ARTÍCULO
Wettability and decay of particleboards manufactured with thermally treated sugarcane residue and bamboo (Dendrocalamus asper) particles
 Flávia Maria Silva Brito faengflorestal@gmail.com
Geraldo Bortoletto
Juarez Benigno Paes
Flávia Maria Silva Brito faengflorestal@gmail.com
Geraldo Bortoletto
Juarez Benigno Paes
Wettability and decay of particleboards manufactured with thermally treated sugarcane residue and bamboo (Dendrocalamus asper) particles
Maderas. Ciencia y tecnología, vol. 24, 30, 2022
Universidad del Bío-Bío
Received: 01 September 2020
Accepted: 23 March 2022
Abstract: This study aimed to evaluate the chemical composition of wood particles (control and treated), and the effects of thermal modification and adhesive levels on the wettability and biological resistance of particleboards made of sugarcane residue and bamboo (Dendrocalamus asper). Therefore, 75% bamboo particles and 25% sugarcane residue (bagasse) were used for producing the particleboards. The particles were treated at 220 °C for 3h35min. Urea formaldehyde (UF) adhesive was used in three solid contents (10%, 12% and 14%) based on the dry mass of the particles. The mat was cold pre-consolidated (pressure of 0,5 MPa for 5 min) and after hot consolidated (3,45 MPa, 180 ºC, 10 min). Water and ethylene glycol and two measurement times were used to measure the contact angle. Gloeophyllum trabeum and Rhodonia placenta (brown rot) and Trametes versicolor (white rot) fungi were used for the biological resistance test. There was a change in the chemical composition of the treated particles such as a reduction in the levels of lignin (bagasse and bamboo), total extracts and holocellulose (bagasse). The thermal treatment increased the final contact angles obtained with water. The particleboard surfaces were classified as non-wettable and partially wettable to the tested solvents. The thermal treatment provided biological resistance improvements in the particleboards to the tested fungi, being classified as very resistant to Rhodonia placenta, resistant to very resistant to Gloeophyllum trabeum, and moderate to resistant to Trametes versicolor.
Keywords: Chemical composition, contact angle, medium density particleboards, thermal modification, wood decay fungi.
Introduction
Industries use wood from reforestation such as pine and eucalypts to produce particleboards, but these can be produced from any lignocellulosic material, given they provide adequate physical, mechanical and biological properties. The quality of the final product is directly related to the choice of raw material (Melo et al. 2015). The need to use of alternative materials for particleboard production is due to the high market demand and the constant lack of traditional raw materials in the industries. An option for these problems would be to use agro-industrial residues such as sugarcane bagasse and fast-growing materials such as bamboo, which promote sustainability and ecological construction, in addition to adding substantial value to lignocellulosic materials.
Bamboo can mitigate impacts and adapt to climate change (Wu et al. 2014), being an excellent carbon sink. Song et al. (2011) claim that the ability of bamboo to sequester atmospheric CO2 is due to its rapid growth and potential to store carbon in its biomass. Sugarcane bagasse, in addition to producing heat and energy (Hiloidhari et al. 2018, Carvalho et al. 2020), can be used as a raw material in the paper industry, particleboard, animal feed and in the production of microbial biomass.
The sugarcane production in Brazil in the 2019/20 harvest was 642,7 million tons (Companhia Nacional de Abastecimento - CONAB, 2020). In addition to the use of sugarcane for producing ethanol and sugar, bagasse produced on a large scale can be used for cogenerating clean energy through combustion and gasification processes. However, sugarcane bagasse can also be reused for producing particulate panels (Brito and Bortoletto Junior 2020, Brito et al. 2020a).
Regarding the production of particleboards, studies have already been conducted in Brazil and in other countries using sugarcane residue as a raw material associated or not with other materials pointing to its technical viability; for example, studies by Soares et al. (2017), that recommended a percentage of 26% of sugarcane bagasse, in association with eucalypts wood, in the production of low density particleboard. Atoyebi et al. (2019) concluded that panels produced with 50% sugarcane bagasse and 50% corn cob have good physical and mechanical performance. Brito et al. (2020b) noted that the mixture of 75% bamboo and 25% sugar cane provided good performance for the panels. Sugahara et al. (2019) demonstrated the potential for using bagasse in the production of high-density particleboard. Yano et al. (2020) verified that panels with 50% sawdust and 50% bagasse performed well, indicating the possibility of using panels produced with these residues.
Bamboo can be mentioned in addition to sugarcane bagasse, possessing characteristics such as lightness, flexibility, good resistance properties and rapid growth. On the other hand, it has disadvantages such as being hydrophilic, having dimensional instability and low resistance to deterioration in the inner layer, which shortens its useful service life (Schmidt et al. 2011, Lee et al. 2018).
Although there is only one industry which uses bamboo for producing cellulose in Brazil, a high local potential in relation to planting and marketing bamboo makes it reasonable to carry out scientific research related to developing high value-added products with bamboo (Gauss et al. 2019).
References of Brazilian and international research using bamboo as a raw material associated or not with other lignocellulosic material include those carried out by Dinhane et al. (2015) who concluded that panels produced with coconut and bamboo fibers is an innovative proposal for the sustainable production of particleboards, for use indoors and dry places. Zaia et al. (2015) stated that bamboo particleboards are an economically viable and sustainable alternative for the use of waste generated during bamboo processing. Almeida et al. (2017) found that the addition of 25% and 50% bamboo promoted values higher than those produced with 100% wood. Brito et al. (2020a) concluded that bamboo can be used as an alternative material for the manufacture of particleboard for indoor uses. Nasser et al. (2020) verified panels made of bamboo and peanut shells met the parameters established by Brazilian Standard - NBR 14.810-2 (2013), Brazilian Association of Technical Standards - ABNT (2013) and American National Standards Institute - ANSI A208-1 (1999).
An interesting option for producing particleboards is the combination of two or more materials. Since little is known about combining particles of alternative raw materials in manufacturing particleboards, this could become a large raw material source for supplying industries. In addition, different physical and chemical characteristics can be combined through mixing the particles to make the gluing and particleboard formation process more feasible (Iwakiri et al. 2010). For particleboards produced with bamboo particles and sugarcane bagasse, in proportions (0, 25, 50, 75 and 100%), Brito et al. (2020b) verified that the compaction rate increased with the addition of sugarcane bagasse. However, there was a decrease in the dimensional stability of the panels. On the other hand, there was an increase in the modulus of rupture, elasticity and resistance to surface screw pullout, but reduced top screw pullout and internal adhesion. The best panels were those produced with 75% bamboo particles and 25% sugarcane bagasse.
In addition, there is a growing concern regarding biological resistance, which is an essential test to define the use and application of the final product (Brito et al. 2020a, Brito et al. 2020b), in addition to saving unnecessary expenses with the replacement of parts and reducing impacts on the environment (Paes et al. 2015). Like wood, the chemical constitution from agro-industrial wastes (sugarcane bagasse) and other lignocellulosic materials (bamboo) can favor degradation as they contain high levels of starch (Brito et al. 2020a) and function as sources of nutrition for xylophagous organisms. Thus, some treatments have emerged which aim to improve the resistance to moisture, dimensional stability and biological durability. Among these, heat treatments which in addition to promoting the necessary improvements, do not use chemicals which harm the environment (Jirouš-Rajković and Josip Miklečić 2019). Thus, improvements in the properties of the final product (such as reconstituted particleboards) can be obtained.
