Artículos
Aplicación de la metodología Lean Six Sigma para disminuir desperdicios en una unidad de fabricación de páneles modulares de poliestireno
Application of lean Six Sigma methodology to reduce waste in a polystyrene modular panel manufacturing unit
 Ana Victoria Marín-Calderón anamarinn@outlook.com
Margarita Valenzuela-Galván margarita.valenzuela@unison.mx
Guillermo Cuamea-Cruz guillermo.cuamea@unison.mx
Agustín Brau-Ávila agustin.brau@unison.mx
Ana Victoria Marín-Calderón anamarinn@outlook.com
Margarita Valenzuela-Galván margarita.valenzuela@unison.mx
Guillermo Cuamea-Cruz guillermo.cuamea@unison.mx
Agustín Brau-Ávila agustin.brau@unison.mx
Aplicación de la metodología Lean Six Sigma para disminuir desperdicios en una unidad de fabricación de páneles modulares de poliestireno
Ingeniería, investigación y tecnología, vol. XXIV, núm. 1, e1984, 2023
Universidad Nacional Autónoma de México, Facultad de Ingeniería
Recepción: 27 Mayo 2022
Aprobación: 25 Octubre 2022
Resumen: La metodología Lean Six Sigma es popularmente conocida en el giro industrial como una forma de reducir la variación en los procesos productivos, donde, mediante el uso de herramientas de las filosofías Esbelta y Seis Sigma, se busca mejorar la calidad de los productos o servicios al menor coste posible. Si bien existen diferentes estrategias, Lean Six Sigma se ha vuelto sumamente llamativa en los últimos años por la eficiencia y magnitud de sus resultados. En este trabajo se presenta la aplicación de dicha metodología en una empresa dedicada a la fabricación de artículos de construcción, donde, el enfoque se ha dirigido al área de páneles modulares con el fin de reducir el alto porcentaje de desperdicios presentados. Durante la aplicación se lograron identificar diferentes variables que poseían un efecto significativo en el producto final, de esta manera, fue posible determinar las mejores herramientas que apoyaran al proceso productivo para mejorarlo y finalmente controlarlo. Entre estas herramientas se encuentran dos estudios R&R, los cuales identificaron que el sistema de medición poseía un 81 % de confiabilidad y confirmaron su incremento a 98 % después de las mejoras aplicadas. Asimismo, se desarrolló un diseño de experimentos que estableció un nuevo estándar para disminuir el principal defecto presentado en el producto, logrando obtener un modelo matemático capaz de predecir respuestas a nuevas observaciones en un 90.45 %. Finalmente, después de 3 meses de observación se obtuvo una reducción de 66 % de los DPMO, lo que confirmó la efectividad de la metodología y la magnitud de sus beneficios.
Descriptores: Lean Six Sigma, manufactura esbelta, mejora continua, calidad, DMAIC, diseño de experimentos.
Abstract: The Lean Six Sigma methodology is popularly known in the industrial field as a way to reduce variation in production processes, the aim is to improve quality of products or services by using tools from Lean and Six Sigma philosophies, considering the lowest cost possible. Although, there are different strategies, this methodology has become extremely striking in recent years due to the efficiency and magnitude of its results. This paper presents the application of Lean Six Sigma methodology in a company dedicated to the manufacture of construction items, where the focus has been directed to the area of modular panels in order to reduce the high percentage of waste presented. During the application, it was possible to identify different variables that had a significant effect on the final product, in this way, it was possible to determine the best tools that supported the production process to improve it and finally control it. Among these tools are two R&R studies, which identified that the measurement system had 81 % reliability and confirmed its increase to 98 % after improvements were applied. Likewise, a design of experiments was developed to established a new standard to reduce the main defect presented in the product, obtaining a mathematical model capable of predicting responses to new observations by 90.45 %. Finally, after 3 months of observation, a 66 % reduction in DPMO was obtained, confirming the effectiveness of the methodology and the magnitude of its benefits.
Keywords: Lean Six Sigma, lean manufacturing, continuous improvement, quality, DMAIC, design of experiments.
Introducción
Cuando se implementa Lean Six Sigma de manera efectiva, las organizaciones pueden mejorar la calidad de sus productos, ofrecer servicios superiores y reducir costos al mismo tiempo sin comprometer las necesidades del cliente. Con el tiempo, estos beneficios se acumulan y permiten diferenciar la empresa de otras en el mercado (Stone, 2019). El objetivo del siguiente trabajo es implementar la metodología Lean Six Sigma con el fin de reducir los desperdicios presentados en una empresa líder en la fabricación de productos de poliestireno expandido. La empresa cuenta con varios departamentos que forman parte de la diversidad de productos y dentro de sus unidades de producción se encuentra el área de páneles modulares. Estos se encuentran compuestos por un núcleo de poliestireno expandido auto extinguible, recubierto por ambas caras con lámina de acero galvanizada prepintada. Los páneles son diseñados con el fin de instalarse como techo, muro exterior, muro interior, plafón o fachada.
En los últimos meses el departamento de calidad ha rechazado más de 14,000 metros cuadrados de producto por defectos de calidad clasificándolos como desperdicios. El objetivo del área es mantener el porcentaje de desperdicios por debajo de 8.5 % de la producción total mensual, sin embargo, en los últimos meses no ha sido posible cumplir con dicho métrico, reflejándose en costos e insatisfacciones con los clientes. A pesar de que el área implementa acciones de mejora para cada rechazo por calidad, estas no han logrado alcanzar la meta mensual. Finalmente, lo anterior ocasiona grandes pérdidas monetarias que afectan negativamente la productividad de la empresa.
Marco teórico
La primera persona en proponer la combinación de manufactura esbelta y Six Sigma fue el maestro en física Michael George en su libro Lean Six Sigma: Combinando la calidad de Six Sigma con la velocidad de producción ajustada (Gupta, 2015), donde se menciona el principio fundamental del Lean Six Sigma: Las actividades que causan problemas críticos para la calidad del cliente y crean las demoras más largas en cualquier proceso, ofrecen las mayores oportunidades de mejora en costos, calidad, capital y tiempos de entrega (George, 2002).
