Produção e caracterização de compósito metálico laminado produzido por laminação à frio
Production and characterization of laminated metal composite produced by cold roll bonding
Producción y caracterización de compuestos metálicos laminados producidos por laminación en frío
 Renan Ryuji Murashita Takenaka ryuji.takenaka@hotmail.com
Renan Ryuji Murashita Takenaka ryuji.takenaka@hotmail.com
Produção e caracterização de compósito metálico laminado produzido por laminação à frio
Research, Society and Development, vol. 8, núm. 2, pp. 01-12, 2019
Universidade Federal de Itajubá

Este trabalho está sob uma Licença Internacional Creative Commons Atribuição 4.0.
Recepção: 12 Novembro 2018
Revised: 17 Novembro 2018
Aprovação: 03 Dezembro 2018
Publicado: 18 Dezembro 2018
Resumo: O crescente interesse pelas indústrias por compósitos metálicos laminados resultou da necessidade de se desenvolver tecnologias de fabricação cada vez mais eficientes. Visto que é um assunto de pouco debate no Brasil e resultou no atraso do conhecimento científico do assunto, o presente trabalho objetivou a produção de um composto metálico laminado por meio do processo de laminação a frio na tentativa de melhorar as condições de competitividade do material nacional com o mercado exterior. O primeiro composto proposto era constituído por alumínio comercial AA1050 e aço inoxidável duplex UNS S32304. Uma vez as tentativas de sua produção foram ineficazes, o segundo foi substituído pelo aço inoxidável ferrítico AISI 430 com o objetivo de entender os mecanismos de ligação. O uso desse metal permitiu a produção de compósitos metálicos laminados e posterior estudo com ensaios de aderência (peeling) e análises microestruturais do mecanismo de aderência dos materiais.
Palavras-chave: Revestimento por laminação, Intermetálico, Aderência.
Abstract: The growing interest in the industries for laminated metal composite results in the needed to develop manufacturing technologies each time more efficiently. Ever since is a topic of a few discussion in Brazil and it results on the delay in scientific knowledge about the subject, the present work goals to produce a laminated metal composite by the cold roll bonding process in order to improve the national material competitiveness in the external marketplace. The first composite proposed was constitute by aluminium AA1050 and duplex stainless steel UNS S32304. Once the production attempts were ineffective, the second material replaced by a ferritic stainless steel AISI 430 in order to understand the bonding mechanism. The use of this metal allowed the laminated metal composite production and posterior study with peeling test, microestrutural analysis of the materials bonding mechanism.
Keywords: Revetment by rolling, Intermetallic, Adhesion.
Resumen: El creciente interés por las industrias por compuestos metálicos laminados resultó de la necesidad de desarrollar tecnologías de fabricación cada vez más eficientes. En el presente trabajo se objetivó la producción de un compuesto metálico laminado por medio del proceso de laminación en frío en el intento de mejorar las condiciones de competitividad del material nacional, con el mercado exterior. El primer compuesto propuesto estaba constituido por aluminio comercial AA1050 y acero dúplex UNS S32304. Una vez los intentos de su producción fueron ineficaces, el segundo fue sustituido por el acero inoxidable ferrítico AISI 430 con el objetivo de entender los mecanismos de conexión. El uso de este metal permitió la producción de compuestos metálicos laminados y posterior estudio con ensayos de adherencia (peeling) y análisis microestructurales del mecanismo de adherencia de los materiales.
Palabras clave: Revestimiento por laminación, intermetálico, Agarre.
1. Introdução
A crescente demanda por materiais multifuncionais que apresentem características específicas de alta tenacidade, boa capacidade de amortecimento, maior resistência à corrosão, ao desgaste e ao crescimento de trincas por fadiga, uma vez que elas não podem ser obtidas por qualquer material individual, como afirmam Naseri et al. (2016), é resultado do grande desenvolvimento tecnológico ocorrido nos últimos anos.
Chapas metálicas de duas ou mais camadas, aqui denominadas de compósito metálico laminado, apresentam uma alternativa para obter as características citadas por Naseri et al. (2016). Akramifard et al. (2014) acrescentam que a combinação do tipo, espessura, arranjo e multiplicidade de metais, preparo da superfície, parâmetros de ligação e tratamento térmico posterior é responsável pela obtenção de diferentes propriedades físicas e mecânicas do compósito metálico laminado.
