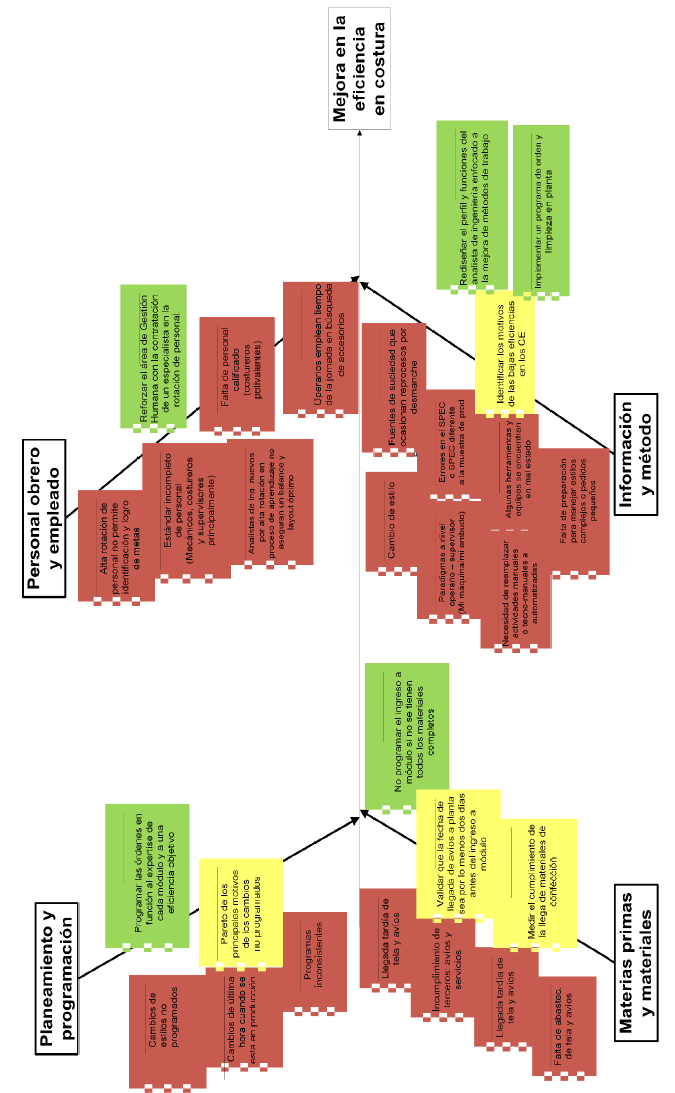
Figura 1
Matriz Sedac
Elaboración propia
PASO 3: Analizar las causas de su raíz
Se realizó un análisis en planta, para lo cual se diseñó un formato donde se detallan todas las interferencias y/o paradas en producción más recurrentes. Si bien se conocen estas, no están cuantificadas. Este formato contempla el área responsable, el motivo de la interferencia y tiene un horizonte de información de una semana.
| Área | Interferencia | Código | Descripción |
| DDP | Mal tizado | DDP1 | Cuando la distribución de las piezas no se ajusta a las características del tejido. |
| DDP | Error spec | DDP2 | La información técnica no es suficiente o no es factible. |
| DDP | Error marcador | DDP3 | Los patrones de cartón para referencia de medidas no están correctos. |
| DDP | Ingreso muestras | DDP4 | Por falta de capacidad de la sala de muestras, se ingresan muestras a producción. |
| DDP | Falla medidas | DDP5 | Las medidas de las piezas no permiten coser de acuerdo con la especificación. |
| DDP | Información incompleta | DDP6 | La información necesaria para arrancar un estilo no está completa. |
| Corte | Falla corte | CRT1 | Error en el proceso de corte. |
| Corte | Desabastecimiento | CRT2 | La orden de producción ha salido fuera de tiempo hacia costura. |
| Corte | Tela fallada/cambio de piezas | CRT3 | Las piezas presentan fallas que no han sido detectadas al momento del corte. |
| Terceros | Desabastecimiento | TRC1 | Abastecimiento tardío de los servicios de bordado/estampado. |
| Terceros | Falla | TRC2 | El producto entregado por el proveedor no cumple lo especificado. |
| PCP | Cambio de programa | PCP1 | El programa de producción ha sido modificado repentinamente. |
| PCP | Error en liquidación | PCP2 | Se ha producido un error en la liquidación (balance) de tela. |
| PCP | Avío faltante | PCP3 | Los avíos no han llegado a la planta en el tiempo requerido para el inicio de costura. |
| PCP | Avío mal asignado | PCP4 | Error en la compra de avíos. |
| Calidad | Desbalances | CAL1 | Falta de inspectores o auditores en planta. |
| Calidad | Definición de criterios | CAL2 | No se define la liberación/rechazo de un producto. |
| Calidad | Rechazo tardío | CAL3 | Se ha rechazado un producto en una etapa posterior en la que ha sido aceptado. |
| Calidad | Avío defectuoso | CAL4 | Avíos ingresados al almacén con el V.°B.° de calidad no están de acuerdo con lo especificado. |
| RR.HH | Personal faltante | RH1 | Reclutamiento no completa los requerimientos pendientes. |
| Producción | Incumplimiento de spec | PRD1 | No se ha cumplido lo indicado en la especificación. |
| Producción | Reproceso | PRD2 | Reprocesos realizados en las horas de trabajo regulares. |
| Producción | Vacaciones sin coordinación | PRD3 | Se han programado vacaciones de manera repentina. |
| Producción | Ausentismo | PRD4 | Ausencia de trabajadores. |
| Producción | Desabastecimiento de cuellos/puños | PRD5 | Cuellos y puños no cumplen con especificación o presentan retraso en entrega. |
| Producción | Tiraje corto | PRD6 | Órdenes de producción menores a ٦٠٠ prendas. |
| Ingeniería | Sin máquina/accesorios | ING1 | Falla en la disponibilidad de máquinas o accesorios. |
| Ingeniería | Operario nuevo/baja eficiencia | ING2 | Operario no ha completado la curva de aprendizaje. |
| Ingeniería | Máquina malograda | ING3 | Máquina en mal estado de funcionamiento. |
