Revisión
Efecto de aditivos utilizados en impresión 3D de mezclas de cemento portland, geopolímeros y arcillas: una revisión
Effect of Additives Used in 3D Printing of Portland Cement, Geopolymers and Clay Mixtures: A Review
 Miguel A. Muñoz-Benavides miguel.angel.munoz@correounivalle.edu.co
Rafael Robayo-Salazar rafael.robayo@correounivalle.edu.co
Miguel A. Muñoz-Benavides miguel.angel.munoz@correounivalle.edu.co
Rafael Robayo-Salazar rafael.robayo@correounivalle.edu.co
Efecto de aditivos utilizados en impresión 3D de mezclas de cemento portland, geopolímeros y arcillas: una revisión
TecnoLógicas, vol. 28, núm. 64, pp. 1-27, 2025
Instituto Tecnológico Metropolitano

Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial-CompartirIgual 4.0 Internacional.
Recepción: 27 Noviembre 2024
Aprobación: 03 Julio 2025
Publicación: 30 Agosto 2025
Resumen: El control de las propiedades de las mezclas de impresión 3D aptas para emplear en procesos constructivos es un gran reto para la ingeniería y la ciencia de los materiales, ya que se requiere el uso de aditivos para facilitar su extrusión e impresión capa a capa. El objetivo fue analizar los diseños de mezclas reportados en la literatura científica relacionados con el uso de aditivos. La metodología empleada consistió en la revisión en la base de datos Scopus sobre aditivos utilizados en mezclas basadas en cemento Portland, geopolímeros y arcillas. Los tipos de aditivos incluyen: 1) aditivos superplastificantes y reductores de agua que influyen sobre la fluidez, límite elástico y resistencia mecánica, favoreciendo la bombeabilidad y capacidad de extrusión; 2) aditivos modificadores de la viscosidad y propiedades reológicas, que afectan el esfuerzo de fluencia estático y dinámico, la tixotropía, y contribuyen al aumento de la edificabilidad y calidad de la impresión; y 3) aditivos reguladores de fraguado y endurecimiento, que modifican el proceso de hidratación del cemento, teniendo una influencia directa sobre el tiempo abierto (open time) de las mezclas. El análisis de los resultados permitió identificar las propiedades reológicas críticas que deben ser optimizadas durante el diseño de la mezcla, como la viscosidad, la tixotropía y el tiempo de extrusión. Además, se destaca que, aunque los estudios sobre estos aditivos y sus efectos son abundantes, persisten limitaciones en la evaluación detallada de sus interacciones y su impacto a largo plazo en la durabilidad de las estructuras impresas. Se concluye la importancia de considerar estos factores al seleccionar los aditivos necesarios para mezclas de impresión 3D, especialmente cuando se usan materiales alternativos como geopolímeros y arcillas. La información reportada en esta revisión es fundamental para diseñadores, investigadores y productores interesados en utilizar la manufactura aditiva de materiales de construcción.
Palabras clave: Construcción, manufactura aditiva, materiales alternativos, modificadores, propiedades reológicas.
Abstract: Controlling the properties of 3D printing mixtures used in construction processes is a major challenge for engineering and materials science, as it requires the use of additives to facilitate their extrusion and layer-by-layer printing. The objective of this review was to analyze the mix designs reported in the scientific literature related to the use of additives. The methodology employed consisted of a review of the Scopus database on additives used in Portland cement-based mixtures, geopolymers, and clays. The types of additives analyzed include: 1) superplasticizers and water reducing additives, which influence fluidity, elastic limit and mechanical resistance, favoring pumpability and extrusion capacity; 2) additives that modify viscosity and rheological properties, which affect static and dynamic flow efficiency, thixotropy, and contribute to increased buildability and printing quality; and 3) setting and hardening regulators, which modify the cement hydration process and have a direct influence on the open time of the mixes. Analysis of the results allowed us to identify critical rheological properties that must be optimized during the design of 3D printing mixes, such as viscosity, thixotropy, and extrusion time. It is concluded that it is important to consider these factors when selecting the additives required in 3D printing mixtures, especially in the case of alternative materials such as geopolymers and clays. The information reported in this review is essential for designers, researchers, and producers interested in exploring the additive manufacturing of these construction materials.
Keywords: Construction, additive manufacturing, alternative materials, modifiers, rheological properties.
Highlights
-
El uso de aditivos o modificadores garantiza un desempeño óptimo de las mezclas en impresión 3D.
La viscosidad, tixotropía y tiempo de extrusión son propiedades reológicas críticas en impresión 3D.
La inclusión de aditivos dispersantes en arcillas es fundamental para reducir la relación L/S.
Se requieren métodos de caracterización reológica estandarizados para las mezclas de impresión 3D
Highlights
-
The use of additives or modifiers ensures the optimal performance of mixtures in 3D printing.
Viscosity, thixotropy, and extrusion time are critical rheological properties in 3D printing.
The inclusion of dispersing additives in clays is essential to reduce the L/S ratio.
Standardized rheological characterization methods are needed for 3D printing mixtures.
1. INTRODUCCIÓN
La manufactura aditiva (MA) o impresión 3D (3DP, por sus siglas en inglés) es una tecnología de vanguardia que ha recibido gran atención por parte de diferentes sectores industriales y de la academia. En el sector de la construcción, esta tecnología aún está en etapa de estudio y desarrollo, es tanto así que actualmente no existen normas estructurales que reglamenten su aplicación en la construcción de edificaciones [1], [2]. Sin embargo, las investigaciones han demostrado que la implementación de esta técnica de construcción ofrece múltiples ventajas y permite mitigar muchas de las limitaciones que actualmente presentan los sistemas de construcción convencionales. Al comparar la impresión 3D de materiales de construcción (3DPMC, por sus siglas en inglés) con las técnicas de construcción convencionales, se aprecian grandes ventajas, tales como: i) la automatización del proceso constructivo, ii) reducción de los residuos de construcción y el consumo energético hasta en un 60 % [3], [4], iii) la fabricación de estructuras geométricamente complejas y libres del uso de encofrados, y iv) reducción en los tiempos de construcción hasta en un 75 % [5]. También se considera que podría reducir en más del 50 % los costos totales de un proyecto al reducir la mano de obra necesaria en los métodos convencionales [6], al mismo tiempo que se logra reducir la tasa de accidentes laborales en este sector.
La 3DPMC consiste en la deposición capa por capa de filamentos impresos mediante la utilización de mezclas cementicias, teniendo en cuenta un modelo digital previamente establecido. Este concepto se relaciona con el definido por el Comité F42 de ASTM [7] para la manufactura aditiva. Sin duda, esta tecnología plantea la revolución de la industria de la construcción, gracias a su versatilidad e innovación. Es tanto así que se considera como uno de los pilares del concepto de Industrias 4.0 [8], proyectando la construcción de viviendas como una actividad más sustentable, tanto económica como medioambientalmente. No obstante, a pesar del gran interés por parte de la industria y academia a nivel mundial, aún persisten limitaciones que se reflejan en la prevención que tiene el sector para su utilización a gran escala [9].
Aunque actualmente se están implementando diferentes materiales, entre los cuales se encuentran mezclas basadas en cemento portland (OPC, por sus siglas en inglés) [10]-[12], geopolímeros [13], [14] y arcillas [15], [16], la complejidad del proceso implica que las mezclas para 3DPMC presenten propiedades reológicas especiales en cada etapa del proceso. De esta forma, una mezcla de impresión 3D debe tener un esfuerzo de fluencia estático lo suficientemente bajo para ser bombeada y extruida con facilidad; e inmediatamente después de la impresión se requiere que la mezcla alcance un valor de esfuerzo de fluencia estático lo suficientemente alto para que no fluya bajo la acción de su propio peso y el de las demás capas superpuestas. Según [17], dado que el proceso de impresión requiere que los materiales fluyan durante períodos cortos y permanezcan en reposo la mayor parte del tiempo, el ajuste del límite elástico es el mayor desafío durante el diseño de la mezcla.
El control de las propiedades de las mezclas de impresión 3D es un gran reto para la ingeniería y la ciencia de los materiales en el campo de la 3DPMC. El límite elástico es solo una de las diferentes propiedades reológicas y en estado fresco que se deben considerar. En efecto, existen otras propiedades de interés que tienen gran efecto en el proceso de impresión 3D, como por ejemplo la fluidez, viscosidad, el esfuerzo de fluencia estático y dinámico, el carácter tixotrópico de las mezclas, etc. [1], [18]. De esta forma, la manera más sencilla de adecuar las mezclas para la impresión es mediante el uso de aditivos o modificadores, los cuales, dependiendo de su dosificación y naturaleza alteran la reología de las mezclas, otorgándoles el comportamiento adecuado en cada etapa del proceso, permitiendo así su extrusión e impresión capa a capa [19], [20]. Así mismo, los aditivos o modificadores contribuyen al mejoramiento de otras propiedades en estado fresco propias de la 3DPMC, tales como la edificabilidad, la estabilidad dimensional, el tiempo abierto [21], e incluso tienen influencia sobre las propiedades en estado endurecido, tales como la resistencia mecánica y durabilidad de las piezas o estructuras impresas. El uso de aditivos o modificadores en mezclas para impresión 3D ha sido un tema de investigación que han abordado diversos autores, siendo necesaria una recopilación y revisión de los resultados o hallazgos más importantes.
Basado en lo anterior, el objetivo de esta revisión fue analizar los diseños de mezclas reportados en la literatura científica relacionados al uso de aditivos en la impresión 3D de mezclas basadas en cemento Portland (OPC), geopolímeros y arcillas.
2. METODOLOGÍA
La búsqueda bibliométrica se llevó a cabo en la base de datos Scopus de Elsevier, utilizando la formula Article title – Asbtract – Keywords y la siguiente ecuación de búsqueda: “3D” AND “concrete” AND “printing” OR “printed” AND “additives” OR “modifiers”. El periodo considerado fue del año 2011 hasta abril del año 2025. Los datos bibliométricos se analizaron con ayuda del software de acceso libre VOSviewer. A partir de la información recolectada, se seleccionaron los artículos que reportan el uso de agentes modificadores o aditivos en mezclas de 3DP basadas en cemento Portland (OPC), geopolímeros y arcillas. El análisis de los datos cubre aspectos generales, tipos de materias primas y mezclas utilizadas en impresión 3D, y el efecto de la incorporación de los aditivos. En este último tópico se consideran aditivos superplastificantes y reductores de agua, aditivos modificadores de la viscosidad y propiedades reológicas, y aditivos reguladores del fraguado y endurecimiento.
3. RESULTADOS Y DISCUSIÓN
La investigación bibliométrica en la base de datos Scopus de Elsevier arrojó un total de 1244 artículos publicados desde el año 2011 hasta abril del año 2025. La Figura 1 muestra el crecimiento exponencial que han tenido las publicaciones en este tema, especialmente después del año 2017. Los datos bibliométricos, una vez analizados en el software VOSviewer, muestran el mapa de co-ocurrencias de palabras claves y el mapa de densidad de calor, presentados en las Figuras 2 y 3, respectivamente.
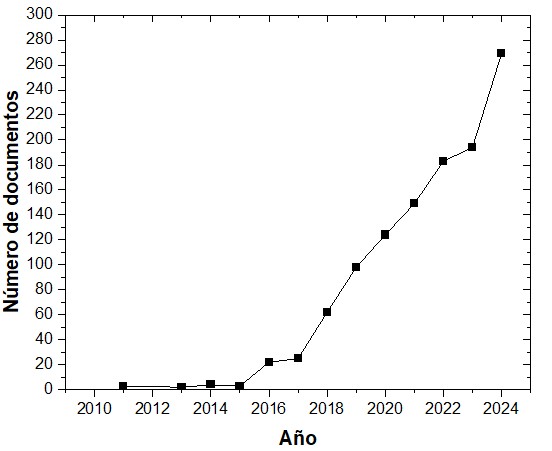
Figura 1.
Tendencia de documentos publicados anualmente en la base de datos Scopus. Ecuación de búsqueda utilizada: “3D” AND “concrete” AND “printing” OR “printed” AND “additives” OR “modifiers”
Fuente: elaboración propia.
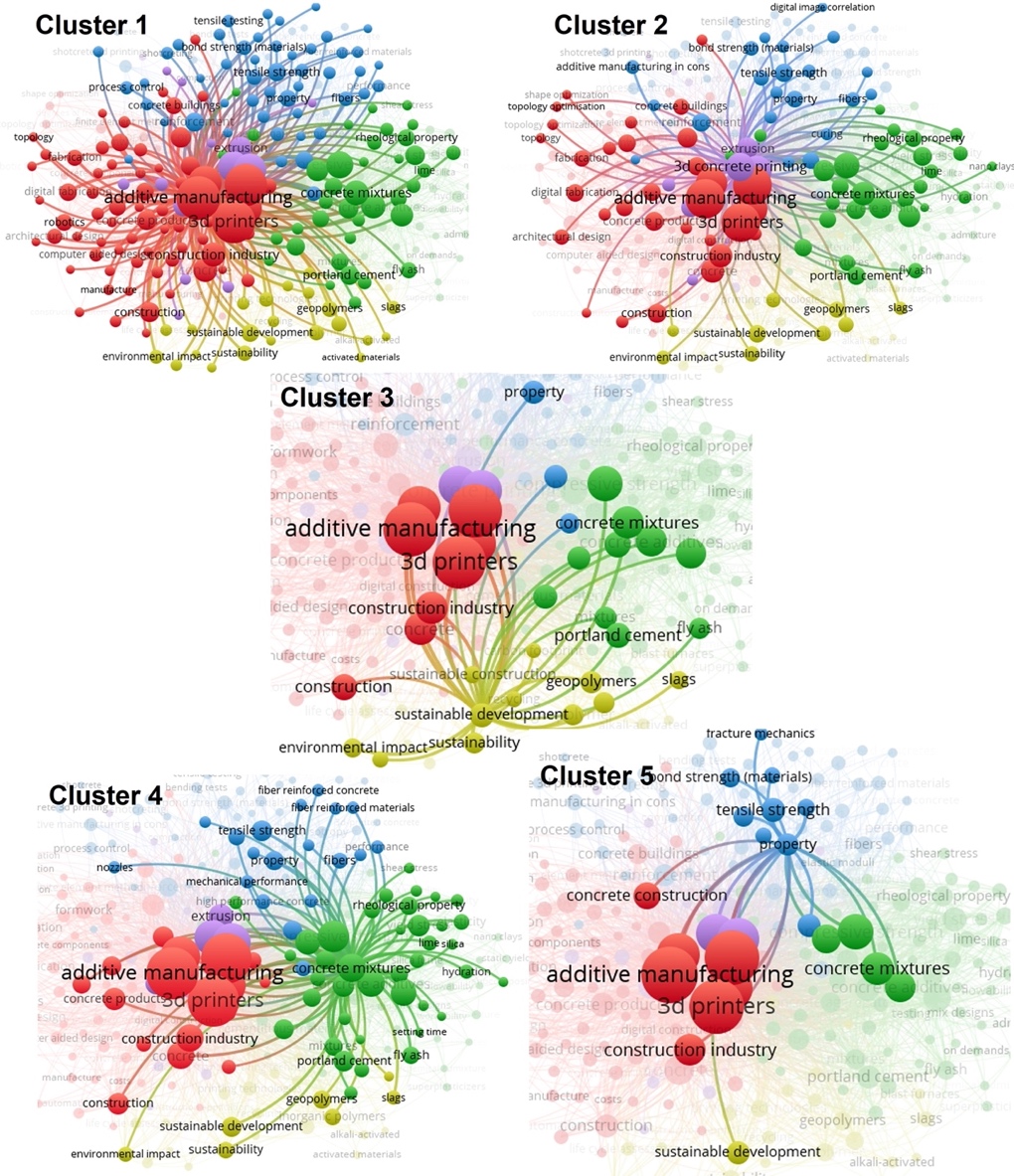
Figura 2.