Uma vez definido o material a ser utilizado, existe uma tendência de desenvolver e aprimorar tecnologias de fabricação que atenda às necessidades de produzir materiais com as propriedades especificadas e, além de tudo, a um baixo custo. Entre as tecnologias já existentes, Wu et al. (2017) citam que o processo de laminação a frio é o mais utilizado pelas empresas em função do custo, eficiência produtiva e facilidade de controle. Além disso, Li et al. (2008) afirmam que esse método pode ser facilmente automatizado, o que facilita a sua operação e responde pelo motivo de ser um dos métodos promissores na produção dos compósitos metálicos laminados.
O presente trabalho reporta as atividades experimentais realizadas no período de 01 de março de 2017 e 30 de março de 2018 na Universidade Federal de Itajubá – Campus de Itabira, com o objetivo de estudar o efeito dos parâmetros de processo na ligação nas propriedades físicas e mecânicas finais dos compósitos produzidos pela laminação a frio.
2. Processo de laminação à frio
Segundo Helman e Cetlin (2010), o processo de laminação consiste na passagem de uma peça entre dois cilindros que aplicarão uma tensão de deformação com o objetivo de reduzir a área de sua secção transversal. A figura 1 apresenta um desenho esquemático da laminação em um laminador do tipo universal, caracterizado pela presença de dois pares de cilindros: um no eixo horizontal e outro vertical.
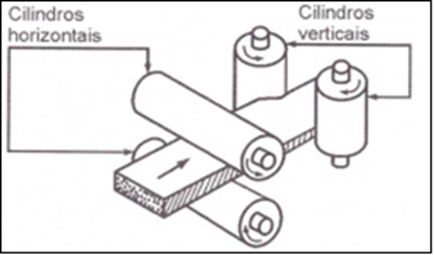
Figura 1 –
Processo de laminação por cilindros horizontais e verticais.
Fonte: HELMAN; CETLIN, 2010, pag. 195.
Atualmente, existem diversos tipos de laminadores, como o laminador universal visto na figura 1. Para efeito de síntese, o presente trabalho apresentará apenas o laminador utilizado nos experimentos: tipo duo reversível.
O laminador duo reversível consiste em um par de cilindros dispostos no eixo horizontal que permitem a laminação nos dois sentidos de passagem. A figura 2 exemplifica esse tipo.
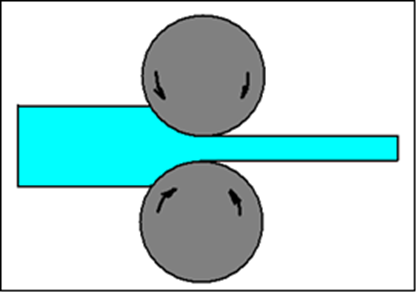
Figura 2 –
Funcionamento do laminador duo reversível.
Fonte: Autor do estudo.
O processo de laminação pode ainda ser classificado quanto à temperatura de operação do material a ser laminado. Assim, tem-se a laminação a quente e a frio. No caso do presente estudo, será abordado o processo de laminação à frio.
Helman e Cetlin (2010) definem que laminação a frio é o processo cujo material é laminado a uma temperatura inferior à de sua recristalização, necessitando da aplicação de uma tensão de compressão maior a que seria utilizada no processo a quente para uma mesma deformação.
Chiaverini (1986) ressalta que, como não há recristalização no material, a deformação resulta no aumento da resistência e dureza da peça, mas há diminuição em sua ductilidade. Por esse motivo, em geral, é realizado um tratamento térmico de recozimento da peça para que sejam recuperadas algumas propriedades mecânicas. Ao contrário da laminação a quente, possibilita a obtenção de dimensões dentro das especificações de projeto e, ainda, com um melhor acabamento superficial.
Por fim, acrescenta-se que é o método de menor custo de produção, uma vez que permite o trabalho contínuo dos laminadores sem a necessidade de manutenções quanto à temperatura e as ferramentas necessitam apenas de materiais resistentes e duros, sem o requisito de resistência à elevada temperatura.
3. Mecanismo de ligação
Existem diversas teorias sobre o mecanismo de ligação por meio da laminação a frio, porém as duas mais aceitas são a teoria do filme e a teoria da barreira de energia.
