Artículos
Desarrollo de un banco didáctico para verificación de los parámetros de calidad de las transmisiones d entadas cilíndricas
Development of a didactic bench for the verification of the quality parameters of cylindrical gear transmissions
 Carlos Alberto Romero-Piedrahita cromero@utp.edu.co
Carlos Alberto Romero-Piedrahita cromero@utp.edu.co
Desarrollo de un banco didáctico para verificación de los parámetros de calidad de las transmisiones d entadas cilíndricas
Revista UIS ingenierías, vol. 21, núm. 2, pp. 61-70, 2022
Universidad Industrial de Santander
Recepción: 21 Junio 2021
Aprobación: 15 Noviembre 2021
Resumen: Las Transmisiones Dentadas han permitido el desarrollo de productos cada vez más compactos, confiables y versátiles. Esto se debe en gran medida a que la comunicación y adecuación de la potencia mecánica mediante engranes tiene unas características muy especiales como la casi ausencia de deslizamiento; la elevada capacidad de potencia con masas y dimensiones relativamente bajos, la elevada vida útil y fiabilidad, el elevado rendimiento. Es por esto, que vemos muy necesario para los futuros diseñadores mecánicos, el que reciban una formación amplia relacionada con la concepción, análisis y control de calidad de los engranajes apoyada desde la propuesta pedagógica que se presentará en este artículo, en el que se resumen los criterios de cálculo y las nociones de errores y calidad de las trasmisiones dentadas conforme con la normativa internacional ISO-AGMA, así como la descripción de un montaje para la verificación de los errores de calidad.
Palabras clave: engranaje, transmisión dentada, diseño, cálculo, calidad, estandarización.
Abstract: The Gear Transmissions have allowed the development of increasingly compact, reliable and versatile products. This is largely due to the fact that the communication and adaptation of the mechanical power by means of gears has very special characteristics such as the almost no slippage; the high power capacity with relatively low masses and dimensions, the long service life and reliability, the high performance. This is why we see that it is very necessary for future mechanical designers, who receive extensive training related to the conception, analysis and quality control of the gears supported by the pedagogical proposal that will be presented in this article, which summarizes the calculation criteria and the notions of errors and quality of the toothed transmissions in accordance with international ISO-AGMA standards, as well as the description of an assembly for the verification of quality errors.
Keywords: gear wheels, gear drives, design, calculation, quality, standardization.
1. Introducción
En la formación de los Ingenieros Mecánicos una de las competencias más importantes a trabajar es la de Diseñar. Pero dicha meta no es fácilmente alcanzable, pues en muchos casos se confunde la habilidad de Diseñar con la de tarea de Calcular. Considerando que no es corriente que en nuestros programas de formación se cuente con dispositivos para la observación de las desviaciones de los parámetros de calidad de las ruedas y transmisiones dentadas, en este trabajo se presenta una propuesta de banco de verificación de engranajes. Mediante ella, el futuro ingeniero podrá articular el proceso de análisis y cálculo de los parámetros que rigen el comportamiento de los engranajes con el contacto experiencial, aplicando una de las metodologías para el control de calidad de los engranajes como es la medición de la desviación radial de doble flanco. Al final se busca que el estudiante correlacione los parámetros teóricos obtenidos de un análisis con el comportamiento que observaría en un proceso de medición de la calidad de engranajes apoyándose en un banco diseñado para la medición de la desviación radial compuesta de doble flanco.
2. Marco Teórico
2.1. Principios del diseño de ruedas dentadas
El diseño integral de ruedas dentadas se da básicamente en dos fases, la primera se concentra en plantear parámetros cinemáticos involucrando factores geométrico-funcionales de las ruedas dentadas en desarrollo, y la segunda evalúa la capacidad para transmitir la potencia a partir de factores estructurales de la propuesta cinemática de la primera fase. Para el caso que se desea mostrar se enfatiza más en la primera fase, esto es, las transmisiones dentadas la potencia se transmite del árbol conductor al conducido por la presión de los dientes del piñón sobre los de la rueda. La resistencia de contacto en las superficies de los dientes conjugados debe ser la suficiente para hacer pasar la potencia, a través de la raíz de los dientes, los núcleos y los cubos a los elementos de acople con los ejes. La transmisión continua de la potencia es por engrane y para conservar constante la relación de transmisión, los dientes del piñón y de la rueda deben tener los perfiles conjugados. La forma de perfil más utilizada para los dientes es la de Evolvente. Se conocen otros tipos de perfiles diferentes a los de evolvente, entre los cuales se destaca el perfil circular de Novikov, propuesto en 1957.
