Aplicação de uma metodologia de análise de falhas em uma indústria de polietileno de baixa densidade
Application of a fault analysis methodology in a low density polyethylene industry
Aplicación de una metodología de análisis de fallos en una industria de polietileno de baja densidad
 Emanuel Jimmyson Maia Rabelo jimmyson.kurt@yahoo.com.br
Ananias Freire da Silva ananiasfreire21@gmail.com
Emanuel Jimmyson Maia Rabelo jimmyson.kurt@yahoo.com.br
Ananias Freire da Silva ananiasfreire21@gmail.com
Aplicação de uma metodologia de análise de falhas em uma indústria de polietileno de baixa densidade
Research, Society and Development, vol. 8, núm. 11, pp. 01-36, 2019
Universidade Federal de Itajubá

Este trabalho está sob uma Licença Internacional Creative Commons Atribuição 4.0.
Recepção: 04 Agosto 2019
Revised: 06 Agosto 2019
Aprovação: 21 Agosto 2019
Publicado: 26 Agosto 2019
Resumo: Ultimamente as indústrias estão passando por grandes desafios em busca de conquistarem seus lugares no mercado e conseguir mantê-los, saber utilizar de suas falhas para melhorar é algo que gera uma grande vantagem e pode ser usado como um diferencial, os setores de manutenção e produção devem estar alinhados para reduzir o número de ocorrências reincidentes. O presente trabalho apresenta um estudo de campo com o objetivo de implantar uma metodologia de análise de falhas em uma indústria de polietileno de baixa densidade, reduzindo assim o impacto negativo causado pela manutenção. A pesquisa é do tipo exploratória, de caráter quanti-qualitativo. Foi realizado um estudo de caso sobre abordando a utilização de ferramentas de análise e solução de problemas, um exemplo de como são aplicadas e a estrutura do processo de análise, os resultados a partir da aplicação foram otimista e trouxeram a indústria muitas oportunidades de melhoria em seus planos de manutenção, ressaltando assim a importante de manter registros das ocorrência e captar as informações de falhas para serem geradas melhorias a partir de sua análise. Nos meses posteriores a implantação da metodologia os resultados na redução de tempo manutenção no período de julho a outubro foram perceptíveis, saindo de 51,07% para 55,15%, índice de melhoria de OEE em 4,05, com uma tendência de que a cada nova análise surgem oportunidades de melhorar os processos e evitar a perda de OEE.
Palavras-chave: Falha, Análise, Melhoria.
Abstract: Lately industries are facing major challenges in seeking to gain their place in the market and be able to maintain them, knowing how to use their failures to improve is a great advantage and can be used as a differential, the maintenance and production sectors. should be aligned to reduce the number of repeat occurrences. The present work presents a field study aiming to implement a failure analysis methodology in a low density polyethylene industry, thus reducing the negative impact caused by maintenance. The research is exploratory, quantitative and qualitative. A case study was conducted on addressing the use of analysis and problem solving tools, an example of how they are applied and the structure of the analysis process, the results from the application were optimistic and brought many opportunities for improvement in the industry. maintenance plans, thus emphasizing the importance of keeping records of occurrences and capturing fault information to generate improvements from their analysis. In the months following the implementation of the methodology, the results in the reduction of maintenance time in the period from July to October were noticeable, going from 51.07% to 55.15%, OEE improvement rate of 4.05, with a tendency that With each new analysis there are opportunities to improve processes and prevent the loss of OEE.
Keywords: Failure, Analysis, Improvement.
Resumen: Últimamente las industrias se enfrentan a grandes desafíos al tratar de ganar su lugar en el mercado y poder mantenerlas, saber cómo usar sus fallas para mejorar es una gran ventaja y puede usarse como un diferencial, los sectores de mantenimiento y producción. debe alinearse para reducir el número de repeticiones. El presente trabajo presenta un estudio de campo con el objetivo de implementar una metodología de análisis de fallas en una industria de polietileno de baja densidad, reduciendo así el impacto negativo causado por el mantenimiento. La investigación es exploratoria, cuantitativa y cualitativa. Se realizó un estudio de caso sobre el uso de herramientas de análisis y resolución de problemas, un ejemplo de cómo se aplican y la estructura del proceso de análisis, los resultados de la aplicación fueron optimistas y brindaron muchas oportunidades de mejora en la industria. planes de mantenimiento, enfatizando así la importancia de mantener registros de sucesos y capturar información de fallas para generar mejoras a partir de su análisis. En los meses posteriores a la implementación de la metodología, los resultados en la reducción del tiempo de mantenimiento en el período de julio a octubre fueron notables, pasando de 51.07% a 55.15%, tasa de mejora de OEE de 4.05, con una tendencia que Con cada nuevo análisis hay oportunidades para mejorar los procesos y evitar la pérdida de OEE.
Palabras clave: fracaso, análisis, mejora.
1. Introdução
Atualmente com a grande competitividade de mercado as indústrias devem estar em constantes modificações em busca de melhorias e é necessário quebrar antigos paradigmas para que consiga se manter atuante dentro deste ambiente, aprender com os erros e falhas é precioso, pois, evitar o retorno desta reincidência traz benefícios, a manutenção tem um papel fundamental em impossibilitar estas recorrências, uma forma de realizar isto é quebrando o paradigma de que a manutenção e a produção devem trabalhar separadas, pois, segundo Pinto & Xavier (2012) o trabalho em equipe para toda a indústria é primordial principalmente dentro da manutenção.
A análise de causa raiz é uma metodologia utilizada para evitar a reincidência de falhas já ocorridas e uma ótima forma de garantir a solução de problemas, utilizando de diversas ferramentas é possível identificar a causa principal do problema e gerar ações para evitar a sua recorrência, muitas vezes dentro destes processos são os efeitos que são tratados ao invés da causa raiz, assim é necessário garantir que de forma estruturada as ferramentas sejam aplicadas para que se obtenha a visibilidade da causa fundamental do problema.
Ao se completar o ciclo de análise, garante-se que a quebra não volte a acontecer e é possível assegurar a captação de informações que podem ser utilizadas das mais diferentes formas, desde incluir um componente no almoxarifado como peça critica a criar possibilidades de aumentar a capacidade de produção dos equipamentos.
Assim o objetivo deste trabalho é implantar uma metodologia estruturada de análise de falhas que possibilite utilizar de métodos e ferramentas com eficiência já comprovadas, chegando à causa raiz dos problemas e captar informações para futuras tomadas de decisões, modificações e melhorias dos planos de manutenção preventiva.
A empresa na qual o trabalho foi realizado trabalha com a confecção de itens derivados do polietileno de baixa densidade como mantas, redes de proteção anti-impacto e boias de piscina. Os equipamentos utilizados na produção sofrem com grandes problemas de recorrência de quebras e falhas, o que gera transtornos ainda maiores por trabalhar com altas temperaturas e por motivos de segurança seus equipamentos necessitam de um tempo de resfriamentos após uma parada para que voltem ao funcionamento em velocidade nominal.
Após a realização do estudo foram obtidos resultados que possibilitam um melhor desempenho dos setores de produção e manutenção, trazendo benefícios tangíveis e intangíveis a indústria, o que ainda gera oportunidades de melhoria de outros setores e processos da indústria, criando uma melhor participação na competição por uma fatia do mercado.
A conclusão principal é que realizada de forma correta está é uma metodologia que pode mudar todo um ambiente de trabalho e trazer um grande retorno financeiro para a indústria com pouco investimento de capital, onde o principal foco é o desenvolvimento de uma forma de análise de causa raiz e das pessoas responsáveis por empreender esta metodologia, de forma a garantir a captação de informações e utilização de forma estratégica.
Segundo Pinto & Xavier (2012), as empresas contemporâneas estão cada vez mais conscientes de que as falhas afetam diretamente a eficiência da sua gestão. Falha para Xenos (2004) é a ocorrência em que uma peça, componente ou máquina perde a sua capacidade de realizar o que foi programado de maneira parcial ou integral durante um determinado período de tempo. Assim para Pinto & Xavier (2012), tais falhas estão diretamente ligadas a produtividade, que é a razão entre faturamento e custo, onde o custo é impactado pela disponibilidade e confiabilidade dos equipamentos.
Desta forma, a empresa, objeto de estudo deste trabalho, produtora de mantas de isolamento térmico, redes de proteção anti-impacto e boias de piscina, realiza o processo de extrusão de polietileno de baixa densidade (PEBD), que segundo Ferreira (2012) é um processo em que o polímero fundido é forçado através de uma abertura (matriz) que possui aproximadamente a forma do produto desejado. Sendo este processo realizado em níveis de temperatura controlados para o beneficiamento de seus insumos, e sempre que há uma parada não programada perde-se muito tempo para estabilizar o processo, gerando um impacto negativo direto na eficiência da produção. Com isso, é possível notar que as falhas que estas paradas geram são muitas vezes situacionais e recorrentes por conta de não ter as causas destes gargalos investigados. Diante desta situação, o problema de pesquisa deste estudo se resume no seguinte questionamento: é possível que ao tratar as falhas de forma estruturada com uma metodologia de análise de causa raiz obtenha-se uma redução significativa das paradas na produção?
