ARTÍCULO
Formaldehyde free tannin-based adhesive with epoxy as hardener for plywood
 Bowen Liu
Yunxia Zhou
Hisham Essawy
Qian Chen
Jiankun Liang
Xiaojian Zhou xiaojianzhou1982@163.com
Jun Zhang zj8101274@163.com
Guanben Du
Bowen Liu
Yunxia Zhou
Hisham Essawy
Qian Chen
Jiankun Liang
Xiaojian Zhou xiaojianzhou1982@163.com
Jun Zhang zj8101274@163.com
Guanben Du
Formaldehyde free tannin-based adhesive with epoxy as hardener for plywood
Maderas. Ciencia y tecnología, vol. 24, 33, 2022
Universidad del Bío-Bío
Received: 21 November 2021
Accepted: 28 March 2022
Abstract: A renewable tannin-based resin adhesive with enhanced bonding strength, good water resistance and long storage life has been prepared based on tannin, furfural and furfuryl alcohol coming from forest and agricultural products. Fourier transform infrared spectroscopy (FT-IR), Electrospray ionization mass spectroscopy (ESI-MS) and Differential scanning calorimetry (DSC) indicated that furfuryl alcohol and furfural can react with tannin under acidic conditions, with the involvement of -CH2-O- groups in the cross-linking of tannin-furfuryl alcohol-furfural resin (TFF) adhesive. The gel time of TFF was longer than that of tannin-furfural resin (TF), while the shear strength of TFF-bonded plywood suggested that the cured TFF adhesive acquired a performance superior to that of tannin (T) and TF adhesives. Furthermore, water resistance of TFF adhesive could be further enhanced with respect to T and TF adhesives through cross-linking with 3 % epoxy resin (EPR).
Keywords: Cross-linking, EPR, furfural, furfuryl alcohol, tannin-based adhesive.
Introduction
During last decades, phenol formaldehyde (PF), a petroleum-derived resin, has been widely developed in the fields of wood industry and composite materials (Pizzi et al. 1986, Raknes 1997, Huang et al. 2020Lengowski et al. 2021). However, this resin contains harmful substances, such as phenol and formaldehyde, which can cause a serious harm to human health. Recently, plenty of bio-sourced raw materials from forests and agriculture, such as tannin (Raknes 1997, Zhang et al. 2021, Moubarik et al. 2010), lignocellulosics (Zhang et al. 2020) and soy-based protein (Liang et al. 2019, Nicolao et al. 2022) became widely used to substitute PF resin. The replacements are decided, given the low toxicity and renewability of such materials. Mimosa tannin, a natural polyphenol structure, consists of three phenolic rings termed A, B and C (Figure 1) is mainly extracted from wood bark, which is the most abundant natural aromatic bio-source after lignin (Raknes 1997). This was strongly inspiring for continuous development of replacements for PF resins (Pasch et al. 2001, Sauget et al. 2014). However, the obtainment of effective bonding with cellulose, hemicellulose and lignin of wood is hard due to the lack of sufficient hydroxymethyl groups. It is so the condensed tannin reveals a weak water resistance and bonding strength. Hence, formaldehyde is employed to provide cross-linking with tannin so as to improve the water resistance and bonding strength of tannin-based adhesives (Pizzi 1994). Furfuryl alcohol (Guigo et al. 2007), which is an agricultural product with a hydroxymethyl group, can replace formaldehyde so that to react with tannin during the preparation of tannin-furanic (TF) resin-based materials (Figure 2a). Interestingly this can limit the disposal and health hazard problems resulting from the toxicity of free formaldehyde. Examples for such materials are functional foams (Zhou et al. 2019, Celzard et al. 2010, Lacoste et al. 2014, Lacoste et al. 2013), grinding wheels (Lagel et al. 2015, Lagel et al. 2014, Li et al. 2020) and rigid plastic (Li et al. 2013).
These bio-based materials show excellent thermal and mechanical characteristics. In case of application as wood adhesive, although the addition of furfuryl alcohol brings a lot of hydroxymethyls to the tannin-based adhesive, the self-condensation reaction of furfuryl alcohol (Figure 2b) easily occurs under acidic conditions before the reaction between tannin and furfuryl alcohol. This predominates regrettably to an extent that leads to little or no co-reaction with tannin (Abdullah and Pizzi 2013). Thus, these tannin-furfuryl alcohol adhesives present weak water resistance when prepared under acidic conditions. For adhesive application, the water resistance parameter plays a significant role. Previous works have shown that self-condensation of furfuryl alcohol can be decreased under alkaline conditions, thus, the tannin-furfuryl alcohol (TF) adhesive was synthesized under alkaline (Abdullah and Pizzi 2013). However, the result showed a low viscosity, which was just suitable for application in particleboard fabrication. Meanwhile, it shows a poor water resistance due to the low reactivity of furfuryl alcohol under alkaline conditions. Furfuryl alcohol has no obvious reaction activity under alkaline conditions, whereas the self-polycondensation reaction and hydroxymethylation mainly occur under acidic conditions (Liang et al. 2017). In addition, this study explained the reason behind the cross-linking of polycondensation products between tannin and furfuryl alcohol is weak under alkaline environment. In our previous studies, with the purpose of improving the water-resistance and attain a suitable viscosity for preparation of plywood and expanding the fields of application of tannin-furfuryl alcohol adhesive system (Zhang et al. 2019a, Zhang et al. 2019b), formaldehyde was used to react with furfuryl alcohol to produce hydroxymethyled furfuryl alcohol to reduce the self-condensation of furfuryl alcohol. The results showed that the cross-linking between tannin and hydroxymethyled furfuryl alcohol has been undertaken efficiently under acidic conditions to synthesize the tannin-furfuryl alcohol-formadehyde adhesive system. This method indeed could advance the water resistance of the TF adhesive, and its viscosity was reached close that of PF adhesive, rendering it suitable for preparation of plywood. However, the release of free formaldehyde limited its development. Afterwards, glyoxal as a cross-linking agent of low toxicity was used to replace the formaldehyde during preparation of a tannin-furfuryl alcohol-glyoxal resin adhesive under acidic conditions (Zhang et al. 2019a, Zhang et al. 2019b). The main drawback of this replacement is that the reactivity of glyoxal is lower than that of formaldehyde. Accordingly, the adhesive prepared with glyoxal required drastic reaction conditions whereas a weaker resistance to hydrolytic decomposition was obtained compared with the prepared counterpart using formaldehyde as a result of lower content of bonds formation.