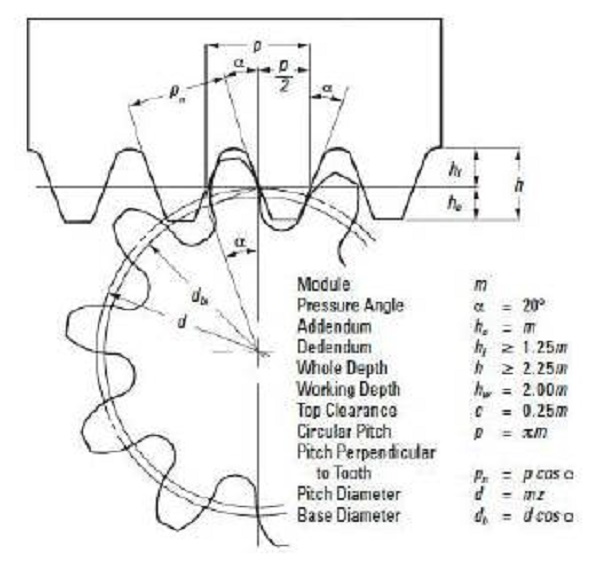
La transmisión dentada de mayor empleo es la de evolvente; la forma y parámetros del perfil de referencia, propuesto por Euler en 1760 están estandarizados. Entre los estándares ISO referentes al diseño de las transmisiones dentadas de evolvente, se pueden citar: el estándar ISO 53:1998 [1] establece el perfil fundamental del diente de la cremallera de corte o de referencia, ver figura 1; los módulos para las ruedas cilíndricas están definidos por el estándar ISO 54:1996 [2]; los símbolos para la información geométrica y la notación internacional de engranajes están acordados mediante los estándares ISO 701:1998 [3] e ISO 1122-1:1998 [4]; el sistema ISO de exactitud de engranajes cilíndricos está definido en el estándar 1328-2:1997 [5]; la información que debe entregarse a un proveedor para la fabricación de un engranaje cilíndrico requerido está contenida en el estándar ISO 1340:1976 [6].
2.2. Ruedas dentadas corregidas
El contorno de los dientes de la cremallera de cualquier engranaje (de evolvente, cicloide, etc.) se denomina perfil de referencia del engranaje dado. La herramienta talladora (peine, fresa madre) se diseña de acuerdo con el perfil de referencia. Así, por ejemplo, para un engranaje de evolvente el peine tiene un perfil de dientes con flancos rectilíneos inclinados en un ángulo α = 20°.
El peine de un módulo determinado “m” tiene un paso “p = πm”, que es idéntico en cualquier recta horizontal. Entre todas las rectas se tiene una recta N - N por la cual el espesor, “s” del diente es igual al hueco interdental “sB”, siendo cada uno de estos igual a ½ πm. A partir de esta recta se calcula la altura del flanco del diente hf = 1,25m, contando la holgura radial.
Al tallar una rueda dentada con un número de dientes z empleando el método de generación, en la cremallera y la pieza bruta a tallar existen ciertas recta y circunferencia que ruedan una sobre otra sin deslizamiento, es decir, cumplen durante el proceso de tallado la función de curvas primitivas. La recta se denomina recta de división y la correspondiente circunferencia de la pieza bruta, circunferencia de división. Ya que dichas recta y circunferencia ruedan una sobre otra sin deslizamiento; en estas líneas se obtienen pasos iguales p = πn. De aquí se desprende la denominación de estas líneas, de división. La circunferencia de división de una rueda, es aquella circunferencia en la cual el paso p y el módulo m, son iguales al paso y al módulo de la herramienta. Una rueda dentada tiene una circunferencia de división única, cuyo radio es igual a r = z/2m.
El instrumento de corte del engranaje puede tener (dependiendo de su instalación) una cantidad innumerables de rectas de división ya que en todas las rectas es el paso P es el mismo. Si se instala el instrumento de corte con respecto a la pieza bruta de tal modo que la recta N - N esté en contacto con la circunferencia de división de la pieza bruta y se ajusta la máquina herramienta para que s = sb = ½ πn, entonces se tallará una rueda normal con un número dado de dientes z. El radio r de la circunferencia primitiva en una rueda normal r = z/2 m y las circunferencias primitivas y de división coinciden (ver figura 2).
