Basic Research
Effluent reuse in the manufacture of concrete blocks for sealing masonry
Reuso de efluentes na fabricação de blocos de concreto para alvenaria de vedação
Reutilización de efluentes en la fabricación de bloques de concreto para albañilería
Effluent reuse in the manufacture of concrete blocks for sealing masonry
Revista de la Asociación Latinoamericana de Control de Calidad, Patología y Recuperación de la Construcción, vol. 9, no. 2, pp. 215-227, 2019
Asociación Latinoamericana de Control de Calidad, Patología y Recuperación de la Construcción, A. C.

This work is licensed under Creative Commons Attribution-NonCommercial-NoDerivs 4.0 International.
Received: 26 October 2017
Accepted: 29 May 2018
Published: 30 April 2019
Abstract: This work seeks to assess the use of reuse water from sewage treatment stations in the manufacture of simple concrete hollow blocks. The use of these blocks has been adopted as a rationalization option in the composition of the sealing and structural masonry, providing a reduction in the losses of materials and layers of coating. Made from the mixture of agglomerate, aggregate and water, around 60 m³ of concrete, required for the production of 12,350 blocks (14 x 19 x 39 cm), would consume 4, 500 l of water. The study includes the analysis of the physical and mechanical properties of effluent dosed blocks. Consequently, the results show that these properties remain unchanged, which can make the effluent use viable.
Keywords: recycled water, concrete block, treated effluent.
Resumo: Este trabalho busca avaliar a utilização da água de reuso proveniente de estações de tratamento de esgoto na fabricação de blocos vazados de concreto simples. O uso desses blocos tem sido adotado como opção de racionalização na composição da alvenaria de vedação e estrutural, por permitir redução nas perdas de materiais e camadas de revestimento. Fabricados a partir da mistura de aglomerante, agregado e água, em média 60 m³ de concreto, necessários para produção de 12.350 blocos (14 x 19 x 39 cm), consumiria 4.500 l de água. O estudo compreende a análise das propriedades físicas e mecânicas dos blocos dosados com efluente e os resultados mostram que essas propriedades permanecem inalteradas, o que pode viabilizar a utilização do efluente.
Palavras-chave: água de reuso, bloco de concreto, efluente tratado.
Resumen: En este trabajo se evalúa la utilización del agua de reutilización proveniente de estaciones de tratamiento de aguas residuales en la fabricación de bloques huecos de concreto simple. El uso de esos bloques ha sido adoptado como opción de racionalización de la composición de la albañilería para mampostería tradicional y estructural, por permitir reducción de pérdidas de materiales y capas de revestimiento. Fabricados a partir de la mezcla de aglomerante, agregado y agua, en promedio 60 m³ de concreto, necesarios para la producción de 12.350 bloques (14 x 19 x 39 cm), consumiría 4.500 l de agua. El estudio comprende el análisis de las propiedades físicas y mecánicas de los bloques dosificados con el efluente y los resultados muestran que esas propiedades permanecen inalteradas, lo que puede viabilizar la utilización del efluente.
Palabras clave: reutilización del agua, bloque de concreto, aguas residuales tratadas.
INTRODUCTION
According to Visvanathan and Asano (2001), uncontrolled industrial development caused the depletion and pollution of water resources, and it was necessary to make ever stricter regulations that would force industries to reduce drinking water. The author still states that technological advances enable the treatment of wastewater for a diversity of industrial reuse.
Another relevant point is the reuse of water, which presents itself as one of the solutions for the face of the water crisis. According to data from the World Bank (2015), approximately 90% of the wastewater from developing countries has its disposition in the environment without any treatment. The World Bank also points out that in Latin America about three-quarters of water contaminated with fecal coliform, return to the water body, causing serious public health and environmental problems.
In this context, the general objective of this work is to evaluate and compare the physical-mechanical properties of concrete blocks made with drinking water and blocks manufactured using domestic effluent treated by Waste Water Treatment Station (WWTS) Vila Uniao, located in Palmas – TO.
