Implantação de Um Novo Layout Produtivo em Uma Empresa do Setor de Lubrificantes e Desengraxantes
Implantation of a New Productive Layout in a Company of Lubricants and Degreasers Sector
Implantación de un nuevo diseño productivo en una empresa del sector de lubricantes y desengrasantes
 Vânia da Silva Gonçalves vaniasg.arq@gmail.com
Ivonaldo Justino Gonçalves ivonaldo_goncalves@hotmail.com
Marcos Antônio Bessa marcosbessa@anaserindustrial.com.br
Rosinei Batista Ribeiro rosinei1971@gmail.com
José Wilson de Jesus Silva jwjsilva@gmail.com
Vânia da Silva Gonçalves vaniasg.arq@gmail.com
Ivonaldo Justino Gonçalves ivonaldo_goncalves@hotmail.com
Marcos Antônio Bessa marcosbessa@anaserindustrial.com.br
Rosinei Batista Ribeiro rosinei1971@gmail.com
José Wilson de Jesus Silva jwjsilva@gmail.com
Implantação de Um Novo Layout Produtivo em Uma Empresa do Setor de Lubrificantes e Desengraxantes
Research, Society and Development, vol. 8, núm. 5, pp. 01-20, 2019
Universidade Federal de Itajubá

Este trabalho está sob uma Licença Internacional Creative Commons Atribuição 4.0.
Recepção: 20 Janeiro 2019
Revised: 30 Janeiro 2019
Aprovação: 12 Fevereiro 2019
Publicado: 06 Março 2019
Resumo: Em meio a um cenário altamente competitivo entre as empresas, qualquer redução de custo torna-se fundamental para a sobrevivência. Um dos principais pontos que pode ser analisado e melhorado é o layout, que engloba desde a disposição das máquinas, dos equipamentos, dos estoques, até as áreas de circulação. Este artigo visa organizar, melhorar e aperfeiçoar o arranjo físico de uma empresa de lubrificantes e desengraxantes. A metodologia utilizada foi a uma pesquisa de campo, levantamento do layout atual, a elaboração de projetos em formato 2D e 3D para identificar o tempo de produção e movimentação por meio comparativo e o estoque de matéria-prima. Os resultados apresentaram redução de 51,19% no tempo de produção e movimentação, reduzindo o gargalo produtivo, a mudança do layout atual e proposto evidenciou-se significativas alterações como aproximação dos equipamentos, o uso racional do espaço de manufatura dos lubrificantes e desengraxantes industriais, administrativo e organização do estoque.
Palavras-chave: Gestão da produção aplicada, Arquitetura industrial, Projeto de produto, Melhoria contínua, Arranjo Físico, Gestão de estoque.
Abstract: Amid a highly competitive scenario among companies, any cost reduction becomes critical to survival. One of the main points that can be analyzed and improved the layout, which encompasses from the installation of machines, equipment, stocks, to areas of circulation. The methodology used was a field survey, survey of the current layout, the preparation of projects in 2D and 3D format to identify the time of production and movement by comparative means and the stock of raw material. The results showed a reduction of 51,19% in the production and handling time, reducing the production bottleneck, the current and proposed layout change showed significant changes as equipment approximation, the rational use of the manufacturing space of industrial lubricants and degreasers, administrative and inventory organization.
Keywords: Applied production management, Industrial architecture, Product design, Continuous improvement, Physical arrangement, Inventory management.
Resumen: En medio de un escenario altamente competitivo entre las empresas, cualquier reducción de costo se vuelve fundamental para la supervivencia. Uno de los principales puntos que puede ser analizado y mejorado es el layout, que abarca desde la disposición de las máquinas, de los equipos, de los stocks, hasta las áreas de circulación. Este artículo pretende organizar, mejorar y perfeccionar el arreglo físico de una epresa de lubricantes y desengrasantes. La metodología utilizada fue una investigación de campo, levantamiento del layout actual, la elaboración de proyectos en formato 2D y 3D para identificar el tiempo de producción y movimiento por medio comparativo y el stock de materia prima. Los resultados mostraron una reducción del 51,19% en el tiempo de producción y movimiento, reduciendo el cuello productivo, el cambio del layout actual y propuesto evidenció significativas alteraciones como aproximación de los equipos, el uso racional del espacio de fabricación de los lubricantes y desengrasantes industriales, administrativo y organización de la acción.
