ARTÍCULO
Prediction of surface roughness of CO2 laser modified poplar wood via response surface methodology
 Rongrong Li
Rongrong Li
Prediction of surface roughness of CO2 laser modified poplar wood via response surface methodology
Maderas. Ciencia y tecnología, vol. 24, 42, 2022
Universidad del Bío-Bío
Received: 26 May 2020
Accepted: 29 March 2022
Abstract: Due to the advantages of short treatment period, no wastewater and oil produced, the CO2 laser is applied as an environment friendly thermal treatment for wood materials to improve the wood properties, such as appearance, color and wettability, among others. However, the morphological features of treated wood surface are also changed, which have negative effects on wooden product properties. To reveal the change tendency of surface roughness during laser irradiation, the common indexes of average roughness (Ra) and mean peak-to-valley height (Rz) were chosen to evaluate the surface roughness. The response surface methodology was selected to arrange the experiments and analyze the influences of laser parameters on surface roughness. The results showed that the poplar wood got rougher with the increased laser power, but the surface roughness decreased with increased feed speed and path spacing, due to the total heat absorption varied under different combination of laser parameters. The ANOVA results showed that the selected quadratic models for Ra∥, Rz∥, Ra⊥and Rz⊥were significant due to the values of probability value (“Prob>F”) less than 0,05. In this case, all the input laser parameters were also the significant model terms for variation of surface roughness. The values of correlation coefficient were very close to 1, which meant the selected quadratic models could give accurate prediction of surface roughness for laser treated wood. Therefore, it is of great significance to predict the surface roughness of the modified wood surface scientifically and to guide the selection of reasonable modification process parameters.
Keywords: Laser, poplar wood, response surface methodology, surface roughness, thermal treatment.
Introduction
Poplar trees are a fast-growing species in China, which are widely applied to manufacture the furniture, flooring and wood-based panel (Shi et al. 2022, Wu et al. 2021, Zhang et al. 2021). However, the poplar wood is characterized by fast growth, low density, large voids, low density and dull texture, and also has the defects of warping, shrinkage and cracking in production and processing, thus affecting its application scope and economic value (Zhan et al. 2019). At present, the impregnated and non-impregnated modifications are two common techniques to improve the quality of poplar wooden products (Chen and Cheng 2014). The non-impregnation modification normally includes compound modification with other materials, thermal treatment, plasma processing, etc. (Gao et al. 2021, Yang et al. 2021). Among them, the thermal treatment does not require any chemicals addition to change the wood properties (Ulker and Hiziroglu 2017), which may be an important reason why it is of interest to many parts of the world (Cao et al. 2020). Therefore, revealing the quality change rules during thermal treatment is indispensable and important for guiding the production practice.
During thermal treatment, the surface quality, chemical components and micro-structure of wood will be changed, which affect the properties of surface wettability, roughness, dimension stability, and so on (Candan et al. 2010, Fang et al. 2017, Ma et al. 2010, Shukla 2019). The cell wall will be crushed by thermal treatment, which affects the surface roughness of thermal treated wood (Kaygin et al. 2014). Surface roughness as an important index, has directly effect on the coating, bonding and tactile properties of wooden products (Dilik and Hiziroglu 2012, Li et al. 2017, Liu et al. 2020, Xiong et al. 2020). Therefore, it is necessary to determine the surface roughness of thermal treated wood since they are widely applied for manufacturing furniture, wallboard, flooring, etc. After thermal treatment with temperature of 180 °C for 1-4 hours, the surface roughness of Pinus massoniana and poplar wood increased after 1 hour of thermal processing, but it decreased as the processing time continually increased. For Jack pine wood, the variation trend of surface roughness was opposite to that of the first two wood species (Chen 2018). During thermal processing of the eastern red cedar wood samples, the surface became slightly rougher after exposed to steam. With 1-hour steaming treatment, the average value of Ra reached to 7,06 μm, which was 52 % higher than that of the untreated samples. However, the roughness did not show any changes with increasing the period of treatment to 3 hours (Kaygin et al. 2014). Kúdela et al. (2020) investigated the effects of hot-press on surface roughness of eucalyptus wood. Thermally modified eucalyptus wood surface became rougher with the increasing of temperature, but the pressure had opposite effect on surface roughness. However, the surface roughness of hot-press processed Douglas fir veneer decreased with the press temperature increased from 180 ℃ to 210 ℃ (Candan et al. 2010). Candan et al. (2012) also studied the influences of thermal modification on surface roughness of Berlinia wood. The Berlinia wood surface became smoother when treated with temperature of 150 ℃ and 170 ℃, but became rougher when the temperature increased to 190 ℃. In conclusion, the surface roughness varied during different modification processing.