Furfural, a processing residue of agricultural products, such as crops and sugarcane, is a furan derivative, whose one hydrogen atom is replaced by an aldehydic group. It has been widely applied in the fabrication of synthetic composite materials and food industry (Sun et al. 2020, Sweygers et al. 2018, Yaghmur et al. 2002), owing to the high reactivity of its aldehydic group, which turned it of higher reactivity compared with furfuyl alcohol. Moreover, furfural is cheaper than furfuryl alcohol. In our previous study we demonstrated that the joint between the C8/C6 position of ring A of tannin and the aldehyde group of furfural also can be easily established under acidic conditions (Figure 2c), then the furfuryl alcohol can react straightforward with the tannin-furfural resin system (Figure 2d). Besides, furfural can also reaction with phenolic hydroxyl group of tannin or with parts of furfuryl alcohol, which reduces the self-condensation of furfuryl alcohol and present a link between tannin and furfuryl alcohol (Zhang et al. 2021). In particular, under acidic conditions, furfural could replace some parts of furfuryl alcohol and react with tannin and furfuryl alcohol, which is generally in favor of the production costs for preparation of new bio-based adhesives with high water-resistance. In addition, it was pointed out that cross-linking between EPR and tannin oligomers has been established well to increase the bonding strength and water resistance of the tannin-based adhesive (Zhang et al. 2019a). Interestingly, the cross-linking was supported by hybridization between TFF resin and a small amount commercial Epoxy resin (EPR) in order to possibly improve the water resistance of TFF.
Consequently, further research on tannin, furfuryl alcohol and furfural is still requisite to verify the feasibility of using a TFF adhesive system to replace other adhesives after validating the benefits to bonding strength and water resistance. The current study is contributed to set formulations based on tannin, furfural and furfuryl alcohol together with epoxy oligomer for effective use as cross-linkable bio-based adhesive (TFF) under acidic conditions. This study is important for the development of novel environmentally-friendly wood adhesives with high opportunity to replace the conventional PF and other analogous adhesives.
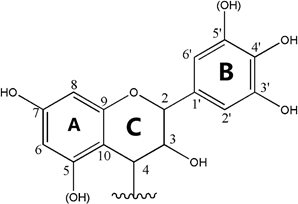
Figure 1:
The chemical structure of mimosa tannin.

Figure 2:
The reactions established between tannin, furfuryl alcohol and furfural. (a) The reaction between furfuryl alcohol and tannin, (b) Self-condensation reaction of furfuryl alcohol, (c) The reaction between furfuryl and tannin, (d) The reaction of furfuryl alcohol with tannin-furfural resin.
Experimental
Materials
Mimosa (Caciamearnsii, formerly C. mollissima De Wildt) tannin extract powder was purchased from Jingshan Tannin Company (Taian, China). Furfural (with a purity of 98 %) and furfuryl alcohol (with a purity of 98 %) were supplied from Acros Organics (Geel, Belgium). Beech veneer (Fagussylvatica) with 1,5 mm thickness and 9 - 10 % moisture content was obtained from Kunming building materials market (Kunming, China). Commercial EPR, a product contains bis-4-oxiran-2-ylmethoxy, phenyl and methane, (Cas number; 2095-03-6), is high functional oligomer, provided from Sinopharm Chemical Reagent Company (Beijing, China). Phenol formaldehyde (PF) resin, as control adhesive (molar ratio F/P=2,0), was prepared in the laboratory (Zhang et al. 2019a).
Preparation of T, TF and TFF adhesives
Tannin (T) adhesive was synthesized as described elsewhere (Pizzi 1994). In brief, 100 g of tannin and 100 mL of distilled water were mixed together in a beaker and stirred using a mechanical stirrer (Model AM300L-H, ONYI, Shanghai, China) at 60 °C for 30 min under acidic conditions to form the T adhesive. During the process, pH was adjusted to 5,0 using acetic acid solution (40 %).
Preparation of tannin-furfuryl alcohol (TF) adhesive under acidic condition was achieved according to the relevant literature (Abdullah and Pizzi 2013) as control sample for comparison with the developed new adhesives. In brief, 70 g of tannin, 35 mL of furfuryl alcohol and 100 mL of distilled water were mixed in a beaker and stirred at room temperature for 30 min under acidic conditions. During the process, pH was adjusted to 3 using acetic acid (40 %).
For preparation of TFF adhesive, 70 g of tannin, one part of furfural alcohol (7,5 mL), 17,5 mL of furfural and 100 mL of distilled water were mixed in a beaker and stirred at 60 °C for 30 min under acidic conditions. The pH was adjusted during the process to 4,0 using acetic acid solution (40 %), which was also used to subsequently adjust the pH of the resin system to 3,0. Afterwards, another part of furfuryl alcohol (7,5 mL) was added to the reaction mixture, followed by stirring at 60 °C for 30 min.
The gel time and viscosity of T, TF, TFF and PF adhesives were determined according to the Chinese norm of GB/T14074-2017 and GB/T 1723-1993, respectively. For determination of gel time, 10 g of each adhesive was placed into a test tube, which was then immersed in water bath (Model HWS-26, YIHENG, Shanghai, China) set at 100 °C while gently, continuously and rapidly stirred with a muddler using an upward-downward movement until the occurrence of gelation. The gel time was measured from the beginning of the immersion of the adhesive in the boiling water. A Tu4 viscosity cup (Model NDJ-5, YUEPING, Shanghai, China) was used to estimate the viscosity of the adhesives and the unit(s) was converted to kinematic viscosity unit (mPa·s). The solid content of the various adhesives was measured by determining the weight of the adhesives before and after oven drying at 102 ºC ± 3 °C for 2 h.
Preparation of plywood
Plywood was prepared using three layers of beech wood veneers. Each veneer sheet acquired a dimension of 300 mm × 220 mm × 1,5 mm. The plywood preparation was done by initially brushing each veneer sheet with glue, which is consistent with a load of 320 g/m2 of each individual adhesive, applied with a manual spreading roll, according to the American Society for Testing and Materials Standards ASTM F2117-10(2017). Specifically, TFF adhesive was mixed individually with EPR resin (the proportion of EPR in TFF adhesive was 3 %) under stirring for 3 min, in accordance with the method described by Zhang et al. (2019a), before being brushed onto the surfaces of the veneers.
Once the adhesive was applied to the contact side of each veneer sheet, the sheets were layered one on the top of the other in a standard plywood configuration, where each adjacent layer had its wood grain rotated 90 degrees. The three adhered layers were placed in a bonding press for 5 min at a pressure of 1,5 MPa and temperature of 170 °C. After pressing, the plywood was removed from the press and conditioned for 24 h in a climate-controlled laboratory at a constant temperature of 23 ºC ± 0,1 ℃ and relative humidity of 60 %. The preparation of plywood with tannin-based adhesive is illustrated in Figure 3.