Palabras clave: Gestión de la producción aplicada, Arquitectura industrial, Diseño de producto, Mejora continua, Arreglo Físico, Gestión de inventario.
1. Introdução
Visando o aumento da produtividade e a redução dos seus custos, com melhor aproveitamento de insumos, mão-de-obra, processos, entre outros elementos constantes na indústria, com a competitividade cada vez maior na área industrial, as organizações buscam estudos variados em busca de melhorias. Um dos grandes desperdícios de tempo, mão de obra e dinheiro em uma empresa é a movimentação excessiva, seja ela de matéria-prima ou de colaboradores. Por isso a filosofia da Produção Enxuta é utilizada cada vez mais para eliminar ou minimizar as atividades que não agregam valor ao produto final, sendo um o modelo produtivo que é realizado sem desperdícios, visando sempre à melhoria contínua. Com início no Japão após a segunda guerra mundial na montadora de carros Toyota. “Podemos observar que a eliminação dos desperdícios é a verdadeira fonte de lucros e redução de custos” (Júnior, 2012 e Guoling, 2005).
O layout de uma empresa, ou arranjo físico, é o posicionamento dos bens transformadores e de movimentação de uma empresa, tais como: máquinas, equipamentos e as pessoas que atuam na organização. A realização de um bom layout dá-se por meio das caraterísticas e especificações do produto. Por isso é fundamental que o arranjo físico seja bem planejado e implantado para que não existam gargalos na produção, aumentando o aproveitamento dos funcionários e dos equipamentos (Ivanqui, 1997 & Barbosa, 2018).
Para a elaboração do layout, são necessárias informações sobre especificações e características do produto, quantidades de produtos e de materiais, sequências de operações e de montagem, espaço necessário para cada equipamento, incluindo espaço para movimentação do operador, estoques e manutenção, e informações sobre recebimento, expedições, estocagem de matérias-primas e produtos acabados e transportes (Laugeni, 2006 & Yang et al., 2015).
Segundo Filho (2007) & Domingos (2017), para que haja uma boa produtividade é necessário ter um bom arranjo físico na planta da empresa, pois a distribuição física dos equipamentos pode comprometer ou melhorar o fluxo de produção.
Um fluxo bem estruturado permite o rápido atravessamento do produto pelo sistema produtivo. Assim, consequentemente, menos tempo é perdido em cada recurso e ocorre a rápida transformação da matéria-prima em produto final. Assim o lead time da produção será baixo (Ghamami, 2016 & Willey, 1991).
Analisando algumas carências no setor produtivo e administrativo de uma indústria de lubrificantes, realizou-se uma proposta de melhoria em seu arranjo físico (layout). Este trabalho teve como objetivo desenvolver um projeto em formato 2D e 3D para um rearranjo do layout do setor produtivo, administrativo e estoques da empresa Anaser do ramo de lubrificantes e desengraxantes (Hicks, 1997; Davenport, 1998; Jones, 2012 & Ma, 2015).
2. Metodologia
O sistema de produção enxuta (lean manufacturing) é o modelo produtivo que é realizado sem desperdícios, visando sempre à melhoria contínua. Com início no Japão após a segunda guerra mundial na montadora de carros Toyota.
A produção enxuta é um conjunto integrado de atividades projetado para obter uma produção de alto volume usando um mínimo de estoques de matérias-primas, estoques em processo e produtos acabados. As peças chegam à próxima estação de trabalho “na hora certa (just-in-time)”, são completadas e passam rapidamente pela operação. O just-in-time também é baseado na lógica que nada será produzido até que seja necessário (Jacobs, 2009 & Sturm, 1998).
A produção enxuta atua com metas que buscam aumentar diminuir o máximo possível os custos de estoque e aumentar a produtividade de forma eficiente.
2.1 Sete Perdas
Segundo Zhou et al. (2018) e Wortmann (1998), as 07 perdas da produção são um dos conceitos para diminuição dos desperdícios, assim sendo para que os pontos de desordem sejam evitados e haja alto nível de desempenho, os sete pilares são:
Superprodução;
Estoque;
Espera;
Transporte;
Defeitos;
Movimentação nas operações;
Processamento.