Laser with the advantages of high-energy density, high efficiency and flexible moving path, is widely applied for wood cutting, thermal modification, among others. (Guo et al. 2021, Li et al. 2021a). During laser modification, the color, surface morphology of wood will be changed, which have strong effects on the wooden material subsequent processing performance. Kúdela et al. (2020) investigated the surface properties of CO2 laser engraved beech wood. Results showed that the surface roughness increased significantly at 8 % laser power (12 W), and the values of Ra, Rq, Rz, and Rt increased with the increasing of raster density. When laser irradiates wood surface, the concentrated laser energy is converted to heat to act on the different constituents of wood, which will induce these constituents to be vaporized, carbonized, or melted. The structure of wood surface will be destroyed and changed. At the same time, the properties of modified wood surface are also significantly affected by different laser parameter combination (Kubovský and Kacik 2013, Kúdela et al. 2020, Li et al. 2021b).
Recently, lasers are gradually coming into the field of study and are being used for wood surface modification. The effects of laser parameters on the wood surface properties (such as color, wettability, etc.) have been studied and revealed (Kačík and Kubovský 2011, Kúdela et al. 2020, Li et al. 2019). However, there is limited or no information on quantitative description of the relationship between laser parameters and laser modified wood surface roughness. Therefore, measuring the surface roughness of CO2 laser treated wood and modeling the relationship between the laser parameters and surface roughness are indispensable. The laser power, feed speed and path spacing (the width of two adjacent feed paths) were selected as input parameters. The average roughness (Ra) and mean peak-to-valley height (Rz) were set as output parameters to describe the surface roughness. Response surface methodology (RSM), which is a statistical test method for optimizing stochastic processes, was applied for modeling the relationship between laser parameters and the values of surface roughness. This work will reveal the change rules of poplar wood surface roughness in the CO2 laser modification processing and provide guidance to select reasonable modification parameters.
Materials and methods
Materials
Poplar (Populus euramevicana CV.) wood samples with free defects were cut from 5 different poplar trees with the age of 8-10 years-old. The tangential section of poplar wood was sanded by sandpaper with grit size no. 240 to get a smooth surface and then applied for laser irradiation. The size of samples is 10×100×150 mm3 (Radial× Tangential× Longitudinal). Before laser treatment, all the samples were put into climate chamber with temperature of 20 ºC±1℃ and relative humidity of 65 %±2 % to equilibrate water content of 10 %±1 %.
Experimental setup and methods
The experimental setup is a CO2 laser engraving machine with the maximum power output of 100W, which supplied by Shandong Minglong Electronic Technology Co. LTD (China). The laser nozzle moved along the fiber direction with advance and return movement. The width of two adjacent feed paths was named as path spacing. Each experiment was repeated five times. The experimental setup and detailed motion path were shown in Figure 1.
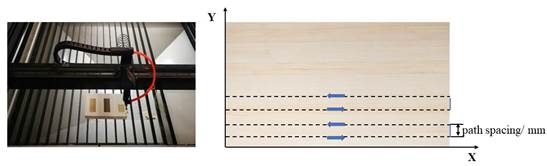
Figure 1:
Experimental setup and detailed motion path.
