Artículos
Sistema de control métrico bidimensional para tornillos metálicos utilizados en osteosíntesis
Two-dimensional metric system for metal screws used in osteosynthesis

Sistema de control métrico bidimensional para tornillos metálicos utilizados en osteosíntesis
Revista UIS ingenierías, vol. 21, núm. 1, pp. 201-210, 2022
Universidad Industrial de Santander
Recepción: 04 Abril 2021
Aprobación: 30 Noviembre 2021
Resumen: Los tornillos metálicos utilizados en osteosíntesis son fabricados con dimensiones precisas para evitar complicaciones en el procedimiento quirúrgico, y optimizar costes y tiempo de producción. Este trabajo de investigación propone un sistema de control que consta de un microscopio digital USB, una base de iluminación LED y una interfaz gráfica de usuario (GUI) desarrollada en ImageJ (software de código abierto), cuyo objetivo es validar metrológicamente la calidad de las dimensiones de los tornillos. En los resultados se comparó el largo y ancho del tornillo, obtenido con el sistema propuesto, y la misma medida obtenida con un calibrador pie de rey como un procedimiento de validación metrológica.
Palabras clave: descriptores de forma, metrología óptica, osteosíntesis, sistema de control, visión por computador, análisis de imágenes, procesamiento de imágenes, software de código abierto, perfilometría, control de calidad.
Abstract: The metal screws used in osteosynthesis are fabricated with precise dimensions in order to prevent complications in the surgical procedure, and to optimize costs and production time. This research work proposes a control system consisting of a USB digital microscope, a LED lighting base, and a graphical user interface (GUI) developed in ImageJ (open-source software), the main objective in this work is validate metrologically the screws dimensions quality. In the results, the screws length and width, obtained with the proposed system, and the same measurement obtained with a caliper were compared as a metrological validation procedure.
Keywords: shape descriptors, optical metrology, osteosynthesis, control system, computer vision, image analysis, image processing, open source software, profilometry, quality control.
1. Introducción
La osteosíntesis es un proceso quirúrgico que se basa en la fijación de la fractura de un hueso mediante implantes metálicos como tornillos y placas, los cuales son usados para estabilizar la fractura hasta su consolidación [ 1]. Los implantes pueden provocar complicaciones quirúrgicas debido a defectos propios del material. Por tal razón, es indispensable que los tornillos se fabriquen con un alto nivel de precisión en sus dimensiones métricas, siguiendo normas técnicas de fabricación, antes de ser utilizados en una cirugía [2], [3], [4]. Además, las fallas en el material inciden notablemente en el costo de producción de una empresa, elevando hasta en un 20% los costes de mala calidad [5], [6].
La visión por computador tiene como objetivo extraer características de una imagen para su posterior descripción e interpretación por parte de un computador [7]. Generalmente, el proceso del análisis métrico bidimensional consta de las siguientes etapas: montaje, calibración, adquisición de muestras, preprocesamiento de imágenes y análisis de regiones. En este proceso se aplican técnicas de procesamiento de imágenes como: métodos de binarización para segmentar regiones; algoritmos morfológicos para identificar y medir características superficiales; y el cálculo de factores de calibración para calcular las medidas en escala métrica [8], [9], [10], [11], [12].
En empresas locales, la calidad de un implante es verificada a través de inspecciones visuales hechas de forma manual utilizando un software privativo, lo que puede traducirse en tres factores importantes: mayor tiempo en el proceso de inspección por ejecutarse de manera manual, mayores costes por el pago de licencias de software privativo, y por último, una menor precisión en las métricas tomadas debido a errores humanos [13], [14].
Por consiguiente, en este trabajo de investigación, se propone y evalúa la eficiencia de un sistema de control denominado Osteocontrol, basado en técnicas ópticas y de visión por computador, el cual permite validar metrológicamente la calidad de las dimensiones de los tornillos utilizados en osteosíntesis, optimizando los tiempos de control, y brindando una mayor precisión y exactitud de las métricas de dimensiones.