Com o modelo produtivo de produção enxuta, se for bem aplicado, a empresa terá bons resultados, diminuindo o tempo de setup e do lead time, diminuindo também os gastos com manutenção, com um baixo estoque e movimentações mínimas.
2.2 Layout
O layout de uma empresa, ou arranjo físico, é o posicionamento dos bens transformadores e de movimentação de uma empresa, tais como: máquinas, equipamentos e as pessoas que atuam na organização. A realização de um bom layout dá-se por meio das caraterísticas e especificações do produto.
Para Neumann e Hamlan (2015), existem quatro tipos principais de layouts, que podem ser combinados conforme as necessidades da empresa. São eles: por produto, posicional; por processo; e celular.
2.2.1 Tipos de Layout
Cada modelo de layout está diretamente ligado ao benefício que ele irá gerar em uma área de atuação.
2.2.1.1 Layout por Produto
O layout por produto também é conhecido como linha de produção ou linha de montagem, é o sistema em que todas as máquinas e processos estão agrupados em sequência, de maneira que a matéria-prima sempre segue o mesmo caminho. Sendo aplicado em produções seriadas e com demanda sempre constante. “Em um layout por produto, as máquinas são organizadas de modo que cada operação necessária para fabricar um produto seja realizada em estações de trabalho dispostas em uma sequência fixa” (Humiston, 2014; Lee et al. 2016).
2.2.1.2 Layout Físico Posicional
Segundo Silva (2017) e Barratt (2018), o tipo mais básico de layout é o físico posicional, em que o produto não pode ser facilmente movimentado, assim sendo os recursos e/ou humanos deslocam-se à volta do mesmo. Este modelo de layout adequa-se em produtos não seriados e com baixa mobilidade.
2.2.1.3 Layout por Processo
Segundo Goyal et al. (2016), no layout por processo as máquinas são agrupadas de acordo com o processo que irão executar, sendo utilizado quando a produção é intermitente, com peças diferentes e em lotes.
2.2.1.4 Layout Celular
Conforme descreve Oh et al. (2017), o layout celular, como o próprio nome já diz, é divido em células de trabalho. Cada célula é dividida, de forma coesa, conforme as etapas do processo de trabalho. O layout celular é muito utilizado por empresa que produzem componentes para computadores, smartphones e eletrônicos em geral, por diminuir significativa a movimentação dos operadores e dos materiais de trabalho, além de aumentar a qualidade dos produtos produzidos.
2.2.1.5 Layout Misto
Quando uma unidade produtiva faz o uso de mais de um modelo arranjo físico, tem-se o layout misto, ou híbrido, e esse modelo é utilizando quando há uma alta variedade de produtos, finalidade ou etapas de produção de cada setor (Liu et al. 2018).
2.3 A Importância do Lubrificante
O atrito pode ser definido como a resistência ao movimento entre duas superfícies, em excesso causa o desgaste das superfícies e limita a vida útil dos equipamentos. Uma das formas de diminuir os impactos negativos do atrito é a utilização de lubrificantes entre as superfícies móveis. Segundo a APETRO (Associação Portuguesa de Empresas Petrolíferas), os lubrificantes são substâncias que criam uma camada protetora entre as superfícies móveis de um equipamento, diminuindo assim o atrito em elas (APETRO, 2017).
Este trabalho é feito em cima de uma pesquisa de Iniciação Científica e Tecnológica, vinculada a uma bolsa PIBITI, por uma aluna da graduação, perfazendo um total de 20 horas semanais entre a empresa e a instituição. As atividades são realizadas em função da indústria, competência da aluna, orientador e universidade.
A elaboração do trabalho deu-se a partir de 04 (quatro) áreas de atuação, pilares, que foram realizados de forma sequencial, Figura 1, que representa o fluxograma das principais atividades.

Figura 1:
Etapas da Parte Experimental Para o Desenvolvimento do Trabalho.
Autores, (2018).
3.1 Análise da Empresa
A primeira etapa foi analisar o cotidiano, para buscar mais conhecimento sobre a empresa e a importância de se ter um bom layout industrial, e posteriormente a coleta de dados, Figura 2.

Figura 2:
Empresa Anaser Industrial Ltda.