The surface roughness was measured by surface roughness measuring instrument JB-4C (Shanghai Taiming Optical Instrument Co. LTD, China). The roughness in both the directions of parallel and perpendicular to the wood grain were tested. The indexes of Ra and Rz were selected to evaluate the samples’ roughness. In each sample, the sampling length is 20 mm, and the test in both directions of sample was randomly repeated five times. Parallel and perpendicular to wood grain, the average roughness is marked as Ra∥and Ra⊥, respectively. The index Rz is also marked according to this method.
Experimental design
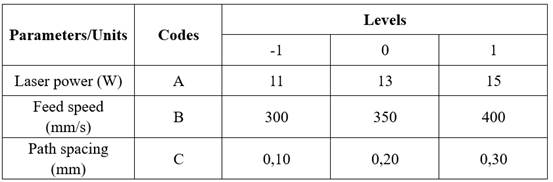
To evaluate the influences of laser parameters on the values of Ra and Rz, and to describe the relationship between input parameters and response indexes, the RSM was chosen. Box-Behnken design (BBD) of RSM was selected as a statistical tool for arranging the experiments and analyzing the influences (Hazir and Koc 2019, Zhu et al. 2020a, Zhu et al. 2020b). The laser power, feed speed and path spacing were considered as dependent variables. Their levels were determined by previous studies (Table 1), which could achieve better visual characteristic and maintain no obvious weakening of finishing performance for modified wood surface (Li et al. 2019, Li et al. 2018).
The model between laser parameters and response indexes (Ra and Rz) is created by the quadratic model which is shown as following Equation 1:
 (1)
(1)Where, Y represents predicted responses (Ra and Rz), b0 is the constant coefficient of the regression equation. The coefficients, bi and bii are the linear and quadratic terms, respectively, bij is the interacting term. The experimental plan is developed to assess the influences of laser power, feed speed, and path spacing on Ra and Rz (Yuan et al. 2020).
Results and discussion
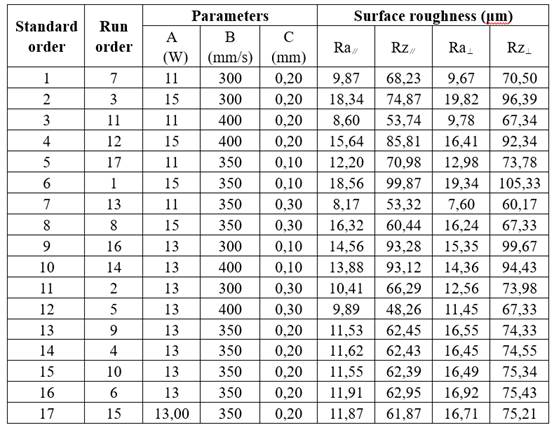
The values of Ra and Rz in both directions of parallel and perpendicular to the wood grain were collected and listed in Table 2.