Heat treatment causes changes in the material structure, which reduces the equilibrium moisture content due to the degradation of chemical components and forms lignin cross-linking, which affects water adsorption (Surini et al. 2012). After being treated, the wood becomes hydrophobic, influencing wettability (a term related to the spreading of liquids on a solid surface) due to the plasticization of lignin, which leads to reorganized cellular polymeric components (Hakkou et al. 2015). When the surface wettability of a material is changed, its use can be influenced by the adhesion of paints and coatings (Zhang and Yu 2015), and the spreading and coating of particles by adhesives. This can add value to the final product and/or enable the union of its components.
Surface wettability is usually measured by the contact angle. The lower its value, the better the surface wettability (Fang et al. 2016). Some studies have evaluated the wettability of particleboards made of heat-treated particles (Unsal et al. 2010, Unsal et al. 2011, Candan et al. 2012) in which there was a tendency to increase hydrophobicity in the heat-treated material. This is caused by the decrease of free OH-groups, mainly in the hemicellulose chains (Kubovský et al. 2020). Since between 180 °C and 190 °C, we have a moderate modification with carbohydrate degradation and deacetylation reactions of these components (Bachle et al. 2010).
Thus, the chemical composition of the material is also modified during heat treatment by the degradation of compounds and the cell wall extracts (Esteves and Pereira 2009), which in turn can influence the natural durability of material. The importance of this property is related to the behavior and uses of particleboards made with alternative materials. Some research on biological resistance of particleboards manufactured with heat-treated particles has already been conducted (Del Menezzi et al. 2008, Mendes et al. 2013). These authors indicated that the heat treatment improved the resistance against wood decay fungi.
Wood or other lignocellulosic materials (sugarcane bagasse and bamboo) can be used for producing particleboards when they are transformed into particles. However, few experiments have been carried out with particleboards made from thermally modified sugarcane bagasse and bamboo particles; rare examples are those mentioned by Brito and Bortoletto Júnior (2019) and Ribeiro et al. (2020), mainly in relation to technological properties, biological resistance and wettability. Thus, this study had the objective to evaluate the effect of thermal modification on the chemical composition of the particles, wettability and biological resistance of particleboards made from sugarcane bagasse and bamboo (Dendrocalamus asper).
Materials and methods
Origin and collection of raw materials used
Sugarcane bagasse was collected from a sugar mill located in Santa Bárbara D’Oeste, state of São Paulo, Brazil. The collected residues had good phytosanitary characteristics (no decomposition). After collection, the material was exposed outdoors on a plastic canvas until it reached ≈ 18% moisture. Drying was subsequently completed in a forced circulation oven (70 ± 2 °C) until it reached ≈ 10% moisture. After this process, the material was classified and the particles with granulometry between 0,50 mm and 0,85 mm were selected by the most appropriate morphology for producing the particleboards. Both were mixed in a 1:1 ratio based on the dry mass of the particles for further heat treatment in an oven.
The bamboo (Dendrocalamus asper Schult f. Backer ex Heyne) was aged over three years, and was collected at the Campinas Agronomic Institute located in Tatuí, state of São Paulo, Brazil. The procedures for cutting the culms and transforming them into splinter were described by Brito et al. (2018). The selected culm had a height of 15 m and were harvested in the field with a machete and chainsaw. The culms were sectioned in 2 m sections to facilitate transportation to the Lamination and Wood Panels Laboratory, Luiz de Queiroz College of Agriculture, University of São Paulo, Piracicaba Campus, Brazil.
The culms were cut longitudinally in a circular saw to obtain the splinter. The inner and outer layers were removed from the splits, as described by Brito et al. (2018), and transformed into chips in a band saw. The chips were dried in a similar way to sugarcane bagasse and transformed into particles in a Thomas Wiley mill (Arthur H. Thomas Company, Philadelphia, Pennsylvania, United States), using the same granulometries and proportions adopted for the sugarcane residue.
Thermal modification of the particles
The heat treatment process was similar to described by Brito and Bortoletto Júnior (2019). The particles were dried in an oven (≈ 3% moisture) and placed into containers made of wire mesh with dimensions of 13 cm x 18 cm x 58 cm (height x width x length), which were previously lined with aluminum foil (Figure 1).

Figure 1:
Bamboo and sugarcane bagasse particles, packed into containers with dimensions of 13 cm x 18 cm x 58 cm (height x width x length), internally lined with aluminum foil, for insertion in an oven and application of the heat treatment.
The containers were subsequently placed in metal boxes (with capacity for five containers) and placed in an oven equipped with nitrogen injection to avoid the risk of igniting the particles.
The thermal modification of the particles was started at room temperature (≈ 28 °C). The initial heating rate was 3,33 °C min-1 and maintained up to 100 °C, for 21 min (Mendes et al. 2013). Then the heating rate was reduced by 1 °C min-1, which was maintained until reaching 220 °C (2h 35 min), and remained in these conditions for another 3h 35 min to perform the heat treatment of the particles. The particles remained inside the oven at the end of the process until they reached room temperature. The particles were turned and removed from the containers and packed in plastic bags.
Chemical analyzes of the particles
To enable a chemical analysis, the heat treated and untreated particles (control) passed through the wiley mill screen were transformed into sawdust using a material with a 60 mesh size. The analyzes were performed in quadruplicate and the results were expressed on a dry basis. The designations of the Technical Association of the Pulp and Paper Industry - TAPPI 222-02 (2002) were followed for the Klason lignin content (insoluble). Soluble lignin was made according to Novo (2012). The total lignin was the sum of the obtained contents.
TAPPI 207-99 (1999) was followed to determine the extracts in hot water. The levels of total extracts were carried out according to TAPPI 204-97 (1997) using a cyclohexane and ethanol mixture (2:1, volume: volume), followed by extraction in hot water. Next, TAPPI 211-02 (2002) was adopted for ash content. The holocellulose percentage was obtained by the difference, according to the Equation 1.
 (1)
(1)Production of sugarcane bagasse and bamboo particleboards
A mix made up of 75% bamboo particles and 25% sugarcane bagasse particles were used to produce the particleboards, based on the dry mass of the particles. This proportion was adopted based on previous experiments carried out by the authors. The granulometries used were 0,50 mm and 0,85 mm due to providing better morphology for manufacturing the particleboards. The production parameters were similar to those adopted by Brito and Bortoletto Júnior (2020). The pre-established nominal density was 0,65 g/cm3 with a nominal thickness of 1,57 cm. Urea-formaldehyde (UF) adhesive was used in three solid contents (10%, 12% and 14%).
The adhesive used had a solids content of 64,16%, a density of 1,27 g/cm3 and a pH of 7,88. A solution of ammonium sulfate (catalyst) in the proportion of 5% solids was incorporated into the adhesive. The mixture was homogenized and sprayed on the particles in a rotating drum (12 revolutions per minute - rpm) for 5 min, and paraffin emulsion (1,0% solids) was applied to the mixture (5 min - 12 rpm).
The particles were weighed and deposited in a hollow wooden mold with dimensions of 40 cm x 40 cm, placed on an aluminum plate (50 cm x 50 cm). The mat was cold pre-consolidated (pressure of 0,5 MPa, 5 min) and hot consolidated (3,45 MPa, 180 ºC, 10 min). The obtained particleboards were air-conditioned (22 ± 2 ºC and 65 ± 5 % relative humidity - RH) before the samples were removed for the wetting and biological resistance tests.
Particleboard surface wettability
For the wettability tests, the goniometer KSV CAM 200 (Bionavis, Tampere, Pirkanmaa, Finland) was used. Samples with dimensions of 2,50 cm x 2,50 cm x 1,57 cm (length x width x thickness) were sanded (sandpaper # 200) to improve the contact angle measurements (θ°). Three replicates per treatment (particleboards) were used to test the wettability, for which a sample was taken from each particleboard and two measurements per sample were performed on opposite sides of the particleboards, totaling six measurements per treatment.