El nivel sigma es un indicador de variación, si dentro de un proceso se tiene como desempeño 6 sigmas, significa que por cada millón de productos fabricados solo 3.4 serían productos no conformes, y por otro lado, un proceso con rendimiento de 3 sigmas tendría 66,800 productos no conformes (López, 2019). En cuanto a los DPMO o Defectos por Millón de Oportunidades, su concepto radica en la palabra oportunidad, ya que una unidad de producción puede tener múltiples oportunidades de ser defectuosa, sin embargo, el objetivo es que se corrijan las oportunidades de fallar, así es como los DPMO son el número real de defectos observados extrapolados a cada millón de oportunidades de defectos. Cada mejora de un proceso conforme a sigma (pasa de tener un rendimiento 3 sigmas a 4 sigmas) se traduce en una mejora de 10 % de los ingresos netos, 20 % del margen de rendimiento y una reducción de 10 % a 30 % del capital (Harry, 2000).
En efecto, esto está respaldado por diversos casos de éxito como lo es el de AlliedSignal que en 1994 implementó un programa Six Sigma logrando obtener 1.5 mil millones de dólares en ahorros. La metodología Six Sigma incluye cinco pasos: Definir, Medir, Analizar, Mejorar y Controlar (DMAIC), la cual ha sido aprobada con éxito para la solución de defectos, reducción de costos y cumplimiento de los requisitos del cliente. Asimismo, las herramientas que la conforman han evolucionado a lo largo de los últimos 20 años para convertirse en un conjunto de prácticas poderosas y sólidas, pues dicha metodología fue creada con el propósito de ayudar a los equipos a resolver problemas de raíz de manera eficiente (Kadry, 2018).
En cuanto a un control de calidad que implique estadística, se necesita emplear técnicas estadísticas que verifiquen la calidad de los productos, ya sean bienes manufacturados o servicios (Dharmaraja, 2018). La técnica más poderosa de estadística en la ingeniería es el diseño de experimentos, pues impulsa la innovación dándole un enfoque a la mejora empresarial mediante experimentos. Esta técnica proporciona una forma eficiente de analizar factores y los efectos de su interacción respecto a los resultados proporcionados de algún sistema bajo estudio (Sven, 2015). La metodología de un diseño de experimentos se divide en cuatro pasos fundamentales: Planeación, diseño, realización y análisis (Antony, 2003). Los tres principios del diseño experimental aleatorización, replicación y formación de bloques se utilizan para mejorar la eficiencia de la experimentación, se aplican para reducir o eliminar el sesgo experimental, ya que una gran cantidad de sesgo podría dar como resultado una configuración óptima errónea y en algunos casos omitir el efecto de los factores realmente significativos (Vázquez, 2014). De esta forma, el autor presenta las siguientes definiciones de los tres principios que deben ser considerados en todo diseño y análisis de un experimento.
Aleatorización: El orden de los experimentos debe ser aleatorio, de manera que neutralice fuentes de variación presentes en la experimentación que generalmente son desconocen.
Replicación: Se recomienda replicar cada experimento para obtener un estimado del error, pues permitirá comprobar si el diseño representa al proceso y comparar factores para determinar si son activos o no.
Formación de bloques: En un experimento se pueden presentar variables cuyo efecto no se desea estudiar y que pueden afectar a variables que sí se desean probar, por este motivo es necesario bloquear el efecto de tales variables nocivas.
Generalmente, cuando un investigador utiliza una análisis de varianza (ANOVA) desea conocer si las medias de las variables dependientes obtenidas de la experimentación difieren significativamente, esto se obtiene determinando cuánta variación en las respuestas de las variables dependientes es atribuible a las diferencias de los resultados obtenidos en las condiciones experimentales, comparándolo con el término error que es atribuible a la variación del resultado de la variable dependiente de cada condición experimental (Rodrigo, 2016). Cuando se desea investigar el efecto de diferentes niveles de un factor sobre la media de la variable respuesta, se define como ANOVA de un factor fijo, donde existen tres suposiciones que brindan validez, confiabilidad y deben ser verificados en el análisis de los resultados. Estas tres suposiciones son normalidad en residuales, varianza constante e independencia de errores (Vázquez, 2014).
Metodología
Para dar solución a la problemática expuesta se propone la siguiente metodología, la cual es un proceso estructurado que se enfoca en mejorar el desempeño comercial basado en la voz del cliente (VOC) y el análisis estadístico, permitiendo reducir la variación y mejorar la calidad de un producto o servicio. Por esta razón es que se pretende seguir la metodología DMAIC que forma parte del proceso de Lean Six Sigma (Zhan, 2016). La metodología DMAIC (Figura 1) fue creada por W. Edwards Deming en los años 1950, sin embargo, dicho modelo ha sido utilizado por profesionales de Six Sigma por décadas (Clarkston Consulting, 2018). A continuación, se muestra el proceso DMAIC y sus pasos:
Figura 1
Metodología DMAIC
En la primera fase se define el problema o la oportunidad de mejora, es considerada una fase muy importante, ya que, si no se define correctamente el problema desde el inicio surgirán dificultades para desarrollar una solución adecuada en las etapas posteriores (Souraj, 2019). Para cumplir con el objetivo del presente trabajo, será importante buscar oportunidades mediante la Voz del Cliente, analizar todos los disatisfactores que le afecten y priorizar los más significativos, buscando enfocar el proyecto a la oportunidad de mejora con mayor interés.
Una vez definida apropiadamente la problemática se procederá a medir la magnitud del modo de falla mediante una métrica de desempeño para que sea posible comparar dicha métrica una vez finalizado el proyecto. En la segunda fase se procederá a validar el sistema de medición (MSA) con el fin de confirmar que el método de medición es confiable y no se encuentre holgado a la realidad. En la tercera fase se identifican las causas raíz del problema, para esto es fundamental que el análisis se encuentre respaldado por datos recopilados en la fase de medición, y en caso de ser necesario, ver la posibilidad de volver a la fase anterior para recopilar más información (Zhan, 2016).
Para la etapa analizar, se pretende utilizar diferentes herramientas gráficas y de análisis que permitan tener una indagación completa que identifique todas las posibles fuentes de variación, se procurará llevar a cabo la presente fase con el apoyo de todas las partes interesadas, pudiendo ser ingenieros, supervisores y operadores del área.
En la cuarta fase el rendimiento del proceso será mejorado mediante el desarrollo de posibles soluciones que eliminen las causas raíz del problema en cuestión, incluso es posible generar soluciones potenciales, priorizarlas, evaluar riesgos y probar la solución para determinar su efectividad y finalmente evaluar los beneficios (Jiju, 2019).