Principales clústeres encontrados en el análisis de co-ocurrencias realizado en el software VOSviewer a partir de los datos obtenidos en Scopus. Ecuación de búsqueda utilizada: “3D” AND “concrete” AND “printing” OR “printed” AND “additives” OR “modifiers”
Fuente: elaboración propia.
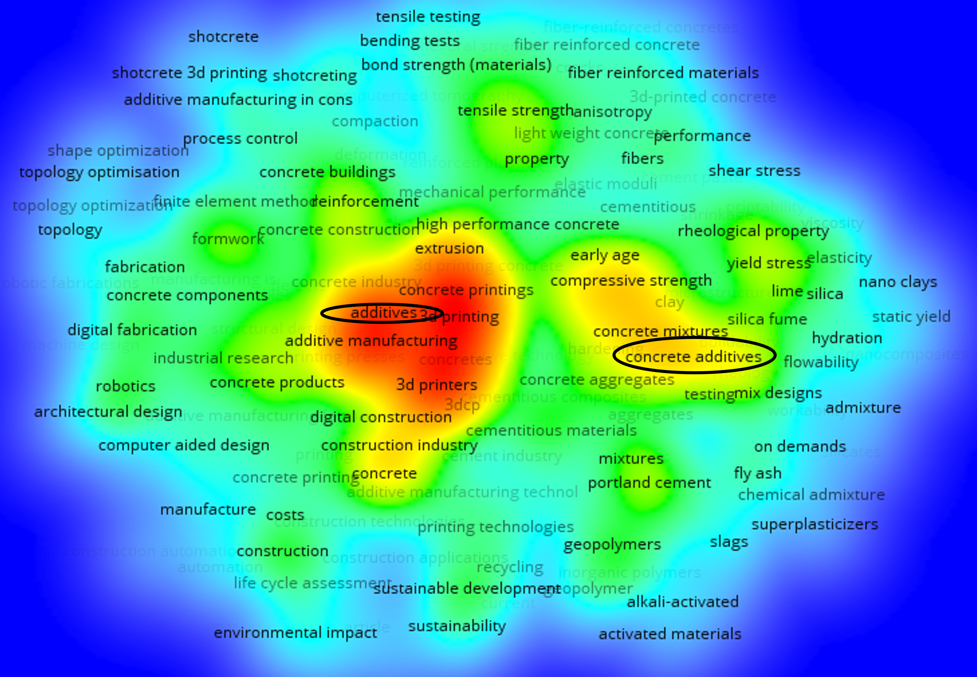
Figura 3.
Mapa de densidad de co-ocurrencias realizado en el software VOSviewer a partir de los datos obtenidos en Scopus. Ecuación de búsqueda utilizada: “3D” AND “concrete” AND “printing” OR “printed” AND “additives” OR “modifiers”
Fuente: elaboración propia.
Se lograron identificar 5 clústeres, entre los cuales predominan las siguientes palabras claves: 1) “Additive manufacturing” (manufactura aditiva) (rojo); 2) “3D concrete printing” (impresión 3D de concreto) (morado); 3) “sustainable development” (desarrollo sostenible) (amarillo); 4) “concrete mixture” (mezcla de concreto) (verde) y 5) “property” (propiedad) (azul). Dado que el objetivo de esta investigación se centra en el uso de aditivos o modificadores, en la Figura 3 se resalta en el mapa de densidad de co-ocurrencias la aparición de términos como “additives” (aditivos) y “concrete additives” (aditivos para concreto), lo cual es un indicador del creciente interés por parte de investigadores sobre este tema en particular.
Se evidenció que, los autores con mayor número de documentos publicados relacionados con la búsqueda son: Viktor Mechtcherine de la Universidad Técnica de Dresde (Alemania), con 35 documentos; Jay Sanjayan de la Universidad Tecnológica de Swinburne (Australia), con 33 documentos; Harald Kloft y Dirk Lowke, ambos autores de la Universidad Técnica de Braunschweig (Alemania) con 26 documentos publicados cada uno; Biranchi Panda del Instituto Indio de Tecnología Guwahati (India) con 21 documentos.
Al respecto, en el mapa de coautorías obtenido mediante VOSviewer (Figura 4) se observa claramente que los autores antes mencionados están correlacionados entre sí, potenciando el impacto de sus publicaciones. Adicionalmente, en la Figura 5 se presenta la distribución tipológica de los documentos encontrados en la búsqueda, donde se observa que el porcentaje de publicaciones tipo artículo de revisión o “review” es relativamente bajo (11,8 %), en comparación con las demás tipologías de publicación.
De acuerdo con lo mencionado anteriormente, y considerando la importancia fundamental de incorporar aditivos o modificadores en el diseño de mezclas de 3DPMC, el presente artículo de revisión incluye el análisis de los resultados obtenidos en diversos estudios enfocados a mezclas para impresión 3D basadas en tres tipos de matrices: cemento Portland (OPC), geopolímeros y arcillas.
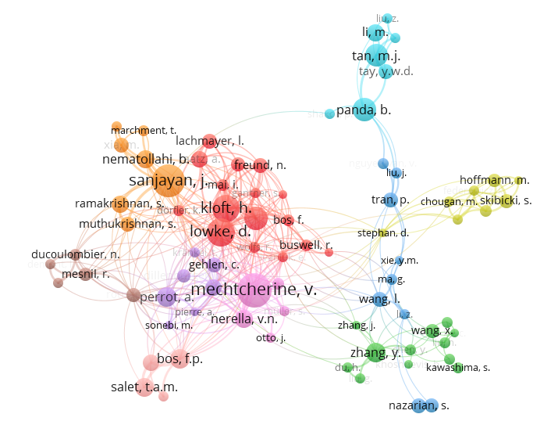
Figura 4.
Mapa de coautorías realizado en el software VOSviewer a partir de los datos obtenidos en Scopus. Ecuación de búsqueda utilizada: “3D” AND “concrete” AND “printing” OR “printed” AND “additives” OR “modifiers”
Fuente: elaboración propia.
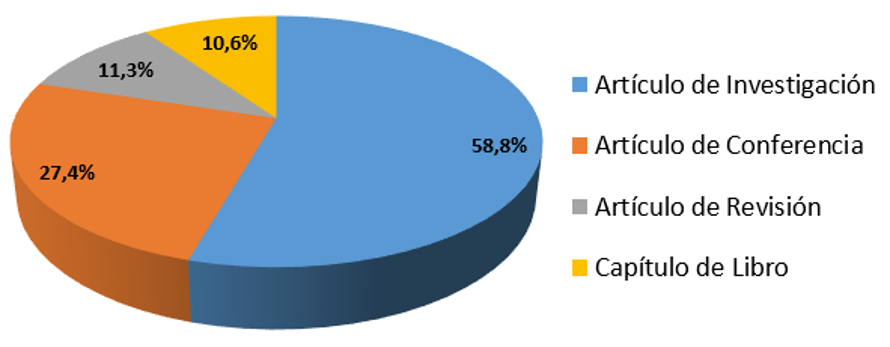
Figura 5.
Distribución tipológica de los documentos encontrados en la búsqueda realizada en Scopus. Ecuación de búsqueda utilizada: “3D” AND “concrete” AND “printing” OR “printed” AND “additives” OR “modifiers”
Fuente: elaboración propia.
4. ASPECTOS GENERALES SOBRE IMPRESIÓN 3D DE MEZCLAS CEMENTICIAS
4.1 Sistemas de impresión utilizados y parámetros de impresión
La MA emerge a principios de 1983 y desde entonces ha sido utilizada en diferentes sectores industriales, tales como: farmacéutica, médica, automotriz y aeroespacial [22]. Su aplicación en el sector de la construcción data de la década de los 90, mediante los métodos de impresión “contour crafting” y “selective aggregation” [23]. La clasificación de las tecnologías de MA está dada por 7 categorías según la norma ISO/ASTM 52900:2015 [24], estas son: 1) chorro de aglutinante; 2) deposición de energía dirigida; 3) extrusión de material; 4) inyección de material; 5) fusión por lecho de polvo; 6) laminación por capas; y 7) fotopolimerización de tinta. De las anteriores categorías, la 3DPMC aplica la técnica número 3, denominada “extrusión de material”, también conocida como “moldeado por deposición fundida” [9], dado que este sistema consiste en la extrusión de filamentos de material cementante para posteriormente ser superpuestos capa por capa. También se han reportado otras investigaciones en las cuales utilizan la tecnología de fusión por lecho de polvo. Según [23] y [25] este sistema permite obtener mayor detalle y calidad en la impresión de geometrías arquitectónicas complejas, pero solo es apropiado para unidades prefabricadas relativamente pequeñas. Teniendo en cuenta esta limitante, se ha optado por el desarrollo e investigación de procesos de impresión mediante la extrusión, precisamente por la capacidad de producir “in-situ” estructuras a gran escala.
En [26] se presenta un esquema de 3DPMC basado en extrusión, donde el material cementicio es bombeado hasta la boquilla y posteriormente el cabezal se desplaza y deposita los filamentos capa por capa según el diseño previamente establecido (CAD). En este se observa, que las impresiones realizadas con esta geometría de cordón (cilíndrica) tienden a generar espacios vacíos o huecos continuos, los cuales se deben a la falta de área de contacto de los diferentes filamentos. En efecto, algunos parámetros de impresión, tales como el diámetro y geometría de la boquilla, altura de la boquilla, velocidad de impresión, caudal de impresión y tiempo entre capas, juegan un papel importante en el proceso de impresión 3D [26], influenciando directamente el desempeño del elemento impreso tanto en estado fresco como en estado endurecido.
Como se evidencia en [27], la geometría de la boquilla tiene un impacto significativo en las características mecánicas de los objetos fabricados mediante la 3DPMC. En este mismo sentido, en [22] se demostró que los filamentos impresos con una boquilla rectangular presentan una superficie más uniforme y mayor calidad de impresión en el cordón. En el mismo orden de ideas, en la investigación de [28] se estudia la influencia del caudal de material, la velocidad de impresión y el efecto de la relación altura/diámetro de la boquilla sobre la calidad de la impresión de una mezcla cementicia. Se sugiere que el grosor y forma del filamento sea similar al de la boquilla para obtener piezas de mejor acabado, y que la altura de la capa no exceda el diámetro de la boquilla para asegurar una adecuada unión entre las capas [28]. De esta manera, una altura de capa menor al diámetro otorga filamentos redondeados en los lados y planos en la parte superior, esto promueve una mayor área de contacto y contribuye al mejoramiento de la calidad de impresión. Por el contrario, cuando la altura es menor o de igual tamaño que el diámetro el filamento tendrá una forma redondeada en los lados aumentando el riesgo de deslizamiento entre los cordones y por tanto la edificabilidad [28].
4.2 Tipos de materias primas y mezclas utilizadas en impresión 3D
Cabe anotar que, en la actualidad, el sector de la construcción se enfoca en la reducción de la contaminación medioambiental generada por su actividad. Entre los procesos de mayor impacto se encuentra la producción de OPC. Es por esta razón que se busca el reemplazo de este material como principal aglomerante mediante la utilización de materiales cementantes suplementarios (SCM, por sus siglas en inglés) o el uso de cementos alternativos, permitiendo reducir significativamente las emisiones de CO2 (huella de carbono) y el pasivo ambiental generado por esta industria.
Acorde con lo anterior, la 3DPMC fundamentalmente utiliza tres tipos de mezclas que difieren en su naturaleza y materias primas, entre las cuales se encuentran: i) materiales cementantes basados en OPC, con y sin adición de SCM; ii) materiales alternativos como los geopolímeros o cementos activados alcalinamente; y iii) materiales de origen natural tales como arcillas o suelos [10], [13].
Entre los SCM que usualmente son utilizados como sustitución parcial de OPC en mezclas cementicias, y que se ha demostrado que aportan ventajas al proceso de impresión 3D, se encuentran: humo de sílice (SF, por sus siglas en inglés) o microsílice (MS, por sus siglas en inglés), metacaolín (MK, por sus siglas en inglés), cenizas volantes (FA, por sus siglas en inglés), escoria de alto horno (GBFS por sus siglas en inglés), residuos de construcción y demolición (RCD, por sus siglas en inglés), etc. [26]-[30]. En la Tabla 1 se presenta una compilación de diversos diseños de mezclas planteados en otras investigaciones que utilizan OPC como principal material cementante e incorporan SCM como sustitución parcial del OPC. Adicionalmente, se relacionan los diferentes tipos de aditivos o modificadores reológicos, así como, los agregados, fibras y parámetros de impresión utilizados en cada investigación.