Para Slack, Chambers & Johnston (2002), o setor produtivo deve sempre está em constante modificação, pois, o ambiente o qual as empresas fazem seus negócios são extremamente turbulentos, e ficar estagnado não é uma opção para uma empresa que deseja se manter no mercado. Assim, segundo Xenos (2004) o que traz constantes problemas para a produtividade são as falhas, principalmente as que ocorrem em momentos impróprios quando a produção não pode parar, mesmo as menores falhas são consideradas acontecimentos indesejáveis e devem ser tratadas de maneira correta para evitar a sua recorrência.
Com isso, a importância em pesquisar o referido tema se dá pela necessidade de estudar a prevenção quanto ao retorno de tais falhas de equipamentos, pois, para as indústrias a quebra destes ciclos de falhas possibilitam um aumento na sua produtividade e por consequência um aumento de competitividade, uma vez que disponibilidade e confiabilidade de equipamentos são vitais para que uma empresa possa continuar sendo atuante no mercado. Desta forma, a relevância deste trabalho no contexto acadêmico se justifica por ser um tema ainda pouco difundido e que pode ser adaptado e replicado em diversas áreas do conhecimento.
2. Metodologia
Manufatura e produtividade
Segundo Martins & Laugeni (2005), a administração da produção é um conjunto de atividades exercidas com a finalidade de se produzir algo, e desde os primórdios da humanidade é realizada, quando o ser humano utilizava de uma pedra para criar uma faca já estava praticando uma atividade de produção. Assim, segundo Peinaldo & Graelm (2007) estas atividades de produção começaram a criar uma maior ênfase logo na revolução industrial, e após algum tempo, segundo Martins & Laugeni (2005) na década de 1910 com as técnicas de Henry Ford foi criada a primeira linha de montagem o que gerou uma revolução dos métodos de produção existentes e então se iniciar uma grande busca por produtividade. Assim, segundo Slack, Chambers & Johnton (2002) produtividade é a razão entre o que é produzido por uma operação e o que é necessário para essa produção, e é então quando solicitada maior produtividade que a manutenção começa a ter que desempenhar ainda mais o seu papel e não somente realizar o reparo da máquina, mas evitar que ela quebre, pois, segundo Xenos (2004) por conta do volume de produção e das exigências por maior qualidade até mesmo as pequenas paradas podem influenciar na produtividade e gerar prejuízos enormes. Desta forma, para Machline et al (1971), a produtividade depende diretamente não somente da qualidade das instalações, mas também da eficiência dos serviços de manutenção.
É importante observar o quanto a manutenção mudou no decorrer dos anos para se adaptar aos novos modelos e exigências da produção em busca de maior produtividade.
Definição e Histórico da Manutenção
Segundo Xenos (2004) uma das definições de manutenção pode ser descrita como a combinação de ações técnicas e administrativas, incluindo as supervisões, destinadas a manter ou recolocar um item em um estado no qual possa desempenhar uma função requerida. Para Filho (2008), são as ações que devem preservar o estado de um equipamento ou sistema em um modo no qual ele deva cumprir sua função requerida. Viana (2002) refere-se a presença cada vez mais constante de equipamentos sofisticados e com grande capacidade produtiva fazem com que as necessidades por disponibilidade sejam elevadas e com isto os custos também sofram um aumento exponencial, então não é só necessário que as indústrias tenham os instrumentos corretos, mas também que seja eficiente em utiliza-los e quando falamos de eficiência na utilização de instrumentos a manutenção tem total impacto nisto.
Para exercer papel estratégico, a manutenção precisa estar voltada para os resultados empresariais da organização. É preciso, sobretudo deixar de ser apenas eficiente para se tornar eficaz; ou seja, não basta, apenas, reparar o equipamento ou instalação tão rápido o quanto possível, mas é preciso, principalmente, manter a função do equipamento disponível para a operação, reduzindo a probabilidade de uma parada de produção não planejada (Pinto & Xavier, 2012, p.13).
Ainda que abalizada nas transformações que as industriais sofreram ao longo dos anos a manutenção teve que se adaptar a cada uma delas para que deixasse de ser um centro de custo e passasse a ser um centro de benefícios.
Fases da Manutenção
Segundo Pinto & Xavier (2012) nos últimos anos dentro do setor do setor industrial a atividade que mais se transformou é a atividade de manutenção e por conta disto pode ser descrita em quatro gerações.
De acordo Moubray (1997), a primeira fase da manutenção ocorre logo antes da segunda guerra mundial e por conta das industrias serem pouco mecanizadas os gerentes industriais não tinham muito interesse por prevenir a quebra e se restringiam a somente limpeza, reparo e lubrificação. Para Pinto & Xavier (2012) a primeira geração a manutenção era fundamentalmente corretiva por conta de as indústrias serem bem menos automatizadas, a principal característica que um mantenedor deveria ter era a de realizar o reparo necessário o quanto antes.
Ainda, para os mesmos autores, a segunda geração tem início após a segunda guerra mundial onde o mercado começou a sofrer um grande aporte de máquinas e com a pressão deixada após a guerra a demanda por produtor teve um grande aumento o que fez com que as indústrias tivessem a necessidade de produzir mais daí tivemos o início da busca por confiabilidade e assim surgiu a ideia das manutenções preventivas. Para Moubray (1997) uma outra consequência da guerra foi um grande aumento dos custos de manutenção comparados aos custos de operação o que levou a preocupações com a vida útil dos equipamentos, que por sua vez fez surgir a necessidade de pessoas mais capacitadas para realizarem esta manutenção que é realizada em intervalos preestabelecidos de tempo.
Já na terceira fase Pinto & Xavier (2012) defende que existe uma visão mais focada em confiabilidade pela utilização do sistema just-in-time que estimulou a redução de estoques de produção o que influenciou no aumentou na quantidade de manutenções para garantir a confiabilidade e disponibilidade dos equipamentos, nesta época estes dois índices já eram tomados como peças chaves, o aumento da preocupação com segurança e meio ambiente também contribuiu para que estes conceitos de manutenção fossem reforçados. Segundo Moubray (1997), o que também influenciou este período foi a preocupação de como as falhas atingiam a qualidade dos produtos, pois modificavam os as variáveis como, temperatura, dosagem, pressão e quantidade.
A quarta geração trouxe consigo a criação da engenharia de manutenção o que deu surgimento aos indicadores que medem a disponibilidade e confiabilidade, com toda a demanda por manter o maquinário sempre disponível surgiu a metodologia de análise de falhas o que segundo Pinto & Xavier (2012, p. 4) “é uma metodologia consagrada como uma prática capaz de melhorar a performance dos equipamentos e da empresa”. Atualmente estas análises são bem mais complexas e estruturadas e são desenvolvidas para evitar que a falha se repita.
A definição de falha e defeito é algo fundamental para que se possa entendê-las a fim de solucionar suas causas fundamentais.
Defeito e Falha
Defeito, segundo Filho (2008), é a alteração de alguma condição, que tire do equipamento ou sistema a sua função normal, gerando uma redução de velocidade ou pequenas avarias na produção, este não gera uma parada no equipamento.
De acordo com a NBR 5462 – 1994, o defeito é o desvio de uma característica de um item em relação a seus requisitos (Viana, 2002, apud NBR 5462 – 1994). Ainda segundo, Ibid (2002), existe também o defeito crítico, este é, um defeito maior que pode futuramente chegar a ser uma falha ou gerar danos à saúde das pessoas ou materiais ou qualquer dano que seja inaceitável.
Falha, segundo a NBR 5462-1994 é o fim da capacidade de um item continuar a executar sua função requerida. Depois da falha o item tem uma pane (Viana, 2002, apud NBR 5462-1994).
Falha, para Filho (2008), é a definição dada a um equipamento ou sistema que deixa de cumprir com sua função principal, ou seja, que é impedido de cumprir com sua função específica, a falha ocorre quando gera uma parada para realizar algum tipo de intervenção mecânica.
Com a grande variedade de categorias de empresas é normal que a manutenção seja planejada de acordo com as necessidades desta empresa então é necessário conhecer como funciona cada tipo de manutenção.
Tipos de Manutenção
Segundo Moubray (1997), as atividades de manutenção dentro de uma empresa podem ser divididas em dois grupos, proativas que são todas as atividades de manutenção realizadas para prevenir que a quebra ocorra, ou seja são as atividades realizando antes que a quebra chegue a acontecer e o segundo grupo é denominado de atividades reativas, que são intervenções realizadas após uma quebra ou falha e busca reestabelecer as funções normais de funcionamento da máquina. A seguir apresenta-se a Figura 1 que tem por objetivo, estabelecer um relacionamento entre as denominações da manutenção.
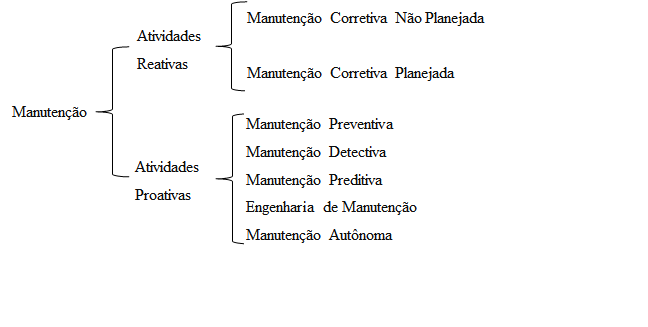
Figura 1 –
Relacionamentos entre as denominações de manutenção
Fonte: Moubray (1997) e (Pinto & Xavier) (2012).