Autores (2018)
3.2 Estudo do Layout e Projeto 2D e 3D
A coleta de dados consistiu na medição dos espaços físicos, como: prédio da empresa, delimitando os setores; as máquinas e equipamentos e a disposição física dos mesmos.

Figura 3:
Laboratório de Materiais, Texturas e Modelagem do UNIFATEA.
Autor, (2018)
E para realizar o desenho do layout foram utilizados os seguintes softwares, AutoCAD e Sketch Up. Utilizando-se do laboratório de materiais, texturas e modelagens do UNIFATEA, Figura 3.
Com a utilização do AutoCAD foi possível elaborar todas as plantas (a versão atual do layout e as propostas apresentadas).
A partir do uso do Sketch Up foi realizado todo o projeto em 3 dimensões obtendo uma real visão de como a empresa será impactada com o projeto.
Com a aplicação dos softwares de desenhos consegue-se uma projeção de como as mudanças irão afetar o ambiente de trabalho, o que otimiza a fase de projetos e gera economia à organização.
3.3 Desenvolvimento da Proposta
Em posse das informações elaborou-se a proposta do novo modelo de layout e as melhorias possíveis que trará para a empresas e seus colaboradores.
4 Resultados e Discussão
A empresa em estudo está no mercado desde 1990, situada na cidade de Lorena, São Paulo, fornece óleo lubrificante, fluídos de refrigeração, protetivos (anticorrosivos) e desengraxantes (líquidos em pós) para empresas do estado e de todo o Brasil. Atualmente a empresa conta com 06 colaboradores, entre produção, laboratório de pesquisa e desenvolvimento, vendas e administrativo.
Na elaboração do projeto para o novo layout, no setor produtivo e no estoque, foram considerados alguns pontos, tais como a disposição das máquinas e dos equipamentos, instalações e principalmente o deslocamento dos funcionários e da matéria-prima (Liu, 2018).
Atualmente, a empresa utiliza o layout por produto, entretanto de forma pouco eficiente devido ao longo trajeto que é percorrido.
4.1 Trajeto dos Operadores com a Matéria-Prima
A escolha de um bom layout se dá a partir da necessidade de redução de custos e de tempo para a execução das atividades, resultando no aumento da produtividade.
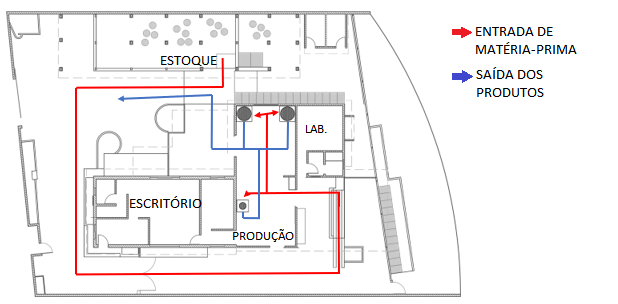
Figura 4:
Layout Atual da Empresa Anaser Industrial Ltda.
Autores (2018).
No modelo de layout atual, Figura 4, os operadores têm que realizar um longo percurso, do estoque de matéria-prima, contornando todo o prédio da empresa até o setor produtivo, para abastecer as máquinas, destacando as rotas de entrada de matéria-prima em vermelho e a saída dos produtos na cor azul.
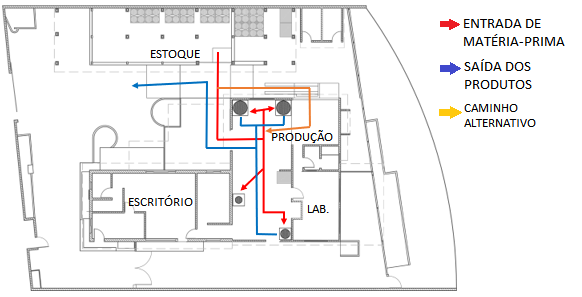
Figura 5:
Projeto de Novo Layout da Empresa Anaser Industrial Ltda.
Autores (2018).
O tempo gasto entre o estoque e o setor produtivo pode ser economizado com uma mudança no trajeto, Figura 5. Com a alteração no percurso é possível otimizar o tempo de fabricação, diminuir os esforços dos funcionários, gerando um maior retorno à empresa. Destacando as rotas de entrada de matéria-prima em vermelho, como a principal opção para a utilização de bombas e em laranja como uma alternativa para o caso de a bomba apresentar algum defeito e a produção não pode parar e a saída dos produtos na cor azul.