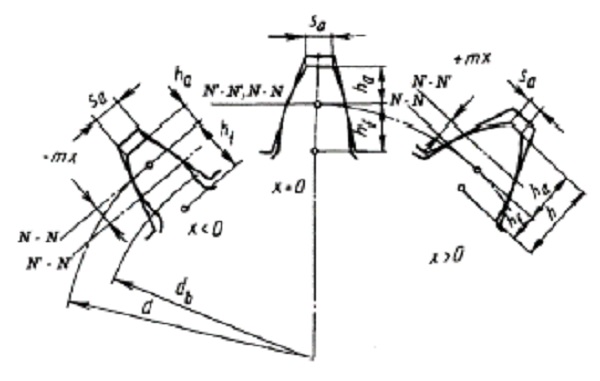
Figura 2
Modificación de los parámetros del diente de la rueda en función del desplazamiento del instrumento de corte.
Fuente: [8].
Sin cambiar el ajuste de la máquina herramienta y sin variar la posición del centro de la pieza bruta, el instrumento de tallado se puede correr respecto a la posición normal una cierta magnitud mx, obteniéndose una rueda dentada ya no normal, sino corregida o con desplazamiento. La corrección se obtiene exclusivamente debido al desplazamiento de la cremallera o el instrumento de corte una cierta proporción x del módulo m. Este desplazamiento medido en mm se denomina desplazamiento absoluto mx.
Si la recta cortadora N' - N' corta la circunferencia primitiva (se acerca más al centro de la pieza), el desplazamiento es negativo, xm < 0; si la recta cortadora N' - N' no corta la circunferencia primitiva (alejamiento del instrumento de corte), el desplazamiento es positivo, xm > 0. En la figura 3 se pueden observar los efectos de un desplazamiento positivo y de un desplazamiento negativo.
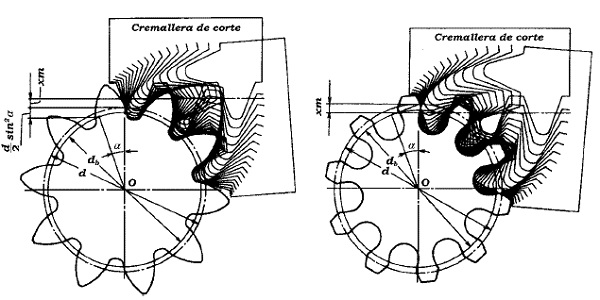
Figura 3
Generación de una rueda de dientes rectos: a) con desplazamiento positivo (α = 20°, z = 10, x +0,5); b) con desplazamiento negativo (α = 20°, z = 10, x = -0,5).
Fuente: [11].
La aplicación del desplazamiento como procedimiento tecnológico se fundamenta en la insensibilidad de las ruedas de evolvente con relación a la distancia entre los ejes. Una de las aplicaciones del desplazamiento en el tallado de los engranajes es la prevención de la interferencia en el trabajo de dos ruedas dentadas conjugadas. La forma de los dientes depende del número de dientes y también del valor del desplazamiento de la herramienta de corte durante la manufactura, e influye mucho en la capacidad portante o de transmisión de potencia del par dentado.
2.3. Exactitud de las transmisiones dentadas
Los defectos de fabricación de las ruedas dentadas y del ensamble de las transmisiones provocan la variabilidad de la relación instantánea de velocidades, como resultado de lo cual surgen golpes, ruidos y cargas dinámicas adicionales, las cuales se incrementan al aumentar la velocidad circular de las ruedas y al disminuir su exactitud. Por lo tanto, se hace necesario un procedimiento estandarizado para evaluar las características de exactitud cinemática (determinada por la diferencia entre los ángulos de giro medido y analítico de la rueda conducida), la suavidad de operación de la transmisión (determinada por los errores de paso y del perfil) y la huella de contacto de los dientes, la cual influye grandemente en la concentración de carga en el engrane.
Las normas AGMA 2000-2--A05 [9], ANSI/AGMA 2015-2-A06 [10] e ISO 1328-2:1997 [6] establecen los grados de exactitud o calidad de las ruedas a partir de la inspección funcional por rotación de dos engranajes, uno de ellos debe hacer el papel de engranaje patrón, preferiblemente de alta calidad, y el otro será de engranaje de prueba. Esto implica que son evaluados los parámetros del engranaje de prueba durante la rotación. Existen dos tipos de prueba, monoflanco y dobleflanco, como puede verse en la figura 4.