CAST CONCRETE BLOCK
The Brazilian Association of Technical Standards (ABNT) defines concrete hollow blocks as a “component for the execution of masonry, with or without structural function, leaked in the upper and lower faces, whose net area is equal to or less than 75% of the raw area” (ABNT NBR 6136:2014, p. 1).
In the production of concrete blocks is used the dry concrete, also known as concrete without rebate (MARCHIONI, 2012). This concrete differs from conventional concrete (plastic) in certain properties such as: cement consumption, granulometry of mixtures and workability. The resistance of dry concretes does not follow the law of Abram, applied to plastic concretes. (FRASSON JR. and PRUDENCIO JR., 2002).
There are advantages of using hollow blocks: the lower consumption of mortar in the execution of the masonry; the possibility of being filled with steel bars and grout reaching capacity to support structural loads; and the use of its cavities for the passage of electrical and plumbing installations, which avoids the cutting in the masonry, which contributes in the reduction of solids waste and increase productivity.
Because they have very small dimensional tolerances, they generate a sharp reduction in the coating application in relation to the ceramic block (SANTOS, 2016). The concrete block for submitting greater adhesion, in relation to the ceramic block, requires less coating. Another advantage is in relation to the loss of material, taking advantage that the concrete blocks do not break as much as the ceramics (HOMETEKA, 2016).
PROCEDURE
For the development of this research blocks of concrete with treated effluent, collected in the month of July 2016, from WWTS Vila Uniao, located in Palmas - Tocantins were manufactured.
Collection of treated effluent
The effluent collection for chemical analysis was carried out in the WWTS Vila Union, where the treatment is performed by ascending flow reactors (UASB), activated sludge lakes and decanters. The collection of the manual was made on the flow rate meter device of the treated effluent of the station.
The procedure for sampling in surface water and manual collection was carried out according to the specifications of NBR 9898:1987 and the National Guide to Collection and Preservation of Samples (2011) CETESB.
Treatment effluent analysis
The essays to evaluate recycled water were divided into the following stages: preliminary evaluation, chemical analysis, paste setting time and resistance to mortar compression.
The preliminary evaluation step included the completion of the following trials specified in Table 1, held at the General Chemistry Laboratory of the Federal University of Tocantins – UFT.
| Parameter | Norm |
| Oils and Fat | ABNT NBR 15900-3 |
| Detergents | |
| Color | |
| Solid Material | |
| Odor | |
| Acid | |
| Organic Matter |
Chemical analyses were performed by the MICROLAB Environmental Laboratory of Goiânia – GO and contemplated the trials and standards specified in Table 2.
| Test | Standard |
| Chloride | ABNT NBR 15900-6 |
| Sulfates | ABNT NBR 15900-7 |
| Alkali | ABNT NBR 15900-9 |
| Phosphates | ABNT NBR 15900-8 |
| Nitrates | ABNT NBR 15900-10 |
| Lead | ABNT NBR 15900-5 |
| Zing | ABNT NBR 15900-4 |
According to the procedures of the NBR NM 45 and NBR NM 65, tests were carried out for determining the initial and final setting time for the cement paste with treated effluent. The water standard for concrete kneading (NBR 15900) says that the paste initial and final setting time, in samples prepared with the water in study, must not differ more than 25% of the initial and final setting time obtained with samples prepared with distilled water.
The compressive strength assays were performed at 7 and 28 days of curing of the mortar specimens, according to the procedures of NBR 7215. According to NBR 15900, the average resistance for the two ages must reach at least 90% of the average compressive strength of specimens prepared with drinking water.
Blocks Manufacturing
The next step was the manufacture of the concrete hollow blocks for sealing masonry using treated effluent and drinking water. Table 3 shows the trace used in the manufacture of the blocks.
| Mass Trace (cem.: pebble dust: water) | Material | Unit | Quantity |
| 1 : 9,250 : 0,325 | Cement | Kg | 40 |
| Pebble Dust | Kg | 370 | |
| Water | L | 13 |
For the manufacture of the blocks, the cement CP II Z 32, manufacturer CIPLAN, originated from the local market (Palmas-TO). The materials used in the mixture of the concrete with drinking water resulted in a volume of 0.17 m3 of concrete and the production of approximately 35 blocks. The same volume of concrete with treated effluent was produced, resulting in approximately 35 blocks.