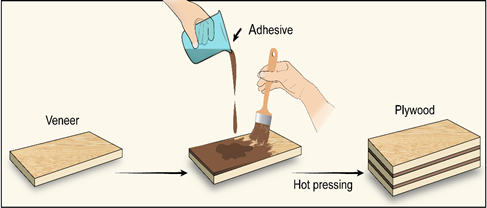
Figure 3:
Illustrative sketch showing the process of plywood preparation.
Fourier transform infrared spectroscopy (FT-IR) and electrospray ionization mass spectroscopy (ESI-MS)
0,001 g cured powder of each tannin-based adhesive was properly mixed with 1 g KBr to prepare a pill. Then, the pill was investigated using an infrared spectrophotometer (Varian 1000 infrared spectrophotometer, USA) for a count of 32 scans within the range 400 cm-1 - 4000 cm-1 at a resolution of 4 cm-1.
Mass spectrometry identification was undertaken using a Waters Xevo Triple Quadrupole-MS Spectrometer (Waters, Milford, MA, USA) equipped with electrospray ionization source (ESI). The N-(2)-L-alanyl-L-glutamine, SFF adhesive, and their mixture samples were dissolved in chloroform sequentially at a concentration of approximately 10 µL/mL and injected into the ESI source plus ion trap mass spectrometer (Bruker Daltonics Inc., Billerica, MA, USA) via a syringe at a flow rate of 5 µg/s.
X-ray diffraction (XRD) and gel permeation chromatography (GPC)
The crystalline structure of the different adhesives was investigated using X-ray diffractometer (XRD) (Hitachi, Ltd., Tokyo, Japan) with Cu Kα radiation (Cu Kα, λ = 1,5406 Å) in the range 5° - 80° with a scan speed of 6°/min.
The molecular weight measurements of the adhesives were performed on PL-GPC50. Approximately, 20 mg of each sample was dissolved in N,N-dimethylformamide (DMF) whereas polystyrene (PS) was used as a reference.
Thermomechanical analysis (TMA), thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC)
The elasticity modulus (MOE) of different tannin-based adhesives was obtained on TMA instrument fitted with STARe software for data treatment. Two beech veneers, each 0,6 mm thick, bonded with each adhesive system, for a total joint dimensions of 21 mm × 6 mm × 1,2 mm were tested. The heating rate was set at 20 °C/min to cover the range from room temperature to 200 °C.
A thermogravimetric analyzer (TG 209 F3, Netzsch, Germany) operated under a nitrogen atmosphere was used to test the degradation behavior of tannin-based adhesives at a heating rate of 20 °C/min and a temperatures range from 30 °C to 800 °C.
The curing behavior of the tannin-based adhesives was investigated on a dry basis at a heating rate of 5, 10, 15 and 20 ºC/min using a DSC analyzer (Model DSC 204 F1, Netzsch, Germany) over a temperature range of 30 ºC - 200 °C and nitrogen flow rate of 50 mL/min.
Scanning electron microscopy (SEM)
The fracture surface of plywood bonded with tannin-based adhesives after shear strength measurements was observed using Hitachi scanning electron microscope (model S4800, Tokyo, Japan).
Contact angle measurements
The contact angles of water drops on the adhesives were measured by Data physics (JC2000A) equipment. Each water droplet was set approximately at 2 μL and the photograph was obtained at 4 s after the liquid falls on the adhesive surface. The average values of six different places for each cured adhesive with dimensions 20 × 20 × 3 mm3 size were considered.
Testing of dry and wet shear strength of plywood specimens
Prior to shear strength testing, each plywood specimen was cut into the dimensions; 100 mm × 25 mm × 4,5 mm using a wood cutting machine (Model 455 AL, LINGTAI, Suzhou, China). The shear strength of each specimen was tested using Instron 4476 universal testing machine. To provide equal testing, each specimen was tested using a bonded area of 25 mm × 25 mm. Two grooves (25 mm × 3 mm × 3 mm) were made on each plywood. These dimensions are illustrated in Figure 4. Dry and wet shear strength values were assessed in accordance with the American Society for Testing and Materials Standards ASTM F2117-10 (2017). For testing the dry shear, each sample was fixed into the testing machine and loaded at a rate of 10 MPa/min. On the other hand, the wet shear testing was determined under two scenarios: first, the specimens were immersed in water at a temperature of 63 ºC ± 3 °C for 3 h prior to testing; second, the specimens were immersed in boiling water (100 °C) for 3 h and then cooled. Afterwards, each sample was fixed into the testing machine at a loading rate of 10 MPa/min. The final wet shear strength had to equal 0,82 of the remaining strength. Eight replicates were tested in case of the dry and wet strength, respectively, in order to allow for the calculation of the mean values and standard deviations.
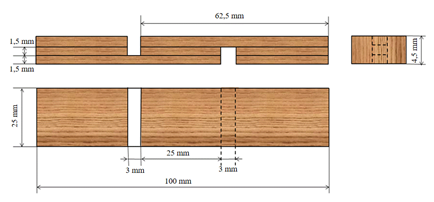
Figure 4:
Illustrative sketch showing the dimensions of the prepared plywood.
Results and discussion
FTIR, ESI-MS and XRD analysis
Figure 5 shows the infrared spectra of T, TF, TFF and TFFE adhesives. First of all, it is obvious that the structure of tannin is predominating as the main backbone upon which all substitutions and co-condensation reactions were built up. From the spectrum of T, O-H stretching is realized by a broad band in the range of 3600 cm−1 - 3400 cm−1. Absorption bands at 1638 cm−1, 1618 cm−1, 1558 cm−1, 1523 cm−1 and 1447 cm−1 are consistent with C=C stretching of aromatic rings, while C-O stretching of phenolic structure is revealed by an absorption band at 1285 cm−1. The corresponding overtone of C-H stretching bands, pertaining to aromatic compounds, is obvious in the 1160 - 1043 cm−1 regions. The spectrum of TF is similar to that of T, because furan-2-ylmethanol has the same functional groups, such as C=C bonds, C-O bonds and O-H bonds, considering that tannin is the dominant component. Further, the splitting in the carbonyl region became more sounding in illustrating the different carbonyls of various environments. In TFFE, a significant broadening can be observed in the range of 3600 - 3200 cm−1, thus suggesting that a reaction took place between the hydroxyl and epoxide groups in EPR.