The solvents used (water and ethylene glycol) have a polar character, and provide good solvent-wood interactions. Water can act as a Lewis acid and ethylene glycol as a base (Walinder and Johansson 2001). A 10 µl syringe graduated in 1 µl positioned 8 mm in relation to the sample surface and a drop of 4 µl of the solvent was used for the application.
The KSV Contact Angle Measurement System software program was used to determine the θ°. As indicated by César (2011), two measurement times for the angles (initial and final) were considered. The initial time was determined right after depositing the solvent drop on the sample surface, and the final time after stabilization of the θ°.
Biological resistance of the particleboards
The resistance of the particleboards to wood-decay fungi was verified and classified according to the American Wood Protection Association - AWPA E-30 (2016). Rhodonia placenta (Fr.) Niemelä, K.H. Larss. & Schigel (Mad 698-R) and Gloeophyllum trabeum (Pers: Fr.) Murr. (Mad 617) which cause brown rot, and Trametes versicolor (L.) Lloyd (Mad 697) which causes white rot were used, being obtained from pure cultures. Samples with dimensions of 25,0 mm x 25,0 mm x 15,7 mm (length x width x thickness) were dried in an oven maintained at 103 ± 2 °C to obtain the initial dry mass.
The glass flasks (600 mL) used in the experiment were filled with 300 g of soil (red latosol) from horizon B with a low amount of organic matter. The soil pH was 6,5 and the water retention capacity was 25%. Next, 67 ml of distilled water was added to the flasks and two feeder strips with dimensions of 0,3 cm x 2,8 cm x 3,5 cm (thickness x width x length) made of Pinus elliottii wood and sterilized (121 ± 2 °C, 103 kPa, 30 min). After cooling, the flasks were placed in an incubation room (27 ± 2 °C and 65 ± 5% RH).
The fungi inoculation (≈ 0,5 cm x 0,5 cm inoculum) on the feeder strips was carried out in a laminar flow hood. Two particleboard samples were then added per flask after the inoculum growth and the beginning of soil colonization (30 days). The experiment was kept in the incubation room for 12 weeks. They were removed from the flasks and carefully cleaned with a brush to remove the mycelium and soil granules which were adhered to the material (Figure 2).
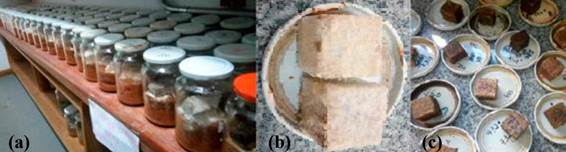
Figure 2:
(a) Incubation room experiment; (b) Samples colonized by fungi; (c) Clean samples for oven drying.
The samples were dried (103 ± 2 °C) until they reached constant and heavy masses (final dry mass). Mass loss was calculated (AWPA E-30 2016) and the strength classes of the particleboards were determined. Six samples were used for each treatment for operational mass loss, which were kept under the same conditions but without contact with the fungi in order to determine the mass loss caused by handling the samples (Mendes et al. 2013).
Experimental design and data analysis
Descriptive statistics (mean and standard deviation) were used for the chemical composition of the particles (treated and control). Three adhesive levels were adopted (10%, 12% and 14%) for producing the particleboards, having those produced with non-heat-treated particles and glued with 10% adhesive as control.
Analyzes of variance and F tests (p < 0,05) were performed for the wettability and biological resistance tests, and the Tukey test (p < 0,05) was used to discriminate the means. The data normality was verified by the Lilliefors test and the homogeneity of the variances by the Cochran test.
Results
Particle color change and chemical analysis
After the heat treatment it was found that the particles acquired a darker color (Figure 3).

Figure 3:
(a) Control particles; (b) Treated particles (Brito 2018).
The chemical components of the bamboo particles and sugarcane bagasse are represented in the Figure 4.
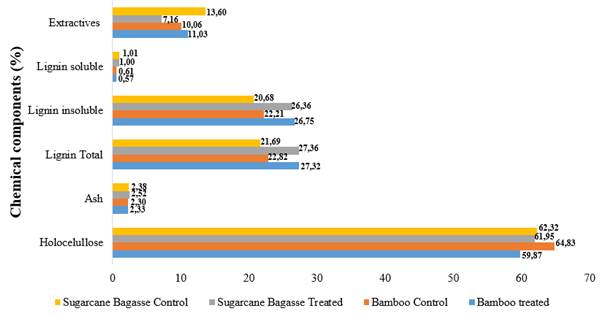
Figure 4:
Chemical components of bamboo particles and sugarcane bagasse.
Particleboard surface wettability
Table 1 describes the values obtained for the wetting angles of the particleboards. Figure 5 and Figure 6 represent the behavior of the contact angles measured in two stages (initial and final).
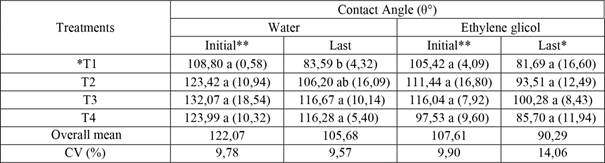
* Data contained in Brito et al. (2020b), used as comparison in this article; T1 - Control/10% urea formaldehyde (UF); T2 - Thermal treated/10%UF; T3 - Thermal treated/12%UF; T4 - Thermal treated/14%UF. **Do not differ (F test; p > 0,05). Means followed by the same letter in the column do not differ (Tukey test; p > 0,05); Values in parentheses are the standard deviation; CV: Coefficient of variation.
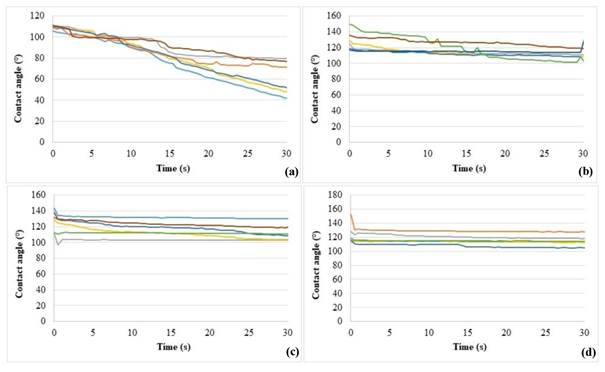
Figure 5:
Evolution of contact angles to water in function of time: (a) T1 - Control/10% urea formaldehyde - UF (Brito et al. 2020b); (b) T2 - Thermal treated/10 % UF; (c) T3 - Thermal treated/12% UF; (d) T4 - Thermal treated/14% UF.
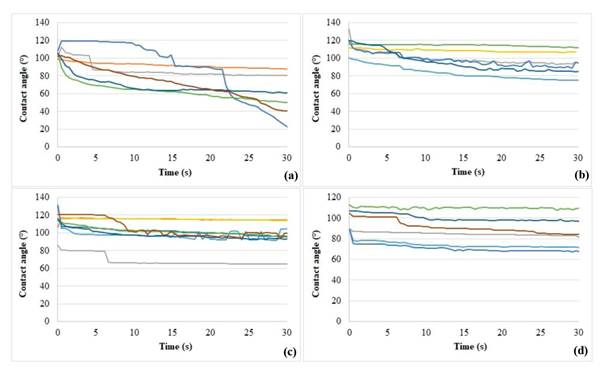
Figure 6:
Evolution of contact angles to ethylene glycol in function of time: (a) T1 - Control/10% urea formaldehyde - UF (Brito et al. 2020b); (b) T2 - Thermal treated/10% UF; (c) T3 - Thermal treated/12% UF; (d) T4 - Thermal treated/14% UF.