De acordo com Li et al. (2008), a teoria do filme afirma que se dois metais com superfícies puras entrarem em intimo contato entre si, haverá a criação de uma ligação. Ela atribui diferentes soldabilidades a diferentes metais em função da dureza relativa do metal e óxidos. O início da ligação é controlado pelo grau de fragmentação do óxido de superfície. Bay (1983) afirma que a tensão de compressão atuante nas chapas metálicas resultará na extrusão de um material virgem em fraturas do outro, de forma que o material extrudado se estabilize e forme a ligação.
Mohamed e Washburn (1975) apontam que a teoria da barreira de energia sugere que mesmo que superfícies puras de metais entrem em contato, não haverá ligação se a barreira de energia existente não for ultrapassada. Existem pesquisadores que afirmam que a energia a ser superada é a de recristalização, enquanto outros acreditam ser a de difusão. Essa barreira é proveniente da desorientação dos cristais no contato de superfície.
Em acréscimo, Pan et al. (1989) afirmam a necessidade de uma deformação aproximada de 70% da espessura dos materiais em um único passe.
4. Metodologia
O desenvolvimento do presente trabalho iniciou-se pela obtenção das chapas metálicas de alumínio AA1050, aço inoxidável duplex UNS S32304 e aço inoxidável ferrítico 430 nos laboratórios da universidade e posteriormente foram cortadas em amostras de dimensões aproximadas de 2x15 cm por meio de uma tesoura guilhotina.
O passo seguinte consiste no tratamento superficial das amostras com o objetivo de eliminar os óxidos formados na camada externa. O alumínio foi lixado com uma lixa grão 600. Quanto ao aço inoxidável duplex e ferrítico, houveram quatro processos para cada metal: lixadas com lixa grão 600; arranhadas com escova, esmeril ou jato de vidro. Antes da laminação, as amostras eram limpas com acetona.
A laminadora utilizada nos ensaios de laminação está demonstrada na figura 3. A ferramenta apresentava apenas a regulagem entre a distância dos cilindros, necessitando a posterior instalação do inversor de potência para diminuir a velocidade de laminação pelo fato de ser um fator importante para a ligação entre os metais.

Figura 3 –
Laminadora à frio com inversor de potência.
Fonte: Autor do estudo.
Apesar das inúmeras tentativas, não foi possível obter o compósito metálico laminado constituído pelo aço inoxidável duplex UNS S32304 e, portanto, os ensaios seguiram com as amostras de alumínio AISI 1050 / aço inoxidável ferrítico 430 que receberam tratamento superficial de jateamento de vidro e esmerilhamento.
A etapa seguinte à laminação é o tratamento térmico de recozimento para que a alta temperatura resulte na difusão entre os átomos dos metais, fortalecendo a ligação. As amostras foram separadas em dois processos de recozimento: por um forno convencional à 600ºC por 2 horas e por um forno de microondas à 460ºC por 9 horas. Após o tratamento térmico, foram novamente cortadas com a tesoura guilhotina para redimensionar seu tamanho e permitir a realização dos ensaios de aderência (peeling), de metalografia e análise microestrutural.
Uma amostra recozida no forno convencional e uma no forno convencional foram utilizadas para a realização da metalografia. Elas foram embutidas em corpos de prova diferentes e foram lixadas com lixas de grão 80 até 2500, seguindo a ordem da lixa mais grossa para a mais fina, com o auxílio de uma lixadeira. Após o lixamento, foram polidas com uma solução de 25% de sílica e 75% de ácido nítrico, utilizando-se de uma politriz. Por fim, foi realizado um ataque eletrolítico e submetidos à análise metalográfica no microscópio óptico. As amostras foram novamente polidas para a realização dos ensaios de análise microestrutural no microscópio eletrônico de varredura. As imagens de ambas as análises foram retiradas por meio de softwares instalados nos computadores ligados aos microscópios.
O ensaio de aderência, ou peeling, foi realizado por meio do mecanismo apresentado na figura 4, na qual era colocada, aos poucos, água no balde como forma de adição de força peso.

Figura 4 –
Ensaio de aderência.
Fonte: Autor do estudo.
Neste ensaio, apenas a amostra que recebeu jateamento de vidro foi utilizada, pois a área de ligação da amostra que sofreu esmerilhamento não era suficiente para a realização do ensaio de aderência.