| Materias primas | Aditivos o modificadores | Agregados o fibras | Relación A/C | Parámetros de impresión | Ref. |
| 70-80 % OPC 0-20 % MK 0-10 % MS 0-20 % BFS | 0,5-2,5 % AC 0,3 % NC 0,1-0,5 % WRA | Arena de basalto (≤1,18 mm) (1:1,6) | 0,31-0,50 | Boquilla = 25 mm Alt. Capa =15 mm V.I Máx = 200 mm/s Caudal = 3,16 – 14,17 L/min | [3] |
| 80 % OPC 20 % MK | 0,75 % AC | Arena fina (≤4 mm) (1:2,8) Piedra triturada (4-8 mm) (1:0,75) | 0,71 | Boquilla = 40 mm V.I = 60 mm/s Alt. Capa = 20 mm | [31] |
| 70 % OPC 30 % SF | 1 % SP 0,1-0,2 % NC | Arena fina (1:1) Fibras de acero (6 mm) (0,1-2 %) | 0,16 | Boquilla = 30 mm Alt. Capa = 10 mm V.I = 30, 50 y 80 mm/s. | [32] |
| 100 % Cemento CSA | 0,40 % VMA 0,30 % WRA 0,20 % AC 0-3 % Bentonita | Arena de cuarzo ultrafina (1,5 % vol.) | 0,35 | Boquilla = 2,5 mm Alt. Capa = 2,4 mm V.I = 10 mm/s | [33] |
| 80 % OPC 20 % FA | 0,5 % Montmorillonita 0,5-1 % Sepiolita 0,35-0,5 % SP | --- | 0,4 | Boquilla =10x10 mm2 Espesor de capa = 15 mm V.I = 15 mm/s | [34] |
| 75 % OPC 25 % FA | 0,38-3,5 % WRA 0,1-0,5 % VMA 0-2 % Bentonita 0-2% Sepiolita 0-2% atapulgita | --- | 0,27-0,36 | Boquilla cónica = 17x50x24 mm Velocidad de extrusión = 5 mm/s | [35] |
| 40 % OPC 40 % Arcilla calcinada 20 % CaCO3 | 2 % SP 0,14-0,48 % VMA | Arena de cuarzo (≤2 mm) (1:1,5) | 0,3 | Boquilla rectangular = 40×13,5 mm V.I Máx = 120 mm/s | [36] |
| 20-40 % OPC 60 % FA 3 % SF 8 % CaCO3 | 1 % SP | Arena (≤2 mm) (1:1/1:1,6) Fibra PP (6 mm) (1,4–5,4 % vol.) | 0,22-0,30 | Boquilla = 50 mm V.I = 60 mm/s Caudal = 25 mm/s | [29] |
| 90 % OPC 10 % SF | 0,3 % NC (Atapulgita) 0,05-0,16 % WRA 0,10-0,11 % VMA | Arena fina (≤2,36 mm) (1:2,3) Fibra PP (6 mm) (0,12 % vol.) | 0,43 | Boquilla = 38,1x25,4 mm V.I = 60 mm/s | [20] |
| 95-97,5 % OPC 2,5-5 % MS | 1,5 % SP | --- | 0,28-0,30 | Boquilla = 3 mm V.I = 25-65 mm/s | [11] |
| 68-70 % OPC 21,1 % FA 10,6 % MS | 1 % SP 0,3 % VMA | Arena reciclada (≤4,75 mm) (1:1,6) Fibra PP (6 mm) (1 % vol.) | 0,45-0,50 | - V.I = 60 mm/s | [37] |
| 90 % OPC 10 % SF | 0,3-0,7 % SP 0,2-0,4 % AC | Arena de cuarzo (≤0,6 mm) (1:2) Caliza (1:0,3) | 0,35 | Boquilla = 4,5x2,2 cm V.I = 3,41 m/min | [38] |
Entre los cementos alternativos se destacan, por el creciente interés industrial, los geopolímeros o cementos activados alcalinamente. Estos materiales son considerados como materiales de baja huella de carbono, dado que se sintetizan principalmente a partir de subproductos industriales o minerales de fácil disposición a nivel local, adicionalmente su fabricación no requiere de temperaturas tan elevadas (máximo 90 °C) como las alcanzadas en el proceso de clinkerización (necesario para la producción del OPC), las cuales se aproximan a los 1450°C [39], [40]. El desarrollo de los geopolímeros como alternativa al OPC fue uno de los progresos más significativos en el ámbito de la ciencia de los materiales durante el siglo XX. Inicialmente, el concepto de geopolímero fue propuesto por Davidovits [41]. Los geopolímeros se sintetizan a partir de materiales aluminosilicatos, es decir, que son ricos en sílice (SiO2) y alúmina (Al2O3), los cuales en presencia de activadores alcalinos forman estructuras tridimensionales que posibilitan la obtención de un material con propiedades de resistencia y durabilidad similares a las de aglomerantes convencionales como el OPC [9], [40]. Dentro de los activadores alcalinos empleados se destacan los hidróxidos (ROH, R(OH)2), las sales de ácidos débiles (R2CO3), las sales de ácidos fuertes (Na2SO4, CaSO4⋅2H2O) y las sales silíceas R2O(n)SiO2, donde R representa un ion alcalino como Na, K o Li. Se señala el uso de silicatos de sodio anhidros (en forma sólida) como una opción destacada para la síntesis de los geopolímeros conocidos como "monocomponentes" o "añade solo agua" (one-part alkali-activated materials) [42].
En general los geopolímeros se categorizan como materiales amigables con el medio ambiente y su utilización en impresión 3D plantea una mayor sustentabilidad del proceso constructivo. La reducción del impacto ambiental generado por estos materiales es significativa, un ejemplo de esto, es que la fabricación de geopolímeros a base de cenizas volantes tiene al menos un 80 % menos de emisiones de CO2 y aproximadamente un 60 % menos de energía incorporada en comparación con la producción de OPC [42], [44]. En la Tabla 2 se presenta una compilación de diseños de mezclas reportados por diferentes investigaciones donde utilizan SMC como precursores de geopolímeros para la impresión 3D.
En el mismo orden de ideas, otro tipo de material que ha sido utilizado históricamente por la humanidad en la construcción y que recientemente se está introduciendo en MA como reemplazo de los materiales convencionales, son las mezclas basadas en suelos o arcillas. El interés por la utilización de suelos en MA surge como una alternativa de construcción más respetuosa con el medio ambiente, en comparación con los materiales cementicios convencionales. De acuerdo con [45]-[47], la MA de materiales basados en suelos tendría un efecto positivo con el medio ambiente debido a la reducción de la huella de carbono, el transporte y los residuos involucrados en la construcción. En efecto, una de las ventajas más destacables de la utilización de suelos y arcillas para la MA es la posibilidad de contar con una disposición local (in-situ) de la materia prima principal. De esta manera se logran aprovechar recursos existentes en la región o el lugar de impresión, lo cual, contribuye con la reducción de costos relacionados con el transporte de materiales.
Con relación a lo anterior, en la Tabla 3 se presenta una compilación de diferentes diseños de mezclas para la 3DP basados en la utilización de suelos o arcillas. Los materiales basados en suelos más conocidos son el adobe y el cob, los cuales se componen de suelo, agua y fibras. El uso de fibras contribuye al mejoramiento de la resistencia a la tracción, así como, a reducir la fisuración por contracción del material [47]. Otra ventaja de estos materiales es el confort térmico que ofrecen, dado que las arcillas y los suelos poseen baja conductividad térmica y una microestructura que favorece la retención de humedad y recirculación del aire. Sin embargo, una de las desventajas es que los materiales fabricados a partir de suelo utilizando este enfoque muestran resistencias menores en comparación con el cemento, situándose en un intervalo de 0,4 a 5 MPa [48], [49]. Estos materiales suelen presentar deficiencias en cuanto a sus propiedades mecánicas y durabilidad, características que generalmente se relacionan con la amplia variabilidad en la composición del suelo y la alta demanda de agua de mezclado para alcanzar la trabajabilidad deseada. Por esta razón, a lo largo del tiempo se han utilizado estabilizadores como la cal y más recientemente el cemento Portland para mejorar sustancialmente las propiedades mecánicas de la mezcla arcillosa, dando lugar a lo que se conoce como tierra estabilizada [16], [50]. Cabe anotar que, el cemento se ha establecido como el aglutinante predominante para la estabilización de suelos, ya que aporta una mejora sustancial en la resistencia mecánica y la durabilidad, lográndose obtener resistencia a la compresión de hasta 20 MPa [51].
| Precursores | Activador alcalino | Aditivos o modificador | Agregados o fibras | Parámetros de impresión | Ref. |
| 75 % FA 16 % GBFS 9 % SF | K2SiO3 (relación molar 2,0) | 2 % VMA | Arena fina (1,18 mm) (1:1,5) Fibra de vidrio (0,25, 0,5, 0,75, y 1 %) | Boquilla = 40 × 10 mm Caudal de 4 L/min Tiempo entre capas = 7 a 8 s. | [52] |
| 50 % FA 50 % GBFS | Na2SiO3 Anhidro (SiO2 /Na2O= 0,92) | Silicato de magnesio y aluminio (0,75 %) Sacarosa (retardante) (0,5–1,5 %) | Acero fino (1:0,5) Grava (1:1) | Boquilla = 30 mm V. I = 10 mm/s Caudal = 0,5 L/min | [53] |
| 80 % FA 15 % GBFS 5 % SF | K2SiO3 (líquido/sólido = 0,45) | Nanoarcilla de silicato de aluminio y magnesio | Arena fina de rio (1,18 mm) (1:1,5) Fibras PVA (8 mm) (0,5 % w) | Boquilla = 13 x 30 mm Alt. Capa = 13 mm V. I = 60 mm/s Caudal = 110 g/s | [54] |
| 60-100 % FA 15 % GBFS 10-15 % SF | Na2 SiO3 Anhidro (pureza 99 %) | Agente tixotrópico ATTAGEL-50 a base de atapulgita | Arena de cuarzo (1:0,3) | --- | [55] |
| 85 % FA clase F 6 % GBFS 9 %SF | K2SiO KOH (8 M) | Aditivos tixotrópicos: ACTIGEL y celulosa | Arena de rio (1:1,6) | Boquilla rectangular = 15 x 7 mm V. I = 120 mm/s Caudal = 3 L/min | [56] |
| 95-100 % MK 5 % Corex Slag | NaOH (8 M) Na2SiO3 (1:0,73) | 1 % SP 0,3 % VMA | La arena de Malmsbury (1:1,6) Fibra PP (6 mm) (0,5 %) | Alt. Capa = 10 mm Ancho filamento = 35 mm V. I = 60 mm/s | [57] |
| 90 % GBFS 10 % Escoria de acero | Na2SiO3 NaOH (99,9 %) | Antiespumante SP | --- | --- | [58] |
| 85 % FA clase F 15 % GBFS | KOH K2SiO3 | NC: atapulgita | Arena de rio (≤2 mm) (1:1,5) | Boquilla = 20 mm Boquilla rectangular = 30 x 10 mm V. I = 80 mm/s | [59] |
| 60–70 % FA 15–35 % GBFS | NaOH Na2SiO3 | Nanopartículas de grafito (0,1–1 %) | Arena fina (≤1 mm) (1:0,55) | Boquilla = 20 mm Alt. Capa = 10 mm Velocidad = 20 mm/s | [60] |
| RCD (Ladrillo, teja, vidrio, concreto) | NaOH Na2SiO3 Ca(OH)2 | --- | --- | Boquilla cuadrada = 20 x 20 mm V. I = 60 mm/s | [61] |
| 80 % RCD 20 % GBFS | NaOH (98 %) Ca(OH)2 | --- | Agregado reciclado de concreto (2 mm) | --- |
| Materias primas | Aditivos o modificadores | Agregados o fibras | % Agua | Parámetros de impresión | Ref. |
| Suelo arcilloso natural | Alginato de sodio (0,93 - 2,47 %) Celulosa (0,97 – 1,96 %) | Fibra de paja de trigo (4,8 %, 8,2 % y 15 %) (0,5 - 4 mm) | 31 % 46 % 79 % | V. I = 20 mm/s Alt. Capa = 3,6 mm | [48] |
| 10-50 % Caolín 48 % OPC 10-20 % CaCO3 | SP CIMSIL A55G (2 %) | Arena fina (10-50 %) | 0,53 | Boquilla = 2,3 mm | [63] |
| Arcilla (Colorobbia Spa) | Nanoplaquetas de grafeno (GNP) (4 nm) (0,1, 0,2, 0,3 %) | --- | 0,05 | Impresora 3D de arcillas Delta WASP 2040 Boquilla 3 mm | [64] |
| M1: Porcelana comercial M2: Arcilla 1 M3: Arcilla 2 M4: Suelo arcilla/limo | NaCl Defloculante de arcilla de hexametafosfato de sodio (SHMP) | Arena de calcarenita (1:1) Fibras de paja (0,43 % vol.) | M1 = 55 % M2 = 18 %, 81 % M3 = 21 %, 54 % | Boquilla = 1) 1-6 mm 2) 4-12 mm V. I = 5, 12, 15 mm/s | [65] |
| 50 % Arcilla 10 % Cal 3 % Cemento | --- | Arena 11-15 % Fibra de paja | 24-34 % | --- | [61] |
| Arcilla caolinita Sedimento de suelo | Parafina: (2-10 %) | Arena fina (≤1 mm). (50 %-60 %) | 45 % | --- | [66] |
| Arcilla (cuarzo, caolinita, ilita y esmectita) | Alginato sódico: Cimalgin HS3® (3 %) | --- | 45 % | Boquilla circular = 35 mm - Boquilla rectangular = 21 × 40 mm2 | [27] |
| Suelo arcilloso natural. Suelo ingenieril (bentonita + arcilla caolinita + arena) | Alginato de sodio Goma Locust Biopolímero metilcelulosa. Goma Guar Goma Xanthan | Arena Fibras banano, sisal, kenaf, paja y cáñamo | 27- 46 % | Impresora Delta WASP 401000 Clay. Boquillas: 4,5,6 y 8 mm. | [67] |
| Pasta cerámica | Silicato de sodio (Na2SiO3) Poliacrilato de sodio. | --- | 0,32-0,41 | Impresión 3D Make-R | [67] |
Como es evidente, existe diversidad en materiales cementantes, conglomerantes y aglutinantes para el diseño de mezclas para la 3DPMC. Así mismo, se destaca la utilización de materiales particulados, agregados, fibras, aditivos y modificadores de diferente naturaleza para el diseño de las mezclas y la obtención de las propiedades requeridas, especialmente en estado fresco, para el proceso de extrusión e impresión 3D. Por su parte, el uso de agregados está limitado principalmente por factores como la geometría y diámetro de la boquilla, por esta razón, usualmente se fabrican morteros, donde los tamaños de partícula no superan los 2 mm [67]. Sin embargo, se han reportado investigaciones donde utilizan áridos con tamaños de partículas de hasta 10 mm con el objetivo de fabricar micro hormigones para 3DP [68]. La inclusión de agregados finos brinda estabilidad dimensional tanto en el estado fresco como en el endurecido y contribuye con el control de fenómenos de contracción o retracción que ocurren durante el secado y curado de los elementos impresos. Dentro de los agregados finos más utilizados en la 3DPMC se destaca la utilización de arena de rio y arena de cuarzo [29], [69]. No obstante, con el propósito de contribuir con la reducción del impacto medioambiental y consumo de recursos naturales, en la actualidad también se está optando por utilizar agregados reciclados provenientes de la trituración o molienda de RCD y residuos de vidrio [37], [70], [71].
Por su parte, la inclusión de fibras o microfibras a las mezclas de impresión 3D basadas en materiales cementicios, contribuye a mitigar la aparición de fisuras y grietas por fenómenos de contracción o retracción plástica de las piezas impresas. Así mismo, se ha evidenciado que con la incorporación de fibras mejora el desempeño mecánico, especialmente la respuesta de post-fisuración, la resistencia a la flexión/tracción y la tenacidad a la fractura del hormigón [72]-[74]. La incorporación de fibras también podría controlar la anisotropía de los elementos impresos en 3D. Dentro de los tipos de fibras más conocidos, se encuentran las fibras de vidrio, carbono, polipropileno (PP), alcohol polivinílico (PVA, por sus siglas en inglés), acero, basalto y cáñamo entre otras fibras naturales [1].