En la fase controlar, se harán comparaciones del antes y después para evaluar las mejoras del nuevo proceso, es importante que se utilicen las métricas detalladas en la fase de definir para desarrollar y evaluar un plan que mantenga las mejoras, por lo que el nuevo proceso deberá estar documentado y estandarizado. Por esta razón, dependiendo de las mejoras realizadas se establecerá un control que asegure su perdurabilidad, pudiendo ser la documentación de cambios (instrucciones de trabajo, procedimientos escritos, etcétera), establecimiento de auditorías o incluso dispositivos a prueba de falla, la decisión final dependerá del proceso, el tipo de mejora y el alcance del proyecto. Dado que Six Sigma es un modelo de mejora continua, en esta fase pueden surgir sugerencias para proyectos futuros y es común recomendar la replicación del proceso en otras partes de la organización para multiplicar los efectos de la mejora (Zhan, 2016).
Implementación
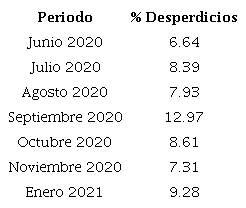
Se definió que el proyecto se enfocaría en el área de producción de páneles modulares debido a la alta cantidad de desperdicios registrados. El objetivo es mantener dicho nivel por debajo de 8.5 % de la producción total, sin embargo, en los últimos meses no ha sido posible (Tabla 1).
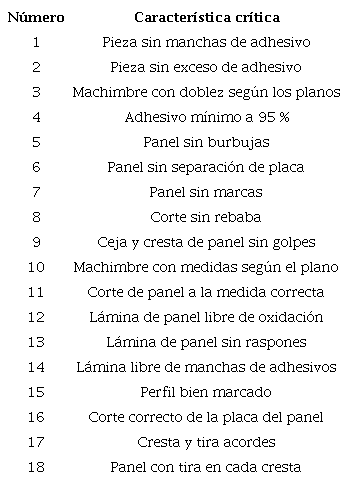
Se comenzó por definir las características críticas de calidad (CTQ), que son declaraciones que buscan definir específicamente lo que se considera conforme o libre de defectos, de los cuales se obtuvo lo que se muestra en la Tabla 2.
Una vez conociendo todas las CTQ, se continuó por clasificar su ocurrencia, por lo que el siguiente Pareto (Figura 2) muestra los metros cuadrados de desperdicios por cada criterio de rechazo presentado en los meses bajo estudio.

Figura 2
Pareto de desperdicios en m2
La falla de pegado es el defecto con mayor cantidad de desperdicios, representando 26 % de todos los rechazos por defecto. Esta información permitió delimitar y establecer el modo de falla que dio dirección al proyecto, el siguiente paso fue medir la falla de pegado en cuanto a defectos por millón de oportunidades y considerar la complejidad del proceso.
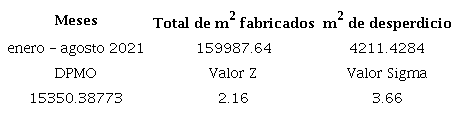
El proceso inicial de cuenta con 15,350 DPMO y un nivel sigma de 3.66, son métricas de desempeño que servirán para darle peso al problema bajo estudio, por lo que una vez terminado el proyecto se volverán a calcular y se determinará si los objetivos fueron alcanzados (Tabla 3).
Finalmente se establecieron objetivos, fechas y alcances del proyecto, lo que dio como resultado la siguiente carta de proyecto (Tabla 4).
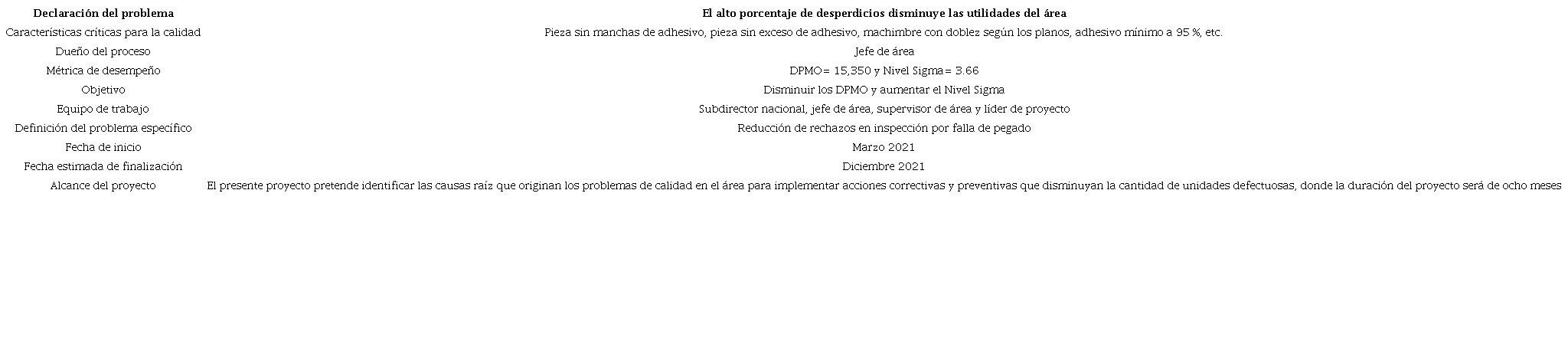
El modo de falla del presente proyecto es la falla de pegado, esta característica se mide dos veces al inicio de la producción en la inspección de liberación de primeras piezas, donde su medición se realiza a través de una inspección visual denominada como prueba de pegado. Anteriormente se estableció que, para aceptar la correcta adherencia es necesario superar 95 % de pegado, sin embargo, el inspector debe considerar otros criterios para tomar la decisión final. Puesto que la decisión no solo se basa en un porcentaje, se trató la variable como discreta, de esta manera, se analizó el sistema de medición (MSA). La Tabla 5 muestra los resultados del análisis.
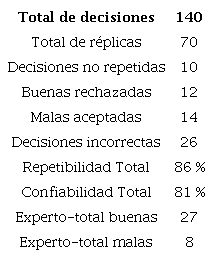
De un total de 140 decisiones se tomaron 26 incorrectas, afectando directamente la confiabilidad del sistema de medición y ocasionando un porcentaje de 81 %, además, se obtuvieron 10 decisiones no repetidas que afectaron repetibilidad total obteniendo 86 % final (Tabla 6).