Analysis of variance
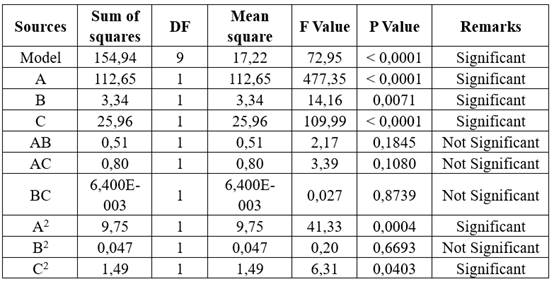
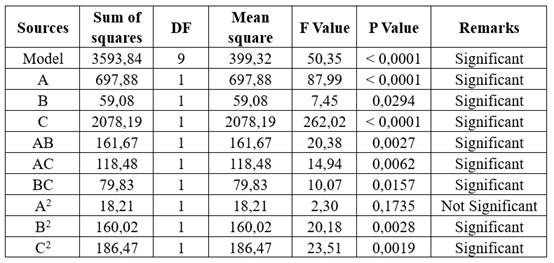
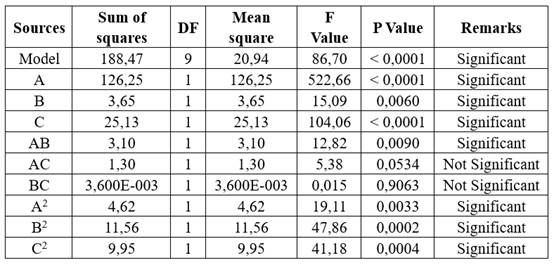
Analysis of variance (ANOVA) was chosen to identify the significance and adequacy of BBD model and investigate the influences of dependent variables on independent variables. In Table 3, Table 4, Table 5 and Table 6, it is clearly that the selected quadratic models for Ra∥, Rz∥, Ra⊥,and Rz⊥are significant due to the values of “probability value” less than 0,05.
P-value > 0,05 denotes not significant
In this case, all the input laser parameters are also the significant model terms for variation of surface roughness.
These results revealed that the laser power, feed speed and path spacing have significant effects on the variation of Ra and Rz. The reasonable combination of laser parameters is necessary to achieve a good surface quality.
P-value > 0,05 denotes not significant.
P-value > 0,05 denotes not significant.
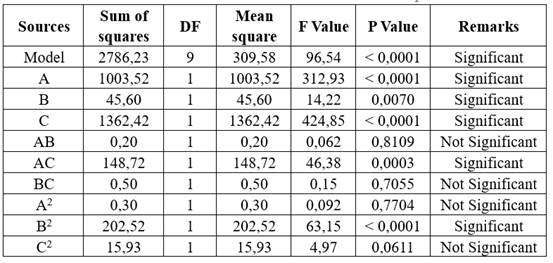
P-value > 0,05 denotes not significant
Regression Equations for different index of surface roughness
The software of Design Expert (Stat-Ease 2011) was applied to create models for surface roughness. Due to the higher values of correlation coefficient (R2), the quadratic models were selected to establish the relationship between the input laser parameters and surface roughness. From Table 7, it is obvious that the values of R2 for these four models are all close to 1, which means that the quadratic models are suitable for predicting the poplar wood surface roughness during CO2 laser irradiation. The graph of correlation between predicted value and actual value also could certificate this result (as shown in Figure 2). The detailed models for Ra∥, Rz∥, Ra⊥ and Rz⊥are shown in Equation 2, Equation 3, Equation 4 and Equation 5.
 (2)
(2)
 (3)
(3)
 (4)
(4)
 (5)
(5)
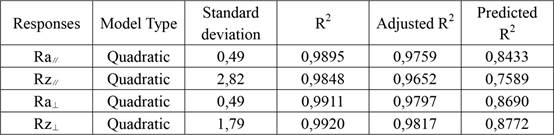
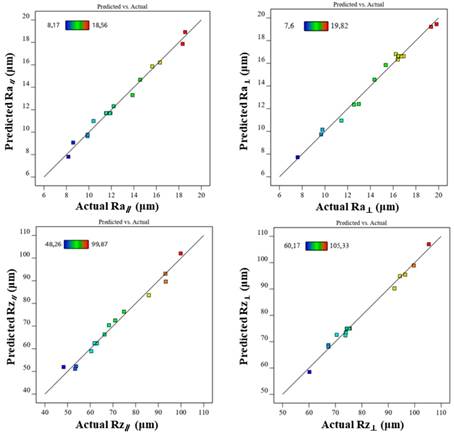
Figure 2:
The graph of correlation between predicted value and actual value.