4.2 Tempo de Movimentação
Para que possamos analisar melhor o tempo gasto pela a atual produção, Figura 4, e o que será gasto pela proposta, Figura 5, que tem como objetivo otimizar o tempo de produção para que o rendimento diário seja maior e para diminuir os esforços dos colaboradores que fazem um trabalho braçal em algumas etapas, podendo assim a longo prazo acarretar em alguma lesão.
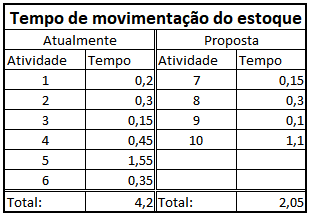
Quadro 1:
Tempo de Movimentação do Estoque até o Misturador.
Autores (2018).
Foi gerada uma tabela com as etapas de produção – atual e da proposta - e o tempo médio gasto em cada uma delas, da retirada da matéria-prima do estoque até chegar no misturador, essa medição foi realizada com o auxílio de um cronômetro digital, Quadro 1.
Descrição da atividade:
1 - Colocar o tambor na paleteira;
2 - Do estoque até a empilhadeira;
3 - Transferência da paleteira para a empilhadeira;
4 - Percurso da empilhadeira até a rampa;
5 - Transferência da matéria-prima para um recipiente de 50 litros;
6 - Transporte até o misturador e colocar nele;
7 - Colocar o tambor na paleteira;
8 - Do estoque até o misturador;
9 - Retirar o tambor na paleteira;
10 - Encaixe da bomba.
O resultado obtido foi de 4,2 min. para a atual produção e de 2,05 min. para a proposta de produção, sendo assim uma redução de 2,15 min. ou 51,19% do tempo.
4.3 Projeto do Estoque
O estoque bem organizado e funcional auxiliam no planejamento e sucesso de qualquer empresa por proporcionar uma visão melhor da demanda do produtos e ajuda na contabilização de tudo o que entra e sai.

Figura 6:
Estoque de Tambores e Matérias-Primas da Empresa Anaser Industrial.
Autores (2018)
O novo projeto de layout, Figura 7, o estoque está diretamente ligado a retirada de duas áreas que são utilizadas para guardar os tambores vazios, mantendo eles apenas em uma área sendo organizada para que caibam todos (em vermelho). Propondo assim manter o atual local da matéria-prima líquida, mas organiza-lo de maneira que caibam mais tambores (em preto), o armazenamento do pó passa para uma prateleira perto do misturador (em azul).
Com base nas observações feitas no local de estudo e com os dados levantados, observa-se que existem etapas de produção que podem ser melhoradas, para isso foi desenvolvida uma proposta que tem como o intuito minimizar ou até mesmo resolver essas falhas e de acordo com o resultado do, Quadro 1, com a implantação da proposta que foi desenvolvida para a Anaser Industrial, haverá uma redução de tempo por etapa de quase pela metade, isso resultará em mais produções diárias e mais lucro financeiro à indústria.
4.4 Projeto do Setor Administrativo
A imagem que a empresa passa influência o seu público, quanto mais aconchegante, organizado e iluminado for o ambiente, melhor será visto pelo seu potencial cliente e ajuda na qualidade de vida, comunicação e aumento da produtividade dos colaboradores.
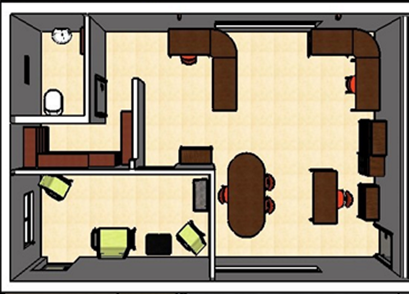
Figura 8:
Escritório Atualmente da Empresa Anaser Industrial Ltda.
Autores (2018)
O setor administrativo atual da empresa apresenta um problema de circulação por conta do uso inadequado do espaço, fazendo com que haja obstáculos no caminho dos funcionários e visitantes, Figura 8.

Figura 9:
Proposta do Escritório da Empresa Anaser Industrial Ltda.