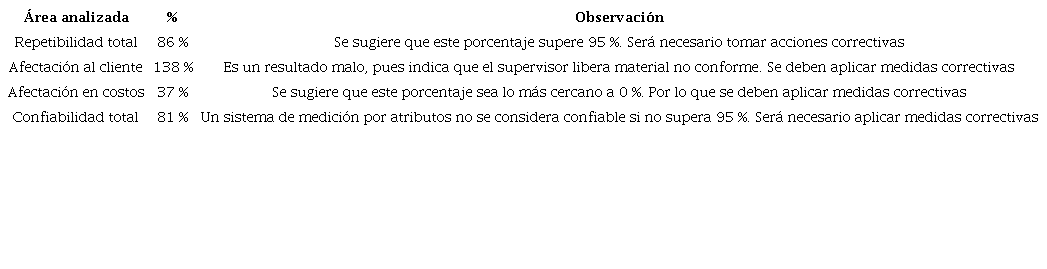
Afectación al cliente
De las 8 piezas totales que el experto rechazó, un 75 % y 25 % fueron aceptadas por ambos inspectores, sin embargo, en la segunda réplica el porcentaje ascendió a 138 % y 38 %, respectivamente (pues se aceptaron 11 y 3 piezas en total). Indicando una gran oportunidad de mejora por atacar.
Afectación en costos
Se rechazaron 12 piezas que fueron aceptadas por el experto (10 y 2 por inspector). El primer inspector obtuvo un porcentaje de 37 % y el segundo inspector obtuvo solo 7 %, indicando que la afectación en costos (rechazar piezas buenas) es un área de oportunidad a atacar con el primer inspector. Un sistema de medición por atributos no se considera confiable si no supera el 95 %, por lo que se sugieren las siguientes medidas correctivas para mejorar los porcentajes:
- 1. Sesión informativa y de reentrenamiento para el personal, con el fin de asegurar que la inspección de pegado siga los mismos criterios en todas las inspecciones.
- 2. Agregar ayudas visuales sobre diferentes porcentajes de pegado para facilitar el cálculo.
- 3. Se sugiere estudio de posibles alternativas de medición (convertir la variable cualitativa en cuantitativa).
- 4. Una vez aplicadas las correcciones anteriores, se realizó un segundo estudio R&R para confirmar que las medidas tomadas fueron efectivas (Tabla 7).
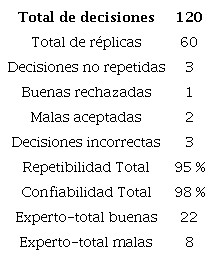
De un total de 120 decisiones se tomaron solo 3 incorrectas, aumentando la confiabilidad del sistema a un 98 %. Además, las decisiones no repetidas disminuyeron a solo 3, que a su vez incrementaron en un 95 % la repetibilidad total del sistema (Tabla 8).
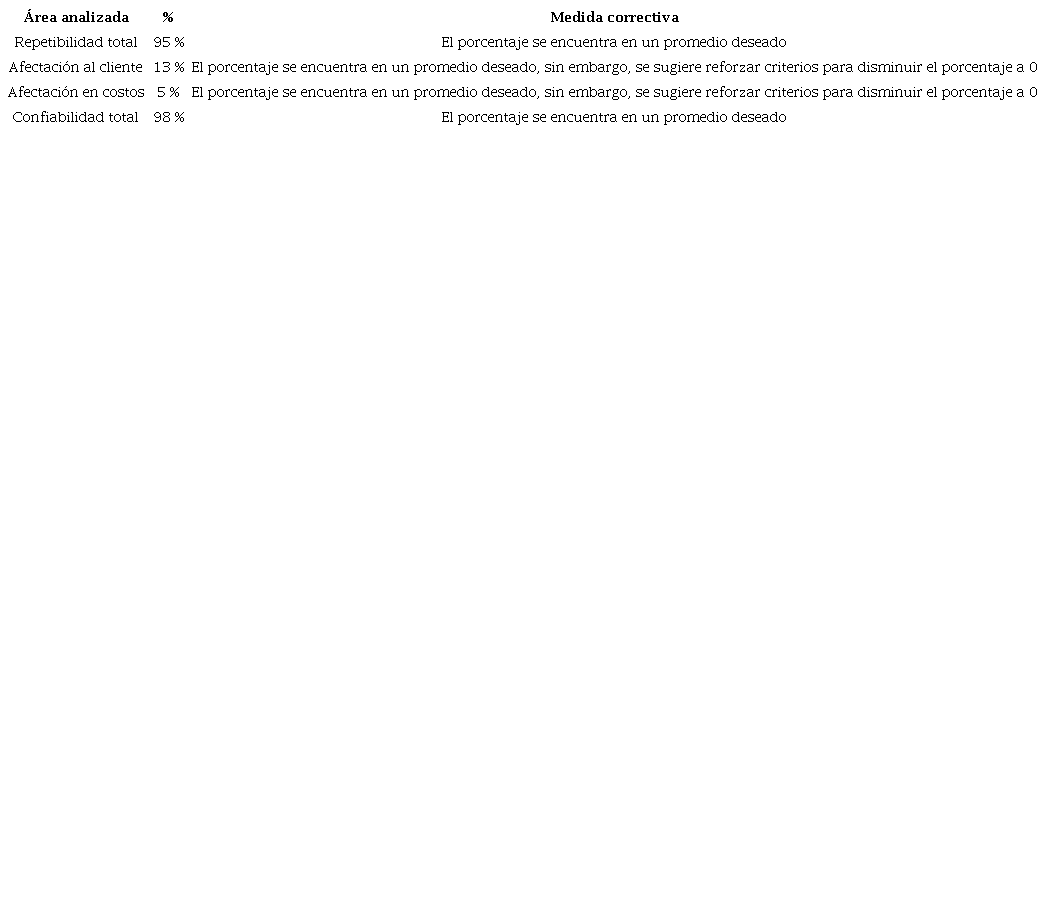
Afectación al cliente
De las 8 piezas totales que el experto rechazó, 13 % fueron aceptadas por ambos inspectores, sin embargo, en la segunda réplica no se aceptaron. Lo que mantuvo dicho porcentaje en 13 % demostrando una gran disminución a la afectación del cliente.