Essay for blocks
The tests for dimensional analysis, absorption and liquid area were carried out in the Civil Engineering Laboratory of the Federal University of Tocantins. And the test of resistance to compression of blocks and prisms in the Laboratory of Civil Engineering of the University Center Lutheran of Palmas (CEULP/ULBRA – TO). The procedures followed the NBR 6136 and NBR 12118 standards.
The test of resistance to the compression of prisms was carried out according to the procedures of the NBR 15961 standard. As with the mentioned procedure, two blocks prisms as one of the elements that can be used to estimate the compression resistance of structural masonry walls were adopted. Although the blocks were for sealing masonry, the two-block prism-compression resistance test was performed to obtain a better understanding of the transmission of loads from one block to another.
Table 4 shows the trace in volume and the water/cement ratio of the mortar used to seat the blocks in the assembly of the prism.
| Trace in volume (cem.: sand) | water/cement ratio |
| 1 : 0,5 | 1,4 |
RESULTS AND DISCUSSIONS
Preliminary Evaluation of Effluent
After collecting the effluent, preliminary evaluation of the effluent was carried out in relation to the parameters: oils, fats, detergents, color, solid material, odor, acids and organic matter, according to the normative recommendations of NBR 15900-1:2009. In this evaluation, the tests were made from qualitative analyses, with the exception of the test of solid material whose present content was quantified in the sample. The obtained results are displayed in time Table 5.
| Parameter | Result | Requirements |
| Oils and Fats | No Visible Traces | No more than visible traces |
| Detergents | Foam Presence | Any foam must disappear in 2 min |
| Color | Light Yellow | The color must be qualitatively compared to drinking water, and it must be light yellow and odorless |
| Solid Material | 391 mg/L | Max of 50.000 mg/L |
| Odor | Odorless and without the odor of hydrogen sulfide after the addition of hydrochloric acid | Water should be odorless and without odor hydrogen sulfide, after the addition of hydrochloric acid |
| Acid | pH 8 | pH ≥ 5 |
| Organic Matter | Clearer sample solution than the standard solution | The watercolor must be lighter or equal to the standard solution, after the addition of NaOH |
Although the recycled water from the WWTS does not meet parameter “missing foam”, it is permitted to use the treated effluent as kneading water, as long as it meets the criteria about setting time and compression resistance presented in item 4.4 from NBR 15900-1:2009.
Still, on the results presented in Table 5, the pH of the treated effluent presented results within the permitted and had a light-yellow color. In addition, the effluent in the odor test presented odorless and odor-free hydrogen sulfide odor after the addition of hydrochloric acid.
In relation to the parameter “oils and fats", the value of the area is not visible. Also, through visual analysis, in the parameter “organic matter”, the sample solution was clearer than the standard solution. The solid material content was lower than the maximum content.
Chemical analysis of effluent
Chemically tested according to the standard recommendations presented in Table 6 in order to identify the presence of deleterious substances to the concrete, the content of chlorides, sulfates, alkali, phosphates, nitrates, lead, and zinc are quantified.
| Substance | Content(mg/L) | Max Content (mg/L) | Final use | Method |
| Chlorides | 75 | 500 | Prestressed Concrete or grout | ABNT NBR 15900-6 |
| 1.000 | Reinforced concrete | |||
| 4.500 | Simple Concrete (Unreinforced) | |||
| Sulphates | 64 | 2.000 | - | ABNT NBR 15900-7 |
| Alkalis | 295 | 1.500 | ABNT NBR 15900-9 | |
| Phosphates | 6,036 | 100 | ABNT NBR 15900-8 | |
| Nitrates | 0,02 | 500 | ABNT NBR 15900-10 | |
| Lead | <0.01 | 100 | ABNT NBR 15900-5 | |
| Zinc | 0,081 | 100 | ABNT NBR 15900-4 |
Some substances, considered by Battagin (2010) like changes of the resistance to compression and of the setting time, were found at minimum levels in the effluent sample. For the author nitrate zinc, lead and manganese slow the handle, while chrome nitrates promote its acceleration. On the other hand, phosphates and borates of lead and zinc reduce the hydration rate, prolong the setting time and shorten the evolution of the initial resistance.
