Artículos
Influencia del contenido de fibra y del recocido sobre las propiedades térmicas de un material biocompuesto reforzado con fibras de bambú
Influence of fiber content and annealing on the thermal properties of a bamboo fiber reinforced biocomposite material
 Marcial Pérez-Castillo pmarcialj@gmail.com
Edwuin Carrasquero-Rodríguez ecarrasqueror@unemi.edu.ec
Luis Cruz-Riaño luis.cruz@upb.edu.co
Marcial Pérez-Castillo pmarcialj@gmail.com
Edwuin Carrasquero-Rodríguez ecarrasqueror@unemi.edu.ec
Luis Cruz-Riaño luis.cruz@upb.edu.co
Influencia del contenido de fibra y del recocido sobre las propiedades térmicas de un material biocompuesto reforzado con fibras de bambú
Revista UIS ingenierías, vol. 21, núm. 2, pp. 39-52, 2022
Universidad Industrial de Santander
Recepción: 02 Septiembre 2021
Aprobación: 22 Diciembre 2021
Resumen: En la presente investigación se estudiaron los efectos del contenido de fibra (20, 30 y 40 wt %) y el tratamiento térmico de recocido sobre las propiedades térmicas del material biocompuesto formado por una matriz polimérica de polipropileno isotáctico (iPP) reforzada con fibras cortas de bambú (PP/FB). El agente de acople fue iPP con injertos de moléculas de anhídrido maleico (MAPP). Se empleó la técnica de calorimetría diferencial de barrido (DSC) para determinar la temperatura de fusión (Tm), la temperatura de cristalización (Tc) y el grado de cristalinidad (Xc) de los biocompuestos. La temperatura de fusión del PP puro no se afectó de manera significativa por la presencia de las fibras de bambú; sin embargo, el grado de cristalinidad del PP aumentó con el contenido de fibra. El tratamiento térmico de recocido provocó un aumento de la Tm del PP puro y del PP/FB. El compuesto con 20 wt% de contenido de fibra (PP/20F) recocido alcanzó el mayor Xc (37,47 %). La Tc del polipropileno aumentó con la presencia de las fibras, y el compuesto PP/20F alcanzó el mayor valor (115 °C). También, se realizó el estudio de la Tm de los biocompuestos en estado amorfo, y se obtuvo que la muestra con un contenido de fibra de 30 wt% presentó un pico endotérmico a una temperatura aproximada de 168 °C.
Palabras clave: polipropileno, fibras, bambú, biocompuesto, grado de cristalinidad, recocido, calorimetría diferencial de barrido, DSC, temperatura de fusión, temperatura de cristalización.
Abstract: In the present investigation, the effects of fiber content (20, 30 and 40 wt%) and annealing heat treatment on the thermal properties of the biocomposite material formed by an isotactic polypropylene polymeric matrix (iPP) reinforced with short bamboo fibers (PP/BF) were studied. The coupling agent was iPP with grafting of maleic anhydride molecules (MAPP). The Differential Scanning Calorimetry (DSC) technique was used to determine the melting temperature (Tm), crystallization temperature (Tc), and degree of crystallinity (Xc) of the biocomposites. The melting temperature of pure PP was not significantly affected by the presence of bamboo fibers. However, the degree of crystallinity of PP increased with fiber content. The annealing heat treatment caused an increase in the Tm of pure PP and PP/BF. The composite with 20 wt% fiber content (PP/20F) annealed achieved the highest Xc (37,47 %). The Tc of polypropylene increased with the presence of fibers, and the PP/20F composite reached the highest value (115 °C). Also, the study of the Tm of the biocomposites in amorphous state was carried out, and it was observed that the sample with a fiber content of 30 wt% presented an endothermic peak at a temperature of approximately 168 °C.
Keywords: polypropylene, fibers, bamboo, biocomposite, degree of crystallinity, annealing, differential scanning calorimetry, DSC, melting temperature, crystallization temperature.
1. Introducción
El desarrollo de compuestos poliméricos reforzados con fibras naturales ha generado gran interés en las últimas dos décadas, ya que ha permitido crear polímeros con un mejor comportamiento mecánico y térmico a un bajo costo y, además, ecoamigables con el medioambiente (biocompuestos) [1], [2]. Por lo tanto, las fibras naturales pueden utilizarse en el desarrollo de una gran cantidad de productos para diferentes aplicaciones de ingeniería, tales como fabricación de envases, construcción de edificaciones, en las industrias automovilística y aeroespacial, en la industria electrónica y para elaboración de artículos deportivos [3]. En este sentido, las fibras lignocelulósicas obtenidas de diversas plantas muestran interesantes propiedades específicas que las hacen atractivas para su uso como refuerzo en matrices poliméricas [4].
Algunas de las fibras naturales que se utilizan como elementos de refuerzo de polímeros, en mayor o menor acierto, son yute, cáñamo, sisal, plátano, algodón, lino, palma, fique, formio, kenaf, abacá, coco y bambú [3], [4], [5], [6]; este último es el objeto de la presente investigación.
El bambú (Guadua angustifolia Kunth) es uno de los cultivos agrícolas que puede ser explotado para el diseño y desarrollo de compuestos poliméricos. Esta fibra se caracteriza por su alto contenido de celulosa, hemicelulosa y lignina. Actualmente, el bambú posee una elevada tasa de crecimiento y buenas propiedades mecánicas que no han sido masivamente explotadas. Su variación estructural, propiedades mecánicas, facilidad de extracción de fibras y modificación química, así como sus propiedades térmicas, la han hecho una fibra versátil para su uso en la industria de compuestos [7].
El excepcional rendimiento de los biocompuestos en los numerosos campos de aplicación ha hecho de estos una alternativa prometedora frente a los materiales sintéticos reforzados de matriz metálica o cerámica [1], [2], [3], [4].
Las fibras naturales tienen un bajo costo, baja densidad, facilidad de separación, peso ligero, relación de aspecto deseable, alta rigidez y resistencia específica, altas propiedades de aislamiento, riesgos mínimos para la salud, son biodegradables y menos abrasivas que otros refuerzos sintéticos (ej. fibras de vidrio), pero presentan el inconveniente de incorporar cierta cantidad de agua y, por lo tanto, resultan incompatibles con algunos polímeros hidrofóbicos [3], [5]. Por esta razón, se hace necesario incluir en el compuesto algún agente de acople que favorezca la interacción entre la fibra natural y la matriz polimérica.
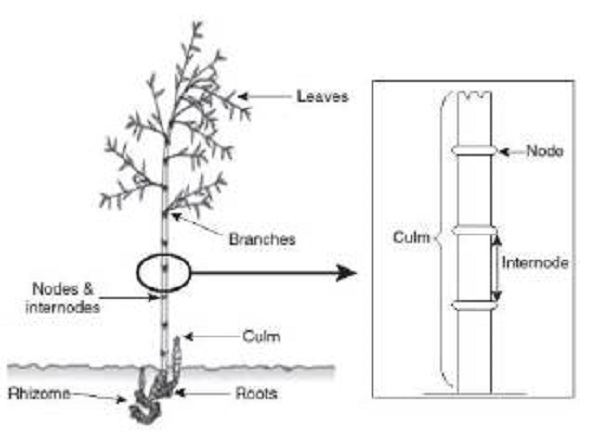
La estructura del bambú está compuesta por un sistema de rizoma y un sistema de culmo. El rizoma o tallo subterráneo sirve para la captación, el transporte, la distribución y el almacenamiento de agua y de nutrientes, así como para la regeneración vegetativa ante el crecimiento de los nuevos brotes o culmos del bambú en sus nodos. El culmo o tallo aéreo es la parte superior del bambú que contiene la mayor parte del material leñoso. Se complementa con un sistema de ramificación, hojas de follaje, floración, frutos y plántulas. Normalmente, el tallo es recto, hueco y cilíndrico, con nudos y entrenudos (figura 1) [8], [9].