Autores (2018)
A proposta para o escritório: a mesa de reuniões foi realocada para o hall de entrada, criando um ambiente apenas para reuniões, no setor administrativo foi proposto uma entrada independente, para que se tenha um melhor aproveitamento da área, melhorando o espaço de circulação e os postos de trabalho, Figura 9.
5. Considerações Finais
Visando estabelecer o fluxo mais racional possível, tanto de materiais quanto das operações de trabalho, o projeto de arranjo físico deve ser iniciado com a análise do sistema de produção da empresa. Posto isso, observa-se que o objetivo do presente artigo não foi alcançado devido aos custos dele que ainda não podem ser bancados.
Após o levantamento das atividades desenvolvidas, conclui-se que houve redução do tempo de movimentação de 51,19%, melhorias do processo de fabricação no abastecimento do misturador e alterações no layout que evidenciou aproximação na relação maquina-homem. Notou-se com a implantação do novo modelo de layout que caracterizou uma adequação no fluxo produtivo, ganhos na produção diária gerando diminuição no desperdício para a indústria e contribuindo com a qualidade de vida e nos postos de trabalho.
Movimentar as máquinas, neste modelo de layout, é complicado, então seria interessante montar um modelo com miniaturas das mesmas, simulando o novo posicionamento. Isso diminuiria o erro e proporcionaria uma pré-visualização do layout durante a consolidação da solução escolhida.
Agradecimentos
Os autores agradecem ao CNPq pela concessão da bolsa PIBITI e à empresa Anaser Industrial Ltda.
Referências
APETRO. (2017). Lubrificantes. Disponível em: http://www.apetro.pt/documentos/inf_lubrificantes.pdf. Acesso em: 14/11/ 2017.
Barbosa, L. & Oiko, O. (2018). Criação de um layout otimizado para o novo almoxarifado de uma fábrica de produtos odontológicos. Trabalhos de Conclusão de Curso do Departamento de Engenharia de Produção – DEP da Universidade Estadual de Maringa - UEM, Maringá. Paraná. 13(1). Disponível em: <http://www.dep.uem.br/gdct/index.php/dep_tcc/article/view/380>;.
Barratt, M.; Kull, T. J.; Sodero, A. C. (2018). Inventory record inaccuracy dynamics and the role of employees within multi-channel distribution center inventory systems, Journal of Operations Management, https://doi.org/10.1016/j.jom.2018.09.003
Davenport, T.H. (1998). Putting the Enterprise into the Enterprise System. In: Harvard Business Review, p.:121–131.
Domingos, M. F. & Gonçalves, H. (2017) Estudo de caso: a importância dos arranjos físicos/layouts na empresa “Mata Fome Lanches”. Semana Acadêmica UniFatecie, [S.l.], 6(1):20. ISSN 2526-6659. Disponível em: <http://fatecie.edu.br/revistacientifica/index.php/SEMANAACADEMICA/article/view/38>;.
Filho, M. P. (2007). Gestão da Produção Industrial. Editora Ibpex; Curitiba.
Ghamami, M. & Zockaie, A. (2016). A general corridor model for designing plug-in electric vehicle charging infrastructure to support intercity travel, Transportation Research Part C: Emerging Technologies, Volume 68, Pages 389-402, https://doi.org/10.1016/j.trc.2016.04.016
Goyal, S.; Hardgrave, B. C.; Aloysius, J. A. & DeHoratius, N. (2016). "The effectiveness of RFID in backroom and sales floor inventory management", The International Journal of Logistics Management, Vol. 27 Issue: 3, pp.795-815, https://doi.org/10.1108/IJLM-03-2015-0051
Hamlan, Noha Mohammedali. (2015). "The Relationship Between Inter-Professional Collaboration, Job Satisfaction, and Patient Safety Climate for Nurses in a Tertiary-Level Acute Care Hospital". Electronic Thesis and Dissertation Repository. 3196. https://ir.lib.uwo.ca/etd/3196
Hicks, D.A. (1997). The Managers Guide to Supply Chain and Logistics Problem-Solving tools and Techniques, Part II: Tools, Companies and Industries. IIE Solutions 29, 10, pp. 1–18.