Setting Time
Still, in the provided essays for kneading water, it was carried out the setting time essay, following the NBR 15900-1:2009 standard. According to the criteria of the standard, it was assessed the approval or not of the recycled water as an input in the manufacture of the blocks. In Figure 1, the initial and final setting time of the paste with distilled water and treated effluent are displayed.
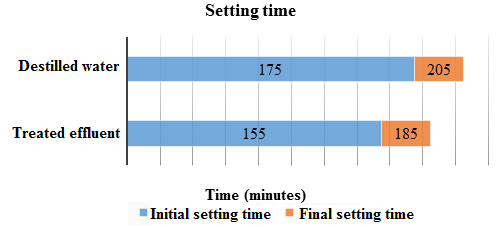
Figure 1
Results referring to the initial and final setting time
It is noticed that the initial and final setting times of the samples prepared with treated wastewater, did not diverge more than 25% from the ones prepared with distilled water, obeying the demanded from NBR 15900-1:2009. The effluent diverged 11,43% for initial setting time, and 9.76% for final setting time.
Resistance to compression
In the axial compressive strength test of the mortar, 4 specimens of each sample were used at 7 and 28 days of age, in a total of 16 test specimens tested. The results are shown in table 7.
| Resistance to Compression (MPa) | ||||
| Concrete Specimen | Distilled Water | Treated Effluent | ||
| 7 Days | 28 Days | 7 Days | 28 Days | |
| 1 | 18,90 | 24,69 | 16,68 | 24,04 |
| 2 | 15,65 | 21,82 | 19,87 | 19,49 |
| 3 | 19,00 | 24,69 | 17,00 | 22,20 |
| 4 | 19,17 | 26,26 | 16,79 | 22,74 |
| Average | 18,18 | 24,37 | 17,59 | 22,12 |
| S.D | 1,69 | 1,85 | 1,53 | 1,91 |
| C.V. (%) | 9,30% | 7,60% | 8,70% | 8,66% |
The average resistance to compression strength of the mortar test specimens with treated effluent at 7 and 28 days, reached more than 90% of the resistance to the average compression of the specimens prepared with distilled water, meeting the requirement of NBR 15900-1:2009. At 7 days it had a reach of 96.75%, and with 28 days the reach was 90.77%.
Using Student's “t" hypothesis test, it was verified that the average resistance of the mortar with distilled water and the mortar with treated effluent had significantly similar values, for a confidence level of 95%.
Absorption and liquid area of the blocks
Three blocks were used for each sample (block A and B). The result of the determination of the absorption and net area of the conventional blocks can be visualized in table 8.
| Concrete Specimen | Absorption | Liquid Area | ||
| Individual (%) | Average (%) | Individual (mm²) | Average (mm²) | |
| 1 | 10,71% | 10,50% | 25.000,00 | 25.000,00 |
| 2 | 10,26% | 24.736,84 | ||
| 3 | 10,53% | 25.263,16 | ||
Table 9 shows the results of determination of absorption and net area of the blocks with treated effluent.
| Concrete Specimen | Absorption | Liquid area | ||
| Individual | Average | Individual (mm²) | Average(mm²) | |
| 1 | 10,48% | 10,66% | 26.052,63 | 25.789,47 |
| 2 | 10,68% | 25.789,47 | ||
| 3 | 10,84% | 25.526,32 | ||
The requirement of NBR 6136:2014 for the block absorption essay, with the use of normal aggregate, is individual absorption less or equal to 12% and average absorption less or equal to 10%. The results show that both block samples presented average absorption above the maximum limit at 28 days of curing. For Fernandes (2012), a block produced with an insufficient amount of water for perfect compaction or produced with very coarse granulometric composition usually presents a porous surface, subject to absorb water with ease. Since the granulometric distribution used to make the blocks allows a good surface for the pieces, it is believed that probably the amount of water added in the mixture was not enough to produce parts with little porosity, through the degree of compaction used. The high content of pulverulent materials may have increased water consumption due to the high specific surface of fines.