Biological resistance of the particleboards
Table 2 shows the values obtained to resistance of particleboards to wood decay fungi.
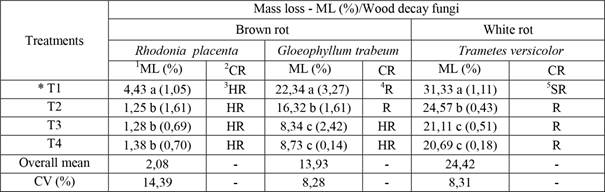
* Data contained in Brito et al. (2020b), used as comparison in this article. T1 - Control/10% urea formaldehyde (UF); T2 - Thermal treated/10% UF; T3 - Thermal treated/12% UF; T4 - Thermal treated/14% UF. 1ML: Mass loss; 2CR: Class of Resistance (AWPA E-30, 2016): 3HR: Highly resistant; 4R: Resistant; 5SR: Slightly resistant. CV: Coefficient of variation. Means followed by the same letter in the column do not differ (Tukey test; p > 0. 05); Values in parentheses are the standard deviation; CV: Coefficient of variation.
Discussion
Particle color change and chemical analysis
The darkening acquired by the material after heat treatment can often be explained due to the formation of oxidation products and degradation of lignocellulosic compounds, especially those of lower molecular weight (Chen et al. 2012).
Some researchers have already worked with thermally modified particles from alternative materials such as sugarcane bagasse and bamboo, and noticed the color change after heat treatment; for example; Zhang et al. 2013, Zhang et al. 2017, Lee et al. (2018), Brito and Bortoletto Júnior (2019), and Brito et al. (2020a).
Regarding the chemical analysis, it is observed that the particleboard treatment 2 (T2) (Figure 4) obtained a lower average in relation to the total extractives content, with a reduction of 47,35 % in relation to the initial control content (T1).
For sugarcane bagasse particles treated with three temperatures (170 °C, 200 °C, and 230 °C), Ribeiro et al. (2020) found mean values of 24,18%, 22,20%, and 14,35 %, respectively, while they have obtained a value of 17,03 % for the control samples. The authors noted an increase in the amount of extractives up to 170 °C, but then the values were reduced. This fact corroborates with the present study, in which a temperature higher than 170 °C (220 °C) was used and the extractives content was reduced. All values were higher than those obtained in the present study.
For particleboards produced with sugarcane bagasse and Pinus spp. particles, Protásio et al. (2015) obtained 12,46 % of extractives for sugarcane bagasse, which is lower than that obtained for treatment 1 (Figure 4). Based on the Finnish Thermowood® Handbook (2003), there is an increase in the extractive levels when the heat treatment is carried out with temperatures < 180 °C, and can be reduced when they are close to 230 °C. This occurs due to the degradation of chemical components, mainly hemicelluloses, the modification of starch and the volatilization of volatile extracts.
However, for bamboo there was a tendency to increase the content of total extracts with the thermal treatment (T4). This observation corroborates the study by Brito et al. (2020a) who worked with Dendrocalamus giganteus, and observed an increase in the total extractive levels of bamboo with an increase in temperature from 6,30% (100 °C) to 7,16% (140 °C), 7,84% (160 °C), 8,42% (180 °C), and 8,83% (200 °C). Výbohová et al. (2018) observed that 200 °C caused an increase in the extractives content regarding the effect of three temperatures (160 °C, 180 °C, and 200 °C) on the chemical composition of the wood. The researchers attributed this result to the release of lignin and saccharide degradation products in the extraction mixture or condensation reactions with the extracts originally present in the untreated wood.
Regarding the total lignin content, there was a tendency to increase the values for both materials (Figure 4) after the heat treatments (T2 and T4). The value obtained for the sugarcane bagasse control samples was higher than those reported by Ribeiro et al. (2020), who obtained control samples of 20,30%; and by Protásio et al. (2015) of 15,72%. Ribeiro et al. (2020) obtained average values of 27,25% (170 °C), 24,55% (200 °C), and 30,50% (230 °C) for heat treatments.
Regarding bamboo, Brito et al. (2020a) obtained 25,59% for the control samples. constituting a higher value than that obtained in the present study. The result obtained after the heat treatment (T4) was lower than that obtained by Brito et al. (2020a), who reported 28,01% (140 °C), 27,91% (160 °C), 31,45% (180 °C), and 28,59% (200 °C). This occurs because some by-products can be formed after the heat treatment resulting from the dehydration of polymers or the formation of new components (Inari et al. 2006). This is caused by the polycondensation reactions of the cell wall components, which results in the crosslinking process contributing to an apparent increase in the lignin content (Esteves and Pereira 2009, Ferreira 2014), which probably occurred with the particles subjected to heat treatment in the present research.
It is noted that the ash contents showed similar averages for all treatments (Figure 4). The values obtained in the present study for sugarcane bagasse were higher than those reported by Ribeiro et al. (2020) who obtained 0,59% for the control samples, and Protásio et al. (2015) who found 0,71%. Ribeiro et al. (2020) obtained 0,25% (170 °C), 0,38% (200 °C), and 0,59% (230 °C) after the heat treatment.
There was a tendency to reduce the holocellulose fraction content in the modified particles for both material, with the bamboo particles having a greater reduction (Figure 4). The value obtained for sugarcane bagasse (T1) was lower than those reported by Ribeiro et al. (2020) who obtained 63,12% for the control samples, and Protásio et al. (2015) with 71,11%. The value obtained after the heat treatment was higher than those found by Ribeiro et al. (2020) of 49,45% (170 °C), 52,45% (200 °C), and 55,60% (230 °C). Protásio et al. (2015) and Ribeiro et al. (2020) attributed this to a significant reduction in hemicelluloses, which is the fraction most sensitive to heat treatment.
Brito et al. (2020a) obtained an average value of 68,11% for bamboo, which is higher than the value obtained in the present study (T3). The average value obtained after the heat treatment was 59,87%, which is lower than the average values obtained by Brito et al. (2020a), who also observed a decrease in values of 68,83% (140 °C), 64,25% (160 °C), 60,23% (180 °C), and 62,88% (200 °C). For oil-treated bamboo at three temperatures (140 °C, 180 °C, and 220 °C), Salim et al. (2008) observed that the higher the temperature, the greater the mass loss of the holocellulose fraction.
According to Brito et al. (2006), hemicelluloses are the first affected in a heat treatment due to the reduction of xylose, arabinose, galactose, and mannose contents by the hydrolysis of acids. Degradation begins with deacetylation of hemicelluloses, followed by depolymerization of polysaccharides, catalyzed by the release of acetic acid. This statement corroborates the study by Ferreira (2014), who states that there is a reduction in the carbohydrates’ mass during the heat treatment due to their greater sensitivity to thermal degradation, resulting in mass loss of the materials.
Particleboard surface wettability
Based on the classification by Myers (1999) and according to the values of the initial angles obtained with water and ethylene glycol (Table 1), the surface of all particleboards was classified as “non-wettable” (θ° > 89°). The final angles allow classifying T1 (water and ethylene glycol - EG) and T4 (EG) as “partially wettable” (θ° < 89°), and treatments T2 and T3 as “non-wettable”. It was found that there was only a significant difference for the final angle obtained with water.
There was a tendency to increase the contact angles (initial and final) obtained with water and EG (Table 1), indicating that the particleboards constituted with thermally modified particles and encased with 12% UF (T3) showed a reduction in the wettability of the material in relation to T1 control particleboards. However, an improvement of 15,95° (initial) to 14,98° (final) in T4 was observed for EG in relation to T3. This may have a positive influence on the quality of protection products and finishing of the particleboards (paints), on the gluing of decorative sheets, on their union with pegs and on the absorption of protection products.