Afectación en costos
Se rechazó solo 1 pieza (por el primer inspector) que fue aceptada por el experto. El reentrenamiento se reforzó aún más en el primer inspector, donde, a pesar de rechazar una pieza buena, su porcentaje disminuyó de un 37 % a 5 %, de igual manera demostrando una gran disminución a la afectación de costos.
Finalmente, es posible concluir que el área cuenta con un sistema de medición confiable y apegado a la realidad. Una vez confirmado que el modo de falla (falla de pegado) continúa siendo el de mayor impacto se procedió a la tercera etapa.
La fase de análisis es la encargada de analizar el proceso con el fin de encontrar las causas posibles y potenciales que afectan las características críticas de calidad del producto. Es así como se recurrió a tener una sesión grupal para llevar a cabo una lluvia de ideas que brindara un acercamiento inicial a las posibles causas. Después se procedió a realizar un diagrama Ishikawa con el fin de encontrar nuevos posibles factores mediante la exploración de las 6m (materiales, mano de obra, maquinaria, métodos, medio ambiente y mantenimiento), finalmente se obtuvieron las siguientes causas potenciales (Figura 3).
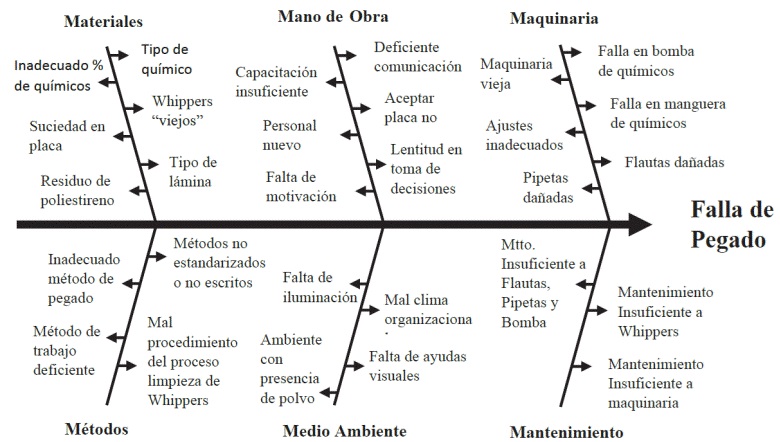
Figura 3
Diagrama Ishikawa para falla de pegado
Una vez obtenido el diagrama anterior, se analizó el diagrama de flujo del proceso comprendiendo todas las actividades necesarias para obtener un pegado correcto y se identificó que solamente en 3 partes del proceso existen causas potenciales que ocasionan una falla de pegado, siendo estas el set-up de la maquinaria, al inicio de la producción y en la liberación de las primeras piezas. Finalmente se llevó a cabo una matriz causa-efecto con el fin de dar peso a las posibles causas obteniendo la siguiente información (Tabla 9).
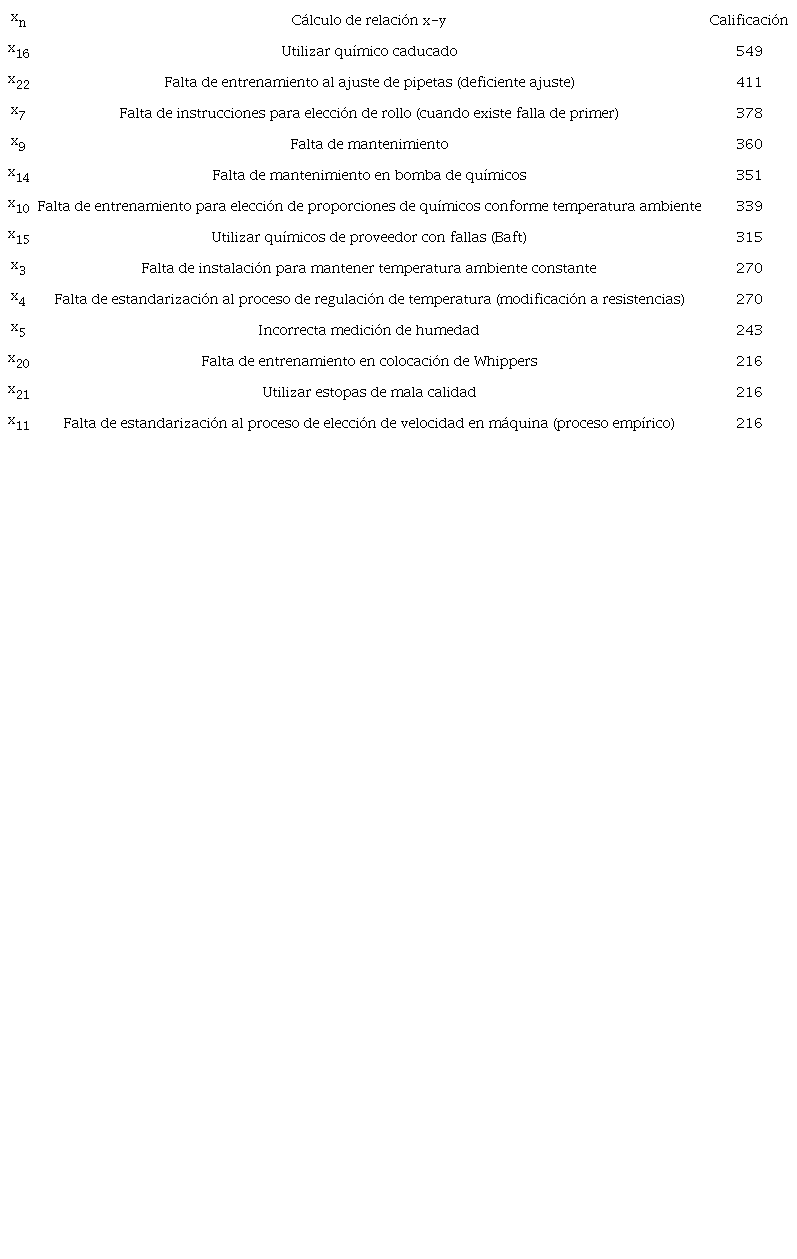
La relación con mayor puntaje es el uso de químico caducado, donde a pesar de ser un problema esporádico, cuenta con un gran impacto en la respuesta. Después se ubica la falta de entrenamiento para el ajuste de pipetas, donde tampoco ocurre con frecuencia, pero conlleva un gran impacto si sucede. Posteriormente se encuentra la falta de instrucciones para la elección de rollo debido a que un tipo de falla se identifica mediante la diferencia de colores, esta causa brindó una nueva oportunidad de mejora, ya que no todos los operadores se encuentran capacitados para identificarlos.