Block compression resistance test
For axial compression resistance test, 6 blocks of each sample (conventional and treated effluent) were used at 14 and 28 days old, in a total of 24 packs. The results are presented in Table 10 and show a comparison between the average resistance of the samples.
| Compression Resistance (MPa) | ||||
| Block | Conventional | Efluente Tratado Treated Effluent | ||
| 14 Days | 28 Days | 14 Days | 28 Days | |
| 1 | 2,28 | 3,16 | 3,61 | 3,58 |
| 2 | 1,87 | 3,43 | 3,04 | 5,03 |
| 3 | 2,03 | 3,26 | 3,11 | 4,20 |
| 4 | 2,53 | 3,17 | 3,00 | 3,53 |
| 5 | 2,43 | 3,09 | 4,96 | 3,54 |
| 6 | 2,40 | 3,09 | 2,05 | 4,80 |
| Average | 2,26 | 3,20 | 3,29 | 4,11 |
| S.D. | 0,26 | 0,13 | 0,96 | 0,67 |
| C.V. (%) | 11,30% | 4,05% | 29,19% | 16,40% |
The average resistance to compression of the mortar specimen with treated effluent, at 7 days and 28 days, reached more than 90% of the average compression resistance of the concrete specimen prepared with distilled water, given the NBR 15900-1:2009 requirement. At 7 days the range of resistance was 96.75%, and with 28 days of 90.77%, presenting significantly similar values to a 95% confidence level.
For classifying the blocks according to their due class, it is necessary to take as reference the estimated compression resistance (Fbk,est). The values of the Fbk,est of the conventional block and of the treated effluent block are presented in Tables 11 and 12 respectively.
| Concrete Specimen | Maximum break load (Kgf) | Compression Resistance (MPa) | Fbk,esta | Fbkb | ||
| Individual | Average | |||||
| 1 | 17.584 | 3,16 | 3,20 | 3,03 | 3,03 | |
| 2 | 19.122 | 3,43 | ||||
| 3 | 18.154 | 3,26 | ||||
| 4 | 17.640 | 3,17 | ||||
| 5 | 17.222 | 3,09 | ||||
| 6 | 17.224 | 3,09 | ||||
| a Compression Resistance of estimate characteristic sample expressed in MPab Characteristic resistance to compression expressed in MPa (Fbk,est ≥ Ψ.Fb1) | ||||||
Both block samples have met the resistance specifications for Class C, Fbk, or 3 MPa blocks specified in item 6.5 of NBR 6136:2014.
The blocks made with treated effluent presented medium resistance and characteristic resistance larger than the blocks produced with drinking water, with gain resistance to compression to a confidence level of 95%.
Considering that the manufacturing process, the trace, and the cure were the same for the two samples, then it is believed that this increase of resistance was given due to some problem in the molding of the blocks (carried out in the factory), to be seen that in the assay resistance test of the mortar the result was different.
The effluent blocks showed greater compacity (particle packaging) and greater resistance. In Table 13, it can be verified that the sample of blocks with treated effluent showed greater density than the blocks of the other sample.
| Mass (kg) | Volume (m³) | m³) | Average Density (Kg/m³) |
| Conventional Blocks | |||
| 9,80 | 0,00480 | 2041,67 | 2017,36 |
| 9,75 | 2031,25 | ||
| 9,50 | 1979,17 | ||
| Blocks with treated effluent | |||
| 10,50 | 0,00480 | 2187,50 | 2149,31 |
| 10,30 | 2145,83 | ||
| 10,15 | 2114,58 | ||
Fernandes (2014) states that, for better technological control, it is recommended to establish the desired piece and to obtain its weight by adopting it as standard in a range of no more than 5%. The establishment of the standard weight for the parts and the weight control immediately after extrusion is more efficient and practiced for controlling the standard deviation of the resistance in different batches, between cycles of the same mixture or even between parts of the same trays.