Após a realização das experimentações, as informações obtidas em cada etapa foram avaliadas e estudadas para obter os resultados da pesquisa.
5. Resultados
Os resultados obtidos com aço inoxidável duplex não se mostraram satisfatórios, pois não foi possível obter o compósito metálico. Como alternativa, o aço inoxidável ferrítico AISI 430 foi utilizado com o qual obteve-se êxito na produção do compósito metálico, substituindo o aço inoxidável duplex UNS S32304 no processo. Os prováveis motivos pelo resultado insatisfatório foram a utilização de um laminador cujos cilindros apresentam baixo diâmetro que impossibilita altas reduções na espessura dos metais e o tratamento superficial das amostras de aço inoxidável duplex que não se mostraram eficientes quanto a retirada da camada de óxido formada na parte externa ao material.
As imagens da metalografia das amostras de aço inoxidável ferrítico que sofreram jateamento de vidro estão apresentadas na figura 5. Para ela, utilizou-se de lentes 10X, 20X e 50X, respectivamente.
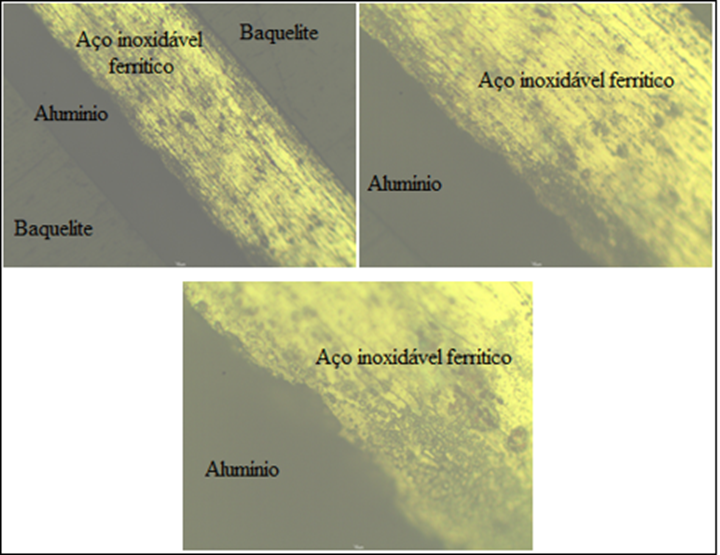
Figura 5 –
Imagens obtidas pelo microscópio óptico para a amostra jateada por vidro.
Fonte: Autor do estudo.
Por meio dessa figura, é possível notar a interação mecânica entre os dois metais. As manchas escuras no aço inoxidável ferrítico são resíduos de carbono que se desprenderam no material no processo de ataque eletrolítico.
A figura 6 apresenta as imagens obtidas da metalografia da amostra que sofreu esmerilhamento, com o uso das lentes 10X, 20X e 50X.
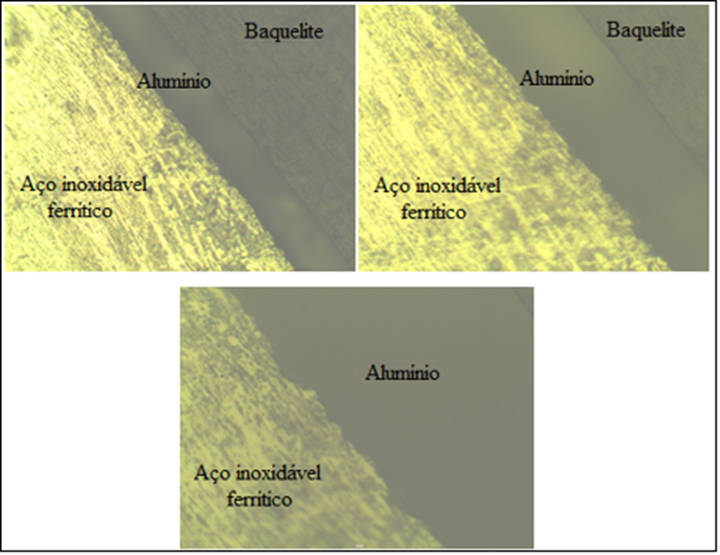
Figura 6 –
Imagens capturadas pelo microscópio óptico da amostra esmerilhada.