Figure 5:
FT-IR spectra of different tannin-based adhesives. (a) 4000 cm−1- 500 cm-1 wavelength range spectrum, (b) 2000 cm−1- 600 cm-1 wavelength range spectrum.
Figure 6 shows the ESI-MS spectrums of T, TF, TFF and TFFE adhesives. By comparing and analyzing the various spectra, it can be clearly observed that the main structure of mimosa tannin as a raw material is relevant to the peaks at 427 Da, 492 Da and 547 Da. These fragments appear in T, TF, TFF and TFFE as well, indicating that the addition of furfuryl alcohol, furfural and EPR structure are just linked with the functional groups of tannin, and does not alter the main composition and structure of tannin. Meanwhile, new peaks also appeared in TF, TFF and TFFE adhesives, the peak at 627 Da peak in TF adhesive belongs to the polycondensation product of tannin dimer and furfuryl alcohol. Another obvious peak at 549 Da was observed in TFF adhesive, which belongs to the structure of tannin while co-condensed with furfuryl alcohol and furfural. A new peak at 595 Da was observed in TFFE adhesive, which implies involvement of the former structure with epoxy group. These results indicate evidently that the polycondensation of furfuryl alcohol, furfural and epoxy groups with tannin proceeded successfully to a reasonable extent.
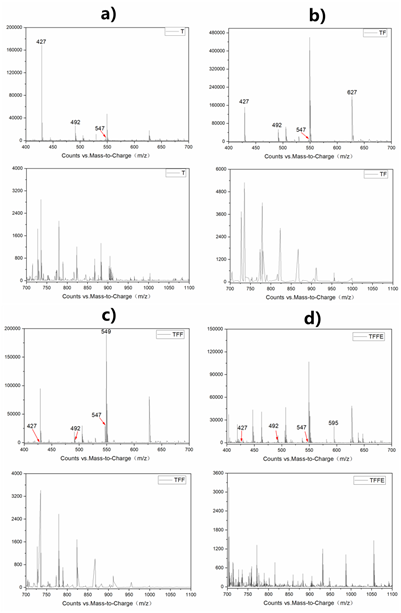
Figure 6:
ESI-MS spectra of different tannin-based adhesives in the range 400 - 1100 (m/z). (a) Spectrogram of T Adhesive, (b) Spectrogram of TF Adhesive, (c) Spectrogram of TFF Adhesive, (d) Spectrogram of TFFE Adhesive.
Figure 7 shows XRD patterns of T, TF, TFF and TFFE adhesives. It is clearly seen that the crystalline nature of tannin is demonstrated by a diffraction peak at 19,68°. It is worthy to observe that this peak became sharper and more intense in case of TF, thus indicating that the reaction with furfuryl alcohol tied the tannin molecules in a more ordered sequence. In the case of the other resins such as TFF and TFFE, it may be the same case despite the diminishing intensity of the diffraction peak, as corroborated by the perfect parallel profiles relative to that of T, thus indicating that the addition of furfuryl alcohol, furfural and epoxy did not destroy the crystalline nature of tannin. This drop in intensity is accounted by the predominance of other components in the system on the expense of tannin.
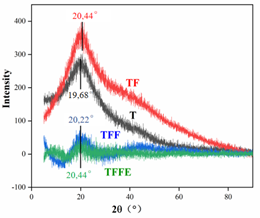
Figure 7:
XRD spectra of different tannin-based adhesives.
From the IR and ESI-MS results, it can be inferred that C8/C6 position of tannin have reacted with furfuryl alcohol resulting in active intermediates, which can further be oxidized to ketones, as demonstrated in Figure 8a and Figure 8b). However, it cannot be decided whether the tannin itself was oxidized to the ketone form before its reaction with furfuryl alcohol or not. Furthermore, acetal or aldol products can be easily formed by the reaction of tannin’s catechol and ketone with furan-2-carbaldehyde, respectively, as shown in Figure8c.
In addition, the polyphenol and alcoholic structure of tannin is liable to nucleophilic attack on epoxies to produce ethers and/or hydroxy derivatives. In this study, we committed a di-epoxy containing bisphenol-A in reaction with the polyphenolic and alcoholic functionality of tannin to afford a polyether with partial alcoholic or phenolic OH, which would have the potential to contribute to the adhesion process, as shown in Figure 8d. It should be noted that the alkoxide anion intermediate(s) produced by the ring opening of epoxide have still a chance to react with another di-epoxy to produce ether with partial alcoholic or phenolic OH, which can enhance the cross-linking and further contribute to the adhesion performance.
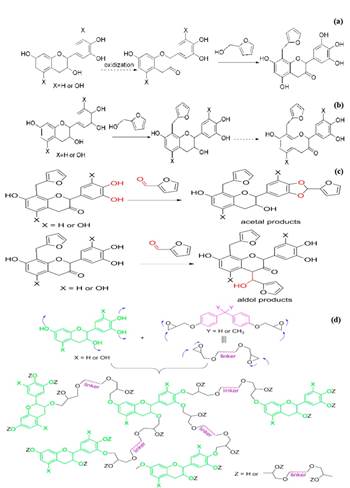
Figure 8:
Suggested undergoing reactions between tannin, furfuryl alcohol, furfural and EPR. (a). oxidation of alcoholic group in tannin to ketone followed by reaction with furfuryl alcohol, (b) reaction of tannin with furfuryl alcohol followed by oxidation to ketone, (c) formation of acetal or aldol derivatives, (d) polyphenol(s) or alcohol in tannin react with di-epoxy to form a polyether with partial alcoholic or phenolic OH.
Characteristics of the synthesized tannin-based adhesives
The synthesized adhesives in this study were additionally characterized in terms of viscosity, solid content and gel time (Table 1). The gel time of TF is longer with respect to TFF, thus indicating that addition of furfural together with tannin and furfuryl alcohol rendered the resin more reactive under press conditions. This may be also correlated with the associated increase in solid content with insertion of furfural to the system. Meanwhile, the shelf life for the obtained TF, TFF and TFFE adhesives, was obtained at room temperature, as displayed in Figure 9, where it can be dictated that viscosity of the different adhesives increased with time; whereas, the initial viscosity of TFF is higher than that of T and TF. The addition of furfural to TF resin system assisted in prolonging the shelf life during the preparation process. That is, TF adhesive reached a viscosity of 1650 mPa·s within 48 h compared with the TFF viscosity of 1580 mPa·s. In addition, TFF adhesive attained a viscosity level of approximately 1723 mPa·s after 120 h due to developed complication of the network structure and liability to more bonds formation, on the contrary, TF adhesive has been completely cured after 120 h. Moreover, the inclusion of epoxy into TFF just before applying into hot press could elevated the viscosity and solid content of this adhesive remarkably, thus rendering it close to that of PF adhesive and implying that TFF adhesive would be more ideal for the preparation of plywood when compared to other systems of T and TF adhesives.