Resistance to prism compression
The resistance test to simple compression performed with 3-block prisms of each sample with 28 days, totaling 6 non-grauted prisms presented compression-resistance values and detailed prism/block efficiency factor values in Table 14.
| Maximum break load (Kgf) | Resistance (MPa) | Average (MPa) | S.D. (MPa) | C.V. (%) | Efficiency (fpm/fbm) |
| Conventional Prism | |||||
| 11.687 | 2,10 | 2,30 | 0,37 | 16,01% | 71,97% |
| 11.600 | 2,08 | ||||
| 15.199 | 2,73 | ||||
| Prism with treated effluent | |||||
| 16.012 | 2,88 | 3,15 | 0,25 | 7,94% | 76,47% |
| 17.779 | 3,19 | ||||
| 18.755 | 3,37 | ||||
It was observed in all prisms that the rupture occurred by traction in the block causing vertical cracking, initiated and intensified in the longitudinal walls and sometimes in the transverse walls. The red lines shown in Figure 2 demarcate the cracks in prisms.

Figure 2
Typical prisms rupture
The efficiency is conventionally defined as the relationship between the resistance of an element, e.g. a prism, and the resistance of the block that composes it. According to Ramalho and Corrêa (2003), the efficiency factor fpm/fbm ranges from 0.50 to 0.90. For the two samples were found values above 0.70 of prism/block efficiency, statistically similar via Student’s “t" hypothesis test, for a 95% confidence level.
CONCLUSIONS
The results of the recycled water analysis and the data of resistance to compression, initial and final setting time can confirm the non-interference of the effluent use in the composition of the blocks. All results have met the criteria of ‘setting time’ and compression resistance for concrete kneading water established by NBR 15900-1:2009.
As for the dimensional checks of the molded blocks, it was verified that the average liquid areas of the two block samples presented a percentage of around 45% of the gross area of the block, meeting the requirements of values less than 75%, required by NBR 6136:2014. Both samples presented dimensions statistically similar, not interfering the effluent, in the dimensional stability of the parts.
Regards the absorption of the blocks, the average results obtained for the two samples were above the maximum limit presented by the standard. The high content of pulverate materials must have increased the consumption of water, causing an insufficient amount of water to mix and consequently forming a porous concrete.
Supplementary material
REFERENCES
ABNT - Associação Brasileira de Normas Técnicas (1996), NBR 7215: 1996, Cimento Portland – Determinação da resistência à compressão. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (1987), NBR 9898: 1987, Preservação e técnicas de amostragem de afluente líquidos e corpos receptores – Procedimento. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2006), NBR NM 45:2006, Agregados – Determinação da massa unitária e do volume de vazios. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2009), NBR 15900-1:2009, Água de amassamento do concreto – Parte 1: requisitos. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2009), NBR 15900-2:2009, Água de amassamento do concreto – Parte 2: coleta de amostras para ensaios. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2009), NBR 15900-3:2009, Água de amassamento do concreto – Parte 3: avaliação preliminar. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2009), NBR 15900-4:2009, Água de amassamento do concreto – Parte 4: análise química – Determinação de zinco solúvel em água. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2009), NBR 15900-5:2009, Água de amassamento do concreto – Parte 5: análise química – Determinação de chumbo solúvel em água. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2009), NBR 15900-6:2009, Água de amassamento do concreto – Parte 6: análise química – Determinação de cloreto solúvel em água. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2009), NBR 15900-7:2009, Água de amassamento do concreto – Parte 7: análise química – Determinação de sulfato solúvel em água. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2009), NBR 15900-8:2009, Água de amassamento do concreto – Parte 8: análise química – Determinação de fosfato solúvel em água. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2009), NBR 15900-9:2009, Água de amassamento do concreto – Parte 9: análise química – Determinação de álcalis solúveis em água. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2009), NBR 15900-10:2009, Água de amassamento do concreto – Parte 10: análise química – Determinação de nitrato solúvel em água. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2009), NBR 15900-11:2009, Água de amassamento do concreto – Parte 11: análise química – Determinação de açúcar solúvel em água. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2011), NBR 15961-1:2011, Alvenaria estrutural — Blocos de concreto – Parte 1: projeto. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2011), NBR 15961-2:2011, Alvenaria estrutural — Blocos de concreto – Parte 2: execução e controle de obras. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2012), NBR 6136:2014, Blocos vazados de concreto simples para alvenaria – Requisitos. Rio de Janeiro.