En la cuarta etapa de la metodología DMAIC se proponen soluciones con el fin de realizar mejoras reales al proceso y atacar el modo de falla bajo estudio. De esta manera, el equipo de trabajo propuso las siguientes acciones para las causas potenciales identificadas en la fase anterior clasificadas por su frecuencia:
Aplicación de Diseño de Experimentos: Para entender el efecto de varios factores sobre el proceso, así como comprender la relación entre las variables de entrada y las variables se salida se presenta la propuesta en 5 diferentes causas:
- 1. Reforzar mantenimiento a flautas, pipetas y bomba de químicos: Se presenta en 3 diferentes causas.
- 2. Añadir a Check-list diario la inspección de las características de los químicos (caducidad y proveedor): Se presenta en 2 diferentes causas.
- 3. Inversión en estopas más resistentes: Se presenta en una sola causa.
- 4. Añadir ayudas visuales para facilitar la selección de rollo (sin falla de primer): Se presenta en una sola causa.
- 5. Reforzar entrenamiento para el ajuste de pipetas: se presenta en una sola causa.
- 6. Facilitar el proceso de colocación de Whippers o reentrenar al personal (será necesario evaluar el proceso actual): Se presenta en una sola causa.
Debido a que el diseño de experimentos cuenta con el mayor número de propuestas, se decidió darle prioridad y comenzar su aplicación como parte de la fase de mejora. Esta técnica busca la manipulación sistemática de las variables de entrada de un proceso para entender el efecto que estas pueden causar en la variable respuesta.
El equipo de trabajo determinó que existen múltiples factores que intervienen directamente con la falla de pegado, sin embargo, mediante las técnicas de análisis empleadas en la fase anterior, se determinó que existen 3 factores con mayor significancia, siendo la velocidad de la máquina, la proporción de los químicos, el número de resistencias encendidas y la temperatura ambiente:
-
Velocidad de la maquinaria (2m/min y 4m/min)
-
Número de resistencias encendidas (2 y 5)
-
Temperatura ambiente (22 °C y 29 °C)
Si bien la temperatura ambiente es un factor no controlable, sí es posible experimentar con él, para esto fue necesario adaptar el diseño en bloques de forma que el efecto de la variabilidad de la temperatura fuese lo más mínimo. De esta manera se previene que las posibles diferencias entre las unidades experimentales se confundan con las diferencias entre los niveles del factor que se trata. Se procedió a elegir un diseño experimental completo con el fin de obtener la resolución más alta y no confundir ningún efecto principal o interacción de dos factores, se establecieron 4 bloques y 2 réplicas con el fin de obtener una estimación del error experimental y así obtener una respuesta más precisa. Finalmente, con el apoyo del software Minitab se obtuvo el siguiente diseño experimental, donde, se muestran los bloques, los niveles de factores codificados (-1 y 1) y los resultados obtenidos por cada corrida de experimentación (Tabla 10).

Una vez realizadas las corridas experimentales se procedió a una nueva etapa de indagación, donde mediante el apoyo del software Minitab se realizó un análisis gráfico y posteriormente un análisis estadístico. En la Figura 5 se muestra un gráfico de Pareto que expone que los factores que cruzan la línea punteada (Alpha 0.05) son factores significativos, para este caso se concluye que las resistencias, la velocidad y la temperatura ambiente (C, B y A) influyen significativamente en la respuesta, así como la interacción de ellas (AC, BC y AB).
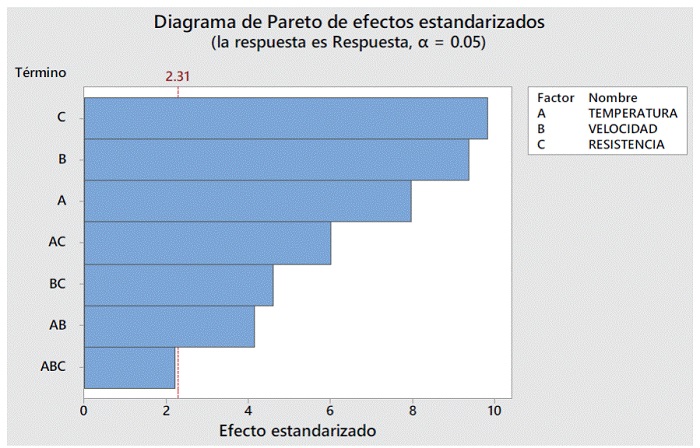
Figura 5
Diagrama de Pareto de efectos estandarizados
Después se obtiene la siguiente gráfica que muestra el comportamiento de cada factor por separado conforme la respuesta (Figura 6).
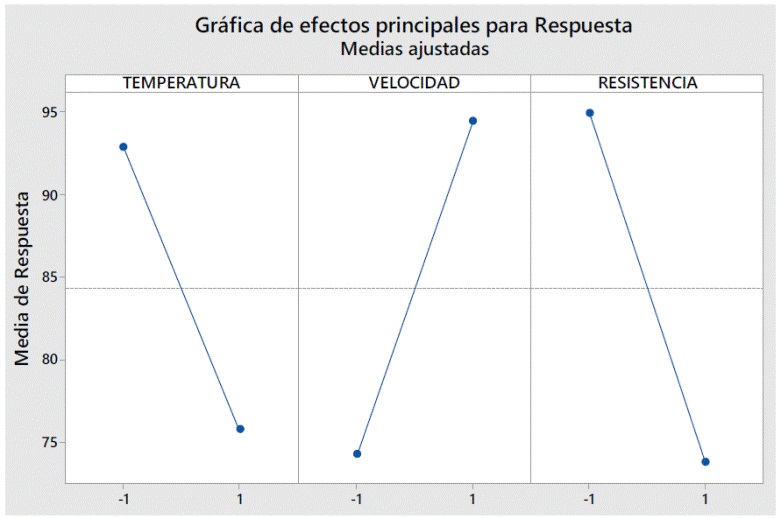
Figura 6
Gráfica de efectos principales para respuesta
En esta gráfica se observa que la temperatura muestra un comportamiento creciente en la respuesta cuando su nivel disminuye, es decir, a menor temperatura ambiente mayor porcentaje de pegado y de la misma manera para las resistencias. Por el contrario, la velocidad de la máquina muestra un comportamiento creciente, pero a medida aumenta su nivel, es decir, a mayor velocidad mayor porcentaje de pegado. Por último, se obtiene el siguiente optimizador de respuesta que indica los niveles necesarios de cada factor para maximizar la respuesta (obtener el máximo posible porcentaje de pegado).