Aunque son muchos los beneficios que trae consigo la utilización de agregados y fibras en el proceso de extrusión e impresión 3D, la incorporación de estas en las mezclas también representa una serie de dificultades o limitaciones, dado que modifican las propiedades reológicas y en estado fresco aumentan el límite elástico y viscosidad de la mezcla [29], lo que se ve reflejado en un aumento de la edificabilidad y retención de forma de los cordones impresos, pero al mismo tiempo dificultan el proceso de extrusión y bombeo debido a la reducción de la fluidez. En ocasiones, la incorporación de fibras provoca bloqueos en el sistema de extrusión y alimentación de la impresora y genera interrupciones en los cordones durante su deposición capa por capa.
En general, la utilización de aditivos, tales como superplastificantes (SP, por sus siglas en inglés), aditivos reductores de agua (WRA, por sus siglas en inglés), aditivos modificadores de la viscosidad (VMA, por sus siglas en inglés), retardantes (RT), acelerantes (AC), modificadores reológicos como las arcillas y nano arcillas (NC, por sus siglas en inglés) han sido utilizados para optimizar las propiedades reológicas y el estado fresco de las mezclas y lograr su adecuada extrusión e impresión 3D. A continuación, se abordan los principales efectos de cada uno de estos aditivos o modificadores en mezclas basadas en cemento Portland (OPC), geopolímeros y arcillas.
5. EFECTOS DE LA INCORPORACIÓN DE ADITIVOS EN MEZCLAS PARA IMPRESIÓN 3D
Como se ha manifestado anteriormente, la utilización de aditivos en los diseños de mezclas para impresión 3D es inherente al proceso de manufactura aditiva. Debido a la amplia gama de aditivos existentes y su variedad en cuanto a composición, naturaleza y condiciones de uso, es importante clasificarlos según su funcionalidad o las propiedades que modifican en las mezclas. En este sentido, en esta sección se abordan los efectos de la incorporación de aditivos clasificados en: i) aditivos superplastificantes y reductores de agua, ii) aditivos modificadores de la viscosidad y propiedades reológicas, y iii) aditivos reguladores del fraguado y endurecimiento.
5.1 Aditivos superplastificantes, reductores de agua para mezclas cementantes y defloculantes para arcillas
Los aditivos superplastificantes (SP) son capaces de dispersar partículas de cemento aglomeradas en un medio acuoso mediante repulsión electrostática y efecto estérico (fenómenos de naturaleza fisicoquímica). Este proceso libera el agua atrapada por la floculación de las partículas de cemento, lo que aumenta la fluidez y mejora la trabajabilidad de las mezclas sin necesidad de añadir más agua [75]. En consecuencia, los SP también pueden ser empleados para reducir la cantidad de agua necesaria, lo que resulta en un mejor rendimiento mecánico al utilizar una menor relación agua/cemento (A/C). En el proceso de impresión 3D son de gran utilidad, dado que contribuyen a reducir el límite elástico y la viscosidad de las mezclas [1], optimizando así las etapas de bombeo y extrusión.
En la investigación realizada por [11], se estudió el efecto de la incorporación de SP a base de policarboxilato en las propiedades reológicas y capacidad de impresión de mezclas compuestas por OPC y MS. En la Tabla 1 se presenta el respectivo diseño de mezclas utilizado. Los resultados demostraron que al aumentar el porcentaje de SP se reduce consecuentemente el esfuerzo de fluencia estático de 27,83 Pa a 11,57 Pa, lo cual facilita el proceso de bombeo y extrusión de la mezcla, reflejado en la no obstrucción (bloqueo) del sistema. De acuerdo con los resultados se estableció que el porcentaje máximo de SP debe ser ≤1,5 % (en peso) para obtener las propiedades adecuadas para el proceso de impresión 3D. En [38] utilizaron un SP a base de éter de policarboxilato en mezclas basadas en OPC, MS, caliza y arena de cuarzo (Tabla 1) para mejorar la dispersión de las partículas de cemento, lo que consecuentemente, permitió disminuir los valores de presión en el interior del extrusor y boquilla de impresión, optimizando la etapa de bombeo. Estos resultados se alinean con los encontrados por [32], quienes utilizaron un SP basado en éter de policarboxilato en porcentaje de 1 % en masa de aglutinante, para mejorar la fluidez de las mezclas para 3DP compuestas por OPC y SF, utilizando como agregado arena fina en relación 1:1 (cementante:agregado), fibras de acero de 6 mm (0,1-2 % Vol.) y NC (aluminosilicatos de magnesio hidratado). Los resultados demostraron que, debido a la incorporación del SP, la extrusión de todas las mezclas fue exitosa, y no se observó bloqueo ni desgarro de los cordones impresos a las tres velocidades de impresión evaluadas (30 mm/s, 50 mm/s y 80 mm/s).
Aunque en la literatura, la utilización de aditivos superplastificantes para mezclas de 3DP ha estado dirigido a mezclas base OPC, precisamente por el mecanismo de actuación de estos, existen algunas investigaciones donde se incorporan aditivos SP en mezclas basadas en geopolímeros y arcillas para mejorar parámetros reológicos, especialmente la fluidez de las mezclas y contribuir a la reducción del límite de fluencia, lo cual facilita el proceso de bombeo y extrusión de estas. En el caso de geopolímeros, en [50] diseñaron mezclas para 3DP utilizando MK como precursor, activado con una solución de silicato de sodio Na2SiO3 e hidróxido de sodio NaOH, adicionando Corex Slag (escoria granulada de alto horno), arena, fibras, VMA y 1 % de aditivo SP basado en policarboxilato (Chryso Premia 310). Así mismo, en [76] incorporaron aditivo SP en mezclas de geopolímero basadas en escoria granulada de alto horno (GBFS) y escoria de arco eléctrico, la cual se activó alcalinamente con Na2SiO3 y NaOH. En ambos casos se obtuvieron resultados positivos en pruebas de extrusión e impresión 3D.
En cuanto a mezclas de 3DP basadas en arcillas, en la investigación [63] se reporta el uso de un aditivo SP a base de sepiolita (CIMSIL A55G) en una proporción de 2 % en masa de aglutinante, los autores utilizaron una arcilla caolinítica, OPC, CaCO3 y arena fina, con una relación A/C de 0,53. Los autores reportan tres formulaciones, las cuales presentaron elevado potencial para su aplicación en impresión 3D, dado que, se lograron extruir e imprimir satisfactoriamente, además de presentar aceptable edificabilidad y calidad de impresión [63].
Otras investigaciones reportan el uso de aditivos dispersantes o defloculantes de arcillas que, aunque no son SP, al ser incorporados en mezclas a base de suelos o arcillas contribuyen al aumento de la fluidez, aportando a la reducción de la relación liquido/solido de la mezcla. En [67] utilizaron silicato de sodio y poliacrilato de sodio como aditivo defloculante en una mezcla arcillosa de tipo comercial rica en SiO2 (67,8 % en peso) y Al2O3 (20,6 % en peso). Se encontró que el poliacrilato de sodio tenía un efecto más significativo como defloculante que el silicato de sodio; el primero permitió trabajar con una formulación de relación liquido/sólido de 0,37, mientras que el silicato de sodio permitió trabajar con una relación de 0,41. Es importante aclarar que 24 horas después de la impresión, los objetos impresos fueron sometidos a un proceso de cocción a 1100°C durante 1 hora para sinterizar los polvos cerámicos.
Así mismo, en [65], para imprimir diferentes estructuras con geometrías complejas (no convencionales), utilizaron un aditivo defloculante de arcilla a base de hexametafosfato de sodio (SHMP, por sus siglas en inglés) con el fin de mejorar la fluidez de mezclas basadas en diferentes tipos de arcillas (Tabla 3), y lograron obtener cordones sin discontinuidades, lo cual es un indicador de la alta capacidad de extrusión de la mezcla.
Como se ha evidenciado hasta ahora, el uso de aditivos SP, reductores de agua y defloculantes de arcillas contribuye de manera significativa a la reducción del límite elástico y la viscosidad de las mezclas para impresión 3D, favoreciendo en todos los casos la capacidad de extrusión. En el caso particular de las arcillas, el uso de defloculantes también mejora la calidad de impresión de los cordones. Sin embargo, aunque estos aditivos optimizan las propiedades reológicas y la capacidad de extrusión, es importante destacar que las mezclas para impresión 3D requieren de la sinergia de un conjunto de propiedades para un desempeño óptimo. Además, la mayoría de los estudios se han centrado en mezclas tradicionales basadas en OPC, lo que limita el potencial de aplicar estos aditivos a materiales innovadores, como los geopolímeros o mezclas alternativas. A pesar de que los aditivos mejoran las propiedades inmediatas, existe una falta de comparaciones directas que evalúen los efectos a largo plazo sobre la durabilidad, resistencia y comportamiento ambiental de las estructuras impresas. Por lo tanto, es esencial estudiar otros tipos de aditivos y realizar investigaciones comparativas que no solo aborden las propiedades reológicas, sino también cómo estos afectan el desempeño general de las mezclas a través de su uso y aplicación.
5.2 Aditivos modificadores de la viscosidad (VMA) y propiedades reológicas
Las mezclas diseñadas para la impresión 3D deben exhibir propiedades tixotrópicas altas que les permitan ser edificables y resistir a la deposición capa por capa hasta alcanzar la altura deseada. Por esta razón es común el uso de VMA, ya que, estos aditivos son capaces de modificar las propiedades reológicas y, a su vez, mejorar la edificabilidad y estabilidad dimensional de las mezclas mediante el aumento de la viscosidad plástica. Por lo anterior, los VMA se convierten en uno de los aditivos claves a utilizar en la impresión 3D de mezclas basadas en materiales de construcción. En efecto, el uso de la hidroxipropilmetilcelulosa (HPMC) como VMA ha sido una de las alternativas más implementadas para mejorar las propiedades reológicas de las mezclas para 3DP, mejorando consecuentemente la edificabilidad y retención de forma de los cordones impresos.
En [36] se estudió el efecto del VMA a base de HPMC sobre la capacidad de impresión y el rendimiento mecánico de un material cementoso a base de OPC, CaCO3, arcilla calcinada, arena de cuarzo y SP (Tabla 1). Para ello, se fabricaron 4 mezclas en las cuales se variaron los porcentajes de incorporación de VMA entre 0 % (patrón), 0,14 % (1.2VMA), 0,24 % (2VMA) y 0,48 % (4VMA) en peso con respecto al aglutinante. Se encontró que, aumentar la dosis de VMA del 0,14 % al 0,48 % conlleva al incremento de la presión de extrusión, la edificabilidad, y la resistencia en verde (primeras 2,5 h), a la par que se reduce la fluidez y el tiempo abierto en 90, 70 y 50 min, respectivamente. De igual forma, se encontró que el aumento de la dosis de VMA en la mezcla puede retardar la hidratación del cemento. Una posible razón es que el VMA controla la cinética de hidratación del cemento, dado que, su presencia reduce la cantidad de nucleaciones de gel de silicato de calcio hidratado (CSH) iniciales, al tiempo que generan un retraso en la formación de capas de CSH alrededor del silicato tricálcico (C3S), además de que reduce la precipitación masiva de Portlandita. Esto afecta la ganancia de resistencia estructural a edades tempranas.
Otros autores utilizaron como material cementante OPC, FA y MS, agregado reciclado de residuos de ladrillo y fibras de PP (Tabla 1), y reportan el uso de HPMC (Chryso Quad 20) como VMA [37]. Los resultados obtenidos demostraron un aumento en la edificabilidad, capacidad de extrusión e impresión, al mismo tiempo que un adecuado acabado superficial. A partir de estos hallazgos se logró imprimir una sección de fachada de 390 mm de alto.
El HPMC como VMA ha sido utilizado tanto en mezclas basadas en OPC como en mezclas activadas alcalinamente o geopolímeros. Un ejemplo de esta práctica es la reportada por [45], donde se optó por incorporar 2 % de HPMC con relación al peso de aglutinante para desarrollar morteros geopoliméricos reforzados con fibras. Como precursores se utilizaron FA (clase F), GBFS y MS. Como activador alcalino se usó silicato de potasio liquido (K2SiO3). Los morteros fueron obtenidos mediante la incorporación de arena de rio como agregado y fueron reforzados con fibras cortas de vidrio (Tabla 2). En esta investigación lograron imprimir exitosamente bloques de 540 x 40 x 100 mm con excelente edificabilidad y cordones bien definidos. A partir de estos bloques se lograron extraer (por corte) vigas de 160 x 40 x 40 mm para realizar ensayos de resistencia a la flexión y cubos de 40 x 40 x 40 mm para evaluar la resistencia a la compresión, ambos ensayos se realizaron a los 28 días de curado. Los resultados obtenidos fueron de hasta 7 MPa y 27 MPa para la resistencia a la flexión y compresión, respectivamente.
También se ha reportado el uso de aditivos minerales como arcillas y nanoarcillas (NC) para modificar el comportamiento reológico de las mezclas para impresión 3D, mejorando consecuentemente, la calidad de impresión y la edificabilidad de las mezclas, basadas tanto en OPC como en geopolímeros. En [3] realizaron un estudio sobre las propiedades de impresión y comportamiento mecánico de mezclas para 3DP diseñadas a partir de OPC, MSC (MK, MS y GBFS), arena de basalto, WRA, metasilicato de sodio (AC) y NC de aluminosilicato de magnesio hidratado (atapulgita) como agente tixotrópico (Tabla 1). En la investigación se observó que, con la incorporación de 0,3 % de NC con relación al peso de aglutinante, se logró incrementar la viscosidad y edificabilidad de las mezclas, permitiendo mejorar su capacidad de impresión y estabilidad dimensional. De esta forma fue posible realizar pruebas de impresión y fabricar un cilindro de 150 mm de ancho por 300 mm de alto.
El comportamiento reológico de un concreto reforzado con fibra de ultra alto rendimiento para impresión 3D (UHPFRC, por sus siglas en inglés), fabricado con OPC, SF, fibras de acero, arena sílice y NC de atapulgita en porcentajes de incorporación de 0 %, 0,1 % y 0,2 % fue estudiado por [32] (Tabla 1). En la investigación se determinó la variación del límite elástico estático, limite elástico dinámico y viscosidad aparente, mediante la utilización de un reómetro rotacional. La curva esfuerzo de corte vs tiempo permite apreciar como aumenta el límite elástico a medida que incrementa el porcentaje de NC [32]. La influencia de NC en el aumento del límite elástico se puede atribuir a la formación de una microestructura reticular que suspende las partículas sólidas en la mezcla fresca [77]. Así mismo, los autores llevaron a cabo la determinación de la viscosidad aparente a diversas velocidades de corte con el fin de analizar el comportamiento pseudoplástico, es decir, la tendencia a disminuir la viscosidad bajo el cizallamiento [32]. En todas las combinaciones evaluadas, se observó una disminución de la viscosidad aparente a medida que se incrementaba la velocidad de corte. Conforme con lo previsto, la incorporación de NC resultó en un aumento de la viscosidad aparente en todas las velocidades de corte evaluadas [32]. La inclusión de NC y fibras de acero aumentó significativamente los límites elásticos en todos los tiempos de ensayo, mejorando así la edificabilidad de las mezclas.