Osteocontrol se compone de un microscopio digital USB, una base de iluminación LED y el desarrollo de una interfaz gráfica de usuario (GUI) en imageJ, una herramienta open-source que reduce costes de licencias de software privativos.
2. Marco teórico
2.1. Umbralización
Los objetos presentan uniformidad en una o más características y se deben identificar los píxeles que presentan continuidad y una propiedad en común. La umbralización es una técnica de segmentación de regiones a partir del umbral, el cual se conoce como un valor de intensidad positivo T que determina la cantidad de píxeles considerados pertenecientes a uno de los dos subconjuntos: blancos (0) o negros (1). Por lo tanto, la umbralización de una imagen en escala de grises se basa en el siguiente método: si el valor de gris de un píxel f (x;y) es menor o igual que el umbral T, se le asigna el valor de 1; de lo contrario, se le asigna un valor de 0. De esta manera, es posible separar el objeto presente en una imagen aplicando 1 donde el resultado es una imagen b inarizada g(x;y) [7].

2.2. Perímetro
Se halla el perímetro (Ppx) en unidades de píxeles a partir del contorno de la región R (Cr), como se muestra en la figura 1(a), agrupando los píxeles según la contribución de longitud de cada píxel (Cl) al perímetro a partir de su adyacencia, como se denota en la ecuación (2):
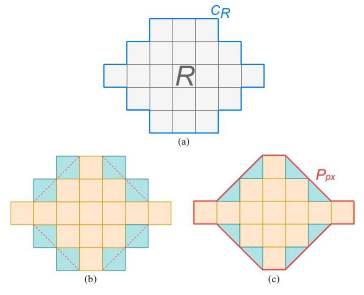
Figura 1
Secuencia de la medición del perímetro: (a) hallar región R y su respectivo contorno CR, (b)etiquetar píxeles adyacentes (en azul) y no adyacentes (en naranja), y (c) calcular perímetro Ppx (en rojo).
donde p1 y p2 son píxeles pertenecientes al contorno del tornillo (ver fig. 1(b)). El recorrido iterativo en el contorno Cr permite calcular el valor del perímetro en unidades de píxeles (Ppx), como se observa en la figura 1(c), a partir de la ecuación (3):

siendo Pα el número total de bordes de los píxeles pertenecientes a Cr y Pb el número total de bordes etiquetados como no adyacentes [15].
2.3. Área
El área de una región binaria se puede encontrar mediante el conteo del número de píxeles de la imagen que componen una región como se muestra en la ecuación (4):

donde A es el área, R es la región binaria y N es el total de píxeles pertenecientes a R.
La traslación y la rotación de la región en la imagen no incide significativamente para el cálculo del área; sin embargo, cuando el objeto al que corresponde la región se visualiza desde diferentes distancias de profundidad, el área varía notablemente. Además, la resolución espacial presenta una gran importancia al momento de medir distancias, ya que especifica las dimensiones de la imagen en el mundo real. Por lo tanto, una resolución espacial con alto nivel de precisión y una adecuada distancia de profundidad influye en la convergencia de los valores experimentales respecto los valores reales del área [7].
2.4. Diámetros de Feret
El algoritmo de Feret se puede aplicar en una imagen binarizada para medir el diámetro mayor y diámetro menor de R. El diámetro de Feret es la medida longitudinal del tamaño del objeto definido a lo largo de una dirección entre dos líneas paralelas que se obtienen al encerrar perpendicularmente el objeto [11].
El diámetro máximo Fmax es la distancia euclidiana máxima calculada en píxeles, entre todos los pares de píxeles d(x,y), que pertenecen al contorno de R (CR) como se define en la ecuación (5),

De la misma forma, en la ecuación (6) se define el diámetro mínimo Fmin, el cual se obtiene al cambiar la orientación de los planos y obtener el valor mínimo de distancia entre pares de píxeles en Cr.