Analisando a figura acima podemos compreender a correlação entre as denominações de manutenção. As proativas apresentam alternativas de soluções bem mais amplas e complexas, sempre visando a prevenção das quebras de máquinas/equipamentos.
Para Pinto & Xavier (2012) pode-se definir os tipos de manutenção em seis grupos que são:
-
- Manutenção Corretiva Não Planejada;
-
- Manutenção Corretiva Planejada;
-
- Manutenção Preventiva;
-
- Manutenção Detectiva;
-
- Manutenção Preditiva;
-
- Engenharia de Manutenção.
Segundo Suzuki (1994) existe outro tipo de manutenção que se tornou indispensável com o aumento das manutenções preventivas, esta manutenção se chama, manutenção autônoma.
Como visto na Figura 1 é possível observar ao encaixe das teorias dos dois autores sobre os tipos de manutenção.
Os tipos de manutenções têm cada um suas características e melhores aplicabilidades como pode ser visto a seguir.
Manutenção Corretiva
Para Hansen (2006), a manutenção corretiva é a estratégia de manutenção que tem por definição atuar logo após a quebra e que segundo Pinto & Xavier (2012) é a manutenção realizada após um defeito ou um desempenho diferente, desta forma temos que ação principal da manutenção corretiva é corrigir ou restaurar o funcionamento do equipamento, este tipo de manutenção pode ser observado por dois comportamentos:
-
— Variação do desempenho do equipamento;
-
— Ocorrência de uma falha ou defeito.
Para Ibid, (2012), a manutenção corretiva pode ser subdividida em manutenção corretiva planejada ou manutenção corretiva não planejada, ou seja, emergencial.
Segundo Viana (2002), a manutenção corretiva planejada é quando a máquina apresenta alguma estabilidade que afete sua performance ou tenha um evidente risco à saúde do trabalhador ou meio ambiente, mas que possa ser programada para ser executada em uma melhor circunstância. Para Hansen (2006) este tipo de manutenção deve ser bem analisado, pois, os riscos devem ser comparados aos riscos da falha total do equipamento com os menores custos para a sua total restauração, sem esquecer que existem impactos no processo mesmo antes que a falha total venha a acontecer.
Segundo Filho (2008), a manutenção que gera a necessidade de intervenção imediata é a manutenção corretiva de emergência, que segundo Pinto & Xavier (2012) a manutenção emergencial é caracterizada por um problema já ocorrido podendo ser uma falha total ou uma redução do desempenho do equipamento, geralmente as manutenções corretivas não planejadas oneram muito os custos variáveis da manutenção.
O uso da estratégia de Manutenção Corretiva, apenas, leva a uma contínua e lenta degradação das máquinas e da instalação onde poderá acontecer a perda de produção, risco à integridade das instalações, risco de degradação do meio ambiente e ainda o que é mais grave, traz risco à vida humana, não só dos empregados, mas também dos clientes e usuários dos produtos (Filho, 2008, p. 6).
Gestão da manutenção que trabalha para mitigar essas paradas programada influi diretamente na qualidade do produto. Uma peça quebrada em uma máquina pode criar um efeito (cascata) em que quebra outro item, que gera outra quebra, isto pode criar dificuldades bastante severos a máquina ou equipamento.
Manutenção Preventiva
Segundo Pinto & Xavier (2012), a manutenção preventiva é a busca incessante de antecipar-se a quebra ou falha utilizando inspeções periódicas. Segundo Viana (2002), a manutenção preventiva é um serviço realizado em uma máquina que não se encontra em falha e que esteja em condições operacionais normais. Aqui é possível verificar que existe uma inversão de políticas com a manutenção corretiva, onde o objetivo principal desta é realizar a manutenção antes que a máquina entre em falha ou perda eficiência, a manutenção preventiva deverá ser utilizada quando a falha do equipamento sugerir um risco grave que pode ser desde uma parada da produção a um risco de vida.
Segundo Xenos (2004) as empresas devem utilizar das atividades de manutenção preventivas como suas principais atividades e faz analogia a manutenção preventiva como o coração das atividades de manutenção. Ainda segundo Xenos (2004), a manutenção preventiva pode ser definida em três partes:
-
— Inspeções periódicas: é a manutenção na qual são controlados os parâmetros das máquinas através da verificação em períodos predeterminados que tem como intuito apontar o momento no qual deverá ser realizado uma determinada intervenção;
-
— Reformas periódicas: busca restaurar os equipamentos que sofrem desgastes pelo tempo ou por qualquer outro agente natural antes que ocorra qualquer defeito ou falha;
-
— Trocas periódicas: é a substituição de um item controlado, este controle pode ser realizado em sua vida útil e pode sofrer alteração de acordo com o que venha a ser modificado na máquina no decorrer do tempo.
Manutenção Preditiva
Segundo Viana (2002) a manutenção preditiva tem o mesmo intuito da manutenção preventiva, mas está, busca através do monitoramento, acompanhamento, medição e controles estatísticos descobrir a hora exata a intervir no equipamento.
De acordo Pinto & Xavier (2012) esta manutenção pode ser definida por uma intervenção que seja realizado quando um parâmetro de desempenho ou condição que esteja sendo acompanhado esteja distante dos necessários no sistema.
Segundo Xenos (2004) o intuito da manutenção preditiva é otimizar a utilização das peças, realizando acompanhamento do equipamento e estendendo o intervalo de troca para o mais longo possível, de modo a tirar o maior proveito, este tipo de manutenção utiliza de ferramentas bem avançadas como: canetas sensitivas a vibração, sensores de vibração online, câmeras termográficas, sensores de umidade e vários outros tipos. Para Pinto & Xavier (2012) a manutenção preditiva é a primeira grande quebra de paradigmas, pois, intensificou a utilização de ferramentas tecnológicas para a obtenção de avaliações confiáveis do sistema ou instalações.
De acordo com a NBR 5462 – 1994 a manutenção preditiva pode ser tratada como a manutenção que garante a qualidade do serviço com base em aplicações sistêmicas de análise (Filho, 2008 Apud NBR 5462 – 1994), apesar disto Hansen (2006) defende que a manutenção preditiva tem como ponto fraco que este tipo de manutenção tem um custo bem elevado o que faz com que muitas das vezes seja substituído pela preventiva ou corretiva.
Manutenção Detectiva
Para Pinto & Xavier (2012), manutenção detectiva é a atuação em sistemas de proteção, comando e controle, objetivando detectar falhas não perceptíveis as pessoas responsáveis de realizar a operação ou manutenção, ainda de acordo os mesmos autores defendem que está cada vez comum computadores realizando a instrumentação e controle dos processos, este tipo de manutenção começou a ser mencionado a partir da década de 90.
Engenharia de Manutenção
Segundo Pinto & Xavier (2012), a engenharia de manutenção se resume em um suporte técnico que está empenhado em consolidar a rotina e implantar melhorias, é aplicação de técnicas modernas e de primeiro mundo para o aumento de confiabilidade, disponibilidade e segurança, melhorar a manutenibilidade, solucionando os problemas tecnológicos e crônicos, melhorando assim a capacitação das pessoas envolvidas no processo. Segundo Viana (2002), a engenharia de manutenção tem a grande responsabilidade de desenvolver técnicos dentro da companhia.
Manutenção autônoma
Para Viana (2002), a manutenção autônoma é a manutenção que vem por parte do operador, assim temos o operador mantenedor, está manutenção vem como base principal do TPM (Manutenção Produtiva Total). A manutenção autônoma para Hansen (2006), é o desenvolvimento das habilidades dos operados para que seja realizada uma transferência de responsabilidades, referentes a alguns cuidados específicos dos equipamentos. De acordo Suzuki (1994) a manutenção autônoma inclui qualquer atividade realizada pelo departamento de produção que tenha a função de manutenção e tenha a intenção de manter a planta operando eficazmente.
Assim, o que todos esses diferentes tipos de manutenção têm em comum é prever ou corrigir as falhas e defeitos que podem ocorrer com o maquinário durante o processo, assim como para Filho (2008) manutenção são ações tomadas com o objetivo de prevenir, detectar ou corrigir falhas ou defeitos, com objetivo de garantir a operacionalidade de um item ou sistema ativo, dentro de todos os padrões de segurança.
Todas essas manutenções têm por finalidade garantir que os equipamentos de uma planta tenham a confiabilidade, disponibilidade e manutenibilidade requerida e quando necessite estejam prontos para funcionar sem apresentar falhas ou quebras.
Confiabilidade, Disponibilidade e Manutenibilidade
Para Pinto & Xavier (2012), as palavras Confiabilidade, Disponibilidade e Manutenibilidade são um resumo do cotidiano da manutenção, pois, estão completamente ligadas a missão da manutenção que é segundo Ibid, (2012) garantir a disponibilidade dos equipamentos e instalações em suas mais perfeitas formas e funções de modo a garantir o atendimento do processo de produção ou serviço com confiabilidade dentro dos modelos definidos de segurança e meio ambiente a um custo adequado.