Effects of laser parameters on the surface roughness
The trend graphs of laser parameters’ influences on surface roughness were shown in Figure 3. It is easy to find that the selected input parameters have significant influences on the values of Ra and Rz. In both the direction of parallel and perpendicular to the poplar wood grain, the surface roughness has similar variation tendency. However, in most measurements, the corresponding roughness values measured perpendicular to the wood grain were higher than them in parallel direction. The probable reason may be that the high laser power not only enhance the roughness but also the waviness on the wood surface. Because of the cellulose is not easy to be removed by laser irradiation. The waviness on the surface of some samples is macroscopic as shown in Figure 4. A typical roughness profile was shown in Figure 5, This similar result was also achieved in the previous research (Kúdela et al. 2020).
Figure 3 revealed that the laser power had greatest influence on Ra values, followed by path spacing, and then feed speed. For the index of Rz, the most significant factor is path spacing, followed by laser power, and then feed speed. The values of Ra and Rz increased with increased laser power, but decreased with increased path spacing. Compared to laser power and path spacing, the feed speed had weaker effect on the surface roughness. The surface morphology features changed due to the wood material vaporized, even carbonized or burned under laser thermal and photoelectric action (Cavalcanti et al. 2009). The laser power directly determines the amount of heat per unit time. When the heat increases to a certain degree, some of the wood constituents will be vaporized (such as some part of extractives), even carbonized, or burned. These processes will destroy the wood surface tissue, which will make the surface rougher. They are in good agreement with the results of previous research (Kúdela et al. 2020). The results in previous research indicated that the surface roughness increased with the laser power increased to 12 W. With the path spacing increasing, the area of repeated heating will be reduced. In other words, the number of irradiation and the total amount of heat received in a given area will decrease (Li et al. 2019). The degree of surface heat influence and damage will be reduced due to lower heat transport; it is benefit to get a smoother surface. For the factor of feed speed, only the lower feed speed has strong influence on the surface roughness. When the feed speed exceeds a certain limit, the impact will be reduced. In the previous research, the results indicated that the roughness decreasing was sharp with the feed speeds increasing from 100 mm/s to 200 mm/s, but with a tendency to stabilize from a feed speed of 300-500 mm/s (Gurau et al. 2017). This why only the slight influence of feed speed on surface roughness was observed in the present study.
The graph of interaction effects of laser parameters was shown in Figure 6. The surface plot clearly represented that the higher values of Ra and Rz were achieved by the combination of higher laser power and lower path spacing. Figure 6c an directly guide the selection of modification parameters to obtain certain surface roughness.
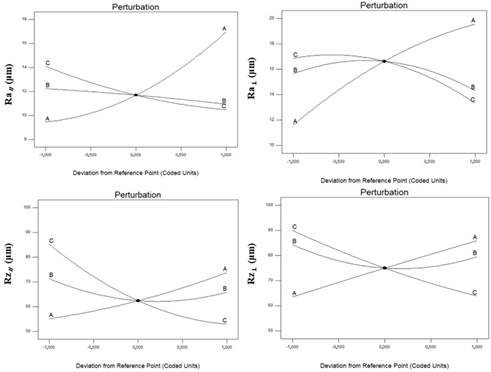
Figure 3:
Trend graph of input factors' influence on response factors.

Figure 4:
The surface of modified samples with different treatment conditions. (a):15,00W; 350,00mm/s; 0,10mm; (b):11,00W; 350,00mm/s; 0,30mm; (c):13,00W; 350,00mm/s; 0,20mm.
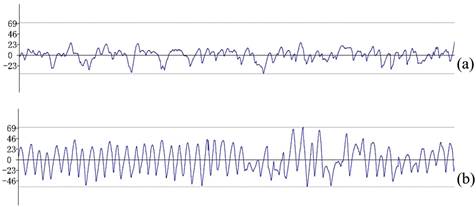
Figure 5:
(a) Typical roughness profile in parallel and (b) Perpendicular direction.