En la Figura 7 se muestra que para obtener una respuesta y= 100 (100 % de pegado), la temperatura ambiente deberá estar en su nivel alto, la velocidad en su nivel alto y las resistencias en su valor bajo. Una vez terminado el análisis gráfico se procede a realizar el análisis estadístico (Figura 7).
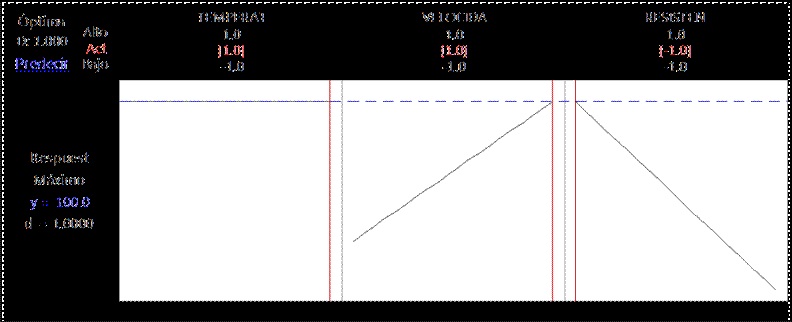
Figura 7
Optimizador de respuesta
El análisis de varianza expuesto en la Tabla 11 confirma nuevamente que los factores elegidos son significativos debido a que su valor p es menor al Alpha 0.05, además, se confirma la efectividad del modelo matemático en el resumen de la Tabla 12.
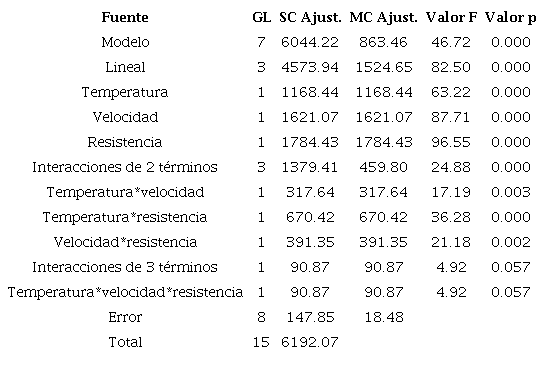

Se confirma la efectividad del modelo matemático en la sección de resumen, donde el valor de R-cuad. (pred) supera 80 %, lo que significa que el modelo es capaz de predecir respuestas a nuevas observaciones en un 90.45 % de las veces. Por último, para asegurar la validez del análisis de varianza (ANOVA) se comprobó el cumplimiento de los 3 supuestos básicos mencionados en el marco teórico, normalidad, varianza constante e independencia de errores. Una vez validado el Análisis de Varianza, fue posible ajustar el proceso a un nuevo estándar que asegura una salida conforme (100 % de pegado) cada vez que se utilice. Una limitante en el proyecto es la incapacidad de controlar la temperatura ambiente, si bien se encuentra en los planes futuros la inversión de infraestructura en el área, por el momento el proceso se limita a esta condición. Dando por concluida la fase de mejora, se continuó por institucionalizar los cambios realizados.
Al obtener las variables críticas del proceso y su validez estadística, se procedió a la última fase de la metodología; para documentar y estandarizar los nuevos hallazgos se realizó un procedimiento operativo estándar (POE) con el fin de establecer un control que asegure el mantenimiento de las acciones a través del tiempo. Después de documentar el nuevo estándar se llevó a cabo una sesión con los operadores de la máquina, supervisores y partes interesadas, con el fin de explicar el cambio que se realizaría al proceso.
Después de haber implementado el nuevo estándar se estableció un periodo de 3 meses para volver a estudiar la variable y analizar el impacto de los cambios realizados. Transcurridos los tres meses se analizó la información del nuevo proceso y siguiendo este para el cálculo DPMO y nivel sigma se obtuvo lo siguiente (Tabla 13).
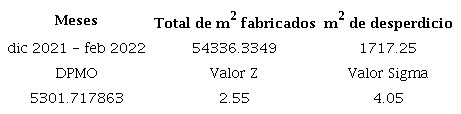
En la actualidad los defectos por millón de oportunidades disminuyeron en un 66 %, el nivel sigma aumentó a 4.05 y la variable bajo estudio representó el 12.72 % de los rechazos por defectos, donde anteriormente representaba 26.09 %. Ahora la falla de pegado representa el segundo motivo más frecuente de rechazos superado por las fallas de unión. Esto indica que la mayor oportunidad de mejora se encuentra en la reducción de defectos por falla de unión. Asimismo, el porcentaje de desperdicios total disminuyó de acuerdo con la Tabla 14.
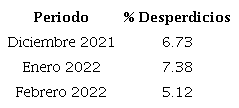
A partir del mes de diciembre 2021 se comenzó a utilizar el nuevo estándar, en la Tabla 14 se puede observar los tres meses establecidos para estudiar el efecto del cambio en los desperdicios totales. Anteriormente, estos porcentajes se encontraban por encima del valor objetivo (8.5 %) reflejando grandes pérdidas monetarias y baja productividad del área, necesitando cambios que mejoraran la situación. Actualmente, el área cuenta con 3 meses consecutivos donde dicha meta ha sido alcanzada, corroborando que los cambios implementados han sido eficientes, cumpliendo los objetivos del presente proyecto.
Por último, otro control que se estableció para el presente proyecto fue la creación de una carta de control que permitiera monitorear el proceso. El tipo de carta fue para variables individuales, pues se busca monitorear un porcentaje y cuidar los altos costos que representa esta medición (prueba destructiva). Se utilizará la gráfica de mediciones individuales y rango móvil con el objetivo de observar posibles causas de variación y actuar en caso de ser necesario. Al recolectar 33 observaciones se obtuvo la siguiente información (Figura 8).