Confiabilidade
Para Morais & Garcez (2017) a definição para confiabilidade é a probabilidade de um determinado item ou máquina funcionar normalmente em um período de tempo, segundo a NBR 5462 – 1994 é a capacidade de um item de realizar uma função determinada em uma condição especifica e dentro de um intervalo de tempo em sua condição ótima ainda de acordo com a NBR 5462 – 1994 confiabilidade é usada como uma medida de desempenho. Confiabilidade é uma das formas mais utilizadas para analisar os dados de vida útil de um item segundo a revista Reliability HotWire (2001).
Aumento de vida útil do equipamento é o objetivo da manutenção. Ter um equipamento no qual realizará suas atividades, para qual foi desenvolvido, dentro de suas especificações e pelo tempo programado, além de garantir uma produtividade e qualidade dos produtos desenvolvidos no processo no qual está inserido, reduz os custos variáveis de manutenção.
Disponibilidade
Segundo Pallerosi (2007) disponibilidade é a capacidade de um equipamento estar disponível para realizar a sua função por um dado período de tempo, Pinto & Xavier (2012) consideram que a capacidade de um item é exercer sua função em um período de tempo determinado, a disponibilidade e, também é considerada como um indicador chave de desempenho dentro da manutenção.
Manutenibilidade
É a probabilidade de retornar um item de um sistema a sua função ótima em um limite de tempo determinado, quando a manutenção é realizada com as condições prescritas (Pinto & Xavier, 2012, apud Monchy, 1989). Manutenibilidade é a facilidade de um item em volta a sua função normal após ter sofrido uma intervenção pela equipe de manutenção.
Como os itens têm uma vida útil preestabelecida e as empresas continuam sempre mudando é totalmente necessário que os equipamentos permaneçam executando suas funções para que foram construídos, daí surge a necessidade de mudar.
Kaizen
Segundo Campos (2014) é necessário romper com o passado para que uma empresa continue a sobreviver no mercado, então é necessário deixar para trás os modelos antigos de processos, mas isto não é tão fácil, exige muito esforço e requer muita determinação, mas todo este esforço e determinação é recompensado, pois, melhorar os processos podem trazer grandes benefícios.
Para Rovai, Rocco & Franciscato (2015), kaizen é uma filosofia que busca criar soluções para desperdícios tanto no processo produtivo quanto administrativo e deve ter o envolvimento de todos da empresa, do operador a alta gerência.
A palavra kaizen vem do japonês que significa mudar para melhor, o conceito desta palavra se expandiu como uma filosofia e hoje em dia é difundida como melhoria contínua (Martins & Laugeni, 2005).
Uma forma de melhorar é analisar onde estão suas perdas e encontrar as causas raízes para que não retornem a acontecer.
Ferramentas da Qualidade e Análise de Falha
As ferramentas da qualidade contribuem para o melhoramento e manutenção dos processos visando a melhoria contínua. (Gonçalves et al, 2012). Ainda segundo (Goncalves et al, 2012 apud Brassard, 2004) as ferramentas da qualidade têm por objetivo encontrar as causas dos problemas, pois, focar nos sintomas e não na causa é o principal obstáculo que as indústrias têm a superar, por isso é necessário utilizar destas ferramentas de forma estruturada para que se encontre a causa raiz dos problemas através da análise de falhas.
Para Matins & Laugueni (2005) a análise de falhas é uma técnica utilizada para analisas as não conformidades durante o processo. Segundo Baptista (2011) a análise de causa raiz como também é conhecida a análise de falhas, é imprescindível para que a manutenção consiga sair do ciclo de intervenções corretivas e comece a ser mais estratégica.
Os autores Pinto & Xavier (2012) consideram que a análise da causa raiz é uma metodologia que busca evitar a reincidência de uma falha, através da análise das falhas já ocorridas de maneira a descobrir qual foi a causa fundamental e denominar ações para sua correção.
Segundo Baptista (2011) a metodologia que a empresa ABB full Service utiliza é um ótimo exemplo de metodologia de análise de falhas e consiste nas seguintes etapas:
-
Definir o Problema;
-
Verificar a necessidade de realização da análise;
-
Identificar as possíveis causas;
-
Verificar as reais causas;
-
Propor soluções para o problema;
-
Implantar as soluções;
-
Acompanhar os resultados.
É importante que estes passos sejam realizados de forma estruturada e que não haja erro durante esses processos, então é necessário utilizar de ferramentas mais assertivas para a realização destas atividades.
5W2H
Para Peinaldo & Grael (2007) o método 5W e 1H recebeu este nome em função das letras iniciais de algumas perguntas em inglês que ajudam a esclarecer situações, eliminando dúvidas que, de outra forma, podem ser extremamente prejudiciais a qualquer atividade empresarial. Após algum tempo se acrescentou um H para descrever o quanto custa, este método permite que se tenha uma visibilidade maior sobre o acontecido, segundo os Estumano (2015) devem ser realizadas sete perguntas para utilizar a metodologia que são estas como visto na Figura 2.
A metodologia realiza uma abordagem inicial para compreender e definir o problema, logo após deve seja realiza uma análise do problema definido.
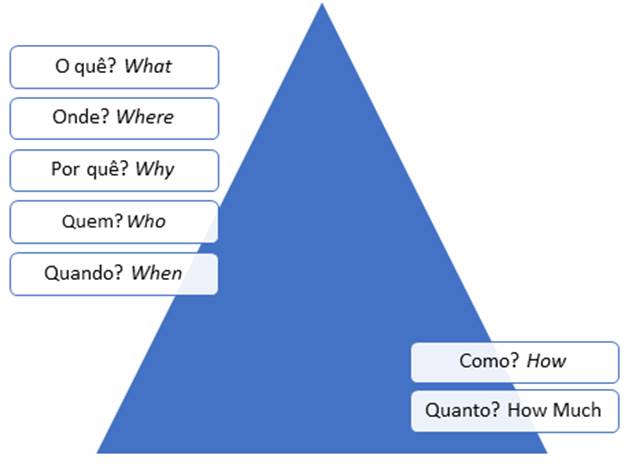
Figura 2 –
5W2H
Fonte: Estumano et al (2015)
Na pirâmide podemos observar que no topo encontra-se o design das ações. A fase do planejamento (5W) é a fase mais relevante para o alcance do objetivo desenhado no projeto.
Ishikawa
O diagrama de Ishikawa ou Espinha de Peixe como é conhecido segundo Campos (2014) é uma metodologia criada para facilitar o reconhecimento entre as causas e efeitos de uma falha, se baseia em colocar as causas e efeito separadamente dentro de um diagrama.
Segundo Estumano (2015) com o diagrama de causa e efeito é possível observar os fatores que levaram a falha separadamente, ou se existe uma interligação, dividindo as possíveis causas em seis M’s como são conhecidos, Mão de Obra, Material, Meio Ambiente, Método, Máquina e Medida como é visível na Figura 3.
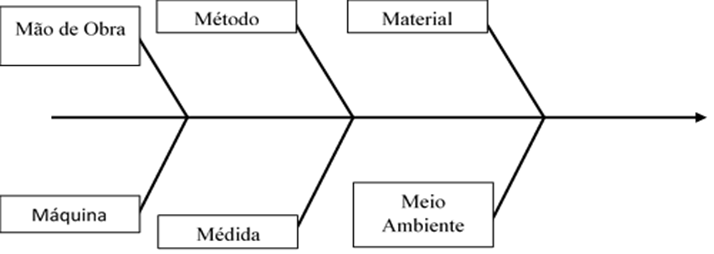
Figura 3 –
Ishikawa
Fonte: Adaptada Campos (2014)
Como podemos observar no layout da ferramenta, uma estrutura semelhante a uma espinha de peixe, nela distribuímos as sub-causas e efeitos, criando ramificações, assim facilitando a análise do problema.
Por quês
Para Slack, Chambers & Johnton (2002) análise de “5 Por quês” é uma técnica simples de ser aplicada e bastante eficaz, pois, com simples perguntas é possível descobrir a causa de algum problema, a pergunta é “Porquê aconteceu o problema?” e se cria uma certa repetição, até chegar a causa fundamental, apesar de seu nome ser “5 Por quês” não existe um número correto de vezes que a pergunta necessita ser executada, pode ser realizada a pergunta mais ou menos que cinco vezes, desde que se chegue a causa fundamental do problema.
Para Pinto & Xavier (2012) a metodologia dos “5 Por quês” é um exercício de investigação bastante rigoroso, mas de fácil aplicação, e que após a análise é importante que seja gerado um plano de ação que busque evitar que o problema volte a acontecer.
Brainstorm
Segundo Martins & Laugueni (2005), brainstorm é uma ferramenta que busca gerar ideias, para Peinaldo e Grael (2007) esta técnica busca conseguir o máximo de ideias em um determinado tempo, e consistem em juntar um grupo de pessoas, que devem apresentar toda e qualquer ideia que lhes venham a cabeça, por mais diferente ou absurda que seja não deve ser criticada, é necessário tomar nota com as mesmas palavras ditas pelo componente da equipe, logo após todos os participantes terem esgotados suas ideias, é gerado um modelo de verificação e as que passarem alimentam o diagrama de Ishikawa.