ABNT - Associação Brasileira de Normas Técnicas (2013), NBR 12118:2013, Blocos vazados de concreto simples para alvenaria – Métodos de ensaio. Rio de Janeiro.
AMN - Asociación Mercosur de Normalización (2002), NM 65:2002, Cimento Portland – Determinação do tempo de pega. Rio de Janeiro.
Frasson Jr, A.; Oliveira, A. L.; Prudêncio Jr., L. R. (2002), Influência do processo produtivo nas resistências dos blocos de concreto. IX Encontro Nacional de Tecnologia do Ambiente Construído, Foz do Iguaçu, PR, maio, 8 p.
CETESB - ANA (2011), Guia nacional de coleta e preservação de amostras: água, sedimento, comunidades aquáticas e efluentes líquidos, Companhia Ambiental do Estado de São Paulo, Agência Nacional de Águas, Organizadores: Carlos Jesus Brandão [et al.], Autores: Adriana Castilho R. de Deus [et al.], São Paulo; Brasília.
Hometeka, Bloco de concreto x bloco cerâmico na alvenaria estrutural. Disponível em: http://goo.gl/zqavdD. Acesso em: 01 set. 2016.
Marchioni, M. L. (2012), “Desenvolvimento de técnicas para caracterização de concreto seco para peças de concreto para pavimentação intertravada”, 111 p. Dissertação (Mestrado) – Escola Politécnica, Universidade de São Paulo. São Paulo, 2012.
da Silva Battagin, I. L. (2010), “A Norma Brasileira de água de amassamento do concreto: uma contribuição para a sustentabilidade”, Concreto & Construção, São Paulo, v. 58, p.37-45, abr.-jun. 2010. Disponível em: http://goo.gl/F4xWZb, Acesso em: 01 set. 2016.
Ramalho, M. A.; Corrêa, M. R. S. (2003), “Projeto de edifícios de alvenaria estrutural”, 1 ed. São Paulo: PINI.
SANTOS, A. (2011), Bloco de concreto começa a virar o jogo. Disponível em: http://goo.gl/d9LP02, Acesso em: 01 set. 2016.
Visvanathan, C., Asano, T. (2001), The Potential for Industrial Wastewater Reuse. Encyclopedia of Life Support Systems. UNESCO Publication. Disponível em: http://goo.gl/HDq4TH, Acesso em: 01 set. 2016.
Wolrd Bank (2015), Brasil, Colômbia e Peru lideram lista de países com mais água no mundo. Disponível em: http://goo.gl/F3j1AC, Acesso em: 01 abr. 2016.
Author notes
denisparente@yahoo.com.br
Additional information
Responsible Associate Editor: Dr. Paulo Helene
Cite as: Plaza Meurer, A., Alves Amorim,
R., Carvalho Quintanilha, L., Cardoso Parente, D.
(2019), "Effluent reuse in the manufacture of concrete
blocks for sealing masonry", Revista ALCONPAT, 9 (2), pp. 215 – 227,
DOI: http://dx.doi.org/10.21041/ra.v9i2.278
Legal Information: Revista ALCONPAT is a quarterly publication by the Asociación Latinoamericana de Control de Calidad,
Patología y Recuperación de la Construcción, Internacional, A.C., Km. 6 antigua
carretera a Progreso, Mérida, Yucatán, 97310, Tel.5219997385893, alconpat.int@gmail.com, Website:
www.alconpat.org
Responsible editor: Pedro
Castro Borges, Ph.D. Reservation of rights for exclusive use
No.04-2013-011717330300-203, and ISSN 2007-6835, both granted by the Instituto
Nacional de Derecho de Autor. Responsible for the last update of this issue,
Informatics Unit ALCONPAT, Elizabeth Sabido Maldonado, Km. 6, antigua carretera a Progreso, Mérida, Yucatán, C.P. 97310.
The views of the authors do not
necessarily reflect the position of the editor.
The total or partial
reproduction of the contents and images of the publication is strictly
prohibited without the previous authorization of ALCONPAT Internacional
A.C.
Any dispute, including the
replies of the authors, will be published in the first issue of 2020 provided
that the information is received before the closing of the third issue of 2019.