Zhang and Yu (2015) tested the contact angle for water, formamide, and diiodomethane for samples treated with bamboo with different heat treatment temperatures (100 °C, 140 °C, and 180 °C) for 4 h, in addition to a control sample, observing that those obtained with distilled water were higher after heat treatment. They noticed an increase from 49,74° (control) to 104,01° (treated at 180 °C). Also according to Zhang and Yu (2015), the degradation of chemical components may have influenced the availability of OH-free groups in bamboo and the crystallinity of microfibril amorphous regions. The cellulose crystallinity increased, resulting in the formation of internal hydrogen bonds and ethers in the cellulose, making the bamboo repellent to water.
Other researchers who worked with the wettability of particleboards made of treated wood elements also noticed an increase in surface hydrophobicity (Unsal et al. 2010, Unsal et al. 2011, Candan et al. 2012). According to Hakkou et al. (2005), the heat treatment reduces the wettability because it causes a reduction of the hydroxy groups (-OH) in the treated particles, which results in partial surface inactivation. This occurs because the temperature can modify the structure of the cell wall components, mainly of the hemicelluloses, causing a reduction in the wettability of the particleboards, in addition to causing component migration generated by the temperature increase to the surface of the particles.
According to Figure 5 and Figure 6, it appears that there was a reduction in the contact angle values for the T1 treatment, which indicates a reduction in the surface wettability of the particleboards, meaning that the solvent absorption rate in the T1 particleboards was faster and formed smaller angles than the T2, T3, and T4 treatments, which showed low variation of the angle values over time. This fact is explained by the thermal treatment of the particles used in manufacturing the particleboards which reduced the permeability of the material and conferred less surface wettability.
It is worth noting that a rapid absorption of solvents by particleboards (treatment 1 - T1) occurred during the experiment, and are characterized in Figure 5 and Figure 6 by a sharp drop in the lines (Figure 5a and Figure 6a). The particleboards manufactured with “in natura” material (T1) had greater porosity, being made up of particles which were not thermally modified, so they remained with the same anatomical arrangement, including the empty intecellular spaces and were manufactured with 10% adhesive, and therefore would have fewer particles covered by adhesive. It is believed that porosity substantially contributed to the decreases observed in the lines for T1.
Nurhazwani et al. (2016) performed a study with a hybrid particleboard made with bamboo (B) (Dendrocalamus asper) and rubber wood (R) (Hevea brasilienses) with a thickness of 12 mm and nominal density of 0,70 g/cm3, constituted with proportions of 100B:0R; 70B:30R; 50B:50R; 30B:70R and 0B:100R (control), glued with 12% UF-based adhesive with 65% solid content and 1% ammonium chloride as a catalyst and without paraffin, along with cold pressing of 3,5 MPa for ≈ 30 s, and hot pressing (pressure of 11,7 MPa, 160 °C for 6 min). These authors noted that porosity influenced wettability, in which bamboo particleboards had the smallest contact angles on the outer surface (greater porosity) with values from 0° to close to 35° when compared to the inner surface (lower porosity), where the angles varied between 0° and close to 60°.
Thus, in addition to the chemical composition of the surface and porosity, other factors influence wettability such as density and surface tension of the liquid (Rolleri and Roffael 2008).
Biological resistance of the particleboards
According to AWPA E-30 (2016), the particleboards produced with 10% UF were highly resistant (HR) to R. placenta, as they showed mass losses below 10% and resistant (R) to G. trabeum (T1 and T2), as they showed mass loss between 11 and 24%, T3 and T4 treatments (12 and 14% UF) were HR (Table 2). All the particleboards composed of thermally modified particles were resistant (R) to T. versicolor (white rot).
For R. placenta, it is observed that the particleboards constituted with thermally modified particles and encased with 10% UF (T2) had a decrease in mass loss equivalent to 71,78% when compared to the control particleboards (T1), and all particleboards were classified as HR (Table 2). However, the heat treatment of the particles improved the biological resistance of the particleboards to G. trabeum. Those coming from T2 had a reduction of 26,95% in relation to the control particleboards (T1), which probably happened due to the decrease in the holocellulose content (Figure 4) and changes in other nutrients used for developing this type of fungus (brown rot).
According to Weiland and Guyonnet (2003), the increase in biological resistance may have been caused by modifying the starch and other simple sugars, the formation of new organic compounds (furfural), and cross-linking these with the remaining lignin chains. These factors make it difficult for the enzymatic system of fungi to recognize chemical components which made up nutrition sources, in addition to forming some types of toxic products which can function as fungicides. In addition, the reduction in hemicellulose content has many hygroscopic sites and reduces free hydroxyl groups (-OH), reducing the moisture acquired from the environment. resulting in increased resistance to the deterioration of heat-modified wood (Dubey et al. 2011, Li et al. 2016).
It was observed that there was an increase in the biological resistance of ± 50% of the particleboards constituted with 12% (T3) and 14% (T4) of UF in relation to the T2 particleboards. This caused a change in the resistance class of the particleboards, going from resistant to very resistant in relation to G. trabeum. Despite the degrading capacity of the strain used for R. placenta, which was confirmed by the colonization and consumption of Pinus elliottii wood used as feeder strips, it did not consume the tested particleboards.
Regarding T. versicolor (Table 2), it was observed that the T2 treatment particleboards had an increase in biological resistance of 21,58 % compared to the control particleboards (T1), resulting in a change from moderate to resistant in the resistance class. The T3 and T4 treatment particleboards differed from the T1 and T2 particleboards (10% UF), indicating that the increase in adhesive content provided an improvement in durability. The evaluated particleboards had less resistance to T. versicolor attack, which is capable of degrading all the macromolecular components of the lignocellulosic material.
The mass loss values obtained for T. versicolor (T1) were similar to those obtained by Belini et al. (2014) for particleboards manufactured with different percentages of sugarcane bagasse particles and Eucalyptus grandis fibers, and two urea formaldehyde resin percentages (13 and 16%) for the Pleurotus ostreatus white rot fungus. Furthermore, a mass loss of 32,2% (13% of adhesive content) and 36,4% (16%) was obtained for particleboards made up of 25% sugarcane bagasse particles and 75% wood particles. Adhesive contents have no influence on the durability of the particleboards.
Okino et al. (2007) conducted a study on the biological resistance of oriented strand board (OSB) glued with urea-formaldehyde (UF) and phenol-formaldehyde (FF), along with 5 and 8% of solids and wood content of Pinus taeda, Eucalyptus grandis, and Cupressus glauca, submitted to G. trabeum and Lentinus (≈ Neolentinus) lepideus (brown rot fungi) and T. versicolor and Ganoderma applanatum (white rot fungi). They observed that all OSBs had greater mass loss when exposed to G. trabeum with the exception for OSBs made form eucalypts wood. The increase in the resinous solids content generally provided greater biological resistance for the particleboards.
In a study by Souza et al. (2018), particleboards manufactured with rice husk (fresh or crushed in a hammer mill), glued with tannin-formaldehyde, compacted with different densities (0,65 g/cm3, 0,95 g/cm3, and 1,15 g/cm3) and adhesive contents (7%, 10%, and 13%) were classified as resistant to T. versicolor (white rot fungus) and moderately resistant to G. trabeum (brown rot fungus). The authors noted that the increase in the adhesive content (particleboards with crushed particles) resulted in increased resistance to G. trabeum attack. However, there was no effect of the adhesive content for those produced with natural bark. The increase in compaction and adhesive content generally provided gains in resistance to the deterioration of the particleboards by G. trabeum.