Fonte: Autor do estudo.
Nesta figura, a interação mecânica fica explicita mais uma vez como mecanismo de ligação entre os metais.
Após a análise metalográfica, os corpos de prova foram polidos novamente e seguiram para a análise da composição dos metais no microscópio eletrônico de varredura. A figura 7 apresenta a composição e a estrutura do compósito obtidos para o compósito metálico jateado.
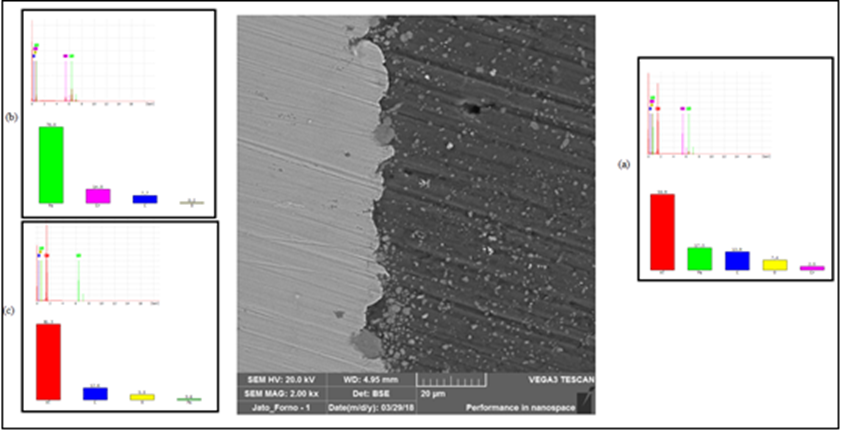
Figura 7 –
Imagem e composição obtidas pelo microscópio eletrônico de varredura da amostra jateada.
Fonte: Autor do estudo.
De acordo com o ensaio, o aço inoxidável ferrítico (b) apresenta composição química de 78,0% Fe, 14% Cr e 7,7% C e 0,2% O enquanto o alumínio (c) possui 81,3% Al, 12,6% C, 5,5% O e 0,6% Fe. No ponto em que se encontra a difusão entre os metais (a) apresenta uma composição química de 17,3% Fe, 58,9% Al, 13,9% C, 2,5% Cr e 7,4% O. Dessa forma, é possível perceber claramente a difusão de átomos entre os dois metais, resultando a ligação e formação do compósito metálico.
A figura 8 demonstra a composição e estrutura obtidas para o compósito esmerilhada. O aço inoxidável ferrítico (b) possui 73,8% Fe, 13,6% Cr e 12,6% C, o alumínio (c) 74,6% Al, 18,5% C, 6,5% O e 0,4% Fe e na interação entre os metais (a), 38,3% Fe, 37,7% Al, 11,0% C, 5,8% Cr, 5,1% O e 2,1% Fe.
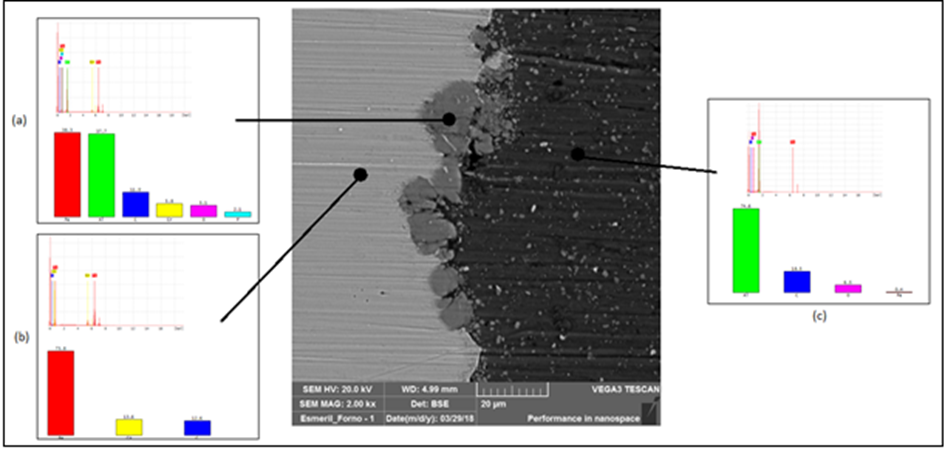
Figura 8 –
Imagem e composição capturadas pelo microscópio eletrônico de varredura da amostra esmerilhada.