| Ingeniería | Tiempo mal estimado | ING4 | Tiempo estándar no se ajusta al real. |
| Ingeniería | Calibración de máquina | ING5 | Máquina requerida no está calibrada. |
| Ingeniería | Regulación por cambio de estilo | ING6 | Movimiento de personal/máquinas por cambio de estilo. |
Se muestra el formato de incidencias:
| Formato de incidencias | ||||||||||
| F. inicio | ||||||||||
| F. fin | ||||||||||
| Semana | ||||||||||
| Área | Interferencia | Código | Lunes | Martes | Miércoles | Jueves | Viernes | Sábado | ||
| DDP | Mal tizado | DDP1 | ||||||||
| DDP | Error spec | DDP2 | ||||||||
| DDP | Error marcador | DDP3 | ||||||||
| DDP | Ingreso muestras | DDP4 | ||||||||
| DDP | Falla medidas | DDP5 | ||||||||
| DDP | Información incompleta | DDP6 | ||||||||
| Corte | Falla corte | CRT1 | ||||||||
| Corte | Desabastecimiento | CRT2 | ||||||||
| Corte | Tela fallada/cambio de piezas | CRT3 | ||||||||
| Terceros | Desabastecimiento | TRC1 | ||||||||
| Terceros | Falla | TRC2 | ||||||||
| PCP | Cambio de programa | PCP1 | ||||||||
| PCP | Error en liquidación | PCP2 | ||||||||
| PCP | Avío faltante | PCP3 | ||||||||
| PCP | Avío mal asignado | PCP4 | ||||||||
| Área | Interferencia | Código | Lunes | Martes | Miércoles | Jueves | Viernes | Sábado | ||
| Calidad | Desbalances | CAL1 | ||||||||
| Calidad | Definición de criterios | CAL2 | ||||||||
| Calidad | Rechazo tardío | CAL3 | ||||||||
| Calidad | Avío defectuoso | CAL4 | ||||||||
| RR.HH. | Personal faltante | RH1 | ||||||||
| Producción | Incumplimiento de spec | PRD1 | ||||||||
| Producción | Reproceso | PRD2 | ||||||||
| Producción | Vacaciones sin coordinación | PRD3 | ||||||||
| Producción | Ausentismo | PRD4 | ||||||||
| Producción | Desabastecimiento de cuellos/puños | PRD5 | ||||||||
| Producción | Tiraje corto | PRD6 | ||||||||
| Ingeniería | Sin máquina/accesorios | ING1 | ||||||||
| Ingeniería | Operario nuevo/baja eficiencia | ING2 | ||||||||
| Ingeniería | Máquina malograda | ING3 | ||||||||
| Ingeniería | Tiempo mal estimado | ING4 | ||||||||
| Ingeniería | Calibración de máquina | ING5 | ||||||||
| Ingeniería | Regulación por cambio de estilo | ING6 | ||||||||
| Comentarios | ||||||||||
El formato fue usado en el 2014 y, para términos de esta investigación, solo se tomarán en cuenta cinco meses elegidos aleatoriamente. La información es registrada diariamente por las supervisoras de cada módulo y es tabulada por el departamento de ingeniería al terminar la semana. Esta misma técnica fue usada para recopilar la información de cinco meses, y los resultados fueron los siguientes:
| Área | Interferencia |
| DDP | 77 |
| Corte | 247 |
| Terceros | 117 |
| PCP | 14 |
| Calidad | 44 |
| RR. HH. | 0 |
| Producción | 502 |
| Ingeniería | 615 |
Para el análisis de datos, se usó el diagrama de Pareto para identificar las principales interferencias.
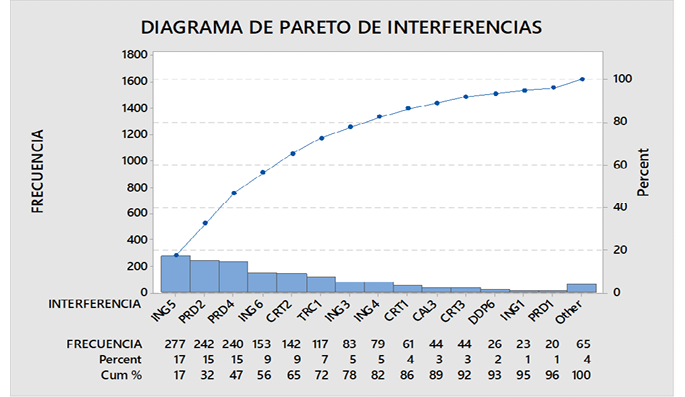
Figura 2
Diagrama de Pareto de interferencias
Elaboración propia
Del análisis anterior, se obtuvo como resultado que las interferencias ING 5 (calibración de máquina), PRD2 (reprocesos) y PRD4 (ausentismo) representan el 50 % del total de interferencias registradas en el periodo, con lo cual se infiere que su reducción representaría automáticamente la reducción en la mitad del tiempo. Asimismo, se replicó el análisis en función de las áreas responsables de la solución de cada interferencia.