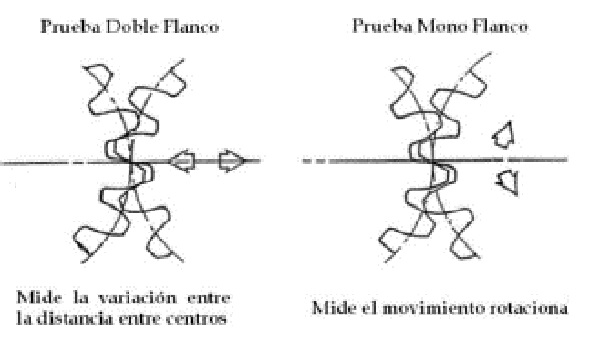
Figura 4
Concepto de las pruebas funcionales por rotación estandarizadas para engranajes.
Fuente: [12].
En la prueba Monoflanco se registran los errores de transmisión en la dirección tangencial y por lo tanto se pueden evaluar los errores de paso de diente a diente y el Error Compuesto Total después de culminada una revolución completa del engranaje de prueba.
Sin embargo, la prueba más común, por rotación usando un patrón es la de doble flanco, en la que dos engranajes son endentados en ambos flancos de modo que no haya ningún espaciamiento. La variación en la distancia de centro es medida cuando los engranajes se hacen girar. Esta es una prueba simple, y por esta razón, es atractiva, pero tiene la dificultad que es por lo general imposible interpretar el modelo de diente-a-diente de la curva de variación de distancia entre centros en términos de errores elementales.
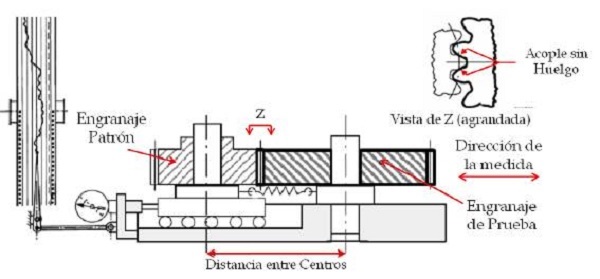
2.4. Principio de la prueba de rodadura por doble flanco
Este método de prueba simula las condiciones bajo las cuales es probable que un juego de engranajes opere como resultado de su acoplamiento. La forma más común de esta prueba acopla los engranajes de forma firme, lo que produce el contacto en ambos flancos [15], [16], [17]. [18].
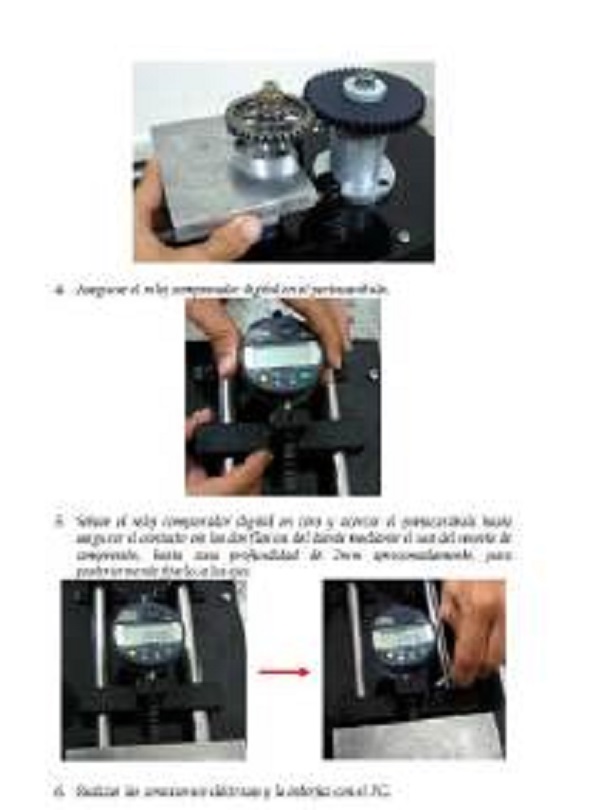
El procedimiento de verificación consiste en el montaje de un engranaje de prueba, sobre un husillo fijo de precisión; el engranaje patrón se monta entonces sobre una guía de deslizamiento provista con un resorte que permita a los engranajes estar sujetos radialmente en un acoplamiento cercano. Debido a que las variaciones radiales entre el engranaje de prueba y el engranaje patrón son inevitables, su distancia entre centros se alterará cuando los dos engranajes rueden juntos en un firme acoplamiento. Este cambio refleja la acción compuesta total del engranaje que puede ser causada por imperfecciones en el perfil del diente, variaciones en el ancho, desgaste y errores de fabricación (o todas juntas). Los errores de acabado de superficie, mellas o arañazos en los dientes del engranaje también pueden contribuir para la variación de la distancia entre centros.