Diagrama de Pareto
Pareto constatou que 80% dos problemas de uma organização geralmente resulta de 20% das causas. O diagrama de Pareto é um gráfico em forma de barras que ordena os dados por frequência de ocorrência, onde a curva tem como objetivo a identificação dos problemas que primeiro devem ser tratados (Martinelli, 2009).
O Diagrama de Pareto é elaborado com base em uma fonte de coleta de dados que permitirá dirigir a atenção e esforços para os problemas importantes.
Ciclo PDCA
O ciclo PDCA vem do inglês Plan (planejar), Do (fazer), Check (verificar) Act (agir), este é um modelo de melhoria contínua que é referência pela simplicidade de seus quatro passos (Martinelli, 2009).
O PDCA é uma metodologia bastante usada justamente pela ideia de que as atividades de melhoramento ocorram em ciclos, que envolvem o planejamento e execução com inovações, como também as etapas que nos mostra os benefícios obtidos ou reavaliação de mudanças que não trouxeram os resultados esperados. (Peinado & Graeml, 2007).
O método proporciona o planejamento, controle e melhoria do que se quer desenvolver, por políticas, metas e objetivos que se deseja alcançar (Vasconcelos et al, 2009).
Para um processo que almeja melhoria contínua, deve-se questionar e requestionar todas as análises e tarefas executadas em uma operação. O PDCA como metodologia utiliza isso em seu sentido mais intrínseco.
Eficiência Global dos Equipamentos (OEE)
Segundo Hansen (2006) a eficiência global dos equipamentos “OEE” começou a ser medida próximo ao final dos anos 80 e se tornou bastante importante, pois, estava surgindo em paralelo o benchmarking em manutenção por conta das inclusões da manutenção produtiva total “TPM” nas plantas dos estados unidos.
Segundo Souza & Cartaxo (2016) o OEE utiliza através do equilíbrio de qualidade, performance e produção criar um indicador que analise a eficiência dos equipamentos e ainda é uma importante ferramenta na obtenção de lucros. Andrade & Scherer (2009) também faz menção da importância do indicador para o acompanhamento da eficiência da produção, segunda ainda ao mesmo autor o indicador se torna ainda mais preciso por facilitar a visão dando eficiência como o produto de três indicadores, que se subdividem como podemos ver na Figura 4.
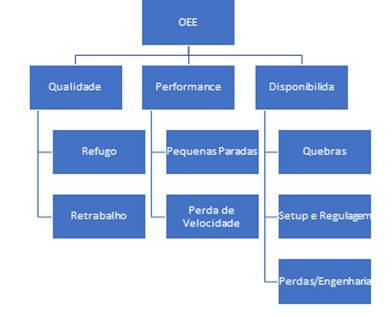
Figura 4 -
Índices de Eficiência
Fonte: Adaptação de Andrade e Scherer (2009).
Analisando o índice acima podemos observar que a eficiência se sustenta em vários outros indicadores, não somente de produção, mas de qualidade, performance e manutenção, o último também chamado de disponibilidade do equipamento.
Segundo Hansen (2006) o cálculo de OEE é realizado da seguinte forma: OEE = Disponibilidade versus Eficiência de Performance versus Taxa de Qualidade
Ainda para o mesmo autor, quando uma empresa tem uma taxa de OEE de 50% isso quer dizer que a mesma só faz uso de metade de sua capacidade e que ao aprender a utilizar esta outra metade que lhe falta, consegue uma redução enorme de seus custos dentre vários outros benefícios.
Empresa Estudo de Caso
A empresa objeto deste estudo está situada no interior do Ceará, atua no ramo químico e produz vários itens utilizando a espuma de polietileno de baixa densidade. Assim, tem o objetivo de disponibilizar produtos da mais alta qualidade por um preço baixo em busca de conquistar ainda mais seus clientes.
Desta forma, por utilizar de temperatura é mais viável economicamente atuar em um regime que garanta o máximo de tempo de produção consecutivo, sem paradas de máquina já que o start da máquina dura em média duas horas. Assim, o regime de produção da empresa é em três turnos de segunda a sábado produzindo 24 horas por dia, com cinco linhas de produções que atuam simultaneamente, com um operador e dois auxiliares para cada linha, um líder de produção a cada turno e um coordenador.
O processo de produção inicia, quando o setor de planejamento cria as ordens de produção de acordo com os históricos de eficiência dos últimos seis meses de cada linha e com as demandas solicitadas pelo setor de venda, as ordens devem ser todas cumpridas durante a semana vigente de sua abertura no sistema.
As linhas são iniciadas durante a madrugada do primeiro dia de produção da semana e somente desligadas ao final da semana quando a produção é encerrada.
Manutenção na Empresa
A manutenção da empresa segue com uma equipe de sete pessoas, três mecânicos e três eletricistas coordenados por um supervisor de manutenção, que é responsável por gerenciar os planos de manutenção e alinhar com o setor de compras as necessidades de peças.
A manutenção na empresa se resume a um plano de manutenção que segue entre corretivo na sua maioria e preventivo, a parte preventiva vem das sugestões retiradas dos manuais dos equipamentos e segue desta forma desde sua aquisição até o presente momento, mesmo o maquinário tendo sofrido várias modificações durante o passar dos tempos os planos de manutenções não foram modificados, as quebras ocorrem a todo momento e muitas delas têm uma grande repetitividade.
O fluxo de tratativas de manutenção corretiva acontece da seguinte forma, quando é gerada uma quebra, é solicitada a intervenção da manutenção mecânica ou elétrica, após a correção do problema o operador toma nota na sua ficha de passagem de turno sobre a quebra e o tempo, quando necessária substituição de peça e a mesma não faz parte ou não há no estoque, gera-se uma requisição de compra, que pode levar horas ou dias a depender da peça, no fechamento do mês é somado a quantidade de tempo de parada, mas somente o número em horas, perde-se todos os dados sobre o tipo de quebra e a sua recorrência.
A manutenção preventiva é realizada com base nos manuais dos equipamentos onde existem sugestões de como devem ser realizadas e qual a periodicidade destas manutenções, no total existem para esses equipamentos 32 tipos de manutenções preventivas mecânicas e 21 manutenções preventivas elétricas cadastradas no sistema, as manutenções preventivas são responsáveis por garanti a confiabilidade de 76 itens diferentes, 45 componentes mecânicos e 31 elétricos.
Indicador de eficiência
O indicador chaves de negócio, OEE (Eficiência Global dos Equipamentos) é utilizado como base para que seja medida a eficiência das linhas e são informadas paradas dentro de cinco aspectos, que compõe o indicador, estes aspectos são as perdas que o indicador sofre, na Figura 6 é possível observar a grande variação que este indicador sofre de janeiro de 2017 a junho de 2017, esta variação compromete todo o resultado da fábrica.
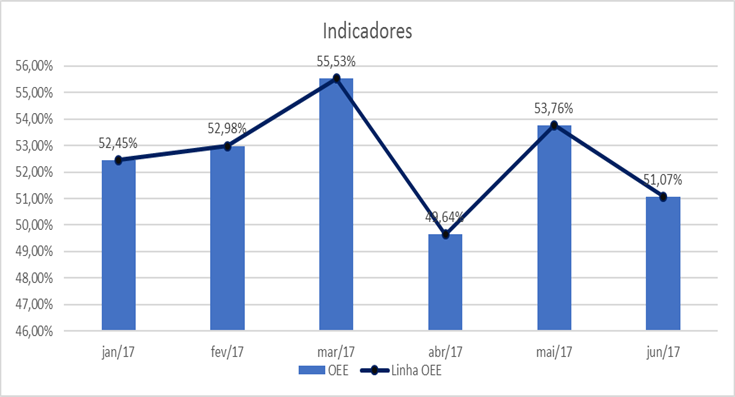
Figura 6 -
OEE de janeiro a junho de 2017
Fonte: Dados internos
No gráfico da Figura 6 podemos perceber que não há um controle do indicador OEE, sua oscilação é característica de um processo onde ainda não foi mapeada as causas raízes dos problemas e soluções eficientes e eficazes não foram propostas e aplicadas. Foi criado um Pareto como observado na Figura 7.
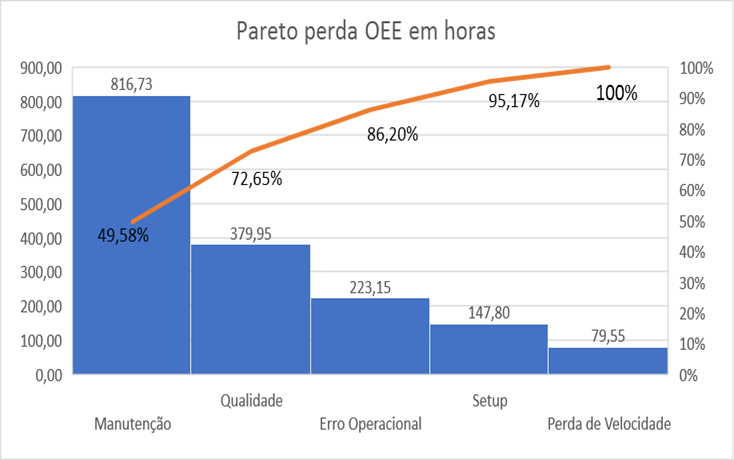
Figura 7 -
Pareto OEE
Fonte: Dados internos.