Como se mencionó anteriormente, la NC de atapulgita también es utilizada como agente tixotrópico en mezclas para 3DP basadas en geopolímeros. Según [46], las partículas de aluminosilicato de magnesio (MAS) altamente purificado cargadas positivamente en los extremos, son ideales para aumentar la tasa de floculación del compuesto geopolimérico a través de interacciones dipolo-dipolo. Estas interacciones son débiles, pero bajo suficiente cizallamiento el compuesto recupera su trabajabilidad, aumentando así su carácter tixotrópico. En su estudio, los autores utilizaron como precursores geopoliméricos GGBS y FA (clase F), se usó meta silicato de sodio anhidro (Na2SiO3) como activador alcalino sólido y MAS como agente tixotrópico. Al realizar el estudio del efecto de la inclusión de MAS sobre las propiedades reológicas se encontró que, las características de la superficie con carga dipolar y la estructura de las partículas de MAS permiten mejorar la aglomeración mediante interacciones electrostáticas y como consecuencia aumentar la capacidad de regeneración estructural. Estas interacciones son reversibles, por lo tanto, cuando se aplica suficiente fuerza de corte, la mezcla recupera su fluidez [46]. El material alcanza un límite elástico estático superior a 5 kPa en menos de 20 minutos, lo que se considera un valor relativamente alto para mezclas de impresión 3D. Después de la deposición de las capas, se observa que la mezcla que contiene un 0,75 % en peso de MAS recupera aproximadamente un 200 % el valor de viscosidad en comparación con la mezcla de referencia (10ACT_1SUC) que no contiene el agente tixotrópico. Además, la mezcla denominada “0.75MAS_10ACT _1SUC” muestra un módulo elástico un 303 % más alto que la mezcla de referencia sin MAS. Adicionalmente el MAS influye en la velocidad de aglomeración de las mezclas de geopolímeros desarrolladas. De igual forma, con la incorporación de NC de atapulgita se logró imprimir un muro de hasta 120 capas, con excelente edificabilidad y calidad de impresión [46]. En concordancia con lo anterior, se han encontrado otras investigaciones donde también utilizan NC de atapulgita como agente tixotrópico, por ejemplo en [47] diseñaron un geopolímero para 3DP, utilizando FA, GBFS y MS como precursores, silicato de potasio como activador y NC de atapulgita como modificador. Incluso, en otras investigaciones tales como [48] y [49], se reporta el uso de modificadores tixotrópicos comerciales a base de atapulgita, como por ejemplo el ATTAGEL-50.
Por otra parte, en [34] se evaluó la influencia sobre las propiedades reológicas y capacidad de impresión 3D de mezclas fabricadas a partir de cemento OPC adicionado con FA al incorporar nanomontmorillonita (NM) y sepiolita (Tabla 1). La NM es una arcilla de tamaño nanométrico que mejora la reología de la mezcla al interactuar con la fase acuosa y mejora la densidad de empaquetamiento [78]. Mientras que, la sepiolita tiene una microestructura fibrosa que puede actuar como microfibra interna y al mismo tiempo puede formar un gel en presencia de agua [79]. El uso de arcillas resultó en un mayor límite elástico estático, sin afectar significativamente la viscosidad. Esto ocurrió tanto en la muestra de control compuesta exclusivamente por OPC como en las mezclas que contenían FA. Independientemente del tipo y tamaño, la inclusión de arcillas condujo a un aumento de estas propiedades. En el caso de las nano arcillas, su mecanismo de acción difiere significativamente al de los (VMA) convencionales. Los VMA se adhieren a las partículas de cemento y promueven su atracción, lo que incrementa el fenómeno de aglomeración y, por ende, el límite elástico sin afectar el índice de consistencia de la mezcla [80]. No obstante, la carga superficial de las nano arcillas genera fuerzas de atracción entre las partículas de cemento, lo que resulta en una microestructura más estable y una mayor viscosidad en estado de reposo (regeneración estructural) [34]. Así mismo, los resultados mostraron que la adición de ambas arcillas mejoró significativamente el comportamiento tixotrópico de las mezclas a base de cemento.
Otro tipo arcilla que se está utilizando con el mismo propósito es la bentonita. En [33] se utilizó bentonita para mejorar las propiedades reológicas, deformación estructural y resistencia mecánica de los compuestos de cemento de sulfoaluminato de calcio (CSA) imprimibles en 3D. En la Tabla 1 se presenta el diseño de mezcla utilizado para la fabricación de la mezcla de impresión, la cual contenía cemento CSA, HPMC, WRA, gluconato de sodio (SG) y arena de cuarzo. El porcentaje de bentonita varió entre 0 % y 3 % y se evaluaron las propiedades reológicas mediante un reómetro rotacional. Se observó que, con el aumento del porcentaje de bentonita el límite elástico dinámico y la viscosidad plástica incrementan gradualmente de 602,53 Pa a 717,77 Pa y de 2,37 Pa.s a 2,97 Pa.s, respectivamente [33].
En este estudio el esfuerzo cortante en la fase ascendente es mayor que en la fase descendente, a una velocidad de corte idéntica, esto se debe a que la hidratación del cemento CSA genera numerosos productos con estructuras floculadas que requieren una mayor fuerza de corte para desagregarse. El área del bucle de histéresis aumenta gradualmente de 10802 Pa/s a 17380 Pa/s a medida que el contenido de bentonita varía de 0 % a 3 % [33]. Esto indica que la adición de bentonita mejora eficazmente la tixotropía de los compuestos de cemento CSA impresos en 3D. En este contexto, la bentonita actúa como un agente de retención de agua, y la tixotropía del material mejora con un mayor contenido de bentonita, lo que se refleja en los cambios en el área del bucle de histéresis. En general, el material presentó buena capacidad de extrusión e impresión 3D con la incorporación de bentonita de 0 %, 0,5 %, 1 % y 2 %. Sin embargo, cuando el porcentaje de bentonita aumentó a 3 % se presentó obstrucción intermitente en el sistema de impresión, lo cual provocó la mala compactación de la mezcla impresa y presencia de discontinuidades [33].
En cuanto a las mezclas para impresión 3D basadas en suelos o arcillas, en los últimos años ha surgido el interés de incorporar biopolímeros, como el alginato sódico, para simular el fraguado del cemento y proporcionar un rápido desarrollo de la resistencia en verde de las mezclas. En [59] utilizaron el alginato de sodio como modificador de la reología, observando que, al ser incorporado en mezclas basadas en suelo arcilloso y fibras naturales, en compañía de otros aditivos como la celulosa microcristalina, promueve el aumento de la viscosidad, la capacidad de impresión y la retención de forma de los cordones impresos [81]. Según los investigadores, al utilizar alginato sódico de calidad alimentaria combinado con celulosa se obtiene una estructura reticular que aumenta la viscosidad del material. Además, se debe resaltar que este es un material amigable con el medio ambiente, ya que es un polímero biodegradable de bajo costo, extraído de algas pardas (algas marinas).
En concordancia con lo anterior, en [27] se estudió el efecto del alginato de sodio sobre las propiedades reológicas, capacidad de impresión y desempeño mecánico de mezclas para 3DP basadas en arcilla. Para esta investigación se utilizó una mezcla arcillosa compuesta por caolinita, illita, esmectita y cuarzo, y un alginato de sodio comercial (Cimalgin HS3®), compuesto principalmente por sal de alginato con agentes liberadores de calcio. Este compuesto tiene la capacidad de formar un gel insoluble, isotrópico y reticulado. En efecto, cuando una forma soluble de alginato se asocia con cationes metálicos divalentes, como el Ca2+, que se encuentran presentes en materiales de origen terrestre, las cadenas de alginato establecen uniones intercalando cationes divalentes creando una estructura rígida [82]. Los hallazgos encontrados en este estudio son de gran relevancia, ya que se evidenció como el alginato mejora la resistencia en verde (edificabilidad) y capacidad constructiva del material [27].
En efecto, el suelo mezclado con alginato logra desarrollar una fuerza suficiente para sostener una pared de 1 metro en aproximadamente 0,1 horas (6 minutos). En contraste, sin la presencia de alginato, el tiempo necesario para que el suelo alcance una fuerza adecuada supera las 24 horas. Las pruebas de impresión corroboraron un material con excelente edificabilidad, excelente calidad de impresión, cordones bien definidos y buena textura superficial. Sin lugar a duda, el uso de aditivos modificadores de la viscosidad y propiedades reológicas, como aquellos basados en HPMC, arcillas y nanoarcillas, se presentan como una solución eficiente y efectiva, para la optimización de las propiedades reológicas de las mezclas para impresión 3D de materiales convencionales y no convencionales. Este enfoque favorece el mejoramiento de propiedades esenciales que este tipo de mezclas deben exhibir, tales como: calidad de impresión y edificabilidad. Sin embargo, es crucial que, además de optimizar las propiedades reológicas, se realice una comparación más exhaustiva entre los diferentes tipos de aditivos y sus efectos a largo plazo sobre la durabilidad, resistencia y rendimiento global de las estructuras impresas. De igual forma, aunque las dos clasificaciones de aditivos y modificadores presentadas hasta el momento en los últimos apartados (4.1 y 4.2), en conjunto favorecen el proceso de 3DPMC, optimizando propiedades diferentes en cada etapa del proceso, es imperativo considerar otras características que influyen en el proceso de impresión 3D, como la cinética de hidratación de los materiales cementantes. Dado que esta variable, en particular, puede impactar directamente en otras propiedades como el tiempo abierto (open time) y tener consecuencias en el rendimiento global de las mezclas utilizadas en el proceso.
5.3 Aditivos reguladores del fraguado y endurecimiento
Entre los aditivos reguladores de fraguado se encuentran los aditivos acelerantes y los retardadores. La utilización de estos aditivos puede resultar ventajoso en el proceso de impresión 3D. Por un lado, los retardadores de fraguado mejoran la capacidad de extrusión y el open time de las mezclas. El mecanismo de actuación de estos aditivos se basa en la formación de una capa insoluble en la superficie de las partículas de cemento, lo que retrasa el proceso de hidratación de las fases constituyentes del Clinker [1]. Por otra parte, se encuentran los aditivos acelerantes, los cuales aumentan la cinética de las reacciones de hidratación del Clinker, dando lugar a la formación temprana de productos de hidratación que promueven un fraguado rápido. Este fenómeno aumenta la resistencia en estado fresco y la edificabilidad de la mezcla una vez impresa [75].
En [38] estudiaron el efecto en las propiedades reológicas de mezclas 3DP basadas en OPC y SF (Tabla 1) al incorporar un aditivo acelerante (AC) líquido, sulfato de aluminio (Al2(SO4)3). Se fabricaron 3 mezclas: i) TREF, ii) T2AC y iii) T4AC, en las cuales el porcentaje de AC fue 0 %, 2 % y 4 % con respecto al peso del cemento, respectivamente. Se realizaron pruebas de reometría rotacional con la finalidad de estudiar el cambio del límite elástico en función del tiempo a diferentes edades de envejecimiento de la mezcla (tiempo transcurrido después del mezclado inicial). Para ese estudio se utilizó un reómetro Schleibinger Viskomat XL, una sonda de paletas para hormigón y una canastilla de pared antideslizante. En primer lugar, fue necesario realizar la calibración del equipo, donde se definieron dos parámetros: i) la velocidad angular de rotación de la sonda y ii) la edad máxima de envejecimiento de las mezclas para realizar el ensayo. Según el protocolo de calibración, la velocidad angular óptima se definió como 0,05 rpm para todas las mezclas, en un intervalo de tiempo predefinido de 300 s. Así mismo, las edades máximas de envejecimiento para realizar el ensayo se definieron como aquellas inmediatamente anteriores a las cuales las mediciones del límite elástico mostrará turbulencias [38].
En [38] presentaron una curva de la variación del esfuerzo de fluencia en función del tiempo, la cual inicialmente, posee una región elástica lineal hasta alcanzar el pico máximo de tensión en donde el material inicia su flujo (límite de fluencia estático). A edades tempranas de envejecimiento el límite de fluencia no es tan marcado, por el contrario, en el caso de edades largas los picos de las curvas se acentúan. Este comportamiento se explica ya que, a mayor edad, estando el material en reposo, se genera la estructuración y floculación de las partículas cementantes, otorgándoles a la mezcla mayor resistencia al flujo. En cuanto al efecto del acelerante, se observa como las mezclas T2AC y T4AC, presentan picos más pronunciados a edades más tempranas, 10 min y 5 min, respectivamente, en comparación con la mezcla TREF. Es decir que los tiempos de endurecimiento de las matrices fueron más cortos, como era de esperarse, ya que el aumento del contenido de aditivo acelerante provocó una mayor formación de etringita primaria, lo que lleva a una rápida ganancia del límite elástico durante los primeros minutos de reacción. Estos resultados coinciden con los reportados por otros investigadores, tal es el caso de [31], quienes utilizaron un acelerador líquido para mejorar la ganancia de resistencia mecánica en estado fresco (resistencia en verde) en edades tempranas de mezclas basadas en OPC y MK, las cuales incluían agregado grueso de piedra triturada (4 – 8 mm).
En [3] se usó un aditivo acelerante a base de metasilicato de sodio para reducir el tiempo de fraguado de mezclas para impresión 3D basadas en OPC con sustituciones de MK, MS y GBFS. Los resultados demostraron que, al agregar aditivo acelerante en un 0,5 % se reduce el tiempo de fraguado hasta en un 32 %. De igual forma, en [83] combinaron aditivos retardantes y acelerantes de fraguado para lograr un equilibrio adecuado entre la capacidad de extrusión y la edificabilidad de impresas en 3D. De manera similar, en [84] emplearon un aditivo plastificante/retardante de fraguado de alto rendimiento (MasterSet R 2) para mejorar la fluidez y un aditivo acelerador de fraguado (MasterRoc ® SA 194) para controlar la hidratación del cemento en morteros 3D que incluían aire incorporado. Dichos aditivos se disolvieron en una fracción del agua de mezclado de manera consecutiva y por separado, para ser incorporados durante el mezclado inicial de los materiales. En cuanto al estudio [85], los resultados relacionan el efecto de dos retardantes de fraguado (ácido bórico (BA) y gluconato de sodio (SG)) sobre las propiedades reológicas y en estado fresco de morteros para impresión 3D. En efecto, ambos aditivos disminuyeron el límite elástico como la viscosidad de las mezclas.