Las variaciones en la distancia entre centros que ocurren mientras los engranajes rotan juntos, son registradas. Esta grabación puede ser hecha manualmente mientras se observa un indicador digital, con una aguja en una carta (Ver figura 5), o electrónicamente llevada a un computador para su procesamiento informático.
Como resultado de la prueba de doble flanco se generan datos que permiten monitorear unas desviaciones de las distancias radiales entre los centros de cada rueda. A continuación, se mencionan las más importantes: Las desviaciones del engranaje evaluadas en la prueba compuesta son: desviación compuesta diente a diente (fid), desviación compuesta radial total (Fid). En ciertos casos, el descentramiento radial (Fr) también puede ser evaluado (figura 6).
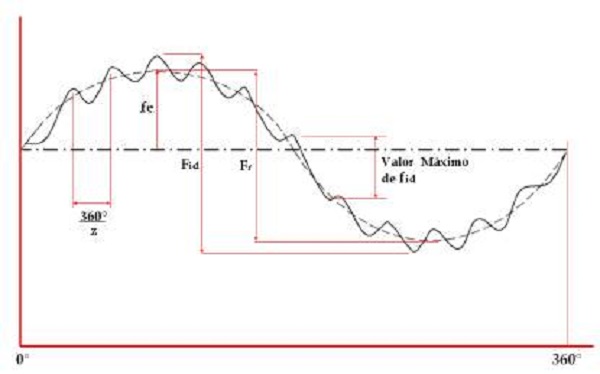
Figura 6
Curva de registro de la prueba de Doble Flanco con sus respectivas Desviaciones.
Fuente: [13].
Fid es la diferencia entre los valores máximo y mínimo de la distancia entre centros, la cual ocurre durante una prueba compuesta radial (doble flanco), cuando el engranaje de prueba es rotado una revolución y sus flancos derecho e izquierdo están en contacto con los flancos correspondientes del engranaje patrón (DIN3960/3963).
fid es el valor de la desviación radial compuesta, correspondiente a un paso (360°/z), durante un ciclo completo de engranamiento de todos los dientes del engranaje del producto (DIN3960/3963).
Fr es el valor del descentramiento radial del engranaje, es decir, la diferencia entre la máxima y la mínima distancia radial del eje del engranaje, según lo observado, quitando las desviaciones a corto plazo (ondulaciones del paso) y analizando la forma sinusoidal de la onda a largo plazo.
fe es la desviación entre el eje geométrico y el eje de referencia, es decir, la excentricidad del engranaje. A menudo es el principal factor que contribuye al descentramiento radial y en algunas ocasiones, también puede ser ocasionada por la diferencia entre centros usados durante el corte y el funcionamiento, por distorsiones en el montaje, o por una combinación de ambos.
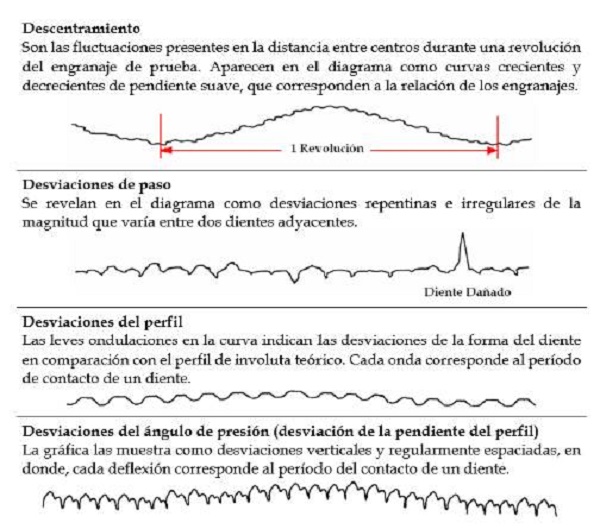
Son las fluctuaciones presentes en la distancia entre centros durante una revolución del engranaje de prueba. Aparecen en el diagrama como curvas crecientes y decrecientes de pendiente suave, que corresponden a la relación de los engranajes.