The chromatograms acquired using GPC for the various tannin-based adhesives are shown in Figure 10. The number-average molecular weight (Mn), weight-average molecular weight (Mw) and polydispersity index (PDI) of these adhesives are collected. These results reveal that the addition of furfural was crucial in increasing the molecular weight in case of TFF adhesive compared with its precursor adhesives, T and TF. Moreover, Mn and Mw of TFFE adhesive increased further ahead; 3066 and 5485, respectively. This is indicative that the addition of EPR was associated with generations of more molecular chains and thus the molecular weight increased as expected.
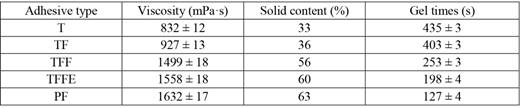
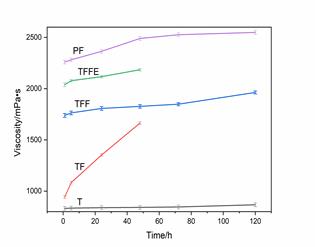
Figure 9:
Viscosity development of TF, TFF and TFFE adhesives as a function of time.
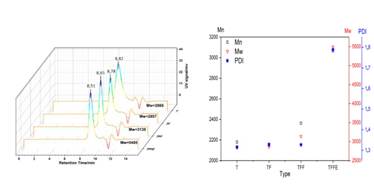
Figure 10:
GPC chromatograms of T, TF, TFF, TFFE adhesives.
The thermal traces collected by thermomechanical analysis (TMA) for T, TF, TFF, TFFE and PF adhesives are displayed in Figure 11. The cross-linking between tannin, furfural, furfuryl alcohol and EPR can proceed smoothly until a higher modulus of elasticity (MOE) of 5074 MPa as compared to the reaction between tannin and furfuryl alcohol (2925 MPa) or among tannin, furfural and furfuryl alcohol (3286 MPa) or to the self-condesation of tannin (1528 MPa) to produce an adhesive with reasonable reactivity and balanced strength. Moreover, the MOE value of TFFE adhesive was higher than that of PF adhesive (1833 MPa). It may be also expected that in case of TFFE adhesive and wood, efficient chemical bonding leading to a robust network structure can develop through their surface hydroxyl groups, which leads to outstanding strength with respect to the PF adhesive. Careful examination of the profiles drives us to conclude that the presence of furfuryl alcohol and furfural together cause enhancement of the resin curability due to changing the nature of the network structure, while employing furfuryl alcohol alone can be just considered as a modification to some function groups or similar to substitution on the tannin backbone rather than developing a resin network. This conclusion can be proven by noticing the similarity of TFFE as no distinct curing peak can be detected, but the reaction with epoxy is built on the main backbone set by TFF. This result may be correlated with the XRD data displayed in Figure 7.
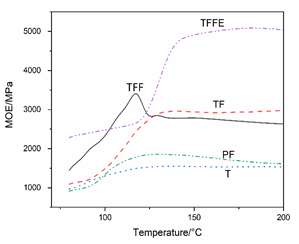
Figure 11:
TMA curves of the various tannin-based adhesives in comparison with PF.
The thermal degradation profiles of the cured tannin-based adhesives and PF adhesive are displayed in Figure 12. The curves indicated that TFFE gained higher thermal resistance up to 240 °C. The weight loss in TFFE was just 5 % at 200 °C. On the contrary, the comparable weight loss in case of TFF, TF and T was 11 %, 12 % and 12 % respectively. Especially for PF adhesive, the weight loss reached 14 % at 200 °C, which was higher than the values found for the other adhesives at the same temperature. Moreover, when the temperatures were raised to 900 °C, the TFFE had still 42 % remaining weight, which reveals the superiority of the precursor network structure.
It can be deduced from TMA and TGA results that TFFE adhesive can be strongly recommended for wood adhesive applications considering balanced properties of reasonable thermal resistance and developed mechanical strength.
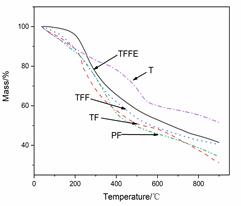
Figure 12:
Thermogravimetric traces of the cured tannin-based adhesives and PF adhesive as well.
DSC analysis is a very useful technique for studying the impact of any component on the curing process of adhesive systems, Based on the DSC thermograms of T, TF, TFF, TFFE and PF adhesives with heating rates of 10 K/min (Figure 13), all the synthesized adhesives exhibited one or two exothermic peaks after freeze-drying treatment. The peak of T was detected at 113 °C, while the addition of furfural and furfuryl alcohol shifted the peak in case of TFF to 126 °C, indicating that the curing temperature of the tannin adhesive increased due to higher temperature requirement of the cross-linking between tannin, furfural and furfuryl alcohol. Furthermore, it was demonstrated that the cross-linking among tannin, furfural, furfuryl alcohol and EPR requires a temperature which was close to that needed for the cross-linking between tannin, furfural and furfuryl alcohol indicating that the cross-linking between TFF resin and EPR was easy to establish without higher temperature. Moreover, Two exothermic peaks were observed for the TF adhesive, one at 118 °C and another at 156 °C indicating the self-condensation of furfuryl alcohol led no or less reaction between tannin and furfuryl alcohol in the beginning, the cross-linking between tannin and furfuryl alcohol had been proven acquiring a higher temperature . Meanwhile, the curing temperature of TFFE adhesive (125 °C) was close to that of PF adhesive (124 °C), it shows that the temperature for preparation of plywood based TFFE adhesive is not higher than that of plywood based PF adhesive.
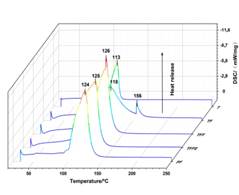
Figure 13:
DSC thermograms of the various tannin-based adhesives and PF as well.