3. Material y métodos
Los tornillos de muestras, suministrados por una empresa local, se seleccionaron por sus características de reflectividad y tamaño. Los tornillos analizados son los siguientes:
-
Tornillo A: bloqueado 2.4 mm Ti AR Torx x 12 con referencia T1-424-2ART12, mostrado en la figura 2(a).
-
Tornillo B: esponjoso canulado 4,0 mm SS R.Parcial AP Hex x 24 con referencia T1-901RPAPH24, mostrado en la figura 2(b).:
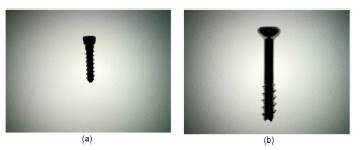
Figura 2
(a) Tornillo tipo A, y (b) tornillo tipo B.
Por otra parte, las medidas experimentales del ancho y alto del torillo se comparan respectivamente con las medidas tomadas con un calibrador pie de rey, mediante el cálculo del error relativo porcentual, denotado en la ecuación (7):

donde VeXp son los valores experimentales, obtenidos con Osteocontrol, y Vt son los valores teóricos, obtenidos de las mediciones con el pie de rey como se muestra en la figura 3. Las medidas tomadas con el pie de rey son: para el tornillo A, largo y ancho de 12 mm y 3.45 mm; para el tornillo B, largo y ancho de 24 mm y 6 mm.
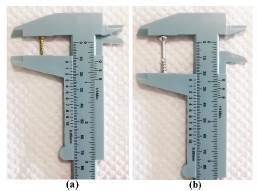
Figura 3
Toma de medida del largo de (a) tornillo A y (b) tornillo B con calibrador pie de rey.
4. Metodología
El diseño del sistema del control se enfoca en un escenario específico donde se contempla, como funcionalidad principal, la medición automática de los tornillos en un entorno de inspección industrial. Por lo tanto, la metodología se plantea mediante etapas secuenciales que involucran componentes de hardware y software. Las etapas generales propuestas se muestran en la figura 4.
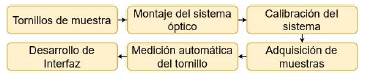
Figura 4
Metodología planteada.
4.1. Montaje del sistema óptico
Primero, se selecciona un dispositivo óptico-digital que cumple con los requerimientos necesarios para la adquisición de imágenes de objetos milimétricos. Este dispositivo es el microscopio digital USB 3.0 Dino-Lite Edge AM73915MZTL, y cuenta con un rango de magnificación entre 10x y 140x, un sensor CMOS de 5MP y una distancia de trabajo en Z entre 23,45 cm y 3,05 cm. Además, es apto para un entorno de inspección por su ligero peso y fácil manipulación.
Luego, se definen las condiciones experimentales de iluminación mediante una base LED dimerizable con cuatro modos de flujo de luz: 150, 300, 350, y 600 lúmenes. La iluminación a contraluz genera un perfil del tornillo nítido debido a la incidencia de los rayos de luz por debajo del tornillo. De esta manera, con este tipo de iluminación, se evita la implementación de complejos métodos para detectar la forma del tornillo en la etapa de procesamiento.
Después, se selecciona un soporte vertical fabricado por DinoLite (modelo RK-10), el cual consiste en una plataforma de masa compatible con el microscopio y que permite su manipulación en variaciones precisas de distancia en términos de profundidad. A partir del sistema de referencia diseñado por el fabricante, se define Dt como la distancia entre el objeto y el lente en función de la variable Z, siendo esta la distancia ajustada con la perilla deslizante del soporte en el rango de Z = [0,14] cm con sentido positivo (+) hacia la base LED, como se muestra en la figura 5. Por lo tanto, con base a la condición cuando la distancia de trabajo máxima es Dt = 29 cm y Z = 0 cm, se establece la relación entre Dt y Z en la ecuación (8),

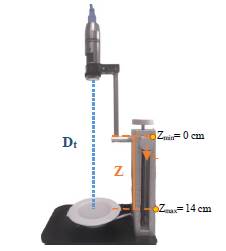
Figura 5
Montaje del sistema óptico.