2.4.1. Interpretación gráfica del registro de la prueba
Las desviaciones radiales compuestas incluyen componentes de las desviaciones de los flancos derechos e izquierdos combinados. Por lo tanto, la determinación de las desviaciones individuales de los flancos correspondientes no es factible. La medición de desviaciones radiales compuestas proporciona rápidamente la información en las deficiencias de la calidad relacionadas con la máquina de la producción, la herramienta, o la disposición (setup) del engranaje a ser evaluado. El método se utiliza principalmente para la comprobación de grandes cantidades de engranajes, así como también para engranajes de paso fino. Las desviaciones compuestas tipo diente a diente que ocurren en cada incremento del paso tienden a indicar las desviaciones del perfil (a menudo desviaciones de la pendiente del perfil). Una gran y aislada desviación compuesta diente a diente puede indicar una gran desviación de paso o simplemente, un diente dañado. En la figura 7 se pueden observar las interpretaciones de las diferentes fluctuaciones con su respectiva causa más probable.
2.4.2. Designación de la calidad basada en las desviaciones
Las cantidades permisibles de variación en la forma medida de los dientes, respecto de la forma teórica, se especifican en una norma AGMA como un número de calidad. Las cartas detalladas, proporcionadas para las tolerancias en muchas propiedades, se incluyen en la norma AGMA 2000-A88 [9] Gear Classification and Inspection Handbook, Tolerances and Measuring Methods for Unassembled Spur and Helical Gears. Los números de calidad van del 5 al 15 y son designados con la letra Q; donde la mayor precisión corresponde al número mayor. Este tipo de notación ya fue sustituido tanto en el sistema ISO como en la misma AGMA, sin embargo, algunos autores e industrias la continúan utilizando. En la tabla 1 se aprecia entonces la principal diferencia entre la notación reciente y la antigua, que consiste en la inversión de los grados, es decir, en la norma AGMA 2000-A88 [9] los números mayores indican más precisión, mientras que en ISO y AGMA recientes, muestran la precisión más baja donde:
W = - 0.65m (μm)
- 0.65m (μm)
d = Diámetro de paso (mm)
m = Módulo
![Clasificación del Grado de Exactitud en función del Error Permisible [tim]](../553772634006_t1_tabla.png)
Fuente: Elements of Metric Gear Technology [7].
3. Propuesta del dispositivo para la prueba
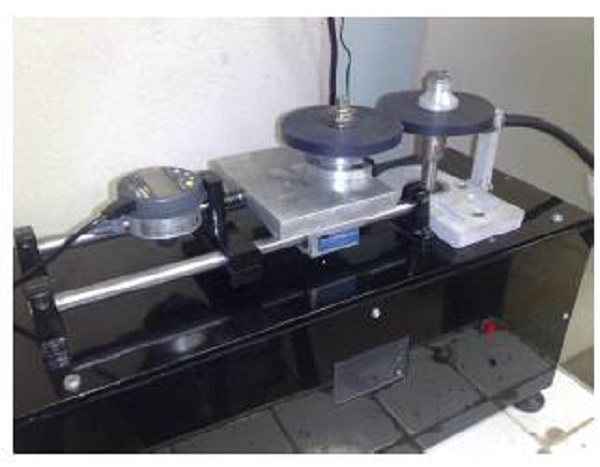
Como base de método de inspección se ha adoptado el de doble flanco y se ha considerado las dimensiones, atendiendo a los recursos y propósitos didácticos del banco. Se propone un montaje para disposición vertical de engranajes de pequeñas dimensiones (módulos entre 0,2 y 2,5 mm), ajustados mediante resorte que garantiza la carga de contacto entre dientes dentro de los rangos especificados por la norma AGMA 915-2-A05 [13]. Los componentes del banco experimental pueden ser agrupados de la siguiente forma: sistema de guia, bastidor, bocin del engranaje de prueba, motor, los engranajes y el porta-carátula (figura 8). El bastidor se compone de un conjunto de perfiles de sección cuadrada de 1"x 1" calibre 16 y de una placa de acero estructural A-36 de ¼" de espesor, a la cual se le realizó un planeado para garantizar una adecuada linealidad. El sistema de guia que se encarga del soporte y alineación del sistema, se compone de cuatro soportes, dos pillow blocks (rodamientos de bolas recirculantes), dos ejes y la bandeja de soporte.
