Artículos
Tinción y reforzamiento de fibras naturales con PLA a partir de rastrojo de piña como potencial textil
Natural fiber staining and reinforcement with PLA from pineapple stubble as potential textile

Tinción y reforzamiento de fibras naturales con PLA a partir de rastrojo de piña como potencial textil
ESCENA. Revista de las artes, vol. 82, núm. 2, pp. 15-46, 2023
Universidad de Costa Rica
Recepción: 17 Marzo 2021
Aprobación: 02 Febrero 2022
Resumen: Para este artículo, se realizó una tinción de fibras naturales obtenidas a partir de rastrojo de piña – utilizando anilinas sintéticas de color rojo, verde olivo, negro y naranja – para posteriormente elaborar textiles reforzados con un biopolímero de ácido poliláctico (PLA). Las fibras se consiguieron al decorticar las hojas y aplicarse tres tratamientos diferentes: hidróxido de sodio al 5 %, dodecilsulfato de sodio 8,6 mmol/L y etanol al 70 %. Estas seguidamente se compactaron adicionando PLA mediante presión y temperatura para formar el textil, con el fin de agregarle resistencia y registrar su cambio de color. Después, se midió la diferencia de color en las fibras antes y después de aplicar calor en el textil por medio del sistema CIELAB. Se logró determinar que el mayor cambio registrado posterior a la unificación térmica durante la experimentación fue el de la anilina naranja tratada con etanol, el cual tuvo una magnitud de ∆E* = 331,41.
Palabras clave: fibras naturales, artes textiles, investigación ecológica, desarrollo sostenible, tecnología de materiales.
Abstract: For this paper, natural fibers obtained from pineapple stubble were stained using red, olive green, black and orange synthetic anilines to later make textiles reinforced with a polylactic acid biopolymer (PLA). The fibers were obtained from the stubble by decorticating the leaves and then applying three different treatments: sodium hydroxide (5 %), sodium dodecyl sulfate (8.6 mmol/L), and ethanol (70 %). Later, they were compacted by adding PLA, pressure and temperature to form the textile in order to add strength and record its color change. The color difference in the fibers was measured before and after applying heat into the textile by means of the CIELAB system. At the end of the process, it was determined that the greatest change registered after the thermal unification during the experimentation was that of the orange aniline treated with ethanol, which had a magnitude ∆E* = 331,41.
Keywords: natural fibres, textile arts, ecological research, sustainable development, materials engineering.
Introducción
La utilización de fibras naturales, tanto vegetales como animales, surge de la necesidad primaria de los seres humanos de cubrir su cuerpo para combatir las bajas temperaturas ocasionadas por los cambios de estaciones. Este indumento no solo desempeña la función de proteger el cuerpo, sino también es un objeto cultural, comunicativo y social (Villegas & González, 2013). En las diferentes culturas, la vestimenta y el estatus social se relacionaban directamente; por ejemplo, en el Antiguo Egipto, los faraones, quienes eran considerados como seres divinos, vestían linos blancos que simbolizaban la pureza (Cuervo, 2014). Gonzáles (2015) comenta que el arte textil incaico llegó a ser uno de los más elaborados durante la época, en el cual se desarrollaron diferentes técnicas y materiales para producir una variedad de prendas.
Como se puede notar, actualmente las personas se visten de acuerdo con la actividad o evento social al que desean asistir, lo que implica una demanda en variedad de diseños, colores y texturas. Esto ha provocado un incremento y transformación en el sector textil. Por ejemplo, entre los años 1980 y 2000, el volumen físico de la producción mundial de fibras textiles creció a una tasa del 3 % anual. Dicho incremento se explica principalmente por una mayor producción de fibras artificiales o sintéticas que, para el año 2000, aumentaron a un 61 % de la producción total (Rodríguez, 2011).
Como las fibras naturales, los colorantes naturales han formado parte de la historia e identidad de las culturas. Estos últimos han tenido tanta importancia en la sociedad que, en épocas pasadas, fueron el segundo producto de mayor relevancia en las exportaciones después de los metales preciosos (Cedaño & Villaseñor, 2006). Los tintes naturales eran obtenidos principalmente de plantas y algas; sin embargo, la demanda era tan alta que, a finales del siglo XIX, se incursionó en la utilización de los colorantes derivados del alquitrán conocidos como anilinas. A partir de este momento, en la industria, los colorantes sintéticos han sido mayormente acogidos por el público debido a su calidad y menor costo en comparación con los naturales (Cedaño, Villaseñor, & Guzmán, 2001).