Figure 14 shows the curing thermograms of TF, TFF and TFFE adhesives performed at different heating rates (5 K/min, 10 K/min, 15 K/min and 20 K/min), while all the relevant derived parameters of curing processes are summarized collectively in Table 2. Based on data presented in Figure 14 and Table 2, TFF and TFFE adhesives show similar curing characteristics, with a single exothermic peak. In contrast, TF curing shows two exothermic peaks. In the beginning, there is phase separation caused by poor solubility of furfuryl alcohol in the reaction mixture. This makes the reaction sluggish as a result of the little reactivity of furfuryl alcohol with tannin. By increasing the temperature, the reaction between furfuryl alcohol and tannin is activated and all the reactants contribute more homogeneously in the build-up of a network structure. It can be observed from the curing profiles of TFF and TFFE that there is a forward shift of initial curing temperature (Ti), peak temperature (Tp) and termination temperature (Tt) as the heating rate increases (Table 2), while the curing peaks turned broader and the curing time was shortened. This is accounted for by the increase in heating rate leads to larger generated heat within unit time (so that the developed temperature is different) and the exothermic peak of curing reaction moved towards a higher temperature. However, the change of curing temperature in case of TFF is smaller than that of TFFE, because the cross-linking reaction between TFF resin system and epoxy occurs via more successive steps.
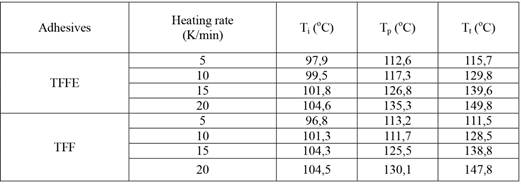
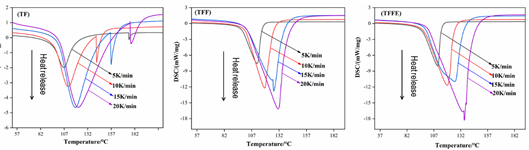
Figure 14:
Curing thermograms obtained under different heating rates for the various tannin-based adhesives.
Interfacial properties of cured tannin-based adhesives
Figure 15 shows the contact angle of these cured adhesives with water and SEM images for cross-sections of various fractured of cured adhesives. The encountered contact angle with the adhesives was 18°for T, 25°for TF and 37°for TFF, all of which smaller than that of TFFE (71º), indicating that the water resistance increased with adding furfural and EPR. Meanwhile, it reveals that the many cracks on the surface of the cured adhesives (marked with arrows) during the curing process of T and TF, and the cross-linking intertextures (marked with circles) almost do not appear in case of T and TF adhesives. For the TFF adhesive, a dense section with a smooth surface and few strictly cross-linked structures (marked with circles) are formed due to a full curing of the TFF adhesive. Moreover, in case of TFFE adhesive, the structure seems more strictly tied (seen from the circle) and the cross-linking intertextures are almost evenly distributed. In addition, the water resistance of TFFE adhesive was larger than that of PF adhesive as concluded from the contact angle measurements.
The cross-linking between EPR and TFF resin system indeed improves the water-resistance of tannin-based adhesive because the reaction proceeds via consumption of hydrophilic groups, leaving behind more hydrophobic linkages.
Strength characteristics of prepared adhesives-based plywood
The results obtained from testing the plywood panels, bonded with the synthesized tannin-based adhesives as well as PF for comparison, are summarized in Table 3,and the SEM images of various surfaces of wood after dry bonding strength measurements are shown in Figure 16. The dry shear strength values for the plywood samples, except the samples prepared with T adhesive, meet the requirements of the American Society for Testing and Materials Standards ASTM F2117-10(2017).
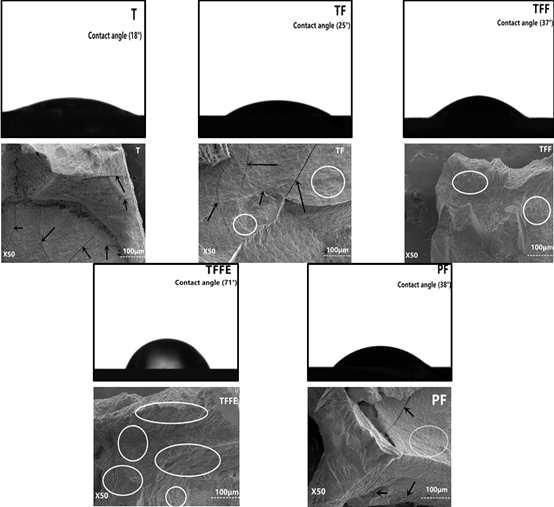
Figure 15:
SEM micrographs and contact angle measurements for water on tannin-based adhesives and PF adhesive after curing.
The area of wood failure in plywood bonded with T did not appear and its surface at the end of the strength test was almost covered with T adhesive alone without wood fragments as shown in Figure 16a. As TF was synthesized under acidic conditions, the TF bonded panels showed poor bonding strength, water resistance and small area of wood failure as presented in Figure 16b (marked with arrow) due to the low reactivity of tannin under such conditions. Zhang and co-workers (Zhang et al. 2020) attempted the use of glyoxal as a coupling agent to react with tannin and furfuryl alcohol under acidic conditions and avoid the self-condensation of furfuryl alcohol. In addition, they coupled the formed tannin-furfuryl alcohol-glyoxal with 3 % epoxy to obtain TFGE adhesive. The results showed that the wet shear strength of the panels bonded with TFGE was higher than that of the comparable TF-based panels prepared under acidic conditions. For TFGE adhesive, a wet shear strength of 0,63 MPa was found after immersion in water at 63 °C for 1 h which decreased to 0,52 MPa after immersion in boiling water for 3 h. Furfural was suggested for use as a coupling agent in our study instead of glyoxal to react with tannin-furfuryl alcohol system under acidic conditions for some reasons. Indeed, compared with glyoxal, furfural bears a furan ring, which is from one side more compatible with the furfuryl alcohol in terms of the structure, and from another side reveals better water resistance. Moreover, the highly reactive aldehyde group can react with the hydroxyl groups of tannin and form cross-linking between tannin and furfural, in such way, the wet strength (0,76 MPa) after immersion in water at 63 °C for 3 h was superior to that of TFGE adhesive. It is interesting to note that, compared to TFF system alone, the coupling of TFF adhesive with EPR yielded further improvement of the wet strength for bonded panels using TFF+EPR adhesive when conditioned in boiling water for 3 h and was close to that of PF adhesive. Moreover, the area of wood failure in plywood bonded with TFFE adhesive was more than that of plywood bonded with PF adhesive (refer to Figure 16d and Figure 16e). Thus, the suggested TFF and EPR adhesive appear to be competitive and promising when compared with PF adhesive. Therefore, further efforts are ongoing to optimize this system for possible future application in industry.