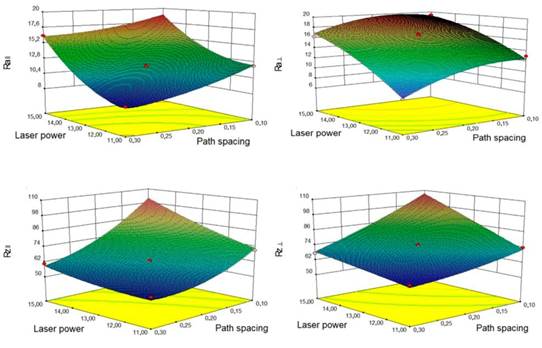
Figure 6:
Estimated responses surface for Ra and Rz.
Conclusions
The surface roughness of CO2 laser treated poplar wood varied significantly. Both the values of Ra and Rz increased after laser irradiation, which meant the surface became rougher. The surface got rougher when the laser power increased and the feed speed and path spacing decreased. The laser power and path spacing had stronger influences than feed speed when the feed speed at the high level. Higher laser power settings cause excessive wood deterioration, making them unsuitable as surface treatments for wood surfaces. The quadratic models are competent for describing the relationship between laser parameters and surface roughness, and are able to accurately predict the surface roughness of CO2 laser modified poplar wood. In the next research, the coating performance will be done to evaluate the effects of surface roughness on coating adhesion, which may provide scientific evidence for the selection of parameters during laser modification for wood surface.
Acknowledgments
The authors are grateful for the support from the Natural Science Foundation of the Jiangsu Higher Education Institutions of China (18KJB220008), the project from International Cooperation Joint Laboratory for Production, Education, Research and Application of Ecological Health Care on Home Furnishing, University-Industry Collaborative Education Program (202002316001,202101148006).
References:
Candan, Z.; Büyüksarı, U.; Korkut, S.; Unsal, O.; Çakıcıer, N. 2012. Wettability and surface roughness of thermally modified plywood panels. Industrial Crops and Products 36(1): 434-436. https://doi.org/10.1016/j.indcrop.2011.10.010.
Candan, Z.; Hiziroglu, S.; Mc Donald, A.G. 2010. Surface quality of thermally compressed Douglas fir veneer. Materials and Design 31(7): 3574-3577. https://doi.org/10.1016/j.matdes.2010.02.003.
Cao, Y.; Wang, X.; Li, Y.; Shen, D.; Dai, Y.; Zhang, S.; Zhang, W. 2020. Effect of high temperatura oil heat treatment on the starch content and mold-resistant property of bamboo. Journal of Forestry Engineering 5(02): 109-115. https://doi.org/10.13360/j.issn.2096-1359.201905016.
Cavalcanti, A.N.; Pilecki, P.; Foxton, R.M.; Watson, T.F.; Oliveira, M.T.; Gianinni, M.; Marchi, G.M. 2009. Evaluation of the surface roughness and morphologic features of Y-TZP ceramic safter different surface treatments. Photomedicine and Laser Surgery 27(3): 473-479. https://doi.org/10.1089/pho.2008.2293.
Chen, C.; Cheng, R. 2014. Research Progress in Modified Fast Growing Poplar Wood. Forest Engineering 30(5): 27-29. https://doi.org/10.16270/j.cnki.slgc.2014.05.005.
Chen, L. 2018. Analysis of heat treatment of wood surface roughness and morphology. International Wood Industry 48(6): 54-59.
Dilik, T.; Hiziroglu, S. 2012. Bonding strength of heat treated compressed Eastern red cedar wood. Materials and Design 42: 317-320. https://doi.org/10.1016/j.matdes.2012.05.050.
Fang, L.; Xiong, X.; Wang, X.; Chen, H.; Mo, X. 2017. Effects of surface modification methods on mechanical and interfacial properties of high-density polyethylene-bonded Wood veneer composites. Journal of Wood Science 63(1): 65-73. https://doi.org/10.1007/s10086-016-1589-9.