Esta transición de materiales naturales a sintéticos ha provocado múltiples desechos como subproductos del proceso. Algunos de ellos son ácidos, fenoles, sulfatos y diferentes tinturas, los cuales pueden llegar al medio ambiente si no se tratan adecuadamente (Kant, 2012). Además, se presentan problemas en su disposición final como la obstrucción de canales, sistemas de drenaje y una alta contaminación del suelo. No obstante, una de las principales preocupaciones con estos desechos es que pueden llegar a producir compuestos con propiedades cancerígenas al reaccionar con desinfectantes o cloro presentes en las aguas residuales (Peña, 2018).
La producción de textiles sintéticos es conocida como una de las industrias más contaminantes, tanto en los procesos productivos como en la disposición de los desechos. Para llevar a cabo esta producción, se requiere de una alta cantidad de energía, con la cual se contamina el agua, los suelos y el aire, debido a la producción de gases de efecto invernadero (Shirvanimoghaddam, Motameda, Ramakrishna, & Naebe, 2020). Además, el 63 % de los textiles se derivan principalmente de productos petroquímicos y de polímeros originados del petróleo, mientras que únicamente el 37 % se obtiene de derivados del algodón (Textile Exchange, 2021). En el 2018, la Agencia de Protección Ambiental (EPA, por sus siglas en inglés) estimó que 17 millones de toneladas se encontraban en los residuos sólidos urbanos, entre los cuales 11,3 millones de toneladas terminaron en vertederos (Environmental Protection Agency, n.d.).
Debido a estas problemáticas de contaminación, en los últimos años se ha buscado crear materiales alternativos que sirvan para la producción, que su eliminación no sea nociva para el medio ambiente y que, más bien, pueda reciclarse. Hasta el momento, se han utilizado desechos biomásicos (banano, coco, bambú, piña, madera, entre otros) para la elaboración de fibras textiles naturales (Pinzón & Carreño, 2015; McGlashan, 2016; Moreno & Mendoza, 2019; García, Ibargüen, & Alvarado, 2020; Moya, 2020; Gonzáles, Gonzáles, Parés, Ventura, & Ardanuy, 2020; Delgado, 2021).
En Costa Rica, el desarrollo social y económico se encuentra ligado a la producción agrícola por ser una actividad generadora de divisas, riqueza y fuentes de trabajo para la población. Según las estadísticas presentadas por la Promotora de Comercio Exterior (PROCOMER), en el 2015, la piña de Costa Rica se catalogó como la mejor del mundo: generó divisas de $1 000 millones en exportaciones y más de 28 mil empleos directos y 105 mil indirectos dentro y fuera de los límites fronterizos (Cámara Nacional de Productores y Exportadores de Piña, 2020).
Con la producción agrícola de piña, se genera una alta cantidad de residuos orgánicos, los cuales representan un problema para el productor. Actualmente, en el país se estima que existen unas 45 mil hectáreas de cultivo de piña donde, por cada hectárea, se recolecta alrededor de 250 a 300 toneladas de residuos, muchos que podrían tener un valor agregado desconocido (O’Neal, 2018). Entre estos residuos se encuentran el rastrojo, las hojas, las cáscaras y las coronas, los cuales pueden ser utilizados como materia prima para la obtención de diversos productos, como biocombustibles (Garita, 2014) o materiales de alto valor económico, por ejemplo la nanocelulosa (Vargas Mesén & Rodríguez Mora, 2021) y textiles (Uddin, Miah, Jalil, Islam, & Siddika, 2017).
Como se mencionó anteriormente, la industria textil ha buscado implementar desechos provenientes de otros procesos industriales para crear materiales alternativos, como es el caso de los residuos biomásicos de la piña. Teniendo en cuenta que Costa Rica es uno de los principales productores de esta fruta tropical, existe un alto potencial en la producción de fibras a partir de dichos desechos. Su hoja contiene entre 2,5 y 3,5 % de fibra, la cual se encuentra cubierta por una capa de cera hidrófoba que impide que sea extraída mediante un lavado (Banik, Kumar, & Debnath, 2011). Por esa razón, se aplica tanto el método manual como el mecánico, mostrados en la Imagen 1.
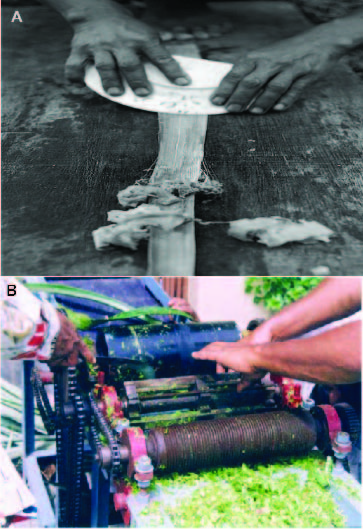
Imagen 1
Métodos para la extracción de fibras: extracción manual (A), extracción mecánica (B)
Fuente: Kannojiya, Gaurav, Ranjan, Tiyer, & Pandey (2013); Banik, Kumar, & Debnath (2011).
En cuanto a la producción de fibras naturales, cerca de 30 millones de toneladas