According to Souza et al. (2018), the worst situation should be considered in indicating the use of particleboards for safety reasons. Since it is not possible to predict which type of fungus will attack the parts in service, data regarding the one with the highest mass loss should be considered as an indicator of the durability of the evaluated material. Thus, the damage caused by T. versicolor must be considered in this study for indicating the use of the produced particleboards.
Conclusions
The thermal treatment caused a reduction in the levels of total sugarcane bagasse extracts. increased the lignin levels in both materials and reduced the holocellulose fraction, mainly of bamboo.
The manufacturing condition of the particleboards only affected the final contact angle obtained with water. The thermal treatment contributed to increase the contact angles, interfering in the wettability; however, the amount of the adhesive content did not influence this property. The particleboards were classified as “non-wettable” and “partially wettable” in relation to the tested solvents.
The heat treatment of the particles and the increase in the adhesive content promoted improvements in the biological resistance of the particleboards, especially in relation to the fungi which caused greater consumption of materials (G. trabeum and T. versicolor). The particleboards were generally classified as “resistant” and “very resistant” in relation to these fungi.
Acknowledgements
Funding: Coordination for the Improvement of Higher Education Personnel (CAPES). Brazil - Finance Code 001. Recipient: Flávia Maria Silva Brito.
This article contains data from an experimental phase of a doctoral thesis, developed at Luiz de Quieroz College of Agriculture (University of São Paulo). Doctoral Thesis: Production and quality assessment of particleboards made up of sugarcane and bamboo bagasse particles.
The authors thank thethe SI Group Crios Resinas S.A., by the donation of the adhesive. Usina açucareira Furlam S.A., by the donation of the residue sugarcane bagasse. Marcelo Ticelli, Manager of Research and Development Unit, Agronomic Institute of Campinas (IAC), by the donation of the bamboo.
References:
AWPA. 2016. Standard method for evaluating natural decay resistance of woods using laboratory decay tests. AWPA. E-30. 2016. AWPA: Birmingham. Alabama. EUA.
ANSI. 1999. Particleboard. ANSI. A208-1. 1999. ANSI: Gaithersburg, Maryland. EUA.
Atoyebi, O. D.; Osueke, C. O.; Badiru, S.; Gana, A. J.; Ikpotokin, I.; Modupe, A. E.; Tegene, G. A. 2019. Evaluation of particleboard from sugarcane bagasse and corn cob. Int J Mech Eng Technol 10(1): 1193-1200. http://eprints.lmu.edu.ng/2129/
Almeida, A.C.; Araújo, V.A.; Morales, E.A.M.; Gava, M.; Muni, R.A.; Garcia, J.N.; Barbosa, J.C. 2017. Wood-bamboo particleboard: mechanical properties. BioResources 12(4): 7784-7792. https://bioresources.cnr.ncsu.edu/resources/wood-bamboo-particleboard-mechanical-properties/
Bachle, H.; Zimmer, B.; Windeisen, E.; Wegener, G. 2010. Evaluation of thermally modified beech and spruce wood and their properties by FT-NIR spectroscopy. Wood Sci Technol 44(3): 421-433. http://dx.doi.org/10.1007/s00226-010-0361-3
Belini, U.L.; Leite, M.K.; Tomazello Filho, M.; Chaix, G.; Baudasse, C.; Lemenager, N.; Thevenon, M.F. 2014. Bioensaios em painéis confeccionados com eucalipto e bagaço de cana-de-açúcar. Rev Árvore 38(2): 361-368. http://dx.doi.org/10.1590/S0100-67622014000200017
Brito, J.O.; Garcia, J.N.; Bortoletto Júnior, G.; Pessoa, A.M.C.; Silva, P.H.M. 2006. Densidade básica e retrabilidade da madeira de Eucalyptus grandis, submetida a diferentes temperaturas de termorretificação. Cerne 12 (2): 182-188. http://www.bibliotecaflorestal.ufv.br:80/handle/123456789/18101
Brito, F.M.S.; Paes, J.B.; Oliveira, J.T.S.; Arantes, M.D.C.; Vidaurre, G.B.; Brocco, V.F. 2018. Physico-mechanical characterization of heat-treated glued laminated bamboo. Constr Build Mater 190: 719-727. https://doi.org/10.1016/j.conbuildmat.2018.09.057.
Brito, F. M.S. 2018. Produçlão e avaliação da qualidade de painéis aglomerados constituídos por partículas de bagaço de cana-de-açúcar e bambu. 214 p. Escola Superior de Agricultura Luiz de Queiroz: Piracicaba. Brazil. https://teses.usp.br/teses/disponiveis/11/1150/tde-03052018-132019/pt-br.php.
Brito, F.M.S.; Bortoletto, Júnior G. 2019. Thermal modification of sugarcane waste and bamboo particles for the manufacture of particleboards. Rev Árvore 43(1): e430112. https://doi.org/10.1590/1806-90882019000100012
Brito, F.M.S.; Paes, J.B.; Oliveira, J.T.S.; Arantes, M.D.C.; Dudecki, L. 2020a. Chemical characterization and biological resistance of thermally treated bamboo. Constr Build Mater 262: e120033.https://doi.org/10.1016/j.conbuildmat.2020.120033
Brito, F.M.S.; Bortoletto Júnior, G.; Paes, J.B.; Belini, U.L.; Tomazello Filho, M. 2020b. Technological characterization of particleboards made with sugarcane bagasse and bamboo culm particles. Constr Build Mater 262: e120501. https://doi.org/10.1016/j.conbuildmat.2020.120501
Brito, F.M.S.; Bortoletto Júnior, G. 2020. Properties of particleboards manufactured from bamboo (Dendrocalamus asper). Revista Brasileira de Ciencias Ágrarias15(1): e7245. https://doi.org/10.5039/agraria.v15i1a7245
Candan, Z.; Buyuksari, U.; Korkut, S.; Unsal, O.; Çakicier, N. 2012. Wettability and surface roughness of thermally modified plywood panels. Ind Crop Prod 36(1): 434-436. https://doi.org/10.1016/j.indcrop.2011.10.010
Carvalho, D.J.; Moretti, R.R. ; ; Colodette, J.L. ; ; Bizzo, W.A. 2020. Assessment of the self-sustained energy generation of an integrated first and second generation ethanol production from sugarcane through the characterization of the hydrolysis process residues. Energy Conversion and Management 203: e0112267. https://doi.org/10.1016/j.enconman.2019.112267
César, A.S.S. 2011. Estudo da interação adesivo-partícula em painéis OSB (Oriented Strand Board). 88 p. Mestre. Universidade Federal de Lavras. Lavras. Brazil. http://www.bibliotecaflorestal.ufv.br/bitstream/handle/123456789/4405/Dissertacao_Antonia%20Amanda%20da%20Silva%20Cesar%20-%20.pdf?sequence=1&isAllowed=y
Chen, Y.; Gao, J.; Fan, Y.; Tshabalala, M.A.; Stark, N.M. 2012. Heat-induced chemical and color changes of extractives - free black locust (Robinia pseudocacia) wood. BioResources 7(2): 2236-2248. https://doi.org/10.15376/biores.7.2.2236-2248.
CONAB. 2020. Safra 2018/2019. Acompanhamento da safra brasileira . Cana-deaçúcar 5 (4). Brasília. p. 1-75. ISSN: 2318-7921.