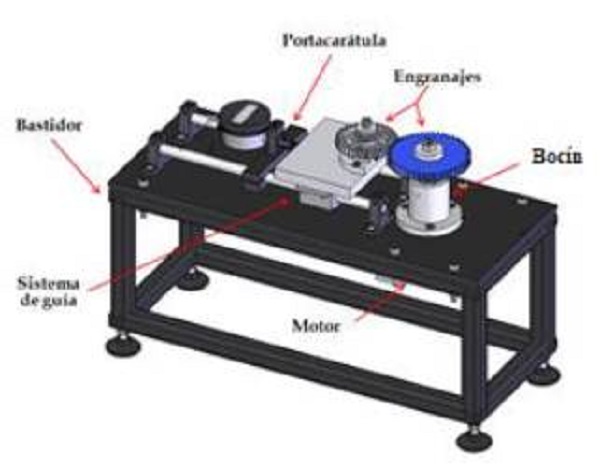
El bocin es una estructura que mediante dos rodamientos garantiza la correcta rotación del eje que soporta el engranaje de prueba. sin perdidas por fricción ni desalineamientos no deseados. Para realizar una prueba de forma favorable, es necesario realizarla a baja velocidad para así evitar que la inercia del mecanismo afecte dichos resultados (6 rpm). Cabe también señalar, que se utiliza un sistema óptico con el fin de sincronizar el encendido/apagado del motor eléctrico, esto seria, para evitar tener dichas operaciones de forma manual y así contar con una forma más sincronizada de controlar las vueltas. Dicho sistema es muy sencillo, consta de una pestaña solidaria al eje del bocin de prueba la cual, al interrumpir la señal del sensor apagara el motor instantáneamente.
El porta-carátula es el dispositivo que se utiliza para sujetar firmemente y en la posición adecuada al reloj comparador digital. Consta de dos placas sujetas con la ayuda de un prisionero a los ejes del sistema de guía, garantizando así la alineación y perpendicularidad con una tercera pieza, la cual es la que sostiene el reloj como tal, en el momento de la toma de datos, dicha pieza sirve además como soporte del resorte de compresión. La adquisición de datos se hace mediante un sistema que se compone de un reloj indicador digital y una interfase de transmisión USB, en donde, el reloj medirá los desplazamientos pertinentes a la distancia entre centros de los engranajes y la interfase se encarga de transferir dichos datos al PC. El sistema funciona transmitiendo la señal al PC via USB, directamente a una hoja de cálculo, luego de enviar los pulsos mediante la interface de transmisión (figura 9). En la figura 10 se observa el banco construido con el montaje de calibración.

3.1. Resultados de las pruebas
Dentro de las muchas experiencias que se realizaron para medir las desviaciones de la prueba radial compuesta se destaca el montaje que, utilizando como un engranaje Patrón un engranaje nuevo de caja de moto, se buscaba comparar las desviaciones resultantes obtenidas a partir de engranajes de prueba elaborados con distintos procesos de fabricación: Fresado convencional vs Fresado por Generacion, como se puede ver en la figura 11.
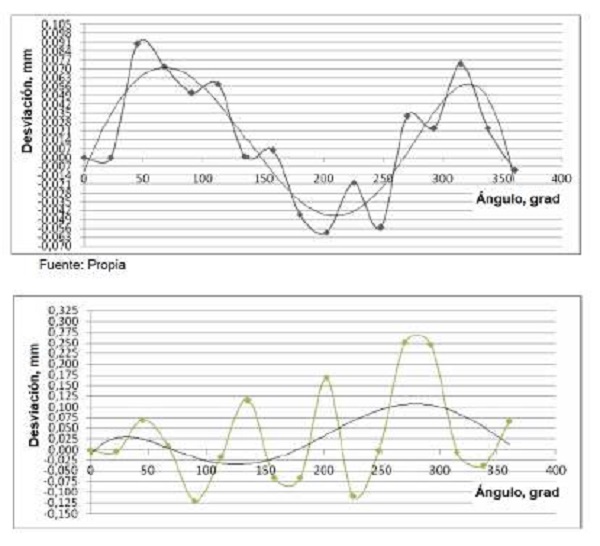
Figura 11
Curvas representativas para los montajes con engranes por generación (arriba) y fresado convencional (abajo); se han sobrepuesto las tendencias de las componentes de corto plazo y de largo plazo.
Fuente: [14].
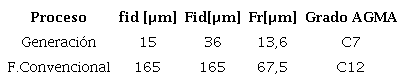
En la tabla 2 se observa el resultado de la evaluación de la calidad de las 2 ruedas de prueba, donde antes se realiza el computo de las respectivas desviaciones.
Fuente: [14].