Gao, Y.; Li, Y.; Ren, R.; Chen, Y.; Gao, J. 2021. Effect of weak acid modificatio non the structure and properties of heat-treated Chinese fir. Journal of Forestry Engineering 6(4): 49-55. https://doi.org/10.13360/j.issn.2096-1359.202011008.
Guo, X.; Deng, M.; Hu, Y.; Wang, Y.; Ye, T. 2021. Morphology, mechanism and kerfvariation during CO2 laser cutting pine wood. Journal of Manufacturing Processes 68: 13-22. https://doi.org/10.1016/j.jmapro.2021.05.036.
Gurau, L.; Petru, A.; Varodi, A.; Timar, M.C. 2017. The Influence of CO2 Laser Beam Power Output and Scanning Speedon Surface Roughness and Colour Changes of Beech (Fagus sylvatica). BioResources 12 (4): 7395-7412. https://ojs.cnr.ncsu.edu/index.php/BioRes/article/view/BioRes_12_4_7395_Gurau_CO2_Laser_Beam_Power_Output
Hazir, E.; Koc, K.H. 2019. Optimization of Wood machining parameters in CNC routers: taguchi ortogonal array based simulated angling algorithm. Maderas. Ciencia y Tecnolgia 21(4): 493-510. https://doi.org/10.4067/s0718-221x2019005000406.
Kačík, F.; Kubovský, I. 2011. Chemical changes of beech Wood due to CO2 laser irradiation. Journal of Photochemistry and Photobiology A: Chemistry 222(1): 105-110. https://doi.org/10.1016/j.jphotochem.2011.05.008.
Kaygin, B.; Koc, K.H.; Hiziroglu, S. 2014. Surface quality and hardness of Eastern redcedar as function of steaming. Journal of Wood Science 60(4): 243-248. https://doi.org/10.1007/s10086-014-1399-x.
Kubovský, I.; Kacik, F. 2013. Changes of the Wood surface colour induced by CO2 laser and its duralibity after the xenon lamp exposure. Wood Research 58(4): 581-590. http://www.woodresearch.sk/wr/201304/07.pdf
Kúdela, J.; Kubovský, I.; Andrejko, M. 2020. Surface Properties of Beech Wood after CO2 Laser Engraving. Coatings 10(1): e77. https://doi.org/10.3390/coatings10010077.
Li, R.; Fang, L.; Xu, W.; Xiong, X.; Wang, X. 2019. Effect of Laser Irradiation on the Surface Wettability of Poplar Wood. Science of Advanced Materials 11(5): 655-660. https://doi.org/10.1166/sam.2019.3450.
Li, R.; He, C.; Chen, Y.; Meng, F. 2021a. Research progress on laser surface treatment of Wood materials. Journal of Forestry Engineering 6(2): 31-39. https://doi.org/10.13360/j.issn.2096-1359.202004002.
Li, R.; He, C.; Chen, Y.; Wang, X. 2021b. Effects of laser parameters on the width of color change area of poplar Wood surface during a single irradiation. European Journal of Wood and Wood Products 79(5): 1109-1116. https://doi.org/10.1007/s00107-021-01706-1.
Li, R.; Xu, W.; Wang, X.; Wang, C. 2018. Modeling and predicting of the color changes of Wood surface during CO2 laser modification. Journal of Cleaner Production 183: 818-823. https://doi.org/10.1016/j.jclepro.2018.02.194.
Li, W.; Zhang, Z.; Peng, X.; Li, B. 2017.The influences of circular saws with sawteeth of mic-zero-degree radial clearance angle son surface roughness in Wood ripsa wing. Annals of Forest Science 74(2). https://doi.org/10.1007/s13595-017-0632-3.
Liu, Y.; Hu, J.; Wu, Z. 2020. Fabrication of coatings with structural color on a Wood surface. Coatings 10(1): e32. https://doi.org/10.3390/coatings10010032.