La estructura de un tallo de bambú en sección transversal se caracteriza por numerosos haces vasculares incrustados en el tejido parenquimatoso; como se muestra en la figura 2, los haces vasculares están formados por fibras de parénquima, xilema y floema.
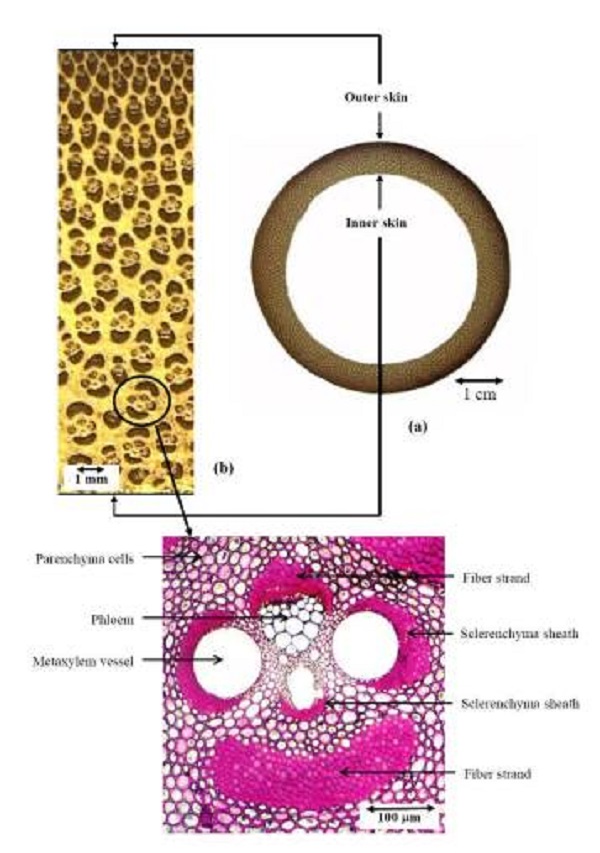
Figura 2
(a) Sección transversal circular del culmo; (b) distribución de los haces vasculares desde la superficie externa hasta la superficie interna; (c) células del parénquima y el haz vascular que consta de vasos, floema y fibra.
Fuente: [8].
El culmo consiste en aproximadamente 52 % de células de parénquima, 40 % de fibras y 8 % de tejido conductor. Los haces vasculares están ampliamente distribuidos desde la periferia hacia la sección interna del culmo; sin embargo, su concentración, tamaño y forma varía. Los haces de fibra son más pequeños y más densos cuando están más cerca de la periferia, en comparación con la sección interna del culmo. Las fibras fuertemente lignificadas son principalmente responsables de las propiedades mecánicas de las fibras de bambú. La estructura y la anatomía del culmo de bambú tienen un gran impacto en sus propiedades físicas y en sus usos [8].
La fibra de bambú consiste en una estructura de pared celular multicapa o "polilaminada", como se muestra en la figura 3. La laminación consiste en capas alternas anchas y estrechas con diferente orientación fibrilar. En las capas gruesas, las fibras están orientadas en un ligero ángulo respecto al eje de fibra, mientras que en las delgadas generalmente muestran una orientación más transversal. Esta estructura de la pared celular es muy importante porque determina las propiedades mecánicas de las fibras [10]. Se ha demostrado que las características de la fibra como el diámetro, el grosor de la pared celular y el número de capas de la pared celular varían según su ubicación en el culmo y dentro de los haces vasculares, así como también según la madurez del culmo [11], [12].
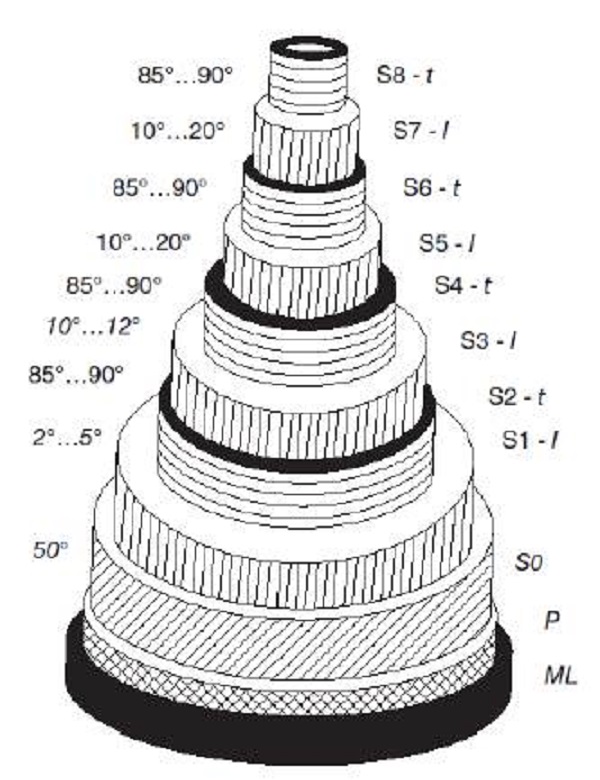
Figura 3
Estructura polilamelar de una fibra de bambú de paredes gruesas (ML = laminilla media, P = pared primaria, S = pared secundaria).
Fuente: [12].
El polipropileno (PP) es un termoplástico con fácil procesamiento, estabilidad térmica, excelentes beneficios mecánicos y económicos, cuando se utiliza en aplicaciones a temperatura ambiente, y ocupa una gran parte en los mercados de compuestos de madera plástica (WPC), los cuales son termoplásticos reforzados con fibras de madera [13]. La fibra de bambú (FB) tiene estructura similar a las fibras de madera, en consecuencia, las propiedades de los compuestos de polipropileno reforzado con fibras de bambú (PP/FB) han sido el centro de muchas investigaciones como una alternativa interesante del grupo de polímeros termoplásticos reforzados con fibras naturales, aparte de los compuestos de madera plástica. Las propiedades térmicas del PP reforzado con fibras naturales y sintéticas han sido objeto de estudio en los últimos años; se ha encontrado que la presencia de la fibra en la matriz termoplástica tiene un efecto considerable en la cristalización del compuesto y, además, una mejora en su resistencia mecánica [14], [15], [16].
Chin-Yin Hsu et al. [17] estudiaron la influencia de la cantidad de fibras de bambú sobre la cristalización no isotérmica del polipropileno y obtuvieron que los valores de la temperatura de cristalización aumentaron en 2-3 °C para los compuestos PP/FB en comparación con el PP puro; el efecto del contenido de FB no fue significativo. A 25 °C/min, una velocidad de enfriamiento típica del proceso de moldeo de los materiales compuestos, la temperatura de cristalización aumentó de 106,6 °C (PP puro) a 111,08 °C tras la incorporación de 80 % de FB en la matriz de PP. Aparentemente, las FB actúan como un agente de nucleación heterogéneo para la cristalización del PP con un efecto de aceleración. Por otra parte, los valores del grado de cristalinidad (Xc) para todas las muestras estuvieron en el rango de 35-55 %, y mostraron ser independientes de la velocidad de enfriamiento y del contenido de FB.
El tratamiento térmico ha resultado ser una forma muy eficaz de mejorar las propiedades del material y ha sido ampliamente utilizado en el campo de los materiales metálicos. Hoy en día, también se aplica en el campo de los polímeros y sus compuestos, por lo que las investigaciones realizadas se centran en los efectos del tratamiento térmico sobre el grado de cristalinidad, las propiedades mecánicas y la resistencia al envejecimiento [18]. Los efectos del calor sobre los materiales pueden ser varios y producir cambios en muchas de sus propiedades, como la temperatura de fusión, la cristalinidad, la temperatura de ablandamiento, entre otras. En los materiales compuestos de matrices termoplásticas reforzados con fibras, estos cambios se ven alterados por el contenido de fibra y la cantidad y tipo de agente acoplante; estos cambios pueden ser medidos utilizando algunas técnicas de análisis térmico como la calorimetría diferencial de barrido (DSC), el análisis termomecánico (TMA), entre otras. Estos tipos de análisis permiten diseñar materiales basados en sus características térmicas.
La cristalinidad del compuesto PP/FB tratado térmicamente mejora en comparación con el no tratado. Sin embargo, cuando el tratamiento térmico se extiende por más de 12 horas, el grado de cristalinidad puede disminuir. El valor de la temperatura de recocido también influye sobre el grado de cristalinidad del compuesto PP/FB: cuanto más alta es la temperatura de tratamiento térmico, mayor es la cristalinidad. Por otro lado, la temperatura de fusión de estos biocompuestos tiene un aumento poco significativo cuando la temperatura de recocido incrementa [18].
Las poliolefinas como el polietileno y el polipropileno son polímeros semicristalinos, cuyo tratamiento térmico aplicado involucra un proceso de relajación que puede provocar el reordenamiento de la cadena molecular mediante un calentamiento apropiado, lo cual puede mejorar la estructura cristalina y el grado de cristalinidad. Follrich et al. [19] investigaron el efecto del tratamiento térmico de recocido en la interfaz entre la matriz y la fibra de los compuestos de polietileno reforzados con fibras de madera; después del tratamiento térmico, el carácter hidrofílico de la madera decreció y se mejoró la adherencia en la interfaz. En consecuencia, aumentó la energía de fractura del compuesto con el aumento del tiempo de tratamiento, mientras que la resistencia al cizallamiento no se vio afectada. Este resultado es significativo para los compuestos de madera con termoplásticos, ya que señala una forma alternativa de aumentar la adhesión entre la madera y los termoplásticos hidrofóbicos sin añadir compatibilizadores.
El material estudiado en el presente trabajo, polipropileno isotáctico homopolímero, es especialmente interesante porque sufre una transformación de fase con el recocido que modifica sustancialmente su microestructura, produciendo cambios considerables en sus propiedades térmicas [20]. Por ello, se considera importante medir dichos cambios estructurales en compuestos de termoplásticos reforzados con fibras naturales, con el fin de demostrar qué tanto afecta la presencia de la fibra a estos cambios.
En muchos de los compuestos PP/FB se utiliza el polipropileno con injertos de moléculas de anhídrido maleico (MAPP) como agente de acoplamiento entre la fibra de bambú y la matriz de PP, debido a que el carácter no polar del PP frente al carácter altamente hidrofílico de la fibra, por la presencia de grupos OH en su superficie, hace que la adhesión interfacial entre ambas fases sea muy débil. Esta interacción se puede mejorar con el MAPP [21], ya que los grupos anhídrido del MAPP favorecen la formación de enlaces covalentes por esterificación con los grupos hidroxilo superficiales de la celulosa. De esta forma se consigue la formación de enlaces covalentes en la interfase fibra-matriz. Los grupos ácidos del MAPP, derivados de la apertura del anillo tras la esterificación, favorecen también la formación de enlaces hidrógeno con los grupos hidroxilo de la fibra, adhiriéndose aún más sobre la superficie de la fibra [22]. Al mejorar la adhesión entre la fibra y el polímero, se incrementa sustancialmente la resistencia del compuesto PP/FB. La densidad de nucleación en la superficie de la fibra es considerablemente superior cuando se integra el agente de acople (MAPP), debido a que con Este se alcanza una mejor adhesión entre la fibra y la matriz. Estudios han comprobado que, durante el proceso de cristalización de los compuestos PP/FB, una cantidad considerable de la fase cristalina p del polipropileno es producida con y sin el MAPP, además de la fase cristalina a [21].
El presente trabajo procura evaluar el efecto que producen la cantidad de fibra y el tratamiento térmico de recocido sobre las propiedades térmicas de un material compuesto elaborado mediante la técnica de inyección de plásticos a partir de PP y fibras cortas de bambú de la especie Guadua angustifolia Kunth (GAK) orientadas al azar, y empleando como agente de acople el PP injertado con moléculas de anhídrido maleico (MAPP). Finalmente, se realiza un estudio sobre la fusión de este biocompuesto obtenido en un estado altamente amorfo.
Esta investigación pretende contribuir con los estudios realizados en los últimos años sobre la caracterización térmica de materiales biocompuestos de matriz termoplástica; dichos estudios han permitido diseñar y optimizar procesos de fabricación para el desarrollo sustentable y sostenible de productos de calidad elaborados con este tipo de materiales compuestos ecoamigables.
2. Metodología
Para esta investigación, las muestras utilizadas consistieron en un material biocompuesto cuya matriz fue de polipropileno homopolímero isotáctico, la cual fue reforzada con fibras cortas de bambú (Guadua angustifolia Kunth) orientadas al azar. Estas muestras fueron proporcionadas por el Grupo de Investigación en Nuevos Materiales y Procesos de Transformación, de la Universidad Politécnica Salesiana (UPS) de Ecuador.
2.1. Materiales
2.1.1. Matriz
Polipropileno isotáctico (iPP) homopolímero fue utilizado como matriz polimérica, cuyo índice de fluidez (MFI) fue de 12 g/10 min (a 230 °C/2,16 Kg) medido bajo la norma ISO 1133-1:2011 [23].
2.1.2. Refuerzo
Haces de fibras cortas de Guadua angustifolia Kunth (GAK) con una distribución de longitudes de 1,0 ± 0,5 mm, una distribución de diámetros de 0,4 ± 0,2 mm, obtenidas mediante el método steam explosion (explosión de vapor) y con una temperatura de inicio de degradación de 200 °C, fueron utilizadas como refuerzo para el compuesto. Los porcentajes de refuerzo utilizados fueron: 20, 30 y 40 wt%.
2.1.3. Agente de acople
Polipropileno con injerto de anhídrido maleico (MAPP) fue utilizado como agente de acople entre la fibra y la matriz de polipropileno. Se utilizó MAPP con un peso molecular promedio en peso de Mw ~9100, obtenido por cromatografía por permeación de del (GPC); un peso molecular promedio en número de Mn ~3900 por GPC, y con un 8 % de anhídrido maleico.Se utilizó la norma ISO 1133-1:2011 [23].
2.2. Procesamiento del compuesto
La preparación de los compuestos PP/fibra de bambú (PP/FB) se realizó en dos etapas. La primera consistió en la obtención de pellets de material compuesto, mediante una extrusora mono husillo Dr. Collin E-20 T. Los compuestos de polipropileno (PP) reforzado con fibras de bambú (FB) se prepararon con la siguiente composición: PP con 20 wt% de FB (PP/20F), PP con 30 wt% de FB (PP/30F) y PP con 40 wt% de FB (PP/40F). En la segunda etapa, se inyectaron probetas normalizadas de tipo 1B, según la norma ASTM D638-03 [24], con las diferentes composiciones empleando una máquina inyectora Dr. BOY, modelo E35 (figura 4).

Figura 4
Probeta normalizada tipo 1B, según la norma ASTM D638-03, fabricada con el biocompuesto PP/20F de donde se extrajeron las muestras para el estudio.
Fuente: elaboración propia.
La temperatura de inyección se fijó en 200 °C, la presión de inyección en 80 MPa y la presión sostenida en 60 MPa.
2.3. Tratamiento térmico de recocido
Un grupo de muestras de PP y PP/FB se sometieron a un proceso de recocido mediante un calentamiento continuo a 140 °C, durante 30 min, empleando un horno de convección marca BLUE M, modelo SW-11TA-1. Posteriormente, se sacaron las muestras del horno para que enfriaran hasta temperatura ambiente.
2.4. Calorimetría diferencial de barrido (DSC)
Las mediciones del análisis térmico se llevaron a cabo en un calorímetro diferencial de barrido automático, marca Shimadzu, modelo DSC-60A. Los ensayos fueron realizados en una atmósfera de nitrógeno con un caudal de purga de 40 mL/min. Para determinar la temperatura de fusión (Tm) de los materiales, la muestra de 2,5-3,5 mg se calentó desde 50 hasta 220 °C a la velocidad de 10 °C/min. El porcentaje de cristalinidad (Xc) se calculó empleando la ecuación 1, la cual se muestra a continuación:

Donde ΔHf es la entalpía de fusión correspondiente al área del pico endotérmico, ΔH°f es el valor teórico de la entalpía de fusión para el PP 100 % cristalino (138 J/g) y W es la fracción en masa de polímero en los compuestos PP/FB.
Para determinar la temperatura de cristalización (Tc), la muestra de 3,5-4 mg se calentó desde 50 hasta 220 °C a la velocidad de 10 °C/min, luego se mantuvo la muestra a la temperatura de 220 °C durante 5 min, con la finalidad de borrar la historia térmica del material, y seguidamente se realizó el barrido de enfriamiento a 10 °C/min hasta 25 °C.
Para determinar la Tm de los compuestos desde el estado amorfo, en primer lugar, la muestra de 3,4-3,6 mg se introdujo en la cápsula de aluminio, la cual se prensó utilizando la selladora/prensa marca Shimadzu, modelo SSC-30. Luego, la cápsula con la muestra se colocó en el horno hasta alcanzar una temperatura de 220 °C, y permaneció allí por 5 min, para mantener la muestra fundida. A continuación, se retiró la muestra del horno y se sumergió inmediatamente en nitrógeno líquido (temple). Finalmente, se introdujo la muestra templada en el calorímetro diferencial de barrido automático para registrar la transición térmica de fusión del material, realizando un barrido de calentamiento a 10 °C/min desde 5 0 hasta 200 °C.
3. Resultados
3.1. Efecto del contenido de fibra sobre la temperatura de fusión y el grado de cristalinidad
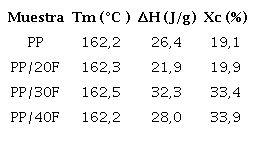
La determinación de las transiciones térmicas del PP puro y de los compuestos de PP reforzado con fibras de bambú se realizó empleando la técnica de calorimetría diferencial de barrido (DSC). Los termogramas resultantes del barrido de calentamiento desde 50 hasta 220 °C, a una velocidad de 10 °C/min, se muestran en la figura 5. Los valores de la temperatura de fusión (Tm) y el grado de cristalinidad (Xc) obtenidos a partir de estos termogramas se observan con detalle en la tabla 1.
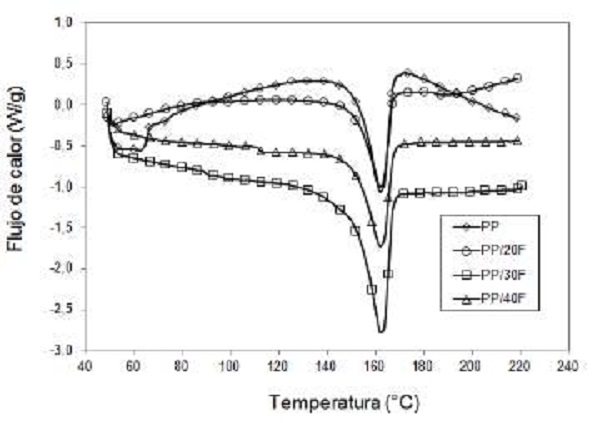
Figura 5
Curvas de fusión del PP puro y los biocompuestos de PP/FB.
Fuente: elaboración propia.
Fuente: elaboración propia.
En la figura 5, se puede observar claramente que la temperatura de fusión del PP puro no se ve afectada de manera significativa por la presencia de las fibras de bambú; los valores de Tm, que se muestran en la tabla 1, así lo evidencian. Sin embargo, se puede apreciar que el grado de cristalinidad (Xc) del PP aumenta con el contenido de fibra; este aumento ocurre debido a que la fibra actúa como un agente nucleante de la cristalización del PP [18], por lo tanto, al incrementar el contenido de fibra, nuclean más cristales. Este efecto nucleante se ve favorecido aún más por la presencia del agente de acople (MAPP), el cual mejora la adhesión interfacial entre la fibra de bambú y la matriz de PP [16]. Esta interacción fibra-matriz puede atribuirse a la formación de enlaces de hidrógeno en la región interfacial, por ejemplo, entre los grupos hidroxilo (OH) de la celulosa o su contraparte lignina en la fibra de bambú con los grupos anhídrido en la matriz MAPP [25].
3.2. Efecto del tratamiento térmico de recocido sobre la temperatura de fusión y el grado de cristalinidad
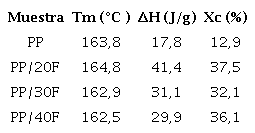
El polipropileno puro y los biocompuestos de polipropileno y fibra de bambú (PP/FB) fueron tratados térmicamente a 140 °C por 30 min para luego estudiar el efecto de dicho tratamiento sobre la temperatura de fusión y el grado de cristalinidad de estos materiales. En la figura 6, se muestran los termogramas de DSC en los cuales se aprecia la transición térmica de fusión obtenida para el PP puro y los compuestos PP/FB después de haber recibido el tratamiento térmico de recocido. Los valores de Tm y el grado de cristalinidad obtenidos desde estas curvas se detallan en la tabla 2.
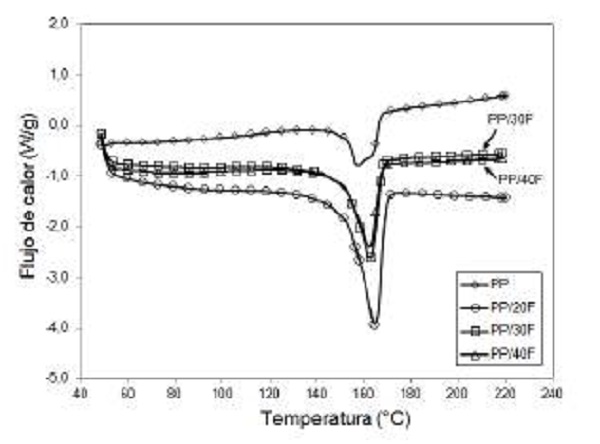
Figura 6
Curvas de fusión del PP puro recocido y los biocompuestos PP/FB recocidos.
Fuente: elaboración propia.
Fuente: elaboración propia.
Tal como se evidencia en la figura 6, el PP puro muestra dos picos endotérmicos en su termograma. Al respecto, Ferrer-Balas et al. [20], en el estudio del efecto del recocido sobre la microestructura y las propiedades mecánicas del iPP, observaron, a partir de un análisis previo por difracción de rayos X de muestras de iPP recocidas, que cada pico endotérmico en el PP está asociado a la fusión de dos estructuras cristalinas diferentes de este polímero; estas son producto de la transformación alotrópica que sufre el PP cuando es sometido de forma continua a ambientes con temperaturas entre 80 y 150 °C, donde ocurre una evolución de la estructura a través de procesos de fusión parcial y recristalización de una fase metaestable con morfología de orden intermedio smectic a la habitual fase monoclínica a del PP, durante los cuales se incrementa el espesor lamelar, crecen pequeños cristalitos en el dominio amorfo y ocurren reordenaciones de las cadenas poliméricas no cristalizadas [20].
En la curva del PP puro, el primer pico a 157,3 °C corresponde a la fusión de una posible fase smectic, y el segundo pico a 163,8 °C, a la fusión de la habitual fase monoclínica del PP. En las curvas de fusión de los compuestos PP/20F y PP/40F prácticamente no se visualiza la fusión de una posible fase smetic del PP, lo cual evidencia que la presencia de la fibra en el PP disminuye de alguna manera la formación de dicha fase durante el tratamiento térmico de recocido. Sin embargo, en la figura 7, para el compuesto PP/30F, se observa un leve pico endotérmico a 144,3 °C que corresponde a la fusión de una probable fase smetic.
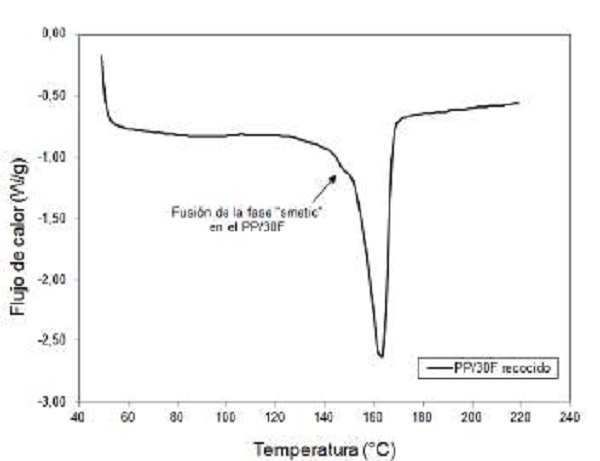
Figura 7
Curva de fusión del compuesto PP/30F recocido.
Fuente: elaboración propia.
Otra posible causa de la presencia del doble pico en la endoterma del PP puede ser cierta segregación cristalina derivada del fraccionamiento molecular que tiene lugar en polímeros con una amplia distribución de peso molecular [26]. El iPP utilizado en este trabajo tiene un índice de polidispersidad mayor a 1 y, por lo tanto, posee una amplia distribución de pesos moleculares.
En la tabla 2, se observa que el compuesto PP/20F recocido alcanza la mayor Tm debido a que tiene el mayor grado de cristalinidad. Sin embargo, la Tm de los compuestos PP/FB recocidos disminuye con el contenido de fibra. Se presume que tal disminución se debe a que, al aumentar el porcentaje de fibras, hay cada vez menos volumen de polímero que fundir y, en consecuencia, será menor el requerimiento calórico para la fusión de los cristales [27].
También, es notorio que la cristalinidad aumenta para el PP con contenidos de fibra de 20 y 40 wt% por efecto del tratamiento térmico de recocido; este aumento resalta en el compuesto PP/20F. No obstante, el grado de cristalinidad disminuyó para el PP puro y el PP/30F recocidos. La curva de fusión del PP puro (figura 6) y del PP/30F (figura 7), ambos recocidos, presenta el pico endotérmico correspondiente a la fusión de la fase smetic (este pico es más pronunciado en el PP puro y muy leve en el PP/30F), puesto que el recocido produce la evolución de la fase smectic a la fase monoclínica del PP. Esta fase smectic tiene una perfección cristalina menor a la habitual fase monoclínica del PP [20]. Al ser parcial esta transformación de fase, es decir, no toda la fase smectic se transforma en la fase monoclínica del PP, esto pudo haber producido el descenso de la cristalinidad en el PP puro y el PP/30F durante el recocido.
En la figura 8, se compara el efecto del tratamiento térmico de recocido sobre la temperatura de fusión para el PP puro y los biocompuestos PP/FB. En esta figura se observa claramente que el recocido incrementó la temperatura de fusión del PP puro y de los biocompuestos de PP/FB. Este comportamiento se debe a la formación de nuevos cristales y al engrosamiento de los ya existentes durante el tratamiento térmico. Las cadenas moleculares del PP, en el proceso de inyección de las muestras, adquieren una alta orientación que almacena esfuerzos residuales en el material como consecuencia de la presión de inyección y el rápido enfriamiento que sufre el polímero dentro del molde. Por lo tanto, las cadenas de PP no pudieron adquirir un arreglo ordenado y estable, lo que resultó en una baja cristalinidad y en menos calor para la fusión. Posteriormente, durante el proceso de tratamiento térmico de recocido, realizado a una temperatura y tiempo adecuados, las cadenas moleculares del PP adquirieron movilidad y pudieron rearreglarse para la formación de nuevos cristales [18]; en consecuencia, se necesita un mayor aporte calórico para poder fundir todos los cristales. Este efecto del tratamiento térmico de recocido sobre la Tm es más evidente en el PP puro y el compuesto PP/20F, y menos marcado en los compuestos PP/30F y PP/40F (figura 8). En este último caso, no se puede establecer una correlación de los resultados con el contenido de fibra.
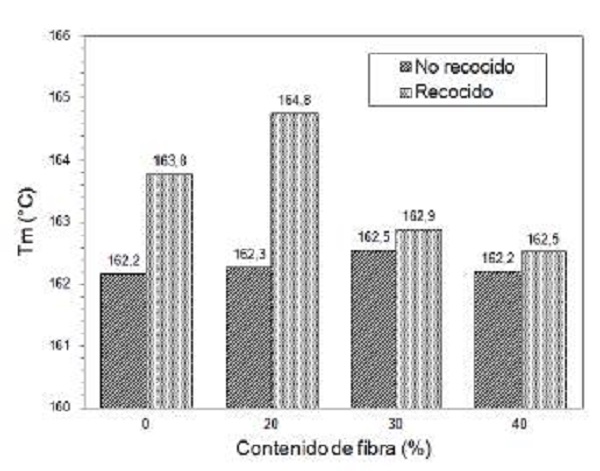
Figura 8
Efecto del recocido sobre la temperatura de fusión (Tm) del PP puro y de los biocompuestos de PP/FB.
Fuente: elaboración propia.
El efecto del recocido sobre el grado de cristalinidad del PP puro y de los compuestos PP/FB se muestra en la figura 9. En primer lugar, se aprecia que los compuestos PP/FB presentan un mayor grado de cristalinidad que el PP puro, tanto en los materiales recocidos como en los no recocidos. Esto se debe a que la fibra actúa como agente nucleante del PP, y facilita la formación de más cristales [18], tal y como se explicó en la sección 3.1.
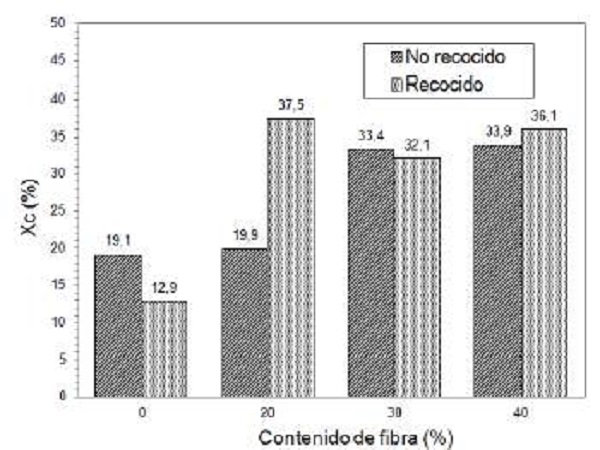
Figura 9
Efecto del recocido sobre el grado de cristalinidad (Xc) del PP puro y de los biocompuestos de PP/FB.
Fuente: elaboración propia.
3.3. Efecto del contenido de fibra sobre la temperatura de cristalización
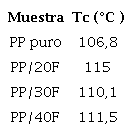
A continuación, en la figura 10, se muestran las curvas DSC obtenidas durante el barrido de enfriamiento del PP puro y los biocompuestos de PP/FB, desde 220 hasta 25 °C, a una velocidad de 10 °C/min; los detalles de las temperaturas de cristalización (Tc) alcanzadas se muestran en la tabla 3.
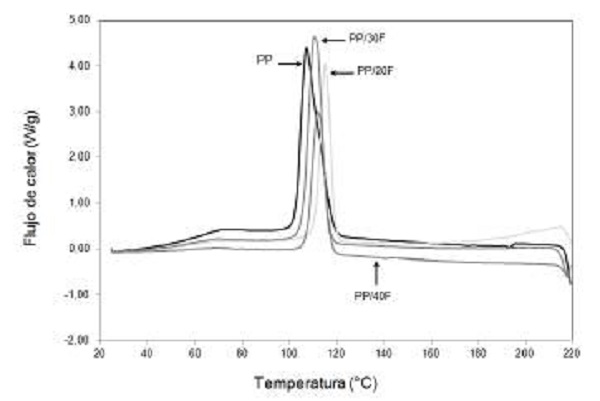
Figura 10
Curvas de cristalización del PP puro y de los biocompuestos de PP/FB.
Fuente: elaboración propia.
Fuente: elaboración propia.
En la figura 10, se puede observar que la presencia de las fibras en el PP causa un desplazamiento del pico exotérmico de cristalización del PP hacia temperaturas más altas, es decir, que los compuestos de PP/FB presentan una Tc mayor que el PP puro (tabla 3). Este comportamiento se debe al efecto de nucleación heterogénea de las fibras y el MAPP en la cristalización del PP [28]. Cuando se añade una mayor cantidad de fibras de bambú, el volumen libre de las moléculas de polímero se reduce, el movimiento molecular de las cadenas de PP está más restringido, cristalizando el compuesto PP/FB a una mayor temperatura en el ciclo de enfriamiento [29].
Se puede notar, en la tabla 3, que la temperatura de cristalización alcanza un valor máximo para el compuesto PP/20F, en comparación con los compuestos PP/30F y PP/40F. Este hecho podría estar relacionado con un efecto de saturación de la actividad nucleante, es decir, al haber un mayor número de superficies para la nucleación (mayor contenido de fibras), la cristalización a partir de superficies preexistentes se ve restringida por el menor volumen libre que hay entre el conglomerado de fibras, por ende, las moléculas de polímero logran formar muchos cristales de pequeño espesor lamelar a partir de las superficies de las fibras. Este fenómeno solo es posible a bajas Tc [30]. En la figura 11 se puede apreciar la distribución de las fibras en la matriz de PP para cada biocompuesto.
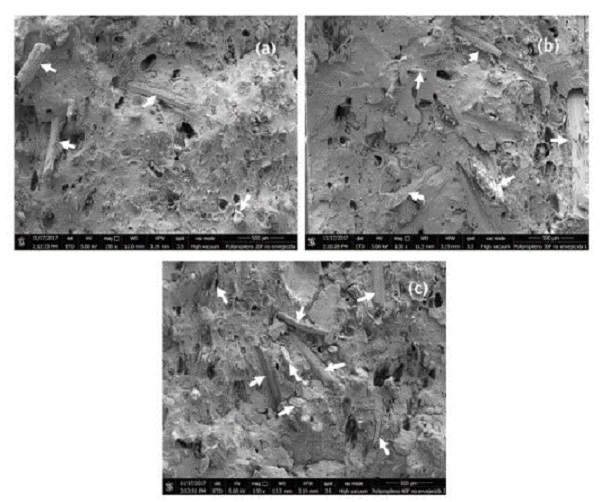
Figura 11
Imágenes de microscopia electrónica de barrido (MEB) de las microestructuras de (a) PP/20F, (b) PP/30F y (c) PP/40F. Las flechas blancas señalan la presencia de las fibras de bambú en la matriz de polipropileno.
Fuente: Blanco et al. [25].
3.4. Efectos del contenido de fibra sobre la temperatura de fusión desde un estado amorfo
En la figura 12, se muestran las curvas de DSC obtenidas en el barrido de calentamiento, desde 50 hasta 200 °C, a una velocidad de 10 °C/min, de las muestras de PP puro y PP/FB en estado amorfo. Las curvas no presentan transiciones térmicas de fusión definidas, ya que el enfriamiento brusco (temple) que dio lugar a las muestras produjo un material con muy baja o nula cristalinidad, debido a que las macromoléculas de PP no tienen tiempo suficiente para orientarse correctamente durante el temple.
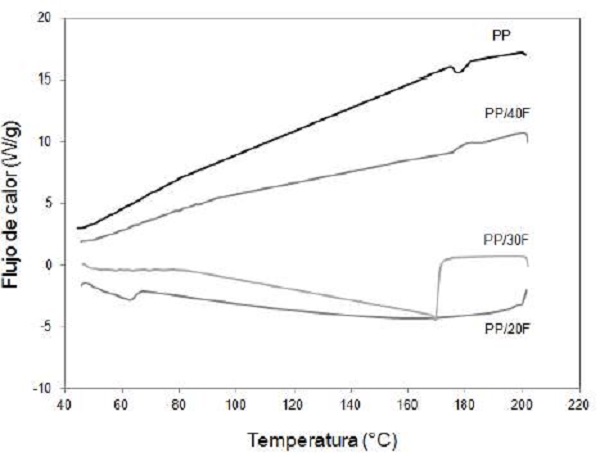
Figura 12
Efecto del contenido de fibra en la Tm del PP puro y de los biocompuestos de PP/FB desde el estado amorfo.
Fuente: elaboración propia.
Para el PP puro se observa un pequeño pico de fusión a una temperatura aproximada de 170 °C, el cual puede ser producto de la fusión de cristales primarios formados durante el enfriamiento brusco.
El biocompuesto con un contenido de 20 wt% de fibra exhibe un pequeño punto de fusión a aproximadamente 60 °C, esto puede deberse a la fusión de cristales más pequeños e imperfectos nucleados en la superficie de la fibra que pudieron formarse durante el enfriamiento rápido. Estos cristales tienden a fundir y recristalizar de nuevo en estructuras más estables durante el barrido de calentamiento [31]. Desde un punto de vista cinético, la cristalización en condiciones de mayor subenfriamiento conduce al desarrollo de cristales de menor tamaño y, por lo tanto, más inestables y con temperaturas de fusión más bajas [32]. También, se ha encontrado que este comportamiento podría deberse a una fusión "primaria", previa al proceso de fusión de cristales que se pudieron haber formado en la muestra durante su permanencia a temperatura ambiente después de su preparación [31]. Como la temperatura ambiente es superior a la temperatura de transición vítrea (Tg) del iPP (-20 °C), las cadenas poliméricas disponen de la suficiente movilidad molecular para reorganizarse formando nuevas zonas ordenadas [33].
El PP con 30 wt% de fibra presenta un pico endotérmico más amplio y definido, a una temperatura de 168 °C, producto de la fusión de muchos cristales de menor tamaño, en este caso, generados por la nucleación heterogénea debida a la presencia del MAPP y la superficie de la fibra. El temple de los biocompuestos produce no solo una temperatura de fusión inferior como corresponde a cristales de menor tamaño, sino también un menor nivel de perfección cristalina [31].
Para el biocompuesto de PP con 40 wt% de fibra, su curva de DSC no muestra ninguna señal de transición térmica, lo cual puede ser ocasionado por una saturación de fibra en la matriz; esto a su vez provoca un efecto de reducción de la actividad nucleante. Con el enfriamiento brusco, el exceso de fibra no permitió la interacción entre la matriz de PP y la superficie de la fibra, por lo cual, no se formaron cristales, en consecuencia, no se observa fusión alguna de cristales.
4. Conclusiones
En este trabajo, se analizó el efecto que produce la variación del porcentaje de refuerzo y el tratamiento térmico de recocido en las transiciones térmicas de los materiales compuestos polipropileno-fibra de bambú. Se obtuvo que la temperatura de fusión (Tm) del PP, sin recocido, no se afecta de manera significativa por la presencia de las fibras de bambú. El tratamiento térmico de recocido produjo un aumento en la temperatura de fusión del PP puro y de los compuestos PP/FB. Tanto para los materiales recocidos como para los no recocidos, se obtuvo que el grado de cristalinidad (Xc) del PP con contenidos de fibra de 20, 30 y 40 wt% es mayor que el del PP puro; se alcanzó un mayor grado de cristalinidad en el compuesto PP/20F recocido. Además, la temperatura de cristalización (Tc) del PP aumentó con la presencia de las fibras de bambú y alcanzó un valor máximo en el compuesto PP/20F.
En el proceso de fusión de los biocompuestos PP/FB desde el estado amorfo, el compuesto PP/20F exhibió un pequeño pico endotérmico en aproximadamente 60 °C, mientras que el compuesto PP/30F presentó un pico de fusión más amplio y definido a 168 °C.
El tratamiento térmico de recocido en los compuestos PP/FB se emplea para aumentar su grado de cristalinidad y disminuir tensiones internas, lo que permite mejorar sustancialmente la resistencia mecánica del compuesto en aplicaciones donde se requiera un buen desempeño mecánico.
Referencias
D. Rajak, D. Pagar, P. Menezes, E. Linul, “Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications”, Polymers, vol. 11, no. 10, p. 1667, 2019, doi: https://doi.org/10.3390/polym11101667
P. Lokesh, T. S. A. Surya Kumari, R. Gopi, G. Babu Loganathan, “A study on mechanical properties of bamboo fiber reinforced polymer composite”, Mater. Today:. Proc., vol. 22, pp. 897-903, 2020, doi: https://doi.org/10.1016/j.matpr.2019.11.100
K. Anbukarasi, K. Anbukarasi, S. Kalaiselvam, S. Kalaiselvam, “Thermal and mechanical behaviors of biorenewable fibers-based polymer composites”, en Handbook of Composites from Renewable Materials, Beverly, MA 01915, USA: Scrivener Publishing LLC, 2017, pp. 491-519, doi: https://doi.org/10.1002/9781119441632.ch81
A. Orue, J. Anakabe, A. M. Zaldua-Huici, A. Eceiza, A. Arbelaiz, “Preparation and characterization of composites based on poly(lactic acid)/poly(methyl methacrylate) matrix and sisal fiber bundles: The effect of annealing process”, J. Thermoplast. Compos. Mater., p. 089270572093078, 2020, doi: https://doi.org/10.1177/0892705720930780
T. Nishino, “Preparation, microstructure, and properties of biofibers”, en Polym. Compos., Weinheim, Germany: Wiley-VCH Verlag GmbH & Co., 2013, pp. 109-131, doi: https://doi.org/10.1002/9783527674220.ch3
J. Girones, L. T. T. Vo, J.-M. Haudin, L. Freire, P. Navard, “Crystallization of polypropylene in the presence of biomass-based fillers of different compositions”, Polymer, vol. 127, pp. 220-231, 2017, doi: https://dx.doi.org/10.1016/j.polymer.2017.09.006
J.V. Montesdeoca-Contreras, C.A. Paltán-Zhingre, T.F. Muñoz-Cuenca, J.I. Fajardo-Seminario, L.M. López-López, D.R. Lasso-Lazo, “Study of natural fibers as filler in a polymeric matrix to make environment friendly materials”, en 2015IEEE NW Russia Young Researchers in Electrical and Electronic Engineering Conference (EIConRusNW), St. Petersburg, Russia, 2015, pp. 332-335, doi: https://doi.org/10.1109/EIConRusNW.2015.7102292
P. Chaowana, “Bamboo: an alternative raw material for wood and wood-based composites”, Journal of Materials Science Research, vol. 2, no. 2, pp. 90-102, 2013, doi: https://doi.org/10.5539/jmsr.v2n2p90
H. Sakaray, N.V. Vamsi Krishna Togati, I.V. Ramana Reddy, “Investigation on properties of bamboo as reinforcing material in concrete”, International Journal of Engineering Research and Applications, vol. 2, no. 1, pp. 77-83, 2012, Disponible en: https://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.299.5791&rep=rep1&type=pdf
L. Osorio, E. Trujillo, A.W. Van Vuure, I. Verpoest, “Morphological aspects and mechanical properties of single bamboo fibers and flexural characterization of bamboo/epoxy composites”, J. Reinf. Plast. Compos., vol. 30, no. 5, pp. 396-408, 2011, doi: https://doi.org/10.1177/0731684410397683
X. Londoño, G.C. Camayo, N.M. Riaño, Y. López, “Characterization of the anatomy of Guadua angustifolia (Poaceae: Bambusoideae) culms”, Bamboo Science and Culture: The Journal of the American Bamboo Society, vol. 16, no. 1, pp. 18-31, 2002.
W. Liese, The Anatomy of Bamboo Culms. Boston, USA: Brill, Academic Publishers, 1998, doi: https://doi.org/10.1163/9789004502468
A. Ashori, S. Sheshmani, F. Farhani, “Preparation and characterization of bagasse/HDPE composites using multi-walled carbon nanotubes”, Carbohydr. Polym., vol. 92, no. 1, pp. 865-871, 2013, doi: https://doi.org/10.1016/j.carbpol.2012.10.010
N. Nayak, H.N. Reddappa, R. Suresh, R. Kumar, “The effect of reinforcing sisal fibers on the mechanical and thermal properties of polypropylene composites”, J. Mater. Environ. Sci., vol. 10, no. 12, pp. 1238-1249, 2019.
Y. Wang, L. Cheng, X. Cui, W. Guo, “Crystallization behavior and properties of glass fiber reinforced polypropylene composites”, Polymers, vol. 11, no. 7, p. 1198, 2019, doi: https://doi.org/10.3390/polym11071198
N. Z. M. Zuhudi, K. Jayaraman, R. J. T. Lin, “Mechanical, Thermal and Instrumented Impact Properties of Bamboo Fabric-Reinforced Polypropylene Composites”, Polym. Polym. Compos., vol. 24, no. 9, pp. 755-766, 2016, doi: https://doi.org/10.1177/096739111602400912
C.-Y. Hsu, T.-C. Yang, T.-L. Wu, K.-C. Hung, J.-H. Wu, “The influence of bamboo fiber content on the non-isothermal crystallization kinetics of bamboo fiber-reinforced polypropylene composites (BPCs)”, Holzforschung, vol. 72, no. 4, pp. 329-336, 2018.
S. Ying, C. Wang, Q. Lin, “Effects of heat treatment on the properties of bamboo fiber/polypropylene composites”, Fibers Polym., vol. 14, no. 11, pp. 1894-1898, 2013, doi: https://doi.org/10.1007/s12221-013-1894-5
J. Follrich, U. Müller, W. Gindl, “Effects of thermal modification on the adhesion between spruce wood (Picea abies Karst.) and a thermoplastic polymer”, Holz als Roh- und Werkstoff, vol. 64, no. 5, pp. 373-376, 2006, doi: https://dx.doi.org/10.1007/s00107-006-0107-y
D. Ferrer-Balas , M. L. Maspoch, A. B. Martínez, O. O. Santana, “Influence of annealing on the microstructural, tensile and fracture properties of polypropylene films”, Polymer, vol. 42, no. 4, pp. 1697-1705, 2001, doi: https://doi.org/10.1016/S0032-3861(00)00487-0
Y. Mi, X. Chen, Q. Guo, “Bamboo fiber-reinforced polypropylene composites: crystallization and interfacial morphology”, J. Appl. Polym. Sci., vol. 64, no. 7, pp. 1267-1273, 1998, doi: https://doi.org/10.1002/(SICI)1097-4628(19970516)64:7<1267::AID-APP4>3.0.CO;2-H
M. Rodríguez, “Evaluación de materiales compuestos por inyección a partir de fibras procedentes de la biomasa de maíz (Zea mays L.) y polipropileno”, tesis doctoral, Universidad de Girona, 2014.
Determination of the melt mass-flow rate (MFR) and melt volume-flow rate (MVR) of thermoplastics - Part 1: Standard method, ISO 1133-1:2011, 2011.
Standard Test Method for Tensile Properties of Plastics, ASTM D638-03, 2003, doi: https://doi.org/10.1520/D0638-03
E. Blanco, J. Fajardo, E. Carrasquero, C. Urbina, J. Balbino León, “Estudio de las propiedades a tensión de un material biocompuesto reforzado con haces de fibras cortas de bambú”, Rev. UIS Ing., vol. 19, no. 3, pp. 163-175, 2020, doi: https://doi.org/10.18273/revuin.v19n3-2020016
R. H. Glaser, L. Mandelkern, “On the fractionation of homopolymers during crystallization from the pure melt”, J. Polym. Sci., Part B: Polym. Phys., vol. 26, no. 2, pp. 221-234, 1988, doi: https://doi.org/10.1002/polb.1988.090260201
S.-Y. Lee, I.-A. Kang, B.-S. Park, G.-H. Doh, B.-D. Park, “Effects of Filler and Coupling Agent on the Properties of Bamboo Fiber-Reinforced Polypropylene Composites”, J. Reinf. Plast. Compos., vol. 28, no. 21, pp. 2589-2604, 2008, doi: https://doi.org/10.1177/0731684408094070
S. K. Nayak, S. Mohanty, S. K. Samal, “Influence of short bamboo/glass fiber on the thermal, dynamic mechanical and rheological properties of polypropylene hybrid composites”, Materials Science and Engineering: A, vol. 523, no. 1-2, pp. 32-38, 2009, doi: https://doi.org/10.1016/j.msea.2009.06.020
J. Lisperguer, X. Bustos, Y. Saravia, C. Escobar, and H. Venegas, “Efecto de las características de harina de madera en las propiedades físico-mecánicas y térmicas de polipropileno reciclado”, Maderas. Cienc. tecnol., vol. 15, no. 3, pp. 321-336, 2013, doi: https://doi.org/10.4067/S0718-221X2013005000025
R. Young, P. Lovell, Introduction to Polymers. London, UK: Chapman & Hall, 2011.
S. Caveda, “Copolímeros y terpolímeros de polipropileno: influencia de la estructura molecular, las condiciones de cristalización y la adición de un beta-nucleante en las propiedades macroscópicas”, tesis doctoral, Universidad Rey Juan Carlos, 2012.
C. Marco, C. Blancas, “Transiciones de fase en polipropileno isotáctico de reactor y de reología controlada, nucleados en ácido pimélico, bajo cristalización dinámica”, Revista Iberoamericana de Polímeros, vol. 7, no. 1, pp. 43-66, 2006.
J. Fabra, M. Amparo, “Caracterización de polipropilenos técnicos modificados con talco para su uso en parachoques”, trabajo de fin de grado, Universidad Politécnica de Valencia, 2014.
Notas
Notas de autor
a Correos electrónicos: eudiblanco@gmail.combadolfomaderamujica@gmail.com. cjfajardo@ups.edu.ecdllopez@ups.edu.ec.