Fonte: Autor do estudo.
De acordo com os resultados, percebe-se um equilíbrio maior entre o alumínio e o ferro na região de ligação com o compósito com ação do esmeril do que o jateado.
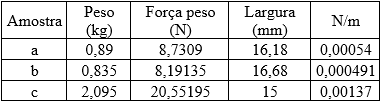
Por fim, foi realizado o ensaio de aderência (peeling) para três amostras do compósito metálico laminado que recebeu tratamento superficial de jateamento de vidro, pois, como dito anteriormente, foi o único que obteve uma área de ligação suficiente para a realização do ensaio. Os valores obtidos foram utilizados para construir o quadro 1, apresentando os respectivos pesos, força peso, largura da chapa e valores de aderência.
Fonte: Autor do estudo.
Uma vez que a amostra (c) apresentou uma diferença muito discrepante comparado às duas primeiras, ela foi retirada da análise, obtendo-se uma aderência média de 0,5155 kN/m.
6. Conclusão
Com a realização desse estudo, é possível afirmar que houve limitações quanto à estrutura do laboratório para a produção do compósito metálico laminado composto por alumínio AA1050 e o aço inoxidável duplex UNS S32304. Isso se deve, principalmente, pela limitação da capacidade de redução do laminador utilizado na pesquisa e a realização de um tratamento superficial incapaz de retirar a camada de óxido do aço.
Quanto à produção do compósito metálico com aço inoxidável ferrítico AISI 430 se fez satisfatórias, pois foi possível produzir os materiais e ainda realizar ensaio de aderência e análise metalográficas como forma de estudo do mecanismo de aderência resultante. Ainda deve-se lembrar de que a difusão dos materiais foi maior no composto que teve o preparo de superfície pelo esmeril no caso do aço inoxidável ferrítico, mas não foi possível determinar as razões dessa superioridade.
É importante ressaltar que o estudo revelou a importância de um bom preparo de superfície dos materiais e, ainda, de uma deformação suficiente para que a interação seja suficiente a ponto de possibilitar os mecanismos de ligação.
Por fim, afirma-se a necessidade de que esse estudo e similares sejam continuados com o objetivo de obter resultados cada vez mais próximos ao ideal teórico, de forma a melhor compreender os mecanismos de ligação e permitir que sejam aplicados ao mercado em prol do avanço científico e tecnológico.
Referências
AKRAMIFARD, H. R.; MIRZADEH, H.; PARSA, M. H. Cladding of aluminum on AISI 304L stainless steel by cold roll bonding: Mechanism, microstructure, and mechanical properties. Materials Science and Engineering: A, v. 613, p. 232-239, 2014.
BAY, N. Mechanisms producing metallic bonds in cold welding. Welding Journal, v. 62, n. 5, p. 137, 1983.
CHIAVERINI, V. Tecnologia Mecânica – Processos de Fabricação e Tratamento. Volume II, 2ª Edição, São Paulo, Editora McGraw-Hill, 1986.
HELMAN, H.; CETLIN, P. R. Fundamentos Da Conformação Mecânica Dos Metais. Ed. Rio de Janeiro: Editora Guanabara Dois, 2010.
LI, L.; NAGAI, K.; YIN, F. Progress in cold roll bonding of metals. Science and Technology of Advanced Materials, v. 9, n. 2, p. 1-11, 2008.
MOHAMED, H. A.; WASHBURN, J. Mechanism of solid state pressure welding. Welding Journal. vol. 54, p. 302-310. 1975.
NASERI, M.; REIHANIAN, M.; BORHANI, E. Bonding behavior during cold roll-cladding of tri-layered Al/brass/Al composite. Journal of Manufacturing Processes, v. 24, p. 125-137, 2016.
PAN, D.; GAO, K.; YU, J. Cold roll bonding of bimetallic sheets and strips. Materials Science and Technology, v. 5, n. 9, p. 934-939, 1989.
WU, B.; LI, L.; GAO, C.; YANG, Z.; ZHOU, D. Study of Deformation Behavior of 4A60 Aluminum Alloy/08Al Steel Clad Material During Cold Roll Bonding. DEStech Transactions on Engineering and Technology Research, n. apetc, 2017.