Analisando o gráfico de Pareto, encontramos que o maior impacto dentro do indicador é manutenção, ou seja, todas as paradas que são realizadas por conta da necessidade da manutenção intervir para sanar algum problema elétrico ou mecânico, ou seja, a manutenção é causadora do maior impacto nos últimos seis meses.
Após atestar que o problema principal são as quebras e falhas o comitê de gerenciamento da planta por unanimidade optou por implantar uma metodologia para solucionar estas quebras e evitar a sua recorrência.
Estudo de Caso
O estudo de caso tem início com o processo de implantação da metodologia na empresa objetivo, a implantação ocorre de forma sequencial sempre com todos os cuidados para garantir que fosse um sucesso, e para aumenta as chances optaram-se por utilizar uma metodologia de implantação mais padronizada, então o trabalho foi todo realizado utilizando a metodologia PDCA, onde fica mais fácil verificar e realizar checks se estavam no caminho correto, foram estabelecidas reuniões semanais para que os assuntos referentes sejam tratados, com os seguintes membros, os líderes de turnos, um operador, um coordenador, uma pessoa da qualidade e um especialista no assunto, que estava orientando os trabalhos.
Após toda a etapa de planejamento completada, ficou decidido as necessidades para se dá início a implantação, como critérios de análise, captação de informação, engajamento do time de trabalho, planejamento e acompanhamentos das ações geradas pelas análises e verificação de efetividade das ações.
No quesito de engajamento foi realizada uma reunião de Kick Off para criar um compromisso de todos ao início dos trabalhos de implantação desta metodologia de análise, foram então apresentados todos os planos e realizados convites formais para as pessoas que seriam os facilitadores desta implantação, assim como também foram expostas às datas de treinamentos.
Treinamentos
Os treinamentos ocorreram durante toda uma semana para os membros da produção e manutenção, estes treinamentos foram inicialmente sobre requisitos de segurança, mecânica básica e ferramentas de análise de falhas, o conteúdo do treinamento foram os demonstrados a seguir:
-
Conceitos introdutórios:
-
Gestão de ativos;
-
Porque as falhas ocorrem;
-
Disponibilidade dos ativos;
-
A gestão do conhecimento na manutenção;
-
Definições iniciais: função, falha, falha potencial e falha funcional, modo de falha, efeitos;
-
Benefícios da análise de causa raiz;
-
Etapas do processo de análise;
-
metodologias para análise das causas raízes das falhas
-
-
PDCA (Plan, Do, Check, Action):
-
O ciclo PDCA, seus tipos e metodologias correlatas;
-
O ciclo PDCA como metodologia para análise e solução de problemas na manutenção;
-
Etapas do processo de análise e ferramentas empregadas;
-
Exemplos de aplicação.
-
-
Brainstorm:
-
Objetivos e aplicação;
-
Princípios, regras e recomendações;
-
Etapas do processo de aplicação na análise de falhas;
-
Critérios para planejamento, execução, análise e realimentação;
-
Exemplos de aplicação;
-
-
5W2H (What, When, Where, Why, Who, How Many, How Much):
-
Objetivos e aplicação;
-
Metodologia de aplicação na análise de falhas;
-
Exemplo de aplicação;
-
-
5 Por quês:
-
Objetivos e aplicação;
-
Metodologia de aplicação na análise de falhas;
-
Exemplo de aplicação;
-
Após a realização destes treinamentos foi apresentado os requisitos para iniciar uma análise de falha assim como o fluxo do processo que deve ser seguido.
Requisitos de análise e fluxograma
As análises devem ser realizadas sempre que uma parada for gerada por quebra ou falha, seja elétrica ou mecânica, por conta de tempo foi determinado que caso aconteça duas falhas no mesmo maquinário em um turno, deve ser feita a análise da que gerar o maior impacto de OEE e maior recorrência, assim evita-se uma quantidade exorbitante de análises no início desta implementação o que é fundamental para que se estabeleça uma cultura de maneira mais tranquila, o tempo limite para a realização de uma análise de falhas é de 24 horas e deve ser realizada por uma equipe multidisciplinar que tenha como membros um mecânico ou eletricista, um operador, o líder operacional e uma pessoa da qualidade, após a realização esta analise devem ser incluso em um banco de dados todas as informações da parada juntamente com as informações e ações geradas pela análise para que serem realizadas pelo responsável, no fluxograma apresentado na Figura 8 é possível ter uma visão mais sistêmica de como acontece.
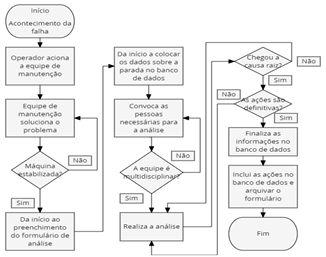
Figura 8 -
Fluxograma do processo de análise de falha
Fonte: Documentos internos
O fluxograma exemplifica, de forma simples, como é realizada a primeira tratativa das falhas na indústria em estudo. Após a realização deste processo, o banco de dados estará alimentado e então devem ser realizadas reuniões de planejamento das ações.
Estabelecimento de reuniões de planejamento semanal
As reuniões de planejamento são feitas com o intuito de avaliar a eficiência das análises realizadas, este é um ponto importante para garantir que as falhas ou quebras analisadas não voltem a acontecer e que não ocorra o desperdício dos recursos da empresa com trabalhos que não gerem a confiabilidade necessária para garantir a eficiência.
Um segundo ponto visto nesta reunião é o planejamento das atividades a ser realizadas, pois, é necessário avaliar os recursos para execução, data e mão de obra, além de realizar uma avaliação da segurança da ação, por esse motivo é solicitada a presença de um representante de cada área de apoio e produção, as áreas de apoio são: manutenção, compras, segurança do trabalho e planejamento de produção.
O terceiro ponto objetivo nesta reunião é verificar a efetividade de ações já implantadas, utilizando o fluxo do PDCA o que também é utilizado no segundo ponto.
Utilizando da gestão avista todas as ações realizadas são expostas em um quadro de ações, onde são acompanhadas as atividades desde seu planejamento até um check para verificar se houve alguma recorrência, caso haja o que não deve acontecer com frequência é gerada uma ação que volta para o quadro.
Bastante importante para essa reunião é ter informações disponíveis para tomada de decisão e uma forma de se obter estas informações são com formulários de captação.
Formulário de análise de falhas e captação de informação
Com o intuito de garantir uma melhor captação de informações sobre as quebras, para utilizar nas reuniões de planejamentos e atualizações dos planos de manutenções preventivas, foi criada um formulário que o operador faz uso para coleta os dados das quebras, este formulário também serve para estabelecer uma estrutura padronizada das ferramentas que devem ser utilizadas na resolução da análise de falhas.
tO formulário de análise já tem um esboço da sequência de ferramentas que devem ser utilizadas durante a realização da análise de falhas que são 5W2H para descrever melhor o problema, “5 por quês” para se encontrar a causa raiz do problema, 5 por quês, plano de ação e para problemas mais complexos Ishikawa, porem este último fica a critério do time de análise.
Neste formulário são encontrados campos como data, hora, turno, operador, linha, máquina, componente e problema apresentado, estas informações são bastante importantes para criar um histórico de cada componente de máquina e que se possa utiliza-las para que os planos de manutenção preventiva sejam atualizados aumentando ou reduzindo a frequência de manutenção preventiva, a inclusão de itens em planos já existentes, a criação de novos planos e exclusões dos planos desnecessários para assim otimizar a utilização da mão de obra.
Para melhor utilização das informações captadas é necessário a criação de um banco de dados o que foi realizado para melhorar as tomadas de decisão.
Banco de dados
O banco de dados é onde todas as informações são compiladas, estas informações saem do formulário de análise de quebras e o alimentam, neste diretório são incluídas todas as quebras que ocorrem nas linhas de produções e utilidades.
Com o banco de dados podem ser retirados históricos para trabalhos mais focados em equipamentos, como, por exemplo, para priorizar as manutenções de itens críticos, evidenciar os equipamentos que mais tem quebras, planejar melhorias e atualizar os planos de manutenções preventivas.
Para reduzir custos optou-se por utilizar o Excel como um banco de dados, existem diversos programas já prontos que supririam as necessidades, mas seriam demasiados investimentos com software, hardware, treinamentos e manutenção destes serviços, como os colaboradores já tem facilidade com o software Excel isto facilita a sua utilização, no Anexo 4 pode ser visualiza a planilha.
Mesmo com o pouco tempo de trabalho foi possível a modificação de vários planos de manutenção que estavam antiquados, estes planos tiveram uma modificação de 20% tanto dos tempos de manutenção quanto dos itens a serem verificados, foi possível assim aumentar a quantidade de anomalias encontradas e tratar antes que se tornassem falhas.