En cuanto a los materiales geopoliméricos, en algunas investigaciones, como en [46], reportan el uso de sacarosa como aditivo retardante de fraguado (Tabla 2). Con relación a lo anterior, en [86] compararon diferentes retardantes para el concreto geopolímero e informaron que la sacarosa era el más eficiente entre los retardadores probados. Sin embargo, en [46] exponen que el aumento de sacarosa resulta en un desarrollo más lento del límite elástico del concreto geopolimérico para 3DP. En los ensayos reológicos realizados en el estudio se evidencia que la mezcla con un 1 % de sacarosa (10ACT_SUC) reportó un límite elástico por debajo de 5 kPa durante un lapso de hasta 40 minutos, mientras que la mezcla sin sacarosa (10ACT) alcanzó un límite elástico por encima de 5 kPa en menos de 10 minutos. De igual forma, se observó un impacto significativo en la re-floculación de las partículas una vez que se elimina la tensión, como se puede evidenciar al analizar la tasa de recuperación de la viscosidad. A una velocidad de corte de 13 s-1 la mezcla exhibió una viscosidad de aproximadamente 102 Pa×s independientemente de la concentración de sacarosa. Sin embargo, tras la eliminación de la tensión (es decir, después de la aplicación de la capa), las mezclas que poseían 0,5 % y 1,0 % de sacarosa en porcentaje en peso, denominadas: “10ACT_0.5SUC” y “10ACT_1SUC”, respectivamente, alcanzaron una viscosidad equivalente al 70 % de la mezcla “10ACT”.
En cuanto a las mezclas para 3DP basadas en suelos o arcillas, no se encuentra información sobre la utilización de aditivos acelerantes o retardantes para el control del endurecimiento del material. Sin embargo, en algunas investigaciones, como la [27], mencionada previamente, se informa que el alginato sódico, debido al efecto que tiene sobre el límite elástico de la arcilla, puede ser utilizado como un aditivo de fraguado rápido, contribuyendo a la ganancia de resistencia en estado fresco. En el mismo sentido, en [65] manifiestan que la utilización de sal (NaCl) en mezclas de impresión 3D a base de arcillas es benéfica, ya que, debido a sus propiedades higroscópicas, permite un período de humedad más prolongado y un mejor curado de la mezcla.
6. RETOS, LIMITACIONES Y COMENTARIOS FINALES
A medida que la impresión 3D en la construcción evoluciona, la optimización de las mezclas de materiales convencionales y no convencionales sigue siendo fundamental para garantizar la efectividad de esta tecnología. La MA sin duda, plantea la evolución a una siguiente etapa de la industria de la construcción [87], [88]. Así mismo, se presenta como una gran alternativa para afrontar los desafíos del sector, pues día tras día aumenta la población mundial y con esto el requerimiento de vivienda e infraestructura. En este sentido, es de gran importancia el estudio y desarrollo de nuevos materiales que cumplan con los requerimientos y propiedades para ser utilizados en esta tecnología, y con esto el uso de aditivos o modificadores se convierte en una necesidad para alcanzar las propiedades especiales que requieren las mezclas de impresión 3D.
En efecto, los aditivos o modificadores permiten adaptar la mezcla de impresión a cada etapa del proceso, ajustando las propiedades, especialmente reológicas y en estado fresco, para que el material presente un comportamiento adecuado en las fases de mezclado, bombeo, extrusión, impresión y curado. Como se ha presentado en este artículo de revisión, este objetivo puede ser posible con la combinación de aditivos o modificadores (SP, VMA, arcillas, NC, RT y AC). Sin embargo, es crucial reconocer que muchos de los estudios existentes sobre los efectos de los aditivos en la reología de las mezclas para impresión 3D no profundizan lo suficiente en las interacciones complejas entre estos aditivos, ni en cómo afectan de manera conjunta las propiedades reológicas de las mezclas a lo largo del proceso completo.
Además, es importante destacar que la literatura actual carece de una evaluación detallada sobre las limitaciones que los aditivos pueden presentar al combinarse, lo que puede afectar no solo la calidad de impresión, sino también la durabilidad y resistencia de las estructuras impresas a largo plazo. Por ejemplo, un superplastificante particular puede no funcionar en presencia de un retardador de fraguado o puede debilitar el potencial de un acelerador [18]. Algunos investigadores han reportado que el desempeño de los VMA es reducido por la acción de un SP [47], [57], lo que plantea una limitación importante en su uso en mezclas combinadas. Adicionalmente, es necesario destacar que, aunque los estudios se han centrado principalmente en las mezclas tradicionales basadas en OPC, existen oportunidades significativas para mejorar las mezclas basadas en geopolímeros y arcillas, materiales con un gran potencial en términos de sostenibilidad. Sin embargo, la falta de una evaluación comparativa robusta de estos materiales frente a las mezclas tradicionales limita la comprensión de su verdadero potencial en la impresión 3D.
Por este motivo, y dada su importancia, es necesario desarrollar métodos de utilización de estos aditivos que permitan aprovechar y optimizar sus bondades en conjunto. Además, se sugiere investigar el impacto de la inclusión de diversos tipos de aditivos. Por ejemplo, aditivos que reduzcan o compensen la contracción y retracción, o aditivos que incorporen aire, buscando mejorar otras propiedades de estos materiales, como la resistencia mecánica, durabilidad u otras propiedades y características funcionales e innovadoras, como la baja densidad, mayor aislamiento térmico y acústico, entre otras.
De esta forma, es necesario avanzar en el desarrollo de sistemas integrados de impresión con los cuales sea posible aprovechar al máximo el potencial o funcionalidad de cada tipo de aditivo en las diferentes etapas del proceso de impresión 3D y, al mismo tiempo, evitar los efectos nocivos que produce la incompatibilidad de algunos modificadores.
En la Figura 6 se propone un sistema de 3DCP a gran escala que consta de dos etapas. En la etapa 1, el material de impresión en estado fresco ya sea a base de OPC, geopolímeros o arcillas, es introducido al sistema a través de una tolva, posteriormente es homogenizado y transportado hacia una manguera por la acción de un tornillo sin fin, hasta un segundo contenedor. Cabe resaltar que, en esta primera etapa, la mezcla debe ser lo suficientemente fluida para ser bombeada y se debe garantizar un tiempo de fraguado prolongado, lo que se lograría con la adición de SP o RT. En la etapa 2 se incorporan a la mezcla los respectivos aditivos y modificadores necesarios para aumentar su viscosidad, tixotropía, límite de fluencia, etc, propiedades que garantizan una buena calidad de impresión y edificabilidad de la mezcla de impresión. En esta etapa pueden usarse aditivos tipo VMA, arcillas, NC, AC o activadores alcalinos en el caso de los geopolímeros. Posterior a su incorporación, la mezcla debe someterse a una segunda fase de mezclado o a un proceso de homogenización a través de un segundo tornillo sin fin o una mezcladora de paletas (aspas) adaptada, para finalmente ser extruida a través de la boquilla y depositada capa por capa.
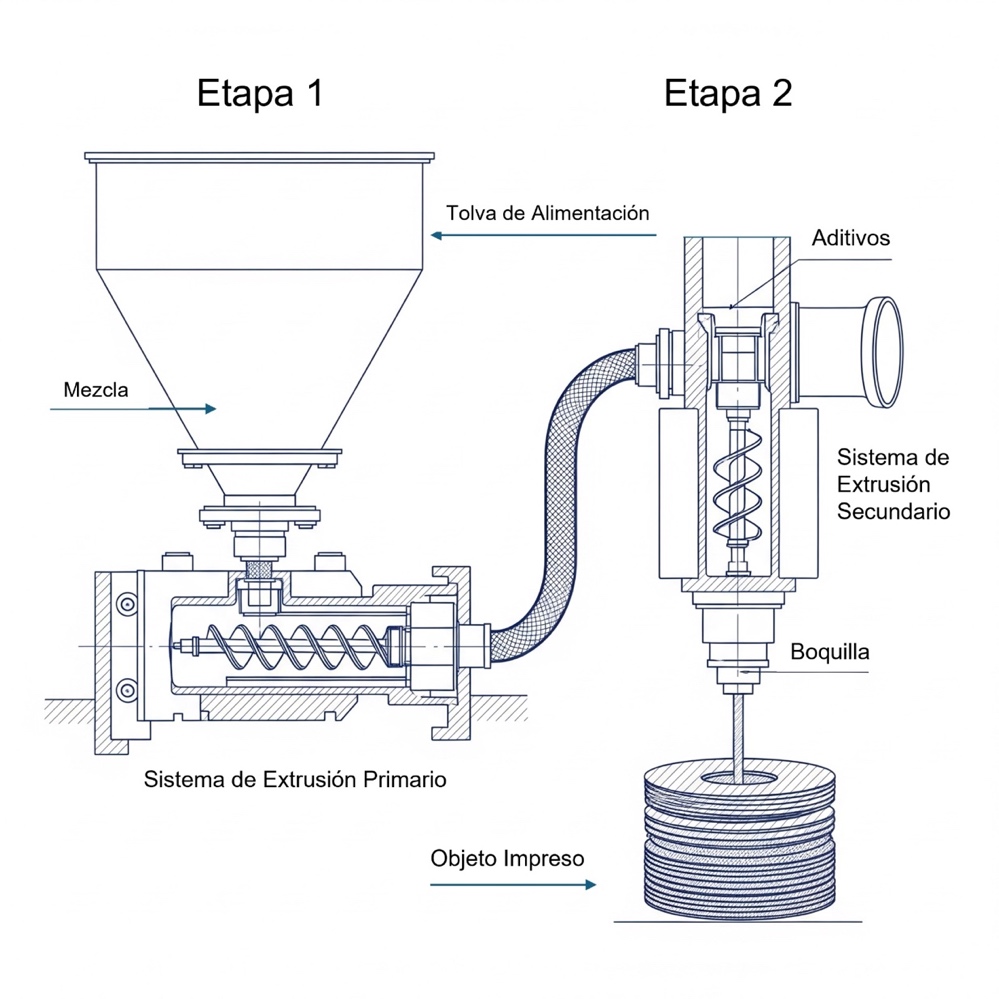
Figura 6.
Diagrama esquemático del sistema de impresión 3D a gran escala propuesto para garantizar el adecuado uso e incorporación de aditivos y modificadores en la mezcla
Fuente: elaboración propia.
En el mismo orden de ideas, se resalta que los fabricantes de aditivos y modificadores para la industria de la construcción deben enfrentarse a grandes retos y desafíos para desarrollar productos que satisfagan los rigurosos requerimientos que representa el uso de la 3DPMC, especialmente cuando se considera la inclusión de cementantes alternativos como los geopolímeros y arcillas. Así mismo, dejando de un lado las particularidades y características especiales que deben poseer dichos aditivos y modificadores dirigidos a la optimización de mezclas para 3DP, otra de las limitaciones principales es la falta de normativa que permita regular y estandarizar estos productos. Actualmente existen normas como la ASTM C494 [89] y la NTC1299 [90] que rigen el uso de aditivos en la industria de la construcción. No obstante, es importante destacar que estas normas carecen de información detallada sobre la fabricación y aplicación de aditivos y modificadores especialmente diseñados para la 3DPMC.
La necesidad de innovar en el ámbito normativo se vuelve aún más crucial a medida que se exploran nuevos materiales y tecnologías, como los geopolímeros y arcillas, que pueden requerir enfoques normativos diferentes. Adicionalmente, la heterogeneidad y variabilidad en las características, componentes y métodos de aplicación de los aditivos y modificadores utilizados a nivel mundial para la optimización de mezclas cementicias aptas para 3DP, también plantean desafíos, ya que la estandarización se convierte en una tarea rigurosa, pero necesaria para garantizar la consistencia, durabilidad y confiabilidad al ser utilizados en este tipo de aplicaciones. Por esta razón, se vuelve crucial el trabajo conjunto, colaboración y sinergia entre la industria, los reguladores, y los grupos de investigación, tal que permita avanzar en el estudio y encontrar soluciones eficientes, sostenibles y adaptadas para la implementación de esta nueva tecnología en el sector de la construcción.
7. CONCLUSIONES
Esta investigación resalta la importancia crucial de estudiar y utilizar aditivos o modificadores para garantizar un desempeño óptimo de las mezclas utilizadas en impresión 3D. Es fundamental contar con materiales adaptables capaces de ajustar sus propiedades reológicas y en estado fresco, según la etapa del proceso en la que se encuentren, ya sea durante mezclado, bombeo, extrusión o impresión. Así mismo, la revisión bibliográfica revela que actualmente se están integrando una amplia gama de aditivos y modificadores de diversas naturalezas en los diseños de mezclas. Esto ocurre independientemente de si los sistemas se basan en OPC, geopolímeros, suelos o arcillas.
El estudio realizado señala que la incorporación de aditivos SP y reductores de agua, tiene un impacto significativo sobre las propiedades reológicas, la fluidez, la capacidad de extrusión y la calidad de impresión. Es importante destacar que estos aditivos no solo se aplican con éxito en mezclas basadas en OPC, sino también en materiales alternativos como geopolímeros y arcillas. La inclusión de aditivos dispersantes o defloculantes, específicamente para arcillas, se considera un factor fundamental para reducir la relación líquido/sólido de las mezclas, permitiendo su aplicación en la impresión 3D de estructuras complejas con acabados superficiales de alta calidad.
El uso de modificadores de la viscosidad (VMA) como la HPMC, el alginato de sodio y arcillas como la bentonita, NC de atapulgita y montmorillonita, han demostrado ser claves para mejorar las propiedades reológicas y la capacidad de impresión 3D de mezclas basadas en OPC, geopolímeros o arcillas. La incorporación de estos aditivos o modificadores impacta directamente las propiedades reológicas de las mezclas; modificando la viscosidad, tixotropía, límite de fluencia, edificabilidad y estabilidad dimensional de las mezclas en su estado fresco y durante el proceso de impresión 3D.
Se destaca el uso del sulfato de aluminio y metasilicato de sodio como aditivos acelerantes de fraguado, que logran optimizar el proceso de impresión 3D, modificando la reología de las mezclas a base de OPC, confiriéndoles mayor ganancia de resistencia en estado fresco (edificabilidad). Así mismo, el uso de sacarosa como retardante de fraguado en geopolímeros permite controlar la viscosidad y el endurecimiento prematuro de las mezclas (falso fraguado), prolongando el tiempo abierto (open time) de las mezclas de impresión 3D. Aunque la información específica sobre suelos y arcillas es limitada, las investigaciones sugieren el uso de algunos aditivos o modificadores, como es el caso del alginato sódico, para lograr el endurecimiento de las mezclas de arcillas en un tiempo no tan prolongado, similar al de una pasta de cemento convencional.
A pesar de los avances en la utilización de aditivos y modificadores para la impresión 3D, existe una necesidad crítica de profundizar en los estudios sobre las propiedades reológicas de las mezclas, especialmente en lo que respecta a las interacciones entre los distintos aditivos. Es fundamental investigar cómo los aditivos actúan de manera conjunta, ya que su combinación puede alterar significativamente las propiedades de las mezclas y afectar el desempeño en la impresión.
Adicionalmente, se recomienda que los futuros estudios se centren en la evaluación comparativa de las mezclas basadas en geopolímeros y arcillas, explorando sus propiedades reológicas en detalle, y comparándolas con las mezclas tradicionales basadas en OPC. Los estudios deben incluir el impacto de diversos aditivos y cómo su combinación puede mejorar propiedades críticas como la durabilidad, la resistencia a largo plazo y el comportamiento ante la hidratación del material, áreas que aún requieren una mayor investigación.