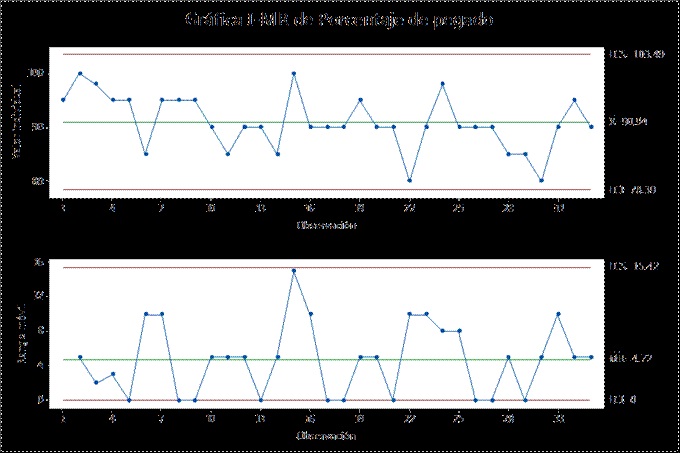
Figura 8
Carta de control para mediciones individuales y rango móvil
En la gráfica se muestra la carta de control para observaciones individuales, es decir, muestra todas las observaciones conforme el promedio (línea central) y la gráfica inferior muestra la diferencia de una observación con la siguiente. El valor deseado para cada observación es de 100 %, es decir, si una observación se encuentra cerca del límite del control superior, indicaría que la prueba ha sido exitosa con un 100 % de pegado (punto 2 y 15). Asimismo, para ambas cartas se muestra que:
- 1. Ningún punto se encuentra fuera de los límites de control.
- 2. No existen 2 o 3 puntos consecutivos fuera de los límites de advertencia de 2 sigmas en el lado inferior (pues el lado superior indicaría un buen pegado).
- 3. No existen 4 o 5 puntos consecutivos fuera de los límites de advertencia de 1 sigma (lado inferior).
- 4. No existen 8 valores consecutivos del mismo lado.
De esta manera, conforme las cuatro reglas más populares de Western Electric (Polona, 2018) se concluye que el proceso se encuentra dentro de control estadístico y no existen causas asignables que ocasionen variabilidad en el proceso.
Conclusiones
En la actualidad las empresas buscan innovar sus procesos, productos o servicios con el fin de prevalecer en mercados altamente competitivos. Cada empresa optará por las herramientas que mejor le convengan y se encuentren dentro de sus posibilidades, de esta manera, Lean Six Sigma brinda una nueva forma de abordar los problemas derivados de la variabilidad de forma eficiente, buscando obtener mayores mejoras a menores costos. Esta metodología es ampliamente utilizada para reducir desperdicios (tiempo, defectos, movimientos innecesarios, sobre inventarios, etcétera.) ocasionados por variabilidad presente no detectada y controlada.
En el presente trabajo, la aplicación de la metodología Lean Six Sigma brindó visibilidad a nuevas variantes que anteriormente no se habían contemplado, por ejemplo, el análisis al sistema de medición permitió detectar una nueva oportunidad de mejora, logrando perfeccionar aspectos como costos por mala calidad y afectación hacia los clientes. También, a lo largo del proyecto fue posible detectar factores clave del proceso que repercutían directamente en el producto final, lo que dio oportunidad de tomar decisiones de cambio para que dichos factores se encontraran dentro un rango óptimo asegurando la calidad del producto. Si la compañía decide adoptar dicha metodología como proyecto de mejora continua, los próximos esfuerzos deberán centrarse en la disminución de desperdicios por falla de unión, donde se deberá analizar el sistema de medición y recorrer la trayectoria de análisis, mejora y control.
Finalmente es posible concluir que la metodología utilizada permitió alcanzar los objetivos planteados, logrando reducir los desperdicios al nivel requerido (inferior a 8.5 %), además, el presente proyecto brinda a la empresa la posibilidad de réplica en otras unidades iguales, obteniendo un panorama benéfico dirigido a la reducción de grandes costos, donde, los beneficios también se verán reflejados en el medio ambiente, pues la reducción de desperdicios disminuirá significativamente la huella de carbono que produce este sistema.
Referencias
Antony, J. (2003). A systematic methodology for Design of Experiments. Design of Experiments for Engineers and Scientists, 29-43. http://dx.doi.org/10.1016/B978-075064709-0/50005-3
Clarkston Consulting. (2018). Clarkstonconsulting. Recuperado de https://clarkstonconsulting.com/insights/what-is-dmaic/
Dharmaraja-Selvamuthu, D. D. (2018). Introduction to statistical methods, design of experiments and statistical quality control. 1a ed. Springer Nature Singapore Pte Ltd.
George, M. L. (2002). Lean Six Sigma: Combining Six Sigma quality with lean production speed. 1a ed. Mcgraw Hill Edducation.
Gupta, D. (2015). Success using lean Six Sigma in terms of operations and business processes, 11-21.
Jiju, V. S. (2019). Introduction to Lean Six Sigma and ten commandments. In the ten commandments of Lean Six Sigma: A Guide for Practitioners, 1-8.
Kadry, S. (2018). In understanding Six Sigma: Concepts, applications and challenges, 5-12. New York: Nova.
López, B. S. (2019). ingenieriaindustrialonline. Recuperado de https://www.ingenieriaindustrialonline.com/gestion-de-calidad/nivel-sigma-y-dpmo/
Harry, M., & Schroeder, R. (2000). Six Sigma: The breakthrough management strategy revolutionizing the world's top corporations. Editorial Currency.
Polona, K., & Carson, J. H. (2018). Uso de reglas de interpretación de gráficos de control, ASTM International. Recuperado de https://sn.astm.org/spanish/?q=data-points/uso-de-reglas-de-interpretación-de-gráficos-de-control-ja18.html#:~:text
Rodrigo, J. A. (2016). Análisis de la homogeneidad de varianza (homocedasticidad). Recuperado de cienciadedatos: https://www.cienciadedatos.net/documentos/9_homogeneidad_de_varianza_homocedasticidad.html#:~:text
Souraj-Salah, A. R. (2019). Integrated Company-Wide Management System. Springer.
Stone, B. (2019). Lean Six Sigma (LSS) principles. Inimplementing Lean and Six Sigma techniques, 32-33. Editorial Society Publishing.
Sven-Knoth, W. S. (2015). Frontiers in statistical quality control 12. Springer.
Vázquez, E. J. (2014). Diseño y Análisis de Experimentos. LIMUSA.
Zhan, W. D. (2016). The process of Lean Six Sigma. In Lean Six Sigma and statistical tools for engineers and engineering managers, 51-66. Editorial Momentum press.