Exemplo de Análise
O processo de análise ficou simples após todos os operadores e mantenedores estarem treinados, motivados e assumirem a postura de donos dos resultados gerados por seus equipamentos, porem algo que ajudou bastante foi a metodologia ser bem estruturada e em poucas etapas ser possível realizar uma análise profunda do problema e que chegue a causa raiz, a seguir é demonstrado um exemplo de cada etapa deste processo de análise onde é possível ver a utilização da metodologia para solucionar uma falha que acorreu em um motor elétrico. A Figura 9 nos mostra formulário de análise de falha.
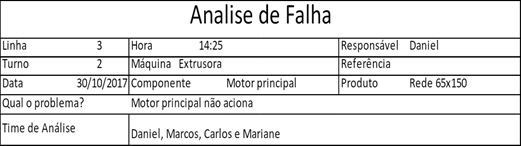
Figura 9 -
Cabeçalho da análise de falhas exemplo de ocorrência
Fonte: Adaptação de dados internos;
Inicialmente é necessário realizar o preenchimento do cabeçalho, pois, é neste local onde são retiradas algumas informações necessárias para o banco de dados como pode ser observado na Figura 9 há muitas informações importantes.
Na Figura 10 tem-se a continuação do problema com as informações para construção do plano de ação.
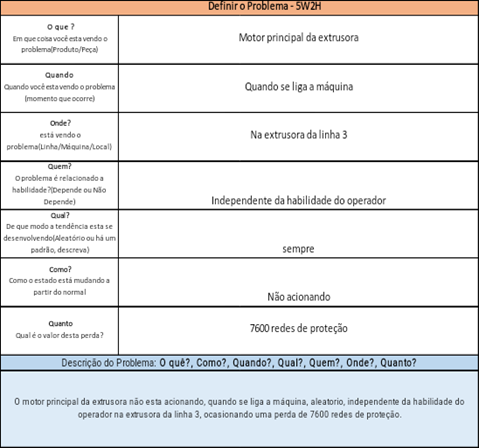
Figura 10 -
Análise de 5W2H
Fonte: Adaptação de dados internos
Logo após o preenchimento é realiza uma análise de 5W2H para que se consiga criar um entendimento lógico do problema que aconteceu e assim seja possível observar os pontos chaves deste problema e criar uma descrição para esta falha.
Logo após a criação deste entendimento logico do problema através do 5W2H foi realizada uma análise dos “5 Por quês” é com esta ferramenta que se deve encontrar a causa fundamental do problema, ou seja, a causa raiz, é bastante importante ressaltar que não existe número correto de “Por quês” a serem respondidos, isto dependo do problema, por coincidência o problema selecionado como exemplo foi encontrada a causa raiz com cinco interações como pode ser observado na Figura 11.
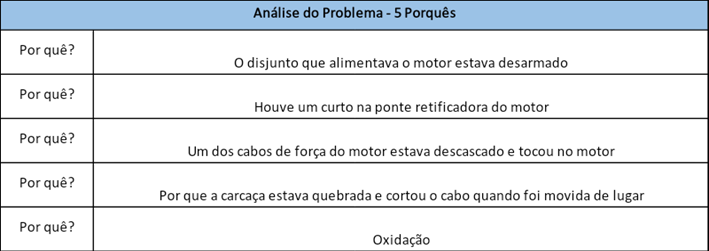
Figura 11 -
Análise de 5 Por quês
Fonte: Adaptação de dados internos
Na análise do problema a ferramenta 5 Porquês cria um sequenciamento lógico, como podemos ver acima, sequenciamento esse que bem realizado chegará à causa raiz do problema.
Logo em seguida após chegar a causa raiz é realizado um plano de ação, este plano de ação deve conter ações que não deixem que o problema volte a acontecer, mas que não devem impactar com a segurança, meio ambiente ou qualidade. Todas as ações devem ter proprietários que devem ser comunicados das ações e aceita-las, assim como um prazo, na Figura 12 podem ser vistas as ações geradas e o questionário respondido para concluir a análise, se alguma destas perguntas do questionário for respondida com uma negativa deve-se reavaliar a análise.
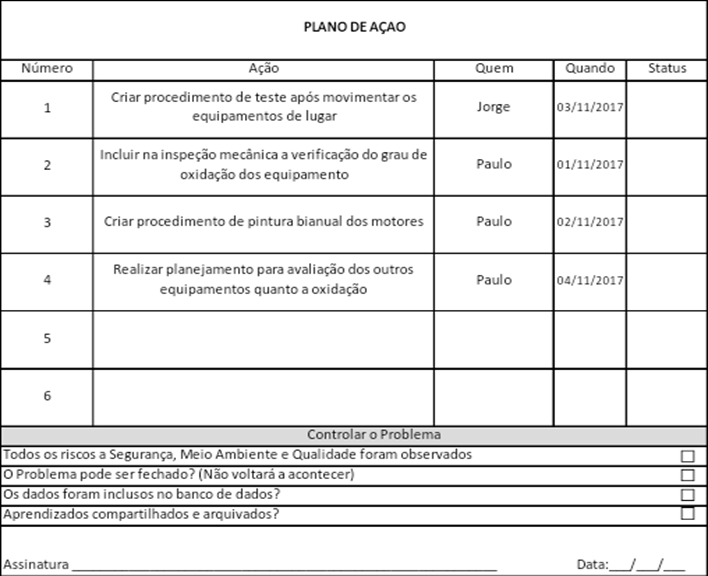
Figura 12 –
Plano de Ação
Fonte: Adaptação de dados internos
O plano de ação deverá ser estruturado com responsável e prazo para conclusão da ação. Como podemos observar cada ação somente deverá ter apenas um responsável.
Após a conclusão da análise todos os participantes e donos de ação devem assinar no local especificado e entregar a folha de análise ao responsável pela manutenção para que as ações sejam incluídas no plano e levadas para as reuniões de planejamento, como pode ser visto na figura 12 foram geradas várias ações para a solução deste problema.
Indicadores após a implantação
Após ser implantado todo o processo, ficou a cargo do coordenador de produção acompanhar com sua liderança e gerência, os resultados da implantação da análise, embora já seja possível observar que os impactos no OEE foram positivos e geraram um aumento no indicador, criando uma curva crescente, no primeiro mês de trabalho julho é normal que não se tenha obtido um resultado tão positivo, pois, foi o mês em que as pessoas foram treinadas e começam a utilizar as ferramentas e erros são normais neste período, já nos meses posteriores os resultados na redução de tempo de manutenção no período de julho a outubro fica evidente como é possível observar na Figura 13. (Autores, por gentileza, se cada figura é importante ao ponto de ser inserida no texto, ela deve ser comentada individualmente, para facilitar o leitor. Verifiquem. Corrijam. Agradecemos).
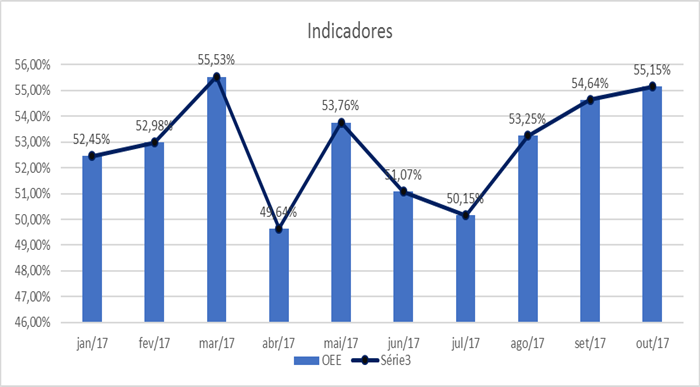
Figura 13:
Curva de OEE janeiro a outubro
Fonte: Dados internos.
Após a implantação obteve-se uma curva crescente de OEE, saindo de 51,07% para 55,15% e com uma tendência de que a cada nova análise surgem oportunidades de melhorar os processos e evitar a perda de OEE, com isto entende-se que o projeto obteve um índice de melhoria de OEE em 4,05 Pontos percentuais o que é um ganho muito grande para um período de tempo curto.
Considerações Finais
No cenário atual de competição onde as industriais devem disputar com empresas de padrões mundiais, a utilização máxima dos seus maquinário tem um papel fundamental e isto pode ser obtido de muitas formas, uma delas é a utilização de ferramentas adequadas a prevenir que as falhas voltem, com as mudanças sofridas pela manutenção no decorrer dos tempos observa-se que hoje em dia manutenção necessita do apoio de toda a operação para executar suas atividades de evitar a que a quebra ocorra e uma forma é realizar um esforço agregado entre estas equipes para aprender com problemas que já ocorreram e traçar planos para evitar sua recorrência, com isto é possível gerar muitos benefícios a toda indústria, utilizar de uma metodologia estruturada para evitar que estas quebras ocorram e que deixe claro os papeis e responsabilidades de cada pessoa neste desafio é algo importante e que reforça ainda mais os retornos para a indústria.
Ao se implantar uma metodologia de análise de falhas com ferramentas já existentes e que tem sua efetividade comprovada facilitou a aceitação dos envolvidos reduzindo assim a resistência a mudança por incerteza da efetividade, melhorou a disseminação de conhecimento e desenvolvimento de todos os níveis da empresa, assim como o entendimento do que deve ser feito e quais os resultados esperados ao final da implementação.