Ma, H.; Jiang, Z.; Ren, H.; Zhao, R. 2010. Surface properties of bleached and heat treated bamboo. Scientia Silvae Sinicae 46(11): 131-137. https://doi.org/10.11707/j.1001-7488.20101121.
Shi, J.; Chen, H.; Ye, J.; Zhang, Y.; Wu, Z.; Zhan, X. 2022. Properties of poplar veneer and plywood modified by in-situ synthesis of CaCO3. Journal of Forestry Engineering 7(02): 43-51. https://doi.org/10.13360/j.issn.2096-1359.202107002.
Shukla, S.R. 2019. Evaluation of dimensional stability, surface roughness, colour, flexural properties and decay resistance of thermally modified Acacia auriculiformis. Maderas. Ciencia y Tecnologia 21(4): 433-446. https://doi.org/10.4067/s0718-221x2019005000401.
Stat-Ease. 2011. USA. https://www.statease.com/
Ulker, O.; Hiziroglu, S. 2017. Some properties of densified eastern red cedar as function of heat and pressure. Materials 10(11): e1275. https://doi.org/10.3390/ma10111275.
Wu, X.; Yang, F.; Gan, J.; Kong, Z.; Wu, Y. 2021. A Super hydrophobic, Antibacterial, and Durable Surface of Poplar Wood. Nanomaterials 11(8). https://doi.org/10.3390/nano11081885.
Xiong, X.; Yuan, Y.; Zhang, L.; Wu, Z. 2020. Research on the Effects of Roughnes son the Tactile Properties of Rice Straw Particle board Surface. Science of Advanced Materials 12(6): 795-801. https://doi.org/10.1166/sam.2020.3741.
Yang, S.; Fu, Y.; Yan, T.; Chen, Y. 2021. Effect of high temperatura heat-treatment on the chemical properties of Swietenia macrophylla. Journal of Forestry Engineering 6(02): 120-125. https://doi.org/10.13360/j.issn.2096-1359.202006016.
Yuan, W.; Zhang, L.; Liu, Y.; Fu, P.; Huang, Y.; Wang, L.; Ma, H.; Wang, H. 2020. Sulfide removal and wáter recovery from ethylene plant spent caustic by suspensión crystallization and its optimization via response surface methodology. Journal of Cleaner Production 242: e118439. https://doi.org/10.1016/j.jclepro.2019.118439.
Zhan, T.; Sun, F.; Lv, C.; He, Q.; Wang, X.; Xu, K.; Zhang, Y.; Cai, L. 2019. Evaluation of moisture diffusion in lignocellulosic biomass in steady and unsteady states by a dynamic vapor sorption apparatus. Holzforschung 73(12): 1113-1119. https://doi.org/10.1515/hf-2019-0063.
Zhang, Y.; Shi, J.; Ye, J.; Chen, H.; Wu, Z.; Zhan, X. 2021. Preparation and performance of hydrophobic thermal insulation plywood for household. Journal of Forestry Engineering 6(6): 190-196. https://doi.org/10.13360/j.issn.2096-1359.202012029.
Zhu, Z.; Buck, D.; Cao, P.; Guo, X.; Wang, J. 2020a. Assessment of Cutting Forces and Temperature in Tapered Milling of Stone-Plastic Composite Using Response Surface Methodology. Journal of The Minerals, Metals & Materials Society 72(11): 3917-3925. https://doi.org/10.1007/s11837-020-04368-1.
Zhu, Z.; Buck, D.; Guo, X.; Cao, P.; Wang, J. 2020b. Cutting performance in the helical milling of stone-plastic composite with diamond tools. CIRP Journal of Manufacturing Science and Technology 31: 119-129. https://doi.org/10.1016/j.cirpj.2020.10.005.
Author notes
♠Corresponding author: xuwei@njfu.edu.cn