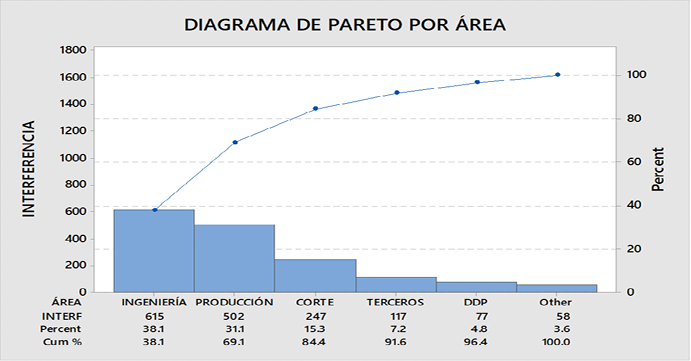
Figura 3
Diagrama de Pareto de interferencias por área
Elaboración propia
Como resultado del análisis de incidencias, se obtuvo que las áreas de ingeniería y producción son responsables del 70 % del totalde interferencias.
Seguidamente, para ubicar las causas raíces atribuidas a cada interferencia mayor, se realizaron diagramas de causa y efecto (Figura 4).
Para la primera interferencia mayor ING5, relacionada con la calibración de máquinas y el tiempo que esta operación podría tomar, el cual en el caso de extenderse, afecta directamente al incremento del tiempo improductivo. Esta tarea es de responsabilidad del mecánico del módulo de costura, bajo la instrucción del analista de ingeniería, quien define y provee el equipo a usar y sus accesorios. Por lo tanto, el efecto se determina como la demora en la calibración de máquina.
Sobre la base de las causas de la interferencia ING5, se realizó un análisis cuantitativo con el uso y el registro de un formato de causas.
El siguiente formato fue usado durante un mes en todos los módulos de costura a cargo del supervisor (Tabla 9).
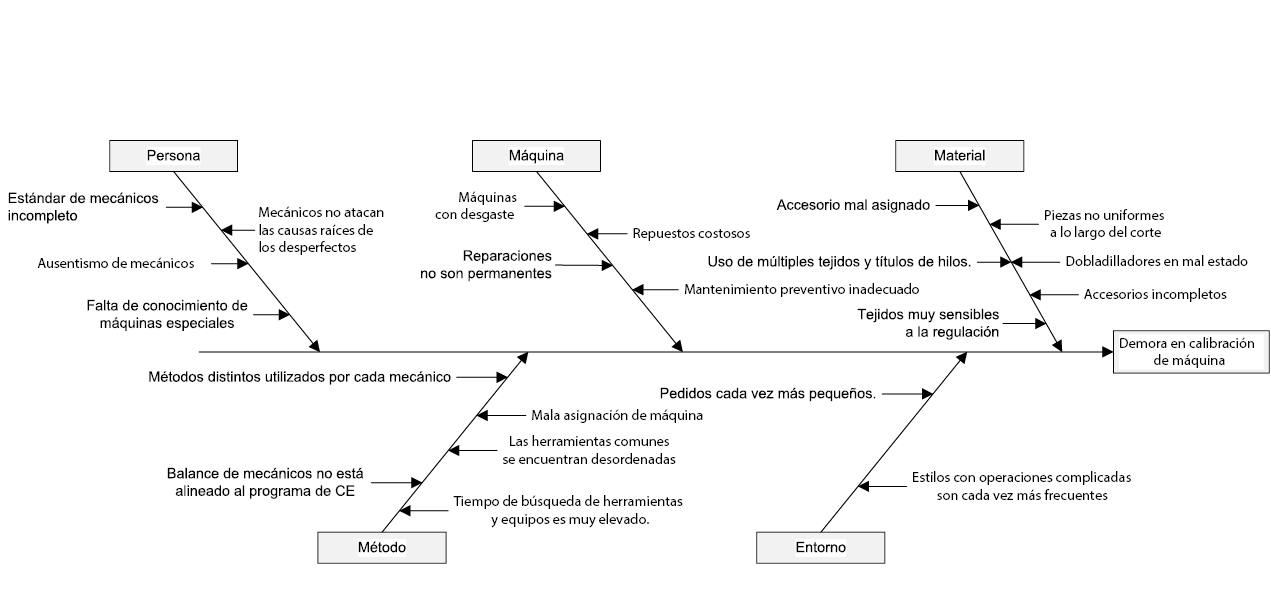
Figura 4
Diagrama de causa y efecto para ING5 (Calibración de máquina)
Elaboración propia
| Formato de causas | ||||||||||
| F. inicio | ||||||||||
| F. fin | ||||||||||
| Semana | ||||||||||
| Categoría | Causa | Código | Lunes | Martes | Miércoles | Jueves | Viernes | Sábado | ||
| Persona | Mecánicos no atacan las causas raíces de los desperfectos. | PE1 | ||||||||
| Persona | Estándar de mecánicos incompleto. | PE2 | ||||||||
| Persona | Ausentismo de mecánicos. | PE3 | ||||||||
| Persona | Falta de conocimiento de máquinas especiales. | PE4 | ||||||||
| Maquina | Máquinas con desgaste. | MAQ1 | ||||||||
| Maquina | Repuestos costosos. | MAQ2 | ||||||||
| Maquina | Reparaciones no son permanentes. | MAQ3 | ||||||||
| Maquina | Mantenimiento preventivo inadecuado. | MAQ4 | ||||||||
| Material | Accesorio mal asignado. | MAT1 | ||||||||
| Material | Piezas no uniformes a lo largo del corte. | MAT2 | ||||||||
| Material | Dobladilladores en mal estado. | MAT3 | ||||||||
| Material | Accesorios incompletos. | MAT4 | ||||||||
| Material | Tejidos muy sensibles a la regulación. | MAT5 | ||||||||