Humiston, G.. (2014). "Offender Reentry: A Mixed Model Study of Interorganizational Commitment to Partnership". Electronic Theses and Dissertations. 4776. https://stars.library.ucf.edu/etd/4776
Ivanqui, I. L. (1997). Um modelo para a solução do problema de arranjo físico de instalações interligadas por corredores. 131f. Tese (Doutorado em Engenharia de Produção) – Universidade Federal de Santa Catarina (UFSC). Florianópolis. Disponível em: HTTPS://repositorio.ufsc.br/xmlui/handle/123456789/77147.
Jacobs, F. R. & Chase, R. B. (2009). Administração da Produção e Operações: O Essencial, Bookman.
Jones, G. R. & George, J. M. (2012). Fundamentos da Administração Contemporânea 4° ed. (AMGH Editora Ltda.).
Júnior, Eudes Luiz Costa. (2012). Gestão do Processo Produtivo. Ibpex. São Paulo.
Lao, G. & Wang, L. (2005). Application of e-commerce security management strategy in banking, ICEC '05 Proceedings of the 7th international conference on Electronic commerce Pages 627-632, doi>10.1145/1089551.1089664
Laugeni, F. P. & Martins, P. G. (2006). Administração da Produção, 2ª ed. São Paulo: Saraiva.
Lee, K. H.; Lyu, E. Y. & Lyu, E. S. (2016). A Study on Influential Factors of Intra-organizational Collaboration Using PLS-Structural Equation Model: Focused on Employees in National Emergency, Korean Public Personnel Administration Review.
Liu, M.; Xu, P. & Yan, C. (2018). Parametric Studies of Mechanical Power Loss for Helical Gear Pair Using a Thermal Elastohydrodynamic Lubrication Model, J. Tribol 141(1), 011502 (14 pages) Paper No: TRIB-18-1024; doi: 10.1115/1.4040723
Ma, L.; Tsui, A. S. (2015). Traditional Chinese philosophies and contemporary leadership, The Leadership Quarterly, Volume 26, Issue 1, Pages 13-24, https://doi.org/10.1016/j.leaqua.2014.11.008
Neumann, C. & Scalice, R. K. (2015). Projeto de Fábrica de Layout; CAMPUS; 1° ed.
Oh, J. K.; Behmer, S. T.; Marquess, R.; Yegin, C.; Scholar, E. A. & Akbulut, M. (2017). Structural, tribological, and mechanical properties of the hind leg joint of a jumping insect: Using katydids to inform bioinspired lubrication systems, Acta Biomaterialia, Volume 62, 15, Pages 284-292, https://doi.org/10.1016/j.actbio.2017.08.013
SENAI (1997). Lubrificação – Mecânica; SENAI, Espirito Santo.
Silva, M. L. V. (2017). A importância do layout dentro das indústrias para o aumento da produtividade. Disponível em: http://www.techoje.com.br/site/techoje/categoria/detalhe_artigo/1661. Acesso em: 12/11/2017
Sturm, J. (1998). Global Production-Network in the Semiconductor Industry. In: Proceedings 3. Stuttgarter PPS-Seminar, 18. Stuttgart, Germany, pp.109–121, Fraunhofer IRB.
Willey, H. (1991). Integrating Architectural Science Understanding into the Architectural Design Process, Architectural Science Review, 34:3, 109-114, DOI: 10.1080/00038628.1991.9697301
Wortmann, J.C. (1998). Evolution of ERP-Systems. In: Bititci, U. & Carrie A. (Ed.): Strategic Management of the Manufacturing Value-Chain. Proceedings IFIP Conerence, 26–28, Troon, Scotland, UK, pp.11–23. Kluwer Academic Publishers.
Yang, G.; Zhang, G. & Wang, H. (2015). Current state of sludge production, management, treatment and disposal in China, Water Research, Volume 78, Pages 60-73, https://doi.org/10.1016/j.watres.2015.04.002
Zhou, X.; Xu, Z.; Yao, L.; Tu, Y.; Lev, B. & Pedrycz, W. (2018). A novel Data Envelopment Analysis model for evaluating industrial production and environmental management system. Journal of Cleaner Production, Volume 170, Pages 773-788, https://doi.org/10.1016/j.jclepro.2017.09.160
Porcentagem de contribuição de cada autor no manuscrito
Vânia da Silva Gonçalves – 40%
Ivonaldo Justino Gonçalves – 15%
Marcos Antônio Bessa – 15%
Rosinei Batista Ribeiro – 15%
José Wilson de Jesus Silva – 15%