Por último, teniendo en cuenta el tamaño de los tornillos A y B, se define un rango de distancias Zα = [0,12] cm y Zb = [0,5] cm, y un rango de magnificación Mα = [9x, 15.4x] y Mb = [9x, 10.4x] con el fin de garantizar un espacio de trabajo adecuado para el proceso experimental de ambos tornillos en la etapa de adquisición de muestras.
4.2. Calibración del sistema
Se captura en una imagen un patrón de calibración cuadrado diseñado con lados de 10 mm e impreso en una hoja blanca. A partir de la imagen del patrón cuadrado, es posible interpretar información métrica de una distancia conocida en escala real. Sin embargo, existe un error sistemático originado por la diferencia de grosor entre la hoja del patrón y el tornillo, el cual influye significativamente en la calibración del sistema debido al aumento del área bidimensional del objeto en términos de píxeles como se muestra en la figura 6.

Figura 6
Desfase entre el tornillo y la hoja del patrón de calibración.
Por tal razón, se contempla en el proceso de calibración, la relación de la distancia en Z del tornillo y del grosor de la hoja del patrón, el cual se basa en la ecuación (9):

do nde Rt es el radio del tornillo medido con un calibrador pie de rey y Hp es el grosor de la hoja del patrón. Aproximando Hp = 0 cm, se tiene la ecuación (10),

Después de obtener el valor de desfase, se ubica el patrón de calibración sobre la base LED y se posiciona el soporte a una distancia Zcalib= Z - ΔZbase, siendo Z un
valor dentro del rango previamente establecido. Luego, se enfoca el patrón a una magnificación Mc para realizar la captura de la imagen mediante la interfaz.
Teniendo la imagen del patrón, se ejecuta el algoritmo de calibración automática, el cual recibe una imagen RGB del patrón cuadrado IP y calcula un factor de escala k a partir de IP y la distancia conocida Dum, como se muestra en la ecuación (11),

siendo Dum la longitud de cualquier lado del cuadrado en escala métrica, y Dpx es el valor equivalente en píxeles de Dum, correspondiente al diámetro menor de Feret (dmin) del patrón de calibración. El proceso para hallar el diámetro menor es el siguiente: primero, se binariza la imagen IP con el método ISODATA [16], generando una nueva imagen IPbin. Posteriormente, se obtiene el contorno del patrón de calibración IPCR, recorriendo horizontalmente los pares coordenados de la región blanca (IPR) y clasificando los píxeles blancos que son vecinos con al menos un píxel negro. Por último, se aplica el algoritmo de Feret con la ecuación (6) en el conjunto de puntos IPCR, y se obtienen dos puntos coordenados cuya distancia euclidiana representa el lado del cuadro como se muestra en la figura 7.
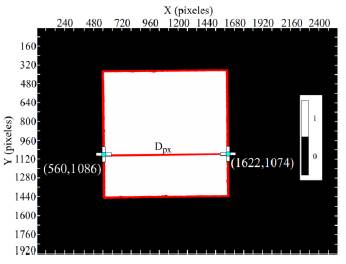
Figura 7
Equivalencia en escala píxeles Dpx respecto a la distancia conocida Dum.
A continuación, en el algoritmo 1 se detalla específicamente el proceso de calibración automática a partir del patrón de calibración.
-
1: CalibracionAutomatica(IP, Dum )
-
2: IPbin ← Binarizar(IP)
-
3: IPR ← ObtenerRegion(IPbin )
-
4: IPCr ← ObtenerContorno(IP R)
-
5: < dmin, dmax > ← ObtenerFeret(IPCR)
-
6: Dpx ← dmin
-
7: k ← Dum/Dpx
-
8: Retornar k
4.3. Adquisición de muestras
Calibrado el sistema, se adquieren las imágenes de muestra a una resolución espacial de 2560x1920 pixeles. Las medidas en unidades métricas del largo (COlargo) y ancho (COancho) del campo de observación están dadas por las ecuaciones (12) y (13) respectivamente:
donde k es el factor de calibración del sistema hallado en la etapa de calibración. Por otra parte, el tornillo se debe ubicar dentro de la región del patrón circular de luz con el fin de evitar errores en etapas posteriores, los cuales son provocados por la radiación de luz no uniforme de la base LED.