Del Menezzi, C.H.S.; Souza, R.Q.; Thompson, R.M.; Okino, E.Y.A.; Costa, A.F. 2008. Properties after weathering and decay resistance of a thermally modified wood structural board. Int Biodeter Biodegr 62(4): 448-454. https:/doi.org/10.1016/j.ibiod.2007.11.010
Dinhane, F.C.R.; Araújo, I.I.; Valarelli, I.D.; Bueno, M.A.P.; Ferreira, B.S.; Campos, C.I. 2015. Particleboard manufactured with bamboo and coconut fibers in different ratios of adhesive. Adv Mat Res 1088: 672-675. https://doi.org/10.4028/www.sientific.net/AMR.1088.672
Dubey, M.K.; Pang, S.; Walker, J. 2011. Changes in chemistry. color. dimensional stability and fungal resistance of Pinus radiata D. Don wood with oil heat treatment. Holzforschung 66(1): 49-57. https://doi.org/10.1515/HF.2011.117
Esteves, B.M.; Pereira, H.M. 2009. Wood modification by heat treatment: a review. BioResources 4(1): 370-404. https://www.researchgate.net/publication/279900105_Wood_modification_by_heat_treatment_A_review
Ferreira, L.M.C. 2014. Design de móveis e bambu laminado colado: consideração ao tratamento térmico e às características físicas e mecânicas com vistas ao projeto de produtos. Universidade de Brasília: Brasília. Brazil. 195 p. https://repositorio.unb.br/handle/10482/17237.
Finnish Thermowood Association. 2003. Thermo Wood Handbook. Helsinki. Finland. 66p. https://thermalwoodcanada.com/images/PDF/Thermowood_handbook.pdf.
Fiorelli, F.; Galo, R.G.; Castro Júnior, S.L.; Belini, U.L.; Lasso, P.R.O.; Savastano Júnior, H. 2018. Multilayer particleboard produced with agroindustrial waste and amazonia vegetable fibres. Waste Biomass Valori9: 1151-1161. https://doi.org/10.1007/s12649-017-9889-x
Fang, Q.; Cui, H.W.; Du, G.B. 2016. Surface wettability, surface free energy, and surface adhension of microwave plasma-treated Pinus yunnaensis wood. Wood Sci Technol 50: 285-296. https://doi.org/10.1007/s00226-015-0793-x
Gauss, C.; Araújo, V.; Gava, M.; Cortez-Barbosa, J.; Savastano Júnior, H. 2019. Bamboo particleboards: recent developments. Pesquisa Agropecuária Tropical 49: e55081. http://dx.doi.org/10.1590/1983-40632019v4955081
Hakkou, M.; Pétrissans, M.; Zoulalian, A.; Gérardini, P. 2005. Investigation of wood wettability changes during heat treatment on the basis of chemical analysis. Polym Degrad Stabil 89(1): 1-5. https://doi.org/10.1016/j.polymdegradstab.2004.10.017
Hiloidhari, M.; Araújo, K.; Kumari, S.; Baruah, D.C.; Ramachandra, T.V.; Kataki, R.; Thaku, I.S. 2018. Bioelectricity from sugarcane bagasse co-generation in India: an assessment of resource potential, policies and market mobilization opportunities for the case of Uttar Pradesh. J Clean Prod 182: 1012-1023. https://doi.org/10.1016/j.jclepro.2018.02.087
Inari, G.N.; Petrissans, M.; Lambert, J.; Ehrhardt, J.J.; Gérardin, P. 2006. XPS characterization of wood chemical composition after heat-treatment. Surf Interface Anal 38: 1336-1342. https://doi.org/10.1002/sia.2455
Iwakiri, S.; Zeller, F.; Pinto, J.A.; Ramirez, M.G.L.; Souza, M.M.; Seixas, R. 2010. Avaliação do potencial de utilização da madeira de Schizolobium amazonicum “Paricá” e Cecropia hololeuca “Embaúba” para produção de painéis aglomerados. Acta Amazon 40(2): 303 -308. https://doi.org/10.1590/S0044-59672010000200008
Jirouš-Rajković, V.; Miklečić, J. 2019. Heat-treated wood as a substrate for coatings. weathering of heat-treated wood, and coating performance on heat-treated wood. Adv Mater Sci Eng. e8621486. https://doi.org/10.1155/2019/8621486
Kubovský, I.; Kaˇcíková, D.; Kaˇcík, F. 2020. Structural changes of oak wood main componentes caused by thermal modification. Polym J 12(2): 485. https://dx.doi.org/10.3390/polym12020485
Lee, C.H.; Yang, T.H.; Cheng, Y.W.; Lee, C. J. 2018. Effects of thermal modification on the surface and chemical properties of moso bamboo. Constr Build Mater 178: 59-71. https://doi.org/10.1016/j.conbuildmat.2018.05.099
Li, L.; Wang, X.; Wu, F. 2016. Chemical analysis of densification drying. and heat treatment of Scopts pine (Pinus sylvestris L.) through a hot-pressing process. BioResources 11(2): 3856-3874. https://bioresources.cnr.ncsu.edu/resources/chemical-analysis-of-densification-drying-and-heat-treatment-of-scots-pine-pinus-sylvestris-l-through-a-hot-pressing-process/
Mendes, R.F.; Bortoletto Júnior, G.; Garlet, A.; Almeida, N.F.; Surdi, P.G. 2013. Resistência ao ataque de fungos apodrecedores em painéis OSB termicamente tratados. Cerne 19(4): 551-557. https://doi.org/10.1590/S0104-77602013000400004
Mendes, R.F.; Bortoletto Júnior, G.; Almeida, N.F.; Surdi, P.G.; Barbeiro, I.N. 2013. Effects of thermal pre-treatment and variables of production on properties of osb panels of Pinus taeda. Maderas-Cienc Tecnol 15(2): 141-152. https://doi.org/10.4067/S0718-221X2013005000012
Myers, D. 1999. Surface, interfaces, and colloids: principles and applications. 2nd ed. ISBN13: 9780471330608. 528 p. Wiley-VCH: Weinheim. Alemanha.
Melo, R.R.; Stangerlin, D.M.; Santana, R.R.C.; Pedrosa, T.D. 2015. Decay and termite resistance of particleboard manufactured from wood, bamboo and rice Husk. Maderas-Cienc Tecnol 17(1): 55-62. http://dx.doi.org/10.4067/S0718-221X2015005000006
Nasser, S.M.; Morales, E.A.M.; Pereira, L.E.R.; Eugenio, R.A.; Biazzon, J.C.; Lima Júnior, M.P.; Bueno, M.A.P.; Archangelo, A.; Celestino, V.R.B.; Nasser, H.N.; Dias, L.G.; Munhoz, M.R.; Gonçalves, G.J.C.; Breganon, R.; Valarelli, I.D. 2020. Mechanical analysis of bamboo and agro-industrial residue one-layer particleboard. BioResources 15(2): 2163 - 2170. https://doi.org/10.15376/biores.15.2.2163-2170
Nurhazwani, O.; Jawaid, M.; Paridah, M.T.; Juliana, A.H.; Hamid, S.A. 2016. Hybrid particleboard made from bamboo (Dendrocalamus asper) veneer waste and rubberwood (Hevea brasilienses). BioResources 11(1): 306-323. https://doi.org/10.15376/biores.11.1.306-323
NBR. 2013. Medium density particle panels - Part 1: Terminology, and part 2: Requirements and methods of testing. NBR. 14.810-2. 2013. ABNT: Rio de Janeiro, Rio de Janeiro, Brazil.