A criação de um formulário padrão para captação de informação e guia para resolução dos problemas, facilitou a obtenção de informações, aumentou a qualidade das informações e gerou possibilidades para melhorar outros processos dentro da planta, deu visibilidade da existência de pontos críticos de controle nos equipamentos, criou um conceito de fácil entendimento e uma sequência lógica de como devem ser utilizada as ferramentas e em qual ordem.
Com a criação do formulário de captação de informação foi necessária uma forma adequada de utilizar e armazenar informações o que incentivou a elaboração do banco de dados e com isto foi possível trabalhar melhor as informações captadas e gerar mudanças nos planos de manutenção preventiva, aumentar ou reduzir peças de reposição de estoque, planejar melhor os tempos de vida útil de determinados componente, com tudo isto houve uma verdadeira mudança criando planos de manutenção preventiva e atualizações dos planos já existes.
Conclui-se que a implantação da metodologia de análise de falhas na indústria de polietileno de baixa densidade foi um sucesso e trouxe benefícios para toda a planta tanto em forma de retorno financeiro na melhor utilização dos recursos, quanto no desenvolvimento das pessoas e criou um sentimento de necessidade de mudanças, deu ainda a indústria uma maior chance de sobrevivência no mercado.
Como resultado do trabalho comprova-se que ao se implantar uma metodologia de análise de falhas de forma estruturadas utilizando de ferramentas com efetividade comprovada fazendo uso de formulários para captação de informações e utilizando de maneira adequada é obtido como resultado uma redução no tempo de máquina parada e gera uma melhora dos indicadores relacionados a eficiência de produção.
As principais dificuldades para a realização de um trabalho melhor foi a deficiência dos dados que a empresa tinha já que eram superficiais, sem padronização nas coletas e falta de coleta, a resistência inicial de algumas pessoas dentro do processo e a falta de livros atuais sobre o tema.
Para pesquisas futuras fica a possibilidade de aplicar a ferramenta em outras áreas e processos industriais como qualidade, logística, segurança e utilidades para solucionar não só problemas de paradas de equipamentos, mas também para resoluções de problemas dentro dos processos como, por exemplo: produtos fora do padrão, atraso na entrega de itens, falhas nos cumprimentos de atividades e incidentes e acidentes no trabalho.
Referências
Associação Brasileira de Normas Técnicas. (1994). NBR 5462-1994. Rio de Janeiro.
Andrade, J.J., Scherer, C.S. (2009). Estudo de caso da aplicação do indicador de eficiência global de equipamentos (OEE) para diagnóstico e melhoria de produtividade em uma linha de produção automotiva. In: ENEGEP: Encontro Nacional de Engenharia de Produção. 29. 2009. Salvador. Anais eletrônico. Salvador: ABEPRO. Disponível em: < http://www.abepro.org.br/biblioteca/enegep2009_TN_STO_091_619_13678.pdf >, Acessado em: 08 de Ago. 2019.
Baptista, J.A. (2011). A importância da análise de causa raiz na melhoria do desempenho da manutenção industrial. In: CBMGA: Congresso Brasileiro De Manutenção E Gestão De Ativos. 26. 2011. Curitiba. Anais Eletronico. Curitiba: Abraman. Disponível em: <http://www.abraman.org.br/Arquivos/191/191.pdf>;, Acessado em: 08 de Ago. 2019.
Campos, V. F. (2014). Controle da qualidade total no estilo japonês. 9. Ed. Nova Lima, MG: Falconi Editora.
Estumano, K. C; Amorin, D.M; Silva, L. C; Jardim, F. G. (2015). Aplicação do método de análise e solução de problemas para redução dos índices de inadimplência em uma empresa de recuperação de crédito. In: ENEGEP: Encontro Nacional de Engenharia de Produção. 35. 2015. Fortaleza. Anais eletrônico. Fortaleza: ABEPRO. Disponível em: < http://www.abepro.org.br/biblioteca/TN_STO_207_232_27817.pdf >, Acessado em: 08 de Ago. 2019.
Ferreira, R.L.R. (2012). Estudo da influência da razão de sopro na estrutura e propriedade de filmes de polietilenos produzidos pelo processo de extrusão tubular. 2012. 125f. Dissertação (mestrado). Universidade Federal do Rio Grande do Sul. Disponível em:< https://www.lume.ufrgs.br/bitstream/handle/10183/70923/000878455.pdf?sequence=1&isAllowed=y >, Acessado em: 08 de Ago. 2019.
Filho, G.B. A. (2008). Organização, o Planejamento e o Controle da Manutenção. 1. Ed. Rio de Janeiro, RJ: Ciência Moderna.
Goncalves, W. P. Morais, S. F. Silva, A. A. Araujo, I. F. Barbosa, E. A. (2012). O uso de ferramentas da qualidade visando a padronização do tamanho da massa da lasanha produzida em uma indústria alimentícia. In: ENEGEP: Encontro Nacional de Engenharia de Produção. 32. 2012. Bento Gonçalves. Anais eletrônico. Bento Gonçalves: ABEPRO. Disponível em:<http://www.abepro.org.br/biblioteca/enegep2012_TN_STP_158_922_20101.pdf>.Acessado em:08 de Ago. 2019
Hansen, R.C. (2006). Eficiência Global Dos Equipamentos. 1. Ed. Porto Alegre, RS: Bookman.
Martinelli, F. B. (2009). Gestão da Qualidade Total. 1. Ed. Rio de Janeiro, RJ: Leste.
Martins, P.G. Laugeni, F.P. (2005). Administração da produção. 2. Ed. São Paulo, SP: Saraiva.
Machline, C; Motta, I.S; Schoeps, W; Weil, K.E. (1971). Manual de administração da produção. 1. Ed. Rio de Janeiro, JR: Fundação Getúlio Vargas.
Moubray, J. (1997) Reliability-centered maintenance. 2. ed. New York, NY: Industrial Press Inc.
Morais, S. C. B.; Garcez, T. V. (2017). Análise do impacto nos indicadores de confiabilidade, manutenibilidade e disponibilidade após a Implantação do programa tpm. In: ENEGEP: Encontro Nacional de Engenharia de Produção. 37. Joinville. Anais eletrônico. Joinville: ABEPRO, 2017. Disponível em:< http://www.abepro.org.br/biblioteca/TN_STO_238_381_31388.pdf >, Acessado em: 08 Ago. 2019.
Pallerosi, C. (2007). Confiabilidade, A quarta dimensão da qualidade. Vol. I Mantenabilidade e Disponibilidade. ReliaSoft Brasil.
Peinaldo, J; Grael, A. R. (2007). Administração da produção operações industriais e serviços. 1.Ed. Curitiba, PR: UnicenP.
Pinto, A. K; Xavier, J.N. (2012). Manutenção função estratégica.4. Ed. Rio de Janeiro, RJ: Qualitymark editora.
The Reliability Function. Reliability HotWire. United States of America, 2001.
Rovai, G. A; Rocco, R.; Franciscato, L. S. (2015). Aplicação da filosofia kaizen para redução no índice de refugo em uma linha de montagem de uma estamparia. In: ENEGEP: Encontro Nacional de Engenharia de Produção. 35. 2015. Fortaleza. Anais eletrônico. Fortaleza: ABEPRO. Disponível em: http://www.abepro.org.br/biblioteca/TN_STO_206_226_27237.pdf, Acessado em: 28 de Jul. 2019.
Slack, N; Chambers, S; Johnton, R. (2002) Administração da produção. 2. Ed. São Paulo, SP: Editora Atlas.
Souza, M. C. M; Cartaxo, G. A. A. (2016). Aplicação do indicador OEE (Overall Equipment Effectiveness) em uma indústria fornecedora de cabos umbilicais. In: ENEGEP: Encontro Nacional de Engenharia de Produção. 36. 2016. João Pessoa. Anais eletrônico. João Pessoa: ABEPRO. Disponível em: < http://www.abepro.org.br/biblioteca/TN_STO_226_323_28802.pdf >, Acessado em: 06 de Ago. 2017.
Suzuki, I.T. (1994). TPM in process industries. 1. Ed. New York, NY: Productivity Press.
Vasconcelos, D. S; Souto, M. D; Gomes, M. D; Mesquita, A. M. (2009). A utilização das ferramentas da qualidade como suporte a melhoria do processo de produção - estudo de caso na indústria têxtil. In: ENEGEP: Encontro Nacional de Engenharia de Produção. 29. 2009. Salvador. Anais eletrônico. Salvador: ABEPRO. Disponível em: < http://www.abepro.org.br/biblioteca/enegep2009_TN_STP_091_621_14011.pdf >, Acessado em: 01 de Ago. 2019.
Viana, R.G. (2002). Planejamento e controle da manutenção. 1. Ed. Rio de Janeiro, RJ: Qualitymark editora.
Xenos, H.G. (2004). Gerenciando a manutenção produtiva. 1. Ed. Belo Horizonte, MG: Editora DG.
Porcentagem de contribuição de cada autor no manuscrito
Nome do primeiro autor centralizado – 70%
Nome do segundo autor centralizado – 30%