4.4. Algoritmo de medición automática
Para la ejecución del algoritmo de medición automática de tornillo se requiere de una imagen bidimensional del tornillo (I) ubicado en cualquier posición sobre el patrón circular de luz de la base LED. La ejecución de este algoritmo consta de dos etapas: detección del tornillo (ver algoritmo 2) y medición del tornillo con el factor de calibración k (ver algoritmo 3).
4.4.1. Detección del tornillo
La imagen I es adquirida con iluminación a contraluz. Luego, por medio del método de ISODATA [16], se genera una imagen binaria (Ibin), en la cual se observa una región blanca producida por la subexposición de píxeles en la imagen como consecuencia de la radiación de luz centrada no uniforme en la base LED. Por consiguiente, se considera la condición que los píxeles de mínima intensidad de la imagen en escala de grises (l∝) están contenidos en el conjunto de píxeles pertenecientes a la región binaria del tornillo (R). Con base a la anterior condición, se calcula el punto coordenado correspondiente al centroide de la región de píxeles con f (x,y) = 0 en nivel de intensidad, como se muestra en la figura 8. Luego, a partir de este punto, se segmenta completamente la región del tornillo mediante el algoritmo de inundación [7].
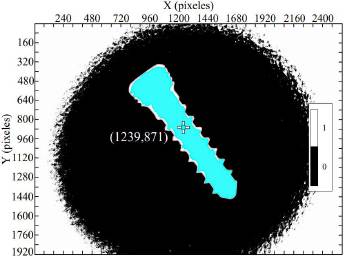
Figura 8
Imagen binaria con la región R.
Finalmente, se determina el contorno de la región CR segmentada mediante el mismo proceso aplicado en el patrón de calibración, con el fin de generar una máscara del tornillo y ubicarla en un fondo negro. De esta manera, se crea una imagen segmentada del tornillo (Iseg). En el algoritmo 2, se detalla específicamente el proceso de detección del tornillo.
Algoritmo 2 Detección del tornillo
-
1: DetectarTornillo(I)
-
2: <𝑥̅,𝑦̅, >← ObtenerCentroide(I)
-
3: Ibin ← Binarizar(I)
-
4: Cr← ObtenerContorno (𝑥̅,𝑦̅, Ibim)
-
5: ISeg ← Segmentar( CR,Ibin)
-
6: Retornar CR,Iseg
4.4.2. Medición del tornillo
Una vez segmentada la región R de la imagen, se procede a implementar los algoritmos que permiten medir el perímetro, área, largo y ancho del tornillo. El perímetro (Ppx) es calculado a partir de la contribución de los píxeles pertenecientes al contorno de la región CR dependiendo de su adyacencia como se define en la ecuación (2) y (3). Para obtener el valor del perímetro en unidades métricas, se multiplica el valor de Ppx por el factor de calibración k del sistema como se plantea en la ecuación (14),

El valor del área (Apx), en píxeles, se obtiene mediante la ecuación (4). Luego, se multiplica Apx por el cuadrado del factor de calibración del sistema, como se observa en la ecuación (15),

El ancho y largo del tornillo (Fminpx y Fmaxpx), en unidades de píxeles, se hallan calculando distancia euclidiana entre los pares coordenados pertenecientes al diámetro menor y mayor de Feret respectivamente, denotado en la ecuación (5) y (6). Teniendo el valor en píxeles del largo y ancho del tornillo, se calculan los valores en unidades métricas a partir del factor de calibración k como se muestra en las ecuaciones (16) y (17):
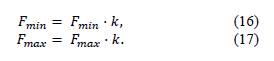
Finalmente, se construye el cuadro delimitador (Arec) para encerrar el área mínima de Cr, con el fin de ajustar y recortar el área del tornillo, retornando una nueva imagen recortada (Irec) como se muestra en la figura 9.
Figura 9
Imagen recortada del tornillo Irec.
El proceso de medición automática de tornillo se describe detalladamente en el algoritmo 3.
Algoritmo 3 Medición del tornillo
- 1. MedirTornillo(CR,Iseg,k)
- 2. P ← ObtenerPerimetro(CR ,Iseg,k)
- 3. A ← ObtenerArea(CR,Iseg,k)
- 4. < Fmin ,Fmax > ← ObtenerFeret(CR ,Iseg,k)
- 5. Irec ← CuadroDelimitador(CR ,Iseg,k)
- 6. Retornar < A,P , Fmin,Fmax >
4.5. Algoritmo de medición automática
Se desarrolla una interfaz llamada Osteocontrol, con el objetivo principal de vincular al usuario con el sistema de control y brindarle una experiencia automatizada en el análisis métrico de los tornillos de osteosíntesis. Para ello, se implementa ImageJ como herramienta de desarrollo, el cual es un software de procesamiento de imágenes digitales, programado en Java y distribuido bajo dominio público, que permite el diseño de aplicaciones personalizadas [15]. La ventana principal de Ostecontrol consta de una barra de herramientas, como se observa en la figura 10, que permite diferentes funcionalidades como el manejo directo del microscopio digital USB, visualización de grilla en toma de imágenes, calibración del sistema, medición automática y manual de los tornillos, entre otras.
Figura 10
Interfaz desarrollada en ImageJ.
5. Resultados
El sistema de control se valida con dos tipos de análisis: de exactitud y de precisión. El primer análisis consiste en variar Z y la posición del tornillo; y el segundo, en variar la posición del tornillo manteniendo un Z fijo. Luego, se obtienen las medidas con el algoritmo de medición automática de las muestras capturadas (ver algoritmo 3), y se reportan los valores correspondientes al largo del tornillo (Fmax), y ancho del tornillo (Fmin). Por último, a partir de la ecuación (7), se calcula el error Fmax vs. largo medido con calibrador pie de rey (E1), y Fmin vs. Ancho medido con calibrador pie de rey (E2).
5.1. Análisis de exactitud
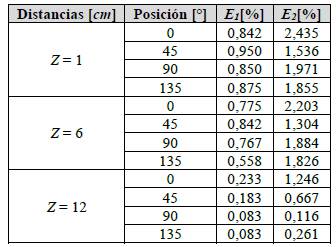
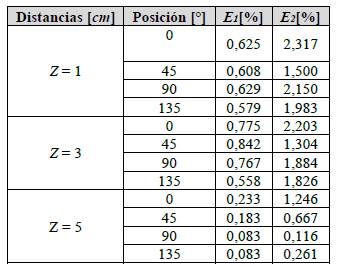
En este análisis el soporte se ubica en diferentes distancias en Z dependiendo del tipo de tornillo, ya que poseen diferente tamaño. Estos se posicionan en ángulos de 0, 45°, 90° y 135° con respecto a la abscisa. Los resultados obtenidos suman un total de 12 muestras para el tornillo A y B, como se muestra en las tablas 1 y 2 respectivamente, en las cuales se observa que las medidas más exactas para ambos tornillos se obtienen con Z = 12 cm.
5.2. Análisis de precisión
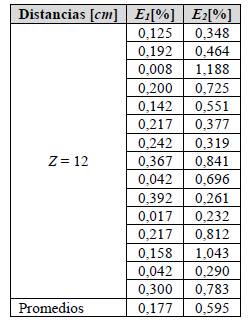
Este análisis consiste en posicionar el tornillo A en diferentes posiciones y ubicar el soporte en una distancia fija Z = 12 cm. Por lo tanto, a diferencia del análisis de exactitud, en este no se definen ángulos de posicionamiento, con el fin de simular un comportamiento aleatorio de inspección mediante 15 muestras, las cuales abarcan la mayoría de casos que se pueden presentar en un entorno industrial. A partir de los resultados obtenidos, tabulados en la tabla 3, se puede inferir que las medidas obtenidas con el método de Feret se aproximan notablemente a las medidas tomadas con el calibrador.
Además, la variación de posición del tornillo no afecta significativamente la precisión de las mediciones, ya que la desviación estándar para Fmax es de σ1= ± 0,02 mm y la media μn = 11,984 mm, como se evidencia en la figura 11.
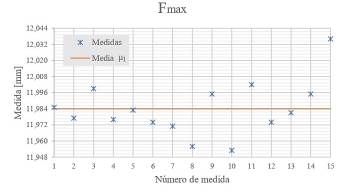
Figura 11
Medidas experimentales para Fmax
Por otra parte, para Fmin se tiene una desviación de σ2= ± 0,01 mm y una media μ2 = 3,433 mm, como se evidencia en la figura 12.
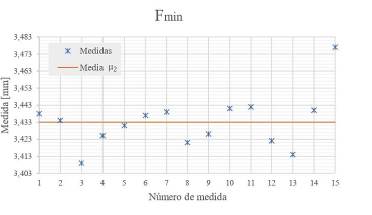
Figura 12
Medidas experimentales para Fmin.
6. Discusión
En [17], se implementan algoritmos de medición bidimensional en un sistema de visión para medir características geométricas helicoidales de la rosca del tornillo, cuyo método de calibración, a diferencia de Osteocontrol, es realizado a partir de una longitud conocida, en unidades métricas, extraída de la cabeza del tornillo. Los resultados de la investigación mencionada muestra que el máximo de diferencia entre los valores experimentales y teóricas son ±5.4 um; por lo tanto, se infiere que tanto Osteocontrol como este sistema de visión garantizan una alta precisión, teniendo en cuenta que el tamaño del tornillo medido y la resolución espacial de la imagen capturada inciden en el nivel de precisión de las mediciones.
7. Conclusiones
En esta investigación, se observó que el algoritmo de Feret proporciona un análisis métrico bidimensional adecuado del perfil del tornillo en cualquier posición respecto a las medidas obtenidas con el calibrador pie de rey. Por otro lado, una imagen focalizada donde el tornillo ocupe correctamente el campo de observación, influye significativamente en la precisión de las medidas.
Respecto a la interfaz desarrollada, esta permite una interacción adecuada entre el usuario y el hardware óptico, garantizando eficiencia y consistencia en el proceso de medición de los tornillos de osteosíntesis. Por último, la transición de software privativo a open source reduce costes de licencias de uso, aprovechándose ventajas como compartir, soportar y reconocer el proyecto libre de ImageJ mediante una comunidad global de interés científico y general, en el campo de procesamiento de imágenes digitales.
En suelos ligeramente secos, estas pruebas permiten inferir que a escala real el equipo mejoraría su desempeño durante los meses de verano.
Referencias
E. Ramos-Maza, F. García-Estrada, C. Domínguez-Barrios, G. Chávez-Covarrubias, G. Meza-Reyes, I. Buffo-Sequeira, "Principios biomecánicos para la osteosíntesis, re-evolución," Acta Ortopédica Mexicana, vol. 30, no. S1, pp. S1-S8, 2016.
E. Barrena, J. Ampuero, Traumatología Y Ortopedia: Generalidades. España: Elsevier Health Sciences, 2019.
L. Rodríguez, D. Manzanero, W. Campos, V. Millano, C. Valbuena, "Falla de implantes ortopédicos metálicos en hospitales de la ciudad de Maracaibo, Venezuela," Multiciencias, vol. 11, no. 1, pp. 85-91, 2011.
Implants for surgery- metal bone screws with hexagonal drive connection, spherical undersurface of head, asymmetrical thread - dimensions, Standard ISO TR 5835: 1991, [En línea]. Disponible en: https://www.iso.org/standard/12001.html
L. F. V. Jiménez, "Los costos de la mala calidad como quinto elemento del costo: aproximación teórica en la gestión de la competitividad en medio de la convergencia contable," Revista de la Facultad de Ciencias Económicas: Investigación y Reflexión, vol. 24, no. 1, pp. 63-84, 2016, doi: https://doi.org/10.18359/RFCE.1622
F. M. Gryna, R. C. H. Chua, J. A. Defeo, J. P. Magaña, Método Juran: análisis y planeación de la calidad. New York, USA: McGrawhill, 2007.
W. Burger, M. J. Burge, Digital Image Processing. London: Springer London, 2016, doi: https://doi.org/10.1007/978-1-4471-6684-9
R. Ramzi, E. A. Bakar, "Optical wear inspection of countersink drill bit for drilling operation in aircraft manufacturing and assembly industry: A method," IOP Conference Series: Materials Science and Engineering, vol. 370, p. 012041, 2018, doi: https://doi.org/10.1088/1757-899X/370/1Z012041
M. Guerrieri, G. Parla, C. Celauro, "Digital image analysis technique for measuring railway track defects and ballast gradation," Measurement, vol. 113, pp. 137147, 2018, doi: https://doi.org/10.1016/j.measurement.2017.08.040
Lee Hoonsoo, H. Quoc, Park Eunsoo, Bae Hyung Jin, Baeklnsuck, K. S., Mo Changyeun, Cho Byoung-Kwan, "Machine vision technique for rapid measurement of soybean seed vigor," Journal of Biosystems Engineering, vol. 42, no. 3, pp. 227-233, 2017, doi: https://doi.org/10.5307/JBE.2017.42.3.227
J. Debayle, "Geometrical and morphometrical tools for the inclusion analysis of metallic alloys," Metallurgical Research & Technology, vol. 116, no. 5, p. 508, 2019, doi: https://doi.org/10.1051/metal/2019011
R. Ramzi, E. A. Bakar, M. Mahmod, "Drill bit flank wear monitoring system in composite drilling process using image processing," en 10thInternational Conference on Robotics, Vision, Signal Processing and Power Applications, pp. 551-557, 2019, doi: https://doi.org/10.1007/978-981-13-6447-170
J. C. Herrera, S. M. Medina, K. Beleño, O. E. Gualdrón, "Diseño de un sistema automático de selección de frutos de café mediante técnicas de visión artificial," Revista UIS Ingenierías, vol. 15, no. 1, pp. 7-14, 2016, https://doi.org/10.18273/revuin.v15n1-2016001
L. P. Herrera-Baquero, F. A. Prieto-Ortiz, "Metodología para la inspección de la herramienta en el taladrado de piezas," Revista Investig. Desarro. Innov., vol. 9, no. 1, pp. 187-200, 2018, doi: https://doi.org/10.19053/20278306.v9.n1.2018.7937
C. T. Rueden, J. Schindelin, M. C. Hiner, B. E. DeZonia, A. E. Walter, E. T. Arena, K. W. Eliceiri, "Imagej2: Imagej for the next generation of scientific image data," BMC bioinformatics, vol. 18, no. 1, 2017, doi: https://doi.org/10.1186/s12859-017-1934-z
C. S. Ridler TW, "Picture thresholding using an iterative selection method," IEEE Transactions on Systems, Man, and Cybernetics, vol. 8, no. 8, pp. 630-632, 1978, doi: https://doi.org/10.1109/TSMC.1978.4310039
E. Gadelmawla, "Computer vision algorithms for measurement and inspection of external screw threads," Measurement, vol. 100, pp. 36 - 49, 2017, doi: https://doi.org/10.1016/j.measurement.2016.12.034
Notas
Notas de autor
aCorreos electrónicos: ivan.castillo@correo.uis.edu.cobdamar.rojas@correo.uis.edu.cocjaimen@uis.edu.codanlegogo@correo.uis.edu.co.