Okino, E.Y.A.; Alves, M.V.S.; Teixeira, D.E.; Souza, M.R.; Santana, M.A.E. 2007. Biodegradação de chapas de partículas orientadas de pinus, eucalipto e cipreste expostas a quatro fungos apodrecedores. Sci For (74): 67-74. https://www.ipef.br/publicacoes/scientia/nr74/cap07.pdf
Paes, J.B.; Segundinho, P.G.A.; Euflosino, A.E.R.; Silva, M.R.; Calil Júnior, C.; Oliveira, J.G.L. 2015. Resistance of thermally treated woods to Nasutitermes corniger in a food preference test. Madera Bosques 21(1): 157-164. http://www.scielo.org.mx/scielo.php?script=sci_arttext&pid=S1405-04712015000100012
Protásio, T.P.; Mendes, R.F.; Scatolino, M.V.; Mendes, L.M.; Trugilho, P.F.; Melo, I.C.N.A. 2015. Estabilidade térmica de painéis aglomerados de bagaço de cana-de-açúcar e madeira de Pinus spp. Sci For 43(107): 683-691. https://www.ipef.br/publicacoes/scientia/nr107/cap20.pdf
Ribeiro, D.P.; Vilela, A.P.; Silva, D.W.; Napoli, A.; Mendes, R.F. 2020. Effect of heat treatment on the properties of sugarcane bagasse medium density particleboard (MDP) panels. Waste Biomass Valori 11: 6429-6441. https://doi.org/10.1007/s12649-019-00882-9
Rolleri, A.; Roffael, E. 2008. Influence of climatic conditions and surface roughness on the wettability of medium density fiberboards (MDF). Holz Roh Werkst 66: 465-466. https://doi.org/10.1007/s00107-008-0274-0
Schmidt, O.; Wei, D.S.; Liese, W.; Wollenberg, E. 2011. Fungal degradation of bamboo samples. Holzforschung65: 883-888. https://doi.org/10.1515/HF.2011.084
Song, X.; Guomo, Z.; Hong, J.; Shuquan, Y.; Jinhe, F.; Weizhong, L.; Weifeng, W.; Zhihai, M.; Changhui, P. 2011. Carbon sequestration by Chinese bamboo forests and their ecological benefits: assessment of potential, problems, and future challenges. Environ Rev 19: 418-422. https://doi.org/10.1139/a11-015
Souza, J.T.; Haselein, C.R.; Menezes, W.M.; Garlet, A.; Talgatti, M. 2018. Propriedades biológicas de painéis de casca de arroz e adesivo tanino-formaldeído. Nativa6(5): 532-536. http://dx.doi.org/10.31413/nativa.v6i5.5566
Soares, S.S.; Guimarães Júnior, J.B.; Mendes, L.M.; Mendes, R.F.; Protásio, T.P.; Lisboa, F.J. N. 2017. Valorização do bagaço de cana-de-açúcar na produção de painéis aglomerados de baixa densidade. Ciência da Madeira8(2): 64-73. http://dx.doi.org/10.12953/2177-6830/rcm.v8n2p64-73
Salim, R.; Wahab, R.; Ashaari, Z. 2008. Effect of oil heat treatment on chemical constituents of semantan bamboo (Gigantochloa scortechinii Gamble). Journal of Sustainable Development 1(2): 91-98. http://dx.doi.org/10.5539/jsd.v1n2p91
Sugahara, E.S.; Silva, S.A.M.; Buzo, A.L.S.C.; Campos, C.I.; Morales, E.A.M.; Ferreira, B.S.; Azambuja, M.A.; Lahr, F.A.R.; Christoforo, A.L. 2019. High-density particleboard made from agro-industrial waste and different adhesives. BioResources 14(3): 5162-5170. http://dx.doi.org/10.15376/biores.14.3.5162-5170
Surini, T.; Charrier, F.; Malvestio, J.; Charrier, B.; Moubarik, A.; Castéra, P.; Grelier, S. 2012. Physical properties and termite durability of maritime pine (Pinus pinaster Ait.) heat-treated under vacuum pressure. Wood Sci Technol 46(1): 487-501. http://dx.doi.org/10.1007/s00226-011-0421-3
TAPPI. 1997. Solvent extractives of wood and pulp. TAPPI. 204-97. 1997. TAAPI: Atlanta. Georgia. EUA. https://www.tappi.org/content/sarg/t204.pdf
TAPPI. 1999. Water solubility of wood and pulp. TAPPI. 207-99. 1999. TAPPI: Atlanta. Georgia. EUA.
TAPPI. 2002. Acid insoluble lignin in wood and pulp. TAPPI. 222-02. 2002. TAPPI: Atlanta. Georgia. EUA. https://www.tappi.org/content/SARG/T222.pdf
TAPPI. 2002. Ash in wood, pulp, paper and paperboard: combustion at 525°C. TAPPI. 211-02. 2002. TAPPI: Atlanta. Georgia. EUA. https://research.cnr.ncsu.edu/wpsanalytical/documents/T211.PDF
Unsal, O.; Candan, Z.; Buyuksari, U.; Korkut, S.; Babiak, M. 2010. Effects of thermal modification on surface characteristics of OSB panels. Wood Research 55(4): 51-58. https://www.woodresearch.sk/wr/201004/05.pdf
Unsal, O.; Candan, Z.; Korkut, S. 2011. Wettability and roughness characteristics of modified wood boards using a hot-press. Ind Crop Prod 34(3): 1455-1457. https://doi.org/10.1016/j.indcrop.2011.04.024
Výbohová, E.; Kučerová, V.; Andor, T.; Balážová, Z.; Veľková, V. 2018. The effect of heat treatment on the chemical composition of ash wood. BioResources 13(4): 8394-8408. https://doi.org/10.15376/biores.13.4.8394-8408
Walinder, M.E.P.; Johansson, I. 2001. Measurement of wood wettability by the Wilhelmy method. Holzforschung 55(1): 21-32. https://doi.org/10.1515/HF.2001.005
Weiland, J.J.; Guyonnet, R. 2003. Study of chemical modifications and fungi degradation of thermally modified wood using DRIFT-spectroscopy. Holz Roh Werkst 61: 216-220. https://doi.org/10.1007/s00107-003-0364-y
Wu, W.; Liu, Q.; Zhu, Z.; Shen, Y. 2014. Managing bamboo for carbon sequestration, bamboo stem and bamboo shoots. Small-scale For 14(2): 233-243. https://doi.org/10.1007/s11842-014-9284-4
Yano, B.B.R.; Silva, S.A.M.; Almeida, D.H.; Aquino, V.B.M.; Christoforo, A.L.; Rodrigues, E.F.C.; Carvalho Júnior, A.N.; Silva, A.P.; Lahr, F.A.R. 2020. Use of sugarcane bagasse and industrial timber residue in particleboard production. BioResources 15(3): 4753-4762. https://doi.org/10.15376/biores.15.3.4753-4762
Zaia, U.G.; Cortez-Barbosa, J.; Morales, E.A.M.; Lahr, F.A.R.; Nascimento, M.F.; Araújo, V.A. 2015. Production of particleboards with bamboo (Dendrocalamus giganteus) Reinforcement. BioResources 10(1): 1424-1433. https://repositorio.unesp.br/handle/11449/129141
Zhang, Y.M.; Yu, Y.L.;Yu, W.J. 2013. Effect of termal treatment on the physical and mechanical properties of Phyllostachys pubescen bamboo. European Journal of Wood and Wood Products 71:61-67. https:doi.org/10.1007/s00107-012-0643-6.
Zhang, Y.; Yu, W. 2015. Changes in surface properties of heat-treated Phyllostachys pubescens bamboo. BioResources 10(4): 6809-6818. https://doi.org/10.15376/biores.10.4.6809-6818
Zhang, Y.; Zhu, R.; Yu, W. 2017. Effect of steam treatment on the properties of Phyllostachys iridescens bamboo composite. Cell Chem Technol 51(1-2): 103-108. https://repositorio.unesp.br/bitstream/handle/11449/129141/WOS000351941000114.pdf?sequence=1&isAllowed=y
Author notes
♠Corresponding author: faengflorestal@gmail.com