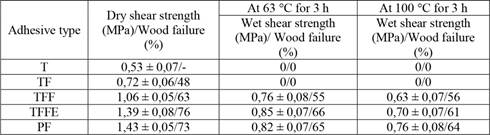
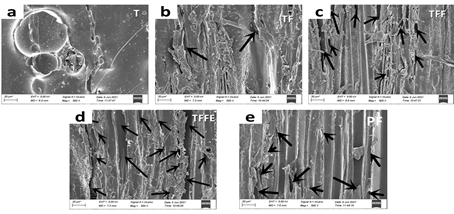
Figure 16:
SEM images of wood fractured surface after dry strength test; (a) wood surface glued with T, (b) wood surface glued with TF, (c) wood surface glued with TFF, (d) wood surface glued with TFFE , (e) wood surface glued with PF adhesives.
From all the above analyses for the different tannin-based adhesives, it can be implied that the TFFE adhesive has higher molecular weight, and its network structure is more complex than other tannin-based adhesives. Therefore, when combined with wood, part of TFFE adhesive will penetrate into the wood through the holes on wood surface. After being solidified during the press, its complex network structure will mesh with the internal structure of wood to further improve the shear strength of plywood, as illustrated in Figure 17a. In addition, for the TFFE adhesive system, the synthesis of primary adhesive in laboratory involves preferential condensation of furfural with tannin to form hydroxymethyl with branched chains structure. Moreover, furfuryl alcohol reacts with tannin to form linear structure while the reaction process is controllable. 3 % of EPR can also participate effectively in the cross-linking process of the resin system. The results of contact angle, GPC, DSC and TGA indicated that the TFF adhesive with 3 % EPR exhibited higher molecular weight and better heat-resistance. These structures are distributed outside the main structure of tannin. In the subsequent process of curing, they became firmly combined to the cellulose, hemicellulose and lignin of wood (Figure 17b). Therefore, the shear strength of TFFE adhesive was elevated with respect to that of other tannin-based adhesives prepared in laboratory, and this finding is consistent with the results provided by all analyses.
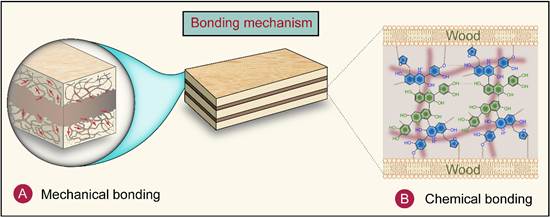
Figure 17:
Illustrative sketch showing the bonding mechanical between TFFE adhesive and wood.
Conclusions
Furfural can take part, at the expense of furfuryl alcohol, in its reaction with tannin, which results in enhancement of the water resistance the adhesive produced. The reaction between furfural and furfuryl alcohol with tannin generates ether groups (-CH2-O-) as elucidated from FTIR and ESI-MS investigation. Prolongation of gel time of the resulting tri-components adhesive (TFF) with respect to TF adhesive signifies a more complicated network structure, whereas the improved shear strength both in the dry and wet states of TFF-based plywood, in comparison to that of TF-based plywood, confirm the attainment of this structure to a reasonable flexibility. Further enhancement of the water resistance of TFF-based plywood as compared to that of the PF-based plywood can be guaranteed by a tiny addition, around 3 % of EPR. This is thought to have been accomplished via co-condensation with the tannin-based adhesive, thus highlighting the potential of this modified TFFE adhesive for use in industrial applications, particularly as wood adhesive for plywood industry.
Acknowledgments
This work was supported by The Yunnan Provincial Natural Science Foundation (Grant No. 202101AT070038), Yunnan Agricultural joint fund (202101BD070001-105), China Scholarship Council, Natural science foundation of Yunnan Provincial Department of Education (2022Y553), and, as well as the Yunnan Provincial Youth top talent project (Grant No. YNWR-QNBJ-2020-166) and Youth talent support project and Middle-age Reserve Talents of Academic and Technical Leaders (2019HB026), and the 111 project (D21027). The authors would like to thank Bo-Chen and Shudi-Ren from Shiyanjia Lab for the partly measurements.
References:
Abdullah, U.; Pizzi, A. 2013. Tannin-furfuryl alcohol wood panel adhesives without formaldehyde. Eur J Wood Wood Prod 71: 131-132. https://doi.org/10.1007/s00107-012-0629-4
ASTM. 2017. Standard Test Method for Vertical Rebound Characteristics of Sports Surface/Ball Systems. Acoustical Measurement ASTM. F2117-10. 2017. ASTM International.
Celzard, A.; Zhao, W.; Pizzi, A.; Fierroa, V. 2010. Mechanical properties of tannin-based rigid foams undergoing compression. Mat Sci Eng A 527(16-17): 4438-4446. https://doi.org/10.1016/j.msea.2010.03.091
Guigo, N.; Mija, A.; Vincent, L.; Sbirrazzuoli, N. 2007. Chemorheological analysis and model-free kinetics of acid catalysed furfuryl alcohol polymerization. Phys Chem Chem Phys 39(9): 5359-5366. https://doi.org/10.1039/B707950H
Huang, X.; Chen, S.B.; Wan, S.H.; Niu, B.; He, X.R.; Zhang, R. 2020. Effect of phenolic resin oligomer motion ability on energy dissipation of poly (butyl methacrylate)/phenolic resins composites. Polymers 12(2): e490. https://doi.org/10.3390/polym12020490
Lacoste, C.; Basso, M.C.; Pizzi, A.; Laborie, M.; Garcia, D.; Celzard, A. 2013. Bioresourced pine tannin/furanic foams with glyoxal and glutaraldehyde. Ind Crops Prod 45: 401-405. https://doi.org/10.1016/j.indcrop.2012.12.032
Lacoste, C.; Pizzi, A.; Laborie, M.; Celzard, A. 2014. Pinus pinaster tannin/furanic foams: Part II. Physical properties. Ind Crops Prod 61: 531-536. https://doi.org/10.1016/j.indcrop.2014.04.034