Finalmente, se sugiere el desarrollo de métodos de caracterización reológica estandarizados para las mezclas de impresión 3D que permitan una comparación más directa entre diferentes materiales y aditivos, promoviendo la creación de normas específicas para los productos utilizados en la impresión 3D de materiales de construcción. La estandarización de estos procesos es clave para garantizar la consistencia, fiabilidad y calidad de las estructuras impresas, permitiendo una implementación exitosa de la impresión 3D en la construcción de elementos con geometrías complejas y propiedades mejoradas.
Agradecimientos
Los autores miembros del Grupo de Investigación Materiales Compuestos (CENM) agradecen al proyecto “Desarrollo de un sistema de impresión 3D de materiales no convencionales sostenibles para el avance de la infraestructura rural del departamento del Cauca” de la Universidad del Valle (Cali) financiado por Minciencias a través de la convocatoria 6 del bienio 2021-2022 del Sistema General de Regalías (SGR) (BPIN 2020000100625).
REFERENCIAS
[1] R. Robayo-Salazar, R. Mejía de Gutiérrez, M. A. Villaquirán-Caicedo, and S. Delvasto Arjona, “3D printing with cementitious materials: Challenges and opportunities for the construction sector,” Autom. Constr., vol. 146, p. 104693, Feb. 2023. https://doi.org/10.1016/j.autcon.2022.104693
[2] M. Nodehi, F. Aguayo, S. Edin Nodehi, A. Gholampour, T. Ozbakkaloglu, and O. Gencel, “Durability properties of 3D printed concrete (3DPC),” Autom. Constr., vol. 142, p. 104479, Oct. 2022. https://doi.org/10.1016/j.autcon.2022.104479
[3] M. Hojati et al., “3D-printable quaternary cementitious materials towards sustainable development: Mixture design and mechanical properties,” Results Eng., vol. 13, p. 100341, Mar. 2022. https://doi.org/10.1016/j.rineng.2022.100341
[4] Z. Li et al., “Fresh and hardened properties of extrusion-based 3D-printed cementitious materials: A review,” Sustainability, vol. 12, no. 14, p. 5628, Jul. 2020. https://doi.org/10.3390/su12145628
[5] G. Ma, L. Wang, and Y. Ju, “State-of-the-art of 3D printing technology of cementitious material—An emerging technique for construction,” Sci. China Technol. Sci., vol. 61, pp. 475–495, Apr. 2018. https://doi.org/10.1007/s11431-016-9077-7
[6] G. De Schutter, K. Lesage, V. Mechtcherine, V. Naidu Nerella, G. Habert, and I. Agusti-Juan, “Vision of 3D printing with concrete—Technical, economic and environmental potentials,” Cem. Concr. Res., vol. 112, pp. 25–36, Oct. 2018. https://doi.org/10.1016/j.cemconres.2018.06.001
[7] T. Ivanova, A. Harizanova, T. Koutzarova, and B. Vertruyen, “Sol-gel derived ZnO:Y nanostructured films: Structural and optical study,” Colloids Surfaces A Physicochem. Eng. Asp., vol. 532, pp. 363–368, Nov. 2017. https://doi.org/10.1016/j.colsurfa.2017.04.065
[8] J. Prinsloo, S. Sinha, and B. Von Solms, “A review of industry 4.0 manufacturing process security risks,” Appl. Sci., vol. 9, no. 23, p. 5105, Nov. 2019. https://doi.org/10.3390/app9235105
[9] M. Nodehi, T. Ozbakkaloglu, and A. Gholampour, “Effect of supplementary cementitious materials on properties of 3D printed conventional and alkali-activated concrete: A review,” Autom. Constr., vol. 138, p. 104215, Jun. 2022. https://doi.org/10.1016/j.autcon.2022.104215
[10] M. A. Muñoz, D. A. Rincón, R. Robayo-Salazar, and R. Mejía de Gutiérrez, “Desarrollo de mezclas para impresión 3D basadas en cemento portland y adiciones de metacaolín, micro sílice y carbonato,” Ing. Compet., vol. 25, no. 4, p. e–20113116, Sep. 2023. https://doi.org/10.25100/iyc.v25i4.13116
[11] K. Manikandan, K. Wi, X. Zhang, K. Wang, and H. Qin, “Characterizing cement mixtures for concrete 3D printing,” Manuf. Lett., vol. 24, pp. 33–37, Apr. 2020. https://doi.org/10.1016/j.mfglet.2020.03.002
[12] A. Kazemian, X. Yuan, R. Meier, and B. Khoshnevis, “Performance-based testing of Portland cement concrete for construction-scale 3D printing,” in 3D concrete printing technology, J. G. Sanjayan, A. Nazari, and B. Nematollahi, Eds., Amsterdam, Netherlands: Elsevier, 2019, pp. 13–35. https://doi.org/10.1016/B978-0-12-815481-6.00002-6
[13] B. Panda, C. Unluer, and M. Jen Tan, “Investigation of the rheology and strength of geopolymer mixtures for extrusion-based 3D printing,” Cem. Concr. Compos., vol. 94, pp. 307–314, Nov. 2018. https://doi.org/10.1016/j.cemconcomp.2018.10.002
[14] O. Şahin, H. İlcan, A. Tolga Ateşli, A. Kul, G. Yıldırım, and M. Şahmaran, “Construction and demolition waste-based geopolymers suited for use in 3-dimensional additive manufacturing,” Cem. Concr. Compos., vol. 121, p. 104088, Aug. 2021. https://doi.org/10.1016/j.cemconcomp.2021.104088
[15] S. Rückrich, G. Agranati, and Y. Jacob Grobman, “Earth-based additive manufacturing: A field-oriented methodology for evaluating material printability,” Archit. Sci. Rev., vol. 66, no. 2, pp. 133–143, Dec. 2023. https://doi.org/10.1080/00038628.2022.2154739
[16] G. Silva, L. Quispe, S. Kim, J. Nakamatsu, and R. Aguilar, “Development of a stabilized natural fiber-reinforced earth composite for construction applications using 3D printing,” IOP Conf. Series: Mater. Sci. Engin., vol. 706, no. 1, p. 12015, Nov. 2019. https://doi.org/10.1088/1757-899X/706/1/012015
[17] N. Roussel, “Rheological requirements for printable concretes,” Cem. Concr. Res., vol. 112, pp. 76–85, Oct. 2018. https://doi.org/10.1016/j.cemconres.2018.04.005
[18] M. Tramontin Souza et al., “Role of chemical admixtures on 3D printed Portland cement: Assessing rheology and buildability,” Constr. Build. Mater., vol. 314, no. Part A, p. 125666, Jan. 2022. https://doi.org/10.1016/j.conbuildmat.2021.125666
[19] T. T. Le et al., “Hardened properties of high-performance printing concrete,” Cem. Concr. Res., vol. 42, no. 3, pp. 558–566, Mar. 2012. https://doi.org/10.1016/j.cemconres.2011.12.003
[20] A. Kazemian, X. Yuan, E. Cochran, and B. Khoshnevis, “Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture,” Constr. Build. Mater., vol. 145, pp. 639–647, Aug. 2017. https://doi.org/10.1016/j.conbuildmat.2017.04.015
[21] M. Tramontin Souza et al., “Role of temperature in 3D printed geopolymers: Evaluating rheology and buildability,” Mater. Lett., vol. 293, p. 129680, Jun. 2021. https://doi.org/10.1016/j.matlet.2021.129680
[22] S. Kristombu Baduge et al., “Improving performance of additive manufactured (3D printed) concrete: A review on material mix design, processing, interlayer bonding, and reinforcing methods,” Structures, vol. 29. pp. 1597–1609, Feb. 2021. https://doi.org/10.1016/j.istruc.2020.12.061
[23] M. S. Khan, F. Sanchez, and H. Zhou, “3-D printing of concrete: Beyond horizons,” Cem. Concr. Res., vol. 133, p. 106070, Jul. 2020. https://doi.org/10.1016/j.cemconres.2020.106070
[24] Additive Manufacturing - General Principles - Terminology, ASTM/ISO 52900, Advancing Standars Transforming Markets, and International Organization for Standardization, West Conshohocken, USA, 2021. [Online]. Available: https://www.iso.org/obp/ui/#iso:std:iso-astm:52900:dis:ed-2:v1:en
[25] D. Grossin et al., “A review of additive manufacturing of ceramics by powder bed selective laser processing (sintering / melting): Calcium phosphate, silicon carbide, zirconia, alumina, and their composites,” Open Ceram., vol. 5, p. 100073, Mar. 2021. https://doi.org/10.1016/j.oceram.2021.100073
[26] M. A. Khan, “Mix suitable for concrete 3D printing: A review,” Mater. Today Proc., vol. 32, no. Part 4, pp. 831–837, 2020. https://doi.org/10.1016/j.matpr.2020.03.825
[27] A. Perrot, D. Rangeard, and E. Courteille, “3D printing of earth-based materials: Processing aspects,” Constr. Build. Mater., vol. 172, pp. 670–676, May. 2018. https://doi.org/10.1016/j.conbuildmat.2018.04.017
[28] M. Tramontin Souza, I. M. Ferreira, E. Guzi de Moraes, L. Senff, and A. P. Novaes de Oliveira, “3D printed concrete for large-scale buildings: An overview of rheology, printing parameters, chemical admixtures, reinforcements, and economic and environmental prospects,” J. Build. Eng., vol. 32, p. 101833, Nov. 2020. https://doi.org/10.1016/j.jobe.2020.101833
[29] M. V. Tran, Y. T. H. Cu, and C. V. H. Le, “Rheology and shrinkage of concrete using polypropylene fiber for 3D concrete printing,” J. Build. Eng., vol. 44, p. 103400, Dec. 2021. https://doi.org/10.1016/j.jobe.2021.103400
[30] P. Sikora et al., “The effects of nano-and micro-sized additives on 3D printable cementitious and alkali-activated composites: A review,” Appl. Nanosci., vol. 12, no. 4, pp. 805–823, Apr. 2022. https://doi.org/10.1007/s13204-021-01738-2
[31] A. Vespalec, J. Podroužek, J. Boštík, L. Míča, and D. Koutný, “Experimental study on time dependent behaviour of coarse aggregate concrete mixture for 3D construction printing,” Constr. Build. Mater., vol. 376, p. 130999, May. 2023. https://doi.org/10.1016/j.conbuildmat.2023.130999
[32] A. R. Arunothayan, B. Nematollahi, K. H. Khayat, A. Ramesh, and J. G. Sanjayan, “Rheological characterization of ultra-high performance concrete for 3D printing,” Cem. Concr. Compos., vol. 136, p. 104854, Feb. 2023. https://doi.org/10.1016/j.cemconcomp.2022.104854
[33] M. Chen et al., “Rheological parameters, thixotropy and creep of 3D-printed calcium sulfoaluminate cement composites modified by bentonite,” Compos. Part B Eng., vol. 186, p. 107821, Apr. 2020. https://doi.org/10.1016/j.compositesb.2020.107821
[34] E. Mina Aydin, B. Kara, Z. Basaran Bundur, N. Ozyurt, O. Bebek, and M. Ali Gulgun, “A comparative evaluation of sepiolite and nano-montmorillonite on the rheology of cementitious materials for 3D printing,” Constr. Build. Mater., vol. 350, p. 128935, Oct. 2022. https://doi.org/10.1016/j.conbuildmat.2022.128935
[35] H. Varela, G. Barluenga, and A. Perrot, “Extrusion and structural build-up of 3D printing cement pastes with fly ash, nanoclays and VMAs,” Cem. Concr. Compos., vol. 142, p. 105217, Sep. 2023. https://doi.org/10.1016/j.cemconcomp.2023.105217
[36] Y. Chen et al., “Improving printability of limestone-calcined clay-based cementitious materials by using viscosity-modifying admixture,” Cem. Concr. Res., vol. 132, p. 106040, Jun. 2020. https://doi.org/10.1016/j.cemconres.2020.106040
[37] H. Christen, G. Van Zijl, and W. De Villiers, “The incorporation of recycled brick aggregate in 3D printed concrete,” Clean. Mater., vol. 4, p. 100090, Jun. 2022. https://doi.org/10.1016/j.clema.2022.100090
[38] A. Prevedello Rubin, J. A. Hasse, and W. Longuini Repette, “The evaluation of rheological parameters of 3D printable concretes and the effect of accelerating admixture,” Constr. Build. Mater., vol. 276, p. 122221, Mar. 2021. https://doi.org/10.1016/j.conbuildmat.2020.122221
[39] S. Fallah, and M. Nematzadeh, “Mechanical properties and durability of high-strength concrete containing macro-polymeric and polypropylene fibers with nano-silica and silica fume,” Constr. Build. Mater., vol. 132, pp. 170–187, Feb. 2017. https://doi.org/10.1016/j.conbuildmat.2016.11.100
[40] A. Gholampour, T. Ozbakkaloglu, and C.-T. Ng, “Ambient-and oven-cured geopolymer concretes under active confinement,” Constr. Build. Mater., vol. 228, p. 116722, Dec. 2019. https://doi.org/10.1016/j.conbuildmat.2019.116722
[41] J. Davidovits, “Geopolymers: inorganic polymeric new materials,” J. Therm. Anal., vol. 37, no. 8, pp. 1633–1656, Aug. 1991. https://doi.org/10.1007/bf01912193
[42] S. Hau Bong, M. Xia, B. Nematollahi, and C. Shi, “Ambient temperature cured ‘just-add-water’geopolymer for 3D concrete printing applications,” Cem. Concr. Compos., vol. 121, p. 104060, Aug. 2021. https://doi.org/10.1016/j.cemconcomp.2021.104060
[43] C. Miao, X. Cao, B. Tang, S. Rao, and Y. Yuan, “Development of a sustainable cementitious material using phosphogypsum and coal-fired slag for enhanced environmental safety and performance,” Constr. Build. Mater., vol. 458, p. 139705, Jan. 2025. https://doi.org/10.1016/j.conbuildmat.2024.139705
[44] E. Ozcelikci, M. Hu, and M. Sahmaran, “Development of Eco-hybrid cement-based green concretes through CDW upcycling: Mechanical performance and environmental profile analysis,” J. Environ. Manage., vol. 377, p. 124564, Mar. 2025. https://doi.org/10.1016/j.jenvman.2025.124564
[45] M. Gomaa, J. Carfrae, S. Goodhew, W. Jabi, and A. Veliz Reyes, “Thermal performance exploration of 3D printed cob,” Archit. Sci. Rev., vol. 62, no. 3, pp. 230–237, Apr. 2019. https://doi.org/10.1080/00038628.2019.1606776