| Material | Uso de múltiples tejidos y títulos de hilos. | MAT6 | ||||||||
| Método | Métodos distintos utilizados por cada mecánico. | MET1 | ||||||||
| Método | Las herramientas comunes se encuentran desordenadas. | MET2 | ||||||||
| Método | Balance de mecánicos no está alineado al programa de CE. | MET3 | ||||||||
| Método | Tiempo de búsqueda de herramientas y equipos es muy elevado. | MET4 | ||||||||
| Método | Mala asignación de máquina. | MET5 | ||||||||
| Entorno | Pedidos cada vez más pequeños. | ENT1 | ||||||||
| Entorno | Estilos con operaciones complicadas son cada vez más frecuentes. | ENT2 | ||||||||
| Comentarios | ||||||||||
La información es registrada diariamente por el departamento de ingeniería y tabulada al terminar la semana. Del resumen de la tabulación se obtuvo el siguiente diagrama de Pareto:
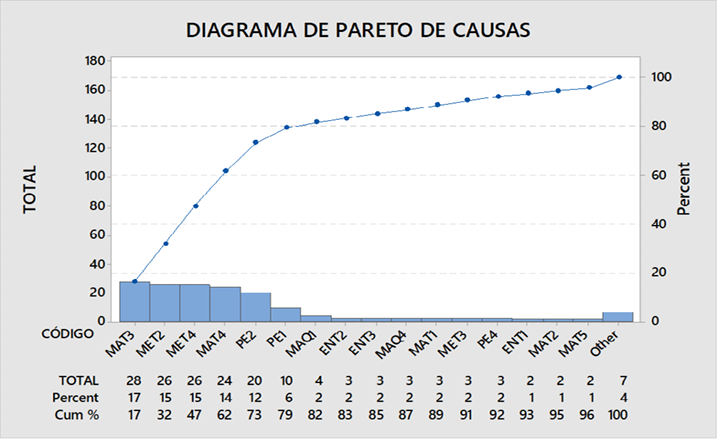
Figura 5
Diagrama de Pareto de causas – ING5
Elaboración propia
Se puede observar que las principales causas raíces son MAT3, MET2, MET4 y MAT4, las cuales corresponden a dobladilladores en mal estado, herramientas comunes en mal estado, tiempo de búsqueda de herramientas y equipos muy elevado y accesorios incompletos, las cuatro con un porcentaje acumulado de alrededor del 62 % de participación como causas del problema principal.
Para la segunda interferencia mayor PRD2, relacionada con los reprocesos y los recursos (h-h, avíos, tela, productos químicos, etc.) que esta operación podría tomar, en el caso de extenderse, afecta directamente al incremento del tiempo improductivo. Esta interferencia es responsabilidad del supervisor, ya que es el encargado de revisar cada operación del flujo de proceso. Por lo tanto, a continuación, se detallarán las causas de los reprocesos:
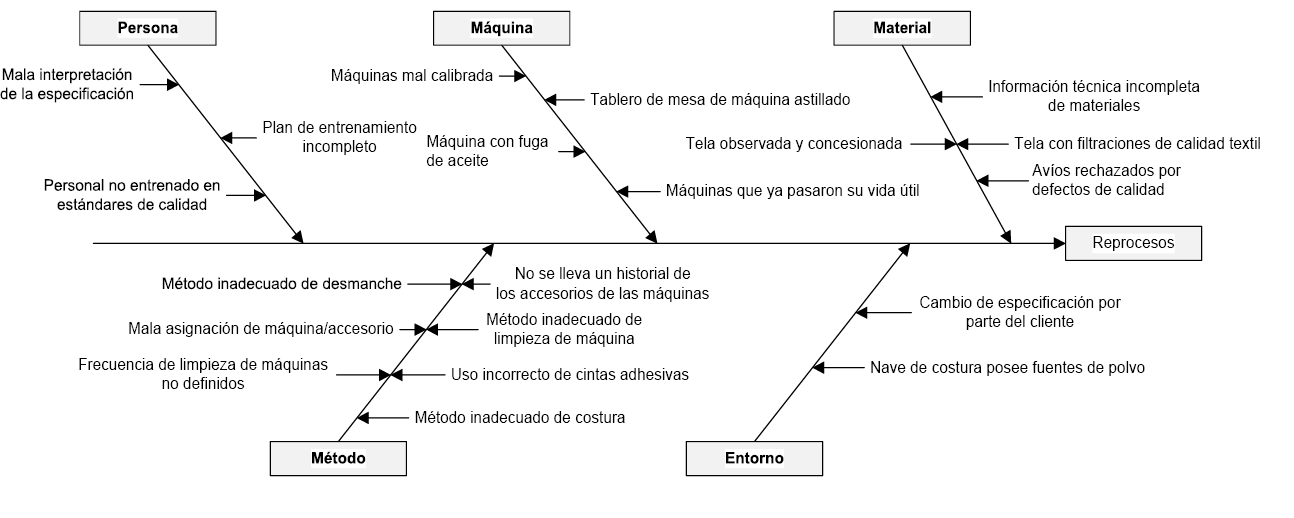
Figura 6
Diagrama de causa y efecto para PRD2 (reproceso)
Elaboración propia
Del resumen de la tabulación, se obtuvo el siguiente diagramade Pareto:
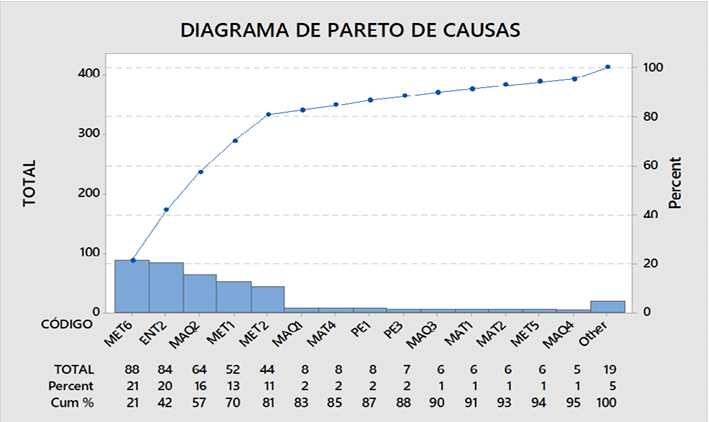
Figura 7
Diagrama de Pareto de causas – PRD2
Elaboración propia