Lagel, M.C.; Pizzi, A.; Basso, M.; Abdalla, S. 2014. Development and characterization of abrasive grinding wheels with a tannin-furanic resins matrix. Ind Crops Prod 65: 343-348. https://doi.org/10.1016/j.indcrop.2014.11.020
Lagel, M.C.; Zhang, J.; Pizzi, A. 2015. Cutting and grinding wheels for angle grinders with a bioresin matrix. Ind Crops Prod 67: 264-269. https://doi.org/10.1016/j.indcrop.2015.01.046
Lengowski, E.C.; Bonfatti Júnior, E. A.; Dallo, R.; Nisgoski, S.; Mattos, J. L. M. D.; Prata, J.G. 2021. Nanocellulose-reinforced phenol-formaldehyde resin for plywood panel production. Maderas-Cienc Tecnol 23:e5. http://dx.doi.org/10.4067/s0718-221x2021000100405
Li, J.X.; Zhang, J.; Zhou, Y.X.; Zhou, Z.L.; Essawy, H.; Zhou, X.J.; Du, G.B. 2020. Preparation of an Abrasive Grinding Wheel Based on Tannin Resin Cross Linked by Furfuryl Alcohol, Urea and Glyoxal. Renew Mat 8(9): 1019-1032. https://doi.org/10.32604/jrm.2020.012374
Li, X.J.; Nicollin, A.; Pizzi, A.; Zhou, X.; Sauget, A.; Delmotte, L. 2013. Natural tannin-furanic thermosetting moulding plastics. RSC Adv 3(39): 17732-17740. https://doi.org/10.1039/C3RA43095B
Liang, J.K.; Wu, Z.G.; Lei, H.; Xi, X.D.; Li, T.H.; Du, G.B. 2017. The Reaction between Furfuryl Alcohol and Model Compound of Protein. Polymers9(12): e711. https://doi.org/10.3390/polym9120711
Liang, J.K.; Wu, Z.G.; Xi, X.D.; Lei, H.; Zhang, B.G.; Du, G.B. 2019. Investigation of the reaction between a soy‑based protein model compound and formaldehyde. Wood Sci Technol 53(5): 1061-1077. https://doi.org/10.1007/s00226-019-01118-8
Moubarik, A.; Allal, A.; Pizzi, A.; Charrier, F.; Charrier, B. 2010. Preparation and mechanical characterization of particleboard made from maritime pine and glued with bio-adhesives based on cornstarch and tannins. Maderas-Cienc Tecnol 12(3): 187-197. http://dx.doi.org/10.4067/S0718-221X2010000300004
Nicolao, E.S.; Monteoliva, S.; Ciannamea, E.M.; Stefani, P. 2022. Plywoods of northeast Argentinian woods and soybean protein-based adhesives: Relationship between morphological aspects of veneers and shear strength values. Maderas-Cienc Tecnol 24(3). http://dx.doi.org/10.4067/s0718-221x2022000100403
Pasch, H.; Pizzi, A.; Rode, K. 2001. MALDI-TOF mass spectrometry of polyflavonoid tannins. Polymer 42(18): 7531-7539. https://doi.org/10.1016/S0032-3861(01)00216-6
Pizzi, A. 1994. Advanced wood adhesives technology. Marcel dekker: New York. https://doi.org/10.1002/pi.1996.210390117
Pizzi, A.; Vosloo, R.; Cameron, F.A.; Orovan, E. 1986. Self-neutralizing acid-set PF wood adhesives. HolzRoh-Werkst 44: 229-234. https://doi.org/10.1007/BF02612001
Raknes, E. 1997. Durability of structural wood adhesives after 30 years ageing. HolzRoh-Werkst 55: 83-90. https://doi.org/10.1007/BF02990523
Sauget, A.; Zhou, X.J.; Pizzi, A. 2014. Tannin-resorcinol-formaldehyde resin and flax fiber biocomposites. Renew Mat 3: 173-181. https://doi.org/10.7569/JRM.2013.634128
Sun, S.L.; Cao, X.F.; Li, H.L.; Zhu, Y.B.; Li, Y.J.; Jiang, W.; Wang, Y.; Sun, S.N. 2020. Simultaneous and efficient production of furfural and subsequent glucose in MTHF/H2O biphasic system via parameter regulation. Polymers 12(3): e557. https://doi.org/10.3390/polym12030557
Sweygers, N.; Harrer, J.; Dewil, R.; Appels, L.A. 2018. A microwave-assisted process for the in-situ production of 5-hydroxymethyl furfural and furfural from lignocellulosic polysaccharides in a biphasic reaction system. Clean Prod 187: 1014-1024. https://doi.org/10.1016/j.jclepro.2018.03.204
Yaghmur, A.; Aserin, A.; Garti, N. 2002. Furfural−cysteine model reaction in food grade nonionic oil/water microemulsions for selective flavor formation. Agric Food Chem 50(10): 2878-2883. https://doi.org/10.1021/jf011158l
Zhang, J.F.; Koubaa, A.; Xing, D.; Liu, W.Y.; Wang, Q.W.; Wang, X.M.; Wang, H.G. 2020. Improving lignocellulose thermal stability by chemical modification with boric acid for incorporating into polyamide. Mater Design 19: e108589. https://doi.org/10.1016/j.matdes.2020.108589
Zhang, J.; Liu, B.W.; Zhou, Y.X.; Essawy, H.; Chen, Q.; Zhou, X.J.; Du, G.B. 2021. Preparation of a starch-based adhesive cross-linked with furfural, furfuryl alcohol and EPR. Int J Adhes Adhes 110: e102958. https://doi.org/10.1016/j.ijadhadh.2021.102958
Zhang, J.; Liu, B.; Zhou,Y.; Essawy, H.; Li, J.X.; Chen, Q.; Zhou, X.J.; Du, G.B. 2021. Preparation and performance of tannin-glyoxal-urea resin-bonded grinding wheel loaded with SiO2 reinforcing particles. Maderas-Cienc Tecnol 23:e48. http://dx.doi.org/10.4067/s0718-221x2021000100448
Zhang, J.; Xi, X.D; Liang, J.K; Pizzi, A.; Du, G.B.; Deng S.D. 2019a. Tannin-based adhesive cross-linked by furfuryl alcohol-glyoxal and EPRs. Int J Adhes Adhes 94: 47-52. http://dx.doi.org/10.1016/j.ijadhadh.2019.04.012
Zhang, J.; Xiong, L.H.; Zhou, X.J.; Du, G.B.; Liang, J.K.; Xi, X.D. 2019b. Development of mimosa tannin-based adhesive cross-linked by furfuryl alcohol-formaldehyde and EPRs. Wood research 64(5): 847-858.
Zhou, X. J.; Li, B.; Xu, Y.; Essawy, H.; Wu, Z.G.; Du, G.B. 2019. Tannin-furanic resin foam reinforced with cellulose nanofibers (CNF). Ind Crops Prod 134: 107-112. https://doi.org/10.1016/j.indcrop.2019.03.052
Author notes
♠Corresponding author: xiaojianzhou1982@163.comzj8101274@163.com