[46] A. A. Veliz Reyes, M. Gomaa, A. Chatzivasileiadi, W. Jabi, and N. M. Wardhana, “Computing craft: Early development of a robotically-supported cob 3D printing system,” in eCAADe 2018: Computing for a better tomorrow (Vol 1), A. Kę pczyńska-Walczak and S. Białkowski, Eds., Faculty of Civil Engineering, Architecture and Environmental Engineering, Lodz, Polony: Lodz University of Technology, 2018, pp. 791-800. https://researchportal.plymouth.ac.uk/en/publications/computing-craft-early-development-of-a-robotically-supported-cob-
[47] H. Alhumayani, M. Gomaa, V. Soebarto, and W. Jabi, “Environmental assessment of large-scale 3D printing in construction: A comparative study between cob and concrete,” J. Clean. Prod., vol. 270, p. 122463, Oct. 2020. https://doi.org/10.1016/j.jclepro.2020.122463
[48] Z. Eugene Bryson, W. V. Srubar, S. Kawashima, and L. Ben-Alon, “Towards 3D Printed Earth-and Bio-Based Insulation Materials: A Case Study on Light Straw Clay,” in 18th Int. Conf. Non-conventional Mater. Technol. NOCMAT 2022, Virtual Repository, Zenodo, 2022. https://doi.org/10.5281/zenodo.6611395
[49] K. D. González-Velandia, R. Sánchez-Bernal, D. J. Pita-Castañeda, and L. F. Pérez-Navar, “Caracterización de las propiedades mecánicas de un ladrillo no estructural de tierra como soporte de material vegetal en muros verdes,” Ing. Investig. y Tecnol., vol. 20, no. 3, pp. 1-9, Jul. 2019. https://doi.org/10.22201/fi.25940732e.2019.20n3.030
[50] A. Alqenaee, and A. Memari, “Experimental study of 3D printable cob mixtures,” Constr. Build. Mater., vol. 324, p. 126574, Mar. 2022. https://doi.org/10.1016/j.conbuildmat.2022.126574
[51] M. Gomaa, J. Vaculik, V. Soebarto, M. Griffith, and W. Jabi, “Feasibility of 3DP cob walls under compression loads in low-rise construction,” Constr. Build. Mater., vol. 301, p. 124079, Sep. 2021. https://doi.org/10.1016/j.conbuildmat.2021.124079
[52] B. Panda, S. Chandra Paul, and M. Jen Tan, “Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material,” Mater. Lett., vol. 209, pp. 146–149, Dec. 2017. https://doi.org/10.1016/j.matlet.2017.07.123
[53] S. Muthukrishnan, S. Ramakrishnan, and J. Sanjayan, “Effect of alkali reactions on the rheology of one-part 3D printable geopolymer concrete,” Cem. Concr. Compos., vol. 116, p. 103899, Feb. 2021. https://doi.org/10.1016/j.cemconcomp.2020.103899
[54] J. Hui Lim, B. Panda, and Q.-C. Pham, “Improving flexural characteristics of 3D printed geopolymer composites with in-process steel cable reinforcement,” Constr. Build. Mater., vol. 178, pp. 32–41, Jul. 2018. https://doi.org/10.1016/j.conbuildmat.2018.05.010
[55] X. Guo, J. Yang, and G. Xiong, “Influence of supplementary cementitious materials on rheological properties of 3D printed fly ash based geopolymer,” Cem. Concr. Compos., vol. 114, p. 103820, Nov. 2020. https://doi.org/10.1016/j.cemconcomp.2020.103820
[56] B. Panda, S. Chandra Paul, L. Jian Hui, Y. W. Daniel Tay, and M. Jen Tan, “Additive manufacturing of geopolymer for sustainable built environment,” J. Clean. Prod., vol. 167, pp. 281–288, Nov. 2017. https://doi.org/10.1016/j.jclepro.2017.08.165
[57] M. B. Jaji, G. P. A. G. Van Zijl, and A. J. Babafemi, “Slag-modified metakaolin-based geopolymer for 3D concrete printing application: Evaluating fresh and hardened properties,” Clean. Eng. Technol., vol. 15, p. 100665, Aug. 2023. https://doi.org/10.1016/j.clet.2023.100665
[58] D.-W. Zhang, D. Wang, X.-Q. Lin, and T. Zhang, “The study of the structure rebuilding and yield stress of 3D printing geopolymer pastes,” Constr. Build. Mater., vol. 184, pp. 575–580, Sep. 2018. https://doi.org/10.1016/j.conbuildmat.2018.06.233
[59] B. Panda, C. Unluer, and M. Jen Tan, “Extrusion and rheology characterization of geopolymer nanocomposites used in 3D printing,” Compos. Part B Eng., vol. 176, p. 107290, Nov. 2019. https://doi.org/10.1016/j.compositesb.2019.107290
[60] M. Chougan, S. Hamidreza Ghaffar, M. Jahanzat, A. Albar, N. Mujaddedi, and R. Swash, “The influence of nano-additives in strengthening mechanical performance of 3D printed multi-binder geopolymer composites,” Constr. Build. Mater., vol. 250, p. 118928, Jul. 2020. https://doi.org/10.1016/j.conbuildmat.2020.118928
[61] H. Ilcan, O. Sahin, A. Kul, G. Yildirim, and M. Sahmaran, “Rheological properties and compressive strength of construction and demolition waste-based geopolymer mortars for 3D-Printing,” Constr. Build. Mater., vol. 328, p. 127114, Apr. 2022. https://doi.org/10.1016/j.conbuildmat.2022.127114
[62] H. Özkılıç, H. İlcan, E. Aminipour, M. Sönmez Tuğluca, A. Aldemir, and M. Şahmaran, “Bond properties and anisotropy performance of 3D-printed construction and demolition waste-based geopolymers: Effect of operational- and material-oriented parameters,” J. Build. Eng., vol. 78, p. 107688, Nov. 2023. https://doi.org/10.1016/j.jobe.2023.107688
[63] L. A. Vergara, and H. A. Colorado, “Additive manufacturing of Portland cement pastes with additions of kaolin, superplastificant and calcium carbonate,” Constr. Build. Mater., vol. 248, p. 118669, Jul. 2020. https://doi.org/10.1016/j.conbuildmat.2020.118669
[64] M. O. Mohsen et al., “3D-Printed Clay Enhanced with Graphene Nanoplatelets for Sustainable and Green Construction,” Buildings, vol. 13, no. 9, p. 2321, Sep. 2023. https://doi.org/10.3390/buildings13092321
[65] O. Kontovourkis, and G. Tryfonos, “Robotic 3D clay printing of prefabricated non-conventional wall components based on a parametric-integrated design,” Autom. Constr., vol. 110, p. 103005, Feb. 2020. https://doi.org/10.1016/j.autcon.2019.103005
[66] Y. Jacquet, and A. Perrot, “Evolutionary Approach Based on Thermoplastic Bio-Based Building Material for 3D Printing Applications: An Insight into a Mix of Clay and Wax,” in Bio-Based Building Materials, S. Amziane, I. Merta and J. Page, Eds., Switzerland: Springer, 2023, pp. 271–279. https://doi.org/10.1007/978-3-031-33465-8_21
[67] E. Ordoñez, J. M. Gallego, and H. A. Colorado, “3D printing via the direct ink writing technique of ceramic pastes from typical formulations used in traditional ceramics industry,” Appl. Clay Sci., vol. 182, p. 105285, Dec. 2019. https://doi.org/10.1016/j.clay.2019.105285
[68] G. Ji, J. Xiao, P. Zhi, Y.-C. Wu, and N. Han, “Effects of extrusion parameters on properties of 3D printing concrete with coarse aggregates,” Constr. Build. Mater., vol. 325, p. 126740, Mar. 2022. https://doi.org/10.1016/j.conbuildmat.2022.126740
[69] Y. Yang, C. Wu, Z. Liu, and H. Zhang, “3D-printing ultra-high performance fiber-reinforced concrete under triaxial confining loads,” Addit. Manuf., vol. 50, p. 102568, Feb. 2022. https://doi.org/10.1016/j.addma.2021.102568
[70] G. H. Andrew Ting, Y. W. Daniel Tay, and M. Jen Tan, “Experimental measurement on the effects of recycled glass cullets as aggregates for construction 3D printing,” J. Clean. Prod., vol. 300, p. 126919, Jun. 2021. https://doi.org/10.1016/j.jclepro.2021.126919
[71] A. V. Rahul, M. K. Mohan, G. De Schutter, and K. Van Tittelboom, “3D printable concrete with natural and recycled coarse aggregates: Rheological, mechanical and shrinkage behaviour,” Cem. Concr. Compos., vol. 125, p. 104311, Jan. 2022. https://doi.org/10.1016/j.cemconcomp.2021.104311
[72] G. Ma, Z. Li, L. Wang, F. Wang, and J. Sanjayan, “Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing,” Constr. Build. Mater., vol. 202, pp. 770–783, Mar. 2019. https://doi.org/10.1016/j.conbuildmat.2019.01.008
[73] Z. Li, L. Wang, and G. Ma, “Mechanical improvement of continuous steel microcable reinforced geopolymer composites for 3D printing subjected to different loading conditions,” Compos. Part B Eng., vol. 187, p. 107796, Apr. 2020. https://doi.org/10.1016/j.compositesb.2020.107796
[74] D.-Y. Yoo, S. Kim, G.-J. Park, J.-J. Park, and S.-W. Kim, “Effects of fiber shape, aspect ratio, and volume fraction on flexural behavior of ultra-high-performance fiber-reinforced cement composites,” Compos. Struct., vol. 174, pp. 375–388, Aug. 2017. https://doi.org/10.1016/j.compstruct.2017.04.069
[75] V. Saruhan, M. Keskinateş, and B. Felekoğlu, “A comprehensive review on fresh state rheological properties of extrusion mortars designed for 3D printing applications,” Constr. Build. Mater., vol. 337, p. 127629, Jun. 2022. https://doi.org/10.1016/j.conbuildmat.2022.127629
[76] B. Zhang, and X. L. Ma, “A review—Pitting corrosion initiation investigated by TEM,” J. Mater. Sci. Technol., vol. 35, no. 7, pp. 1455–1465, Jul. 2019. https://doi.org/10.1016/j.jmst.2019.01.013
[77] L. Teng, J. Zhu, K. H. Khayat, and J. Liu, “Effect of welan gum and nanoclay on thixotropy of UHPC,” Cem. Concr. Res., vol. 138, p. 106238, Dec. 2020. https://doi.org/10.1016/j.cemconres.2020.106238
[78] D. Marchon, S. Kawashima, H. Bessaies-Bey, S. Mantellato, and S. Ng, “Hydration and rheology control of concrete for digital fabrication: Potential admixtures and cement chemistry,” Cem. Concr. Res., vol. 112, pp. 96–110, Oct. 2018. https://doi.org/10.1016/j.cemconres.2018.05.014
[79] I. Sandalci, M. Mert Tezer, and Z. Basaran Bundur, “Immobilization of bacterial cells on natural minerals for self-healing cement-based materials,” Front. Built Environ., vol. 7, p. 655935, Apr. 2021. https://doi.org/10.3389/fbuil.2021.655935
[80] Y. Qian, and G. De Schutter, “Enhancing thixotropy of fresh cement pastes with nanoclay in presence of polycarboxylate ether superplasticizer (PCE),” Cem. Concr. Res., vol. 111, pp. 15–22, Sep. 2018. https://doi.org/10.1016/j.cemconres.2018.06.013
[81] S. Mallakpour, E. Azadi, and C. Mustansar Hussain, “State-of-the-art of 3D printing technology of alginate-based hydrogels—An emerging technique for industrial applications,” Adv. Colloid Interface Sci., vol. 293, p. 102436, Jul. 2021. https://doi.org/10.1016/j.cis.2021.102436
[82] T. Funami et al., “Rheological properties of sodium alginate in an aqueous system during gelation in relation to supermolecular structures and Ca2+ binding,” Food Hydrocoll., vol. 23, no. 7, pp. 1746–1755, Oct. 2009. https://doi.org/10.1016/j.foodhyd.2009.02.014
[83] Z. Malaeb, F. AlSakka, and F. Hamzeh, “3D Concrete Printing,” in 3D Concrete Printing Technology, Amsterdam, Netherlands: Elsevier, 2019, pp. 115–136. https://www.researchgate.net/publication/280488795_3D_Concrete_Printing_Machine_and_Mix_Design
[84] Y. Tarhan, and R. Şahin, “Fresh and rheological performances of air-entrained 3D printable mortars,” Materials (Basel)., vol. 14, no. 9, p. 2409, May. 2021. https://doi.org/10.3390/ma14092409
[85] M. Chen, H. Si, X. Fan, Y. Xuan, and M. Zhang, “Dynamic compressive behaviour of recycled tyre steel fibre reinforced concrete,” Constr. Build. Mater., vol. 316, p. 125896, Jan. 2022. https://doi.org/10.1016/j.conbuildmat.2021.125896
[86] S. Hau Bong, B. Nematollahi, A. Nazari, M. Xia, and J. Sanjayan, “Efficiency of different superplasticizers and retarders on properties of ‘one-Part’Fly ash-slag blended geopolymers with different activators,” Materials (Basel)., vol. 12, no. 20, p. 3410, Oct. 2019. https://doi.org/10.3390/ma12203410
[87] E. Forcael, M. Medina, A. Opazo-Vega, F. Moreno, and G. Pincheira, “Additive manufacturing in the construction industry,” Autom. Constr., vol. 169, p. 105888, Jan. 2025. https://doi.org/10.1016/j.autcon.2024.105888
[88] S. H. Khajavi et al., “Additive Manufacturing in the Construction Industry: The Comparative Competitiveness of 3D Concrete Printing”. Appl. Sci., vol. 11, p. 3865, Apr. 2021. https://doi.org/10.3390/app11093865
[89] Standard Specification for Chemical Admixtures for Concrete, Advancing Standars Transforming Markets, West Conshohocken, ASTM C494, USA, 2024. [Online]. Available: https://store.astm.org/c0494_c0494m-19e01.html
[90] Aditivos Químicos para Concretos, NTC 1299, Icontec, Bogotá, Colombia, 2024. https://tienda.icontec.org/gp-concretos-aditivos-quimicos-para-concreto-ntc1299-2008.html
Notas
Los autores declaran que no existe ningún conflicto de intereses económicos, profesionales o personales que puedan influir de forma inapropiada en los resultados obtenidos en este artículo.
Miguel Á. Muñoz-Benavides: diseño, desarrollo de la investigación y redacción del manuscrito.
Rafael Robayo-Salazar: conceptualización, supervisión y revisión final del manuscrito.
Ruby Mejía-de-Gutiérrez: conceptualización, supervisión, y revisión final del manuscrito.
Notas de autor
ruby.mejia@correounivalle.edu.co
Información adicional
Cómo citar / How to cite: M. A. Muñoz-Benavides, R. Robayo-Salazar, and R. Mejía-de-Gutiérrez, “Efecto de aditivos utilizados en impresión 3d de mezclas de cemento portland, geopolímeros y arcillas: una revisión,” TecnoLógicas, vol. 28, no. 64, e3337, 2025. https://doi.org/10.22430/22565337.3337
Información adicional
redalyc-journal-id: 3442
Enlace alternativo
https://revistas.itm.edu.co/index.php/tecnologicas/article/view/3337 (html)