Se puede observar que las principales causas raíces son MET6, ENT2, MAQ2, MET1 y MET2, las cuales corresponden a uso incorrecto de cintas adhesivas, nave de costura posee fuentes de polvo, tablero astillado, método inadecuado de desmanche y método inadecuado de limpieza de máquina, las cinco con un porcentaje acumulado del 81 % de participación como causas del problema principal. En conclusión, del análisis de causas y efectos de las principales interferencias (ING5 y PRD2), se obtienen sus causas raíces (figura 8).
Por lo tanto, se determinó medir el tiempo de duración de las principales interferencias con el uso de técnicas de cronometraje mediante su registro en planta durante el periodo de un mes, y se limitará solo a los días de cambio de estilo, ya que el mayor número de interferencias son asociadas a esos días. Un cambio de estilo es el proceso por el cual un módulo de costura pasa de coser un producto a otro con diferentes especificaciones técnicas.
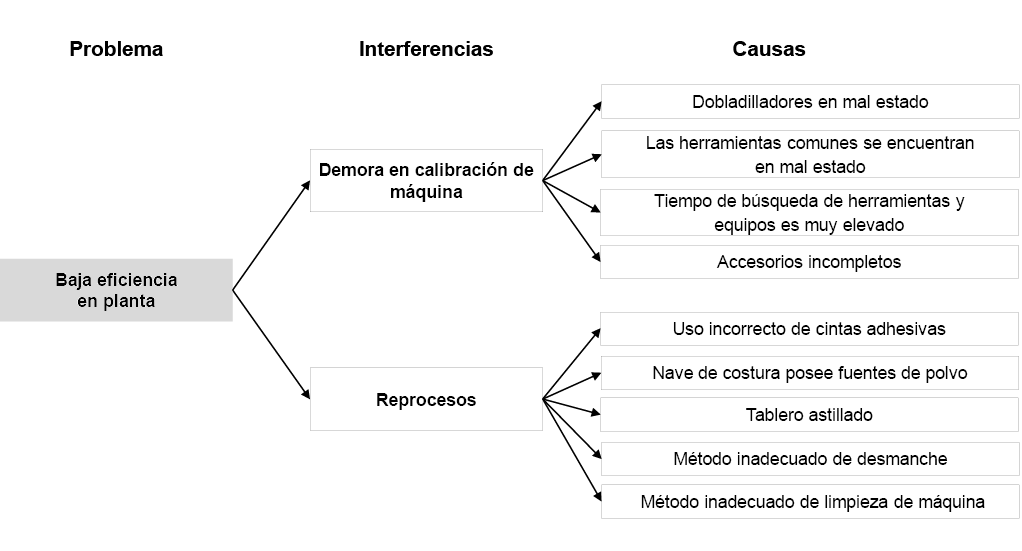
Figura 8
Causas raíces del problema
Elaboración propia
El registro iniciaba cuando el observador detectaba la ocurrencia con los tiempos de inicio y fin. Por ejemplo:
-
Inicio: Momento en el que el operario manifestaba que la máquina no estaba cosiendo de la forma correcta.
Fin: Momento en el que el operario comenzaba a coser en la máquina calibrada.
Para realizar la medición de las interferencias, se observó un cambio de estilo por día y por módulo durante un mes. Se obtuvieron 21 observaciones, dentro de las cuales cada módulo fue observado por lo menos una vez.
De la medición de duración de interferencias, se obtuvo lo siguiente (se ha considerado una observación por módulo) (véase tabla 11).
Para el registro de datos, el observador anotaba en qué operación de la línea ocurría la interferencia, ya que, al ser un sistema modular, es importante identificar en qué parte del flujo ocurre. Por ejemplo: la interferencia ocurrió en la máquina cerradora de costados (operación 12), es decir, que desde la operación 13 hasta la última operación el flujo se detiene, por lo que el tiempo de una interferencia es la suma de todos los tiempos perdidos desde la operación 12 hasta la última.
Al finalizar la recopilación de datos, se procedió a elaborar un resumen de minutos perdidos y el posible incremento de eficiencia si las interferencias se redujeran en 25 %, 50 % y 75 % (véase tabla 12).
De la tabla se observa que, al reducir las interferencias en una cuarta parte, una mitad o mayor proporción, se obtiene un beneficio de incremento de eficiencia.
Si consideramos que durante el 2014 la planta produjo 81 364,500 minutos con una eficiencia anual de 62 %, así como el incremento de1 % de eficiencia mediante la reducción en 25 % de las principales interferencias analizadas, se hubieran producido 82 676,831 minutos. Esta diferencia al valor de venta de cada minuto producido generaría un incremento del ingreso en aproximadamente USD 129 000, monto que sería trasladado directamente al beneficio, pues no se incurriría en mayor gasto al usarse los mismos recursos.
| Interferencia | Dobladilladores en mal estado | Búsqueda de equipos y herramientas | Accesorios incompletos | Calibraciónde máquina | Reprocesos |
| Operación | Basta faldón | Cerrado de costados | Pegado de bolsillo | Pegado de botón down | Pegado de manga |
| Descripción de la observación | Embudo muy abierto | No se encuentra embudo | Accesorios de máquina recta incompletos (bobina y portabobina) | No se logra soltura del botón | Costura tensionada (fruncida) |
| Ubicación en secuencia | 24 | 14 | 10 | 26 | 13 |
| Total de operaciones en secuencia | 28 | 28 | 28 | 28 | 28 |
| Inicio | 7:30 a. m. | 9:00 a. m. | 10:00 a. m. | 11:00 a. m. | 2:00 p. m. |
| Fin | 9:30 a. m. | 9:40 a. m. | 10:50 a. m. | 12:25 p. m. | 3:00 p. m. |
| Operaciones afectadas | 5 | 15 | 19 | 3 | 3 |
| Minutos dejados de producir | 600 | 600 | 950 | 255 | 180 |
Módulo 12
Elaboración propia
| Módulo | Min. dejados de trabajar | % de tiempo dejado de trabajar | Min. dejados de producir a la eficiencia del día | Eficiencia del módulo en el CE | Minutos prod. en el día | Minutos trabajados | Eficiencia reduciendo interferencias en 25 % | Eficiencia reduciendo interferencias en 50 % | Eficiencia reduciendo interferencias en 75 % |
| 12 | 2585 | 16,03 % | 1422 | 55 % | 8870 | 16 128 | 57 % | 59 % | 62 % |
| 13 | 1635 | 15,.77 % | 981 | 60 % | 6221 | 10 368 | 62 % | 65 % | 67 % |
| 14 | 1619 | 13,38 % | 729 | 45 % | 5443 | 12 096 | 47 % | 48 % | 50 % |
| 15 | 4158 | 14,44 % | 1663 | 40 % | 11 520 | 28 800 | 41 % | 43 % | 44 % |
| 17 | 1467 | 11,07 % | 807 | 55 % | 7286 | 13 248 | 57 % | 58 % | 60 % |
| 18 | 944 | 7,80 % | 453 | 48 % | 5806 | 12 096 | 49 % | 50 % | 51 % |
| 19 | 948 | 8,66 % | 512 | 54 % | 5910 | 10 944 | 55 % | 56 % | 58 % |
| 20 | 1501 | 9,31 % | 781 | 52 % | 8387 | 16 128 | 53 % | 54 % | 56 % |
| 21 | 1026 | 8,91 % | 585 | 57 % | 6566 | 11 520 | 58 % | 60 % | 61 % |
| 22 | 420 | 4,05 % | 273 | 65 % | 6739 | 10 368 | 66 % | 66 % | 67 % |
| 30 | 1052 | 8,70 % | 473 | 45 % | 5443 | 12 096 | 46 % | 47 % | 48 % |
| Total | 17 355 | 11,28 % | 8824 | 51 % | 78 192 | 153 792 | 52 % | 54 % | 55 % |
PASO 4: Establecer nivel exigido
Determinación de las alternativas de solución
A continuación, se muestra una tabla de alternativas de soluciones para cada problema encontrado en el punto anterior.
| Interferencia | Causa | Propuesta | Justificación | Impacto |
| Calibración de máquina | Dobladilladores en mal estado | Reparar los dobladilladores que aún pueden ser reutilizados; caso contrario, reponer los que se encuentran deteriorados. | Para reproducir una operación de costura a nivel industrial, es imprescindible para algunas operaciones el uso de dobladilladores (embudos), los cuales deben encontrarse en buen estado, ya que se rigen a parámetros de ingreso de tela, doblez a medida y salida de las costuras. Además, estos dobladilladores podrán ser instalados en las máquinas rápidamente si se encuentran en buen estado. | Garantizar la disponibilidad de los dobladilladores en buen estado junto con el aseguramiento de las costuras en formas y medidas correctas. |
| Las herramientas comunes se encuentran desordenadas | Asignar un lugar para las herramientas comunes, organizarlas de acuerdo con la frecuencia de uso y establecer el método de uso y devolución. | Las herramientas de uso común son aquellas que posee el área de mantenimiento en cantidades limitadas por su alta especialización para algunas máquinas y costo; por lo tanto, es necesario que estas sean usadas correctamente y devueltas enseguida para estar disponibles para su próximo uso. | Alargar la vida útil de las herramientas y asegurar su disponibilidad inmediata. | |
| Tiempo de búsqueda de herramientas y equipos es muy elevado | Utilizar un método objetivo de orden que permita ubicarlas en función de su frecuencia de uso, tamaño, cantidad disponible y otras variables para reducir su tiempo de búsqueda. | Cuando el tiempo de búsqueda es excesivo, puede interferir con el desenvolvimiento de las actividades de producción. En la industria de la confección, el uso de mano de obra intensiva significa que cada operario cuenta por lo menos con una máquina de coser, las cuales tienen que ser reguladas en función del requerimiento del cliente (cantidad de puntadas, tipo de puntada, tensión de la costura, etc.), por lo que la disponibilidad de las herramientas debe ser la mayor posible. | Elevar la disponibilidad de herramientas y equipos con un tiempo de búsqueda reducido. | |
| Calibración de máquina | Accesorios incompletos | Reponer accesorios de todas las máquinas. | Todas las máquinas de costura requieren de accesorios en buen estado para su funcionamiento. | Las máquinas funcionarán con las medidas, tensiones y presión adecuadas. Además, reduce el tiempo de reposición cuando se acaba el hilo de la(s) bobina(s) en uso. |
| Estándar de mecánicos incompleto | Completar el estándar con mecánicos calificados. | Los mecánicos asignados a costura son limitados, es imprescindible su presencia para la calibración, movimiento de máquinas, reparación, mantenimientos preventivos, instalación de dobladilladores y preparación de prensatelas. | Reducir el tiempo de preparación de máquinas en el cambio de estilo y su reparación. | |
| Reprocesos | Uso incorrecto de cintas adhesivas | Reemplazar el uso de cintas de embalaje a cintas masking tape de uso industrial. | Las cintas adhesivas son usadas para reforzar la instalación de un dobladillador o equipo a la máquina, unir piezas y pegar complementos a la estación de trabajo. | Reducir las h-h utilizadas en la limpieza de residuos adhesivos. |
| Nave de costura posee fuentes de polvo | Modificar el sistema de inyección de aire de la planta por uno que tenga filtros de polvo. | Debido a la ubicación en una zona industrial de la zona este de Lima, la cantidad de polvo que arrastra el aire es considerable, lo cual afecta de manera directa a la calidad del producto y al funcionamiento de los equipos. | Reducir los defectos de mancha por polvo y las fallas de máquina por acumulación de polvo en motor y ventiladores. | |
| Tablero astillado | Reemplazar y/o reparar los tableros astillados. | Las estaciones de trabajo contemplan el cabezal de la máquina, el tablero y los acoples entre máquinas. Debido al manipuleo requerido por cada operación, estos tableros sufren un desgaste que muchas veces llega a dañar su capa de acabado y puede generar defectos. | Eliminar los efectos generados por el estado de tableros deteriorados. | |
| Reprocesos | Método inadecuado de desmanche | Uniformizar el método de desmanche de prendas. | Las prendas principalmente de colores claros son susceptibles a manchas a causa del manipuleo entre operaciones. Además, al no existir almacenes de tránsito en el área de corte, las piezas están expuestas a la espera de su despacho a costura. | Reducir el tiempo y asegurar la efectividad del desmanche. |
| Método inadecuado de limpieza de máquina | Establecer el método correcto de limpieza de máquinas de acuerdo con la frecuencia de uso, tipo de cabezal, tipo de motor, tipo de máquina y las zonas donde tenga contacto el tejido. | Alrededor del 60 % de defectos registrados por calidad, como manchas, se debe a lubricantes como aceite o grasa. | Reducir en por lo menos 75 % los defectos por manchas de lubricantes. |
De las propuestas revisadas, su justificación e impacto, se llegó a tres alternativas de solución:
-
Generar un programa de reposición inmediata para herramientas, complementos, acoples y equipos con mal funcionamiento, el cual considere stocks para atención de cada evento.
Implementar un programa de 5S en la planta de Texgroup, el cual permita reducir las interferencias asociadas al orden y la limpieza con el fin de elevar la eficiencia operativa.
Tomando en cuenta el estado actual de la maquinaria, dobladilladores, accesorios y equipos, efectuar un mantenimiento y/o cambiar aquellos que lo requieran y dejarlos 100 % operativos.
PASO 5: Definir y programar las soluciones
Evaluación y selección de la mejor alternativa
De las alternativas de solución propuestas en el punto anterior, se ha elaborado una escala de valoración por puntos en función de criterios que se detallan a continuación:
-
Costo: que es el valor monetario estimado de la implementación de la mejora. Incluye costos aproximados de equipos, personal, asesorías, etcétera. Se han establecido tres escalas de puntuación: de USD 0 a 10 000: 6 puntos; de USD 10 001-25 000: 4 puntos; y de USD 25 001-35 000: 2 puntos.
Tiempo de implementación: que es el tiempo estimado desde la aprobación de la mejora por parte de la gerencia hasta la culminación al 100 % del plan de actividades asociado a la mejora, además de la entrega de resultados como memorias e informes. Se han establecido tres escalas de puntuación: de 0 a 6 meses: 6 puntos, de 6 a 12 meses: 4 puntos, y más de 12 meses: 2 puntos.
Vigencia: que es la duración el resultado positivo de la implementación en el tiempo. Se han establecido tres escalas de puntuación: más de 24 meses: 6 puntos, de 12 a 24 meses: 4 puntos, y de 0 a 12 meses: 2 puntos.
Impacto: que es el resultado a nivel cuantitativo y cualitativo de la mejora en la organización, al contemplar los beneficios directos e indirectos de la aplicación del cambio en las formas de trabajo y métodos con un resultado exitoso. Está relacionado con la vigencia del resultado de la implementación. Se han establecido tres escalas de puntuación: alto: 6 puntos, medio: 4 puntos, y bajo: 2 puntos.
Para calificar las alternativas, se diseñó la siguiente tabla (tabla 14), y se elegirá como la mejor alternativa de solución la que tenga mayor puntaje total.
Evaluación del alcance y limitaciones de la solución propuesta
Luego de elegir en el punto anterior a la implementación de un programa de 5S en la planta de Texgroup como la mejor solución, se han evaluado el alcance y sus limitaciones.
Para el alcance se ha decido que, por ser necesaria la inclusión de la filosofía 5S como parte de la cultura de la organización, este debe ser amplio y abarcar a todas las operaciones de la compañía.
Por otro lado, las limitaciones se describen en la siguiente tabla (tabla 15) y obedecen principalmente a factores presupuestales y de entrenamiento del personal.
| Solución propuesta | Alcance | Limitaciones |
| Implementar un programa con la metodología 5s en la planta de Texgroup. | Áreas productivas y administrativas de la compañía. | Disponibilidad de recursos aprobados por la GG, rotación de personal, diversos grados de instrucción y conocimientos en el personal operario. Disponibilidad de líderes de la empresa para la ejecución del plan de trabajo. |
| Solución propuesta | Alcance | Limitaciones |
| Implementar un programa con la metodología 5s en la planta de Texgroup. | Áreas productivas y administrativas de la compañía. | Disponibilidad de recursos aprobados por la GG, rotación de personal, diversos grados de instrucción y conocimientos en el personal operario. Disponibilidad de líderes de la empresa para la ejecución del plan de trabajo. |
PASO 6: Implantar y verificar las soluciones
Implementación de la solución
Llegados a este punto, las etapas del proyecto son las siguientes:
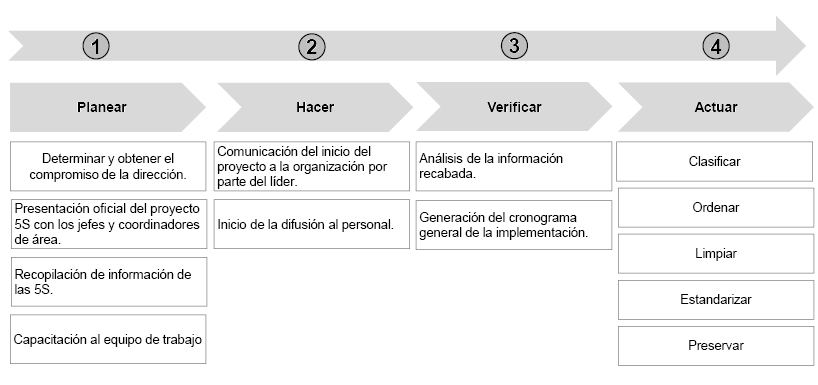
Figura 9
Etapas de la implementación
Elaboración propia
PASO 7: Acciones de garantía
En este caso, la solución elegida –un programa de 5S– cuenta con su propia herramienta de preservación del cambio en la quinta S: Shitsuke. Además, es imprescindible generar mecanismos e indicadores de proceso que permitan medir la efectividad de la mejora, los cuales deben ser fáciles de calcular y útiles para la toma de decisiones del equipo gerencial.
En la ejecución del mencionado programa, se usaron los siguientes indicadores: eficiencia en los días de cambio de estilo y razón porcentual entre el número de reprocesos por manchas de tierra, aceite y grasa y reprocesos totales. Y mecanismo: auditorías 5S.
4. CONCLUSIONES
-
La mejora de los métodos de trabajo, incluidos los factores relacionados con el orden y la limpieza, genera un beneficio integral tanto en el tiempo de la operación como en su éxito (éxito se entiende como un producto conforme).
Para validar que la inversión en una implementación de 5S representaba una oportunidad económicamente atractiva para Texgroup, se realizaron mediciones para cuantificar el impacto negativo que actualmente tienen los problemas identificados como principales. Con esto se pudo simular el beneficio en tres escenarios: pesimista, conservador y optimista.
Las herramientas para el estudio fueron: diagramas de Pareto, histogramas, diagramas de causa-efecto, VSM, DOP, Sedac, las cuales demostraron su efectividad para cuantificar y estratificar la información que podía parecer subjetiva antes del análisis.
Referencias
Implementation of 5s and its effect in a selected garments factory: A case study
Castillo, M. V. (2009). Desarrollo de una metodología para mejorar la productividad del proceso de fabricación de puertas de madera. Guayaquil: Escuela Superior Politécnica del Litoral.
Desta, A. (2014). Analysis of Kaizen Implementation in Northern Ethiopia’s Manufacturing Industries. International Journal of Business and Commerce, III, 39-57.
Guachisaca Guerrero, C. A. (2009). Implementación de 5S como una metodología de Mejora en una empresa de elaboración de pinturas. Guayaquil: Escuela Superior Politécnica del Litoral.
Khan, A. M. (2013). Application of 5S System in the Sample Section of an Apparel Industry for Smooth Sample Dispatch. Research Journal of Management Sciences, II, 28-32.
Khatun, M. M. (2013). Application of industrial engineering technique for better productivity garments production. International Journal of Science, Environment and Technology, II, 1361-1369.
Paneru, N. (s. f.). Implementation of lean manufacturing tools in garment manufacturing process focusing sewing section of Men’s Shirt. Degree Programme in Industrial Management. Oulu University of Applied Sciences, Oulu.
Implementación de la herramienta de calidad de las 5 “S” en la empresa “Confecciones Ruvinni” ubicada en Zacualtipán, HGO. Procesos de Producción. Universidad Tecnológica de la Sierra Hidalguense, Zacualtipán de Ángeles.