4. Propuesta didáctica
Se diseñaron prácticas de Laboratorio para que el estudiante tenga mayor oportunidad en la comprensión de los principios y parámetros cinemáticos de las ruedas dentadas y, a su vez, entrar en contacto con la Estandarización a nivel internacional, creada alrededor del concepto de Calidad aplicado al Diseño y Manufactura de los Engranajes. En la figura 12 se muestra la carátula de una de las prácticas.
5. Conclusiones
El banco experimental para la medición de la desviación radial compuesta total permite evaluar de forma precisa y rápida el estado de un engranaje recto justo después de su manufactura. Le permite al usuario confrontar de manera más cercana la normativa con el comportamiento experimental de ruedas dentadas.
Con el banco será mucho más fácil generar experiencias y actividades relacionadas con el proceso enseñanza-aprendizaje del Diseño de elementos mecánicos y en particular de las Ruedas Dentadas.
Sería deseable para un próxima mejora del banco, tener un sistema de muestreo con resolución angular de un (1) grado, para registrar con mayor detalle las desviaciones, además de buscar adquirir engranajes patrones certificados (por ejemplo, bajo la norma alemana DIN 3970, la cual regula entre otras consideraciones, las especiaciones de los engranajes patrón) y muestras de engranajes con características particulares de estudiar (entre ellas, engranajes corregidos y asimétricos).
Referencias
Cylindrical gears for general and heavy engineering - Standard basic rack tooth profile, ISO 53:1998, [En línea]. Disponible en: https://www.iso.org/standard/22643.html
Cylindrical gears for general engineering and for heavy engineering - Modules, ISO 54:1996, [En línea]. Disponible en: https://www.iso.org/standard/22644.html
International gear notation - Symbols for geometrical data, ISO 701:1998, [En línea]. Disponible en: https://www.iso.org/standard/23865.html
Vocabulary of gear terms - Part 1: Definitions related to geometry, ISO 1122-1:1998, [En línea]. Disponible en: https://www.iso.org/standard/5649.html
Cylindrical gears-ISO system of accuracy-Part 1Deviations and allowable values of deviations, Norma ISO 1328-1-1997, [En línea]. Disponible en: https://www.iso.org/standard/5899.html
Cylindrical gears - Information to be given to the manufacturer by the purchaser in order to obtain the gear required, ISO 1340:1976, [En línea]. Disponible en: https://www.iso.org/standard/5905.html
SDP/SI Stock Drive Products / Sterling Instrument, “Elements of Metric Gear Technology”, 2019. Disponible en: https://www.sdp-si.com/resources/elements-of-metric-gear-technology/
M.N. Ivanov, Elementos de Máquinas. Escuela Superior, Moscú: Moscú: Editorial Vichaya Schkola, 1984.
Gear Classification and Inspection Handbook Tolerances and Measuring Methods for Unassembled Spur and Helical Gears (Including Metric Equivalents), AGMA 2000:1988, [En línea]. Disponible en: https://standards.globalspec.com/std/1656145/AGMA%202000
Accuracy Classification System Ò Radial Measurements For Cylindrical Gears, ANSI/AGMA 2015-2-A06, [En línea]. Disponible en: https://webstore.ansi.org/standards/agma/ansiagma2015a06r2014
D. W. Dudley, Manual de Engranaje. México: Compañía Editorial Continental S. A, 1973.
D. E. Bassett, D. R. Houser, “The Design and Analysis of Single Flank Transmission Error Tester for Load Gears”, NASA, Columbus Ohio, Contractor Report (CR) 179621, 1987.
Association, Accuracy Classification System - Radial Measurements for Cylindrical Gears, Norma Tecnica ANSI-AGMA 915-2-A05, 2005.
J. Franco, D. F. Hernandez, “Diseño y Construccion de un Banco Experimental para la medicion de la Desviacion Radial Compuesta Total de Engranajes Rectos”, trabajo de Grado, Universidad Industrial de Santander, 2007.
J. Campabadal Marti, Engranajes. Ed. Ariel S.A. 1969.
Handbook of Metric Gears, Product guide and technical data, catálogo Q400. Nueva York: Quality Transmission Components, 1996.
R. L. Mott, Diseño de Elementos de Máquinas. USA: Pearson Education, 2006.
Engranajes evolutivos cilíndricos- Cálculo de fuerza, GOST 21354 - 1975, [En línea]. Disponible en: https://www.russiangost.com/p-237752-gost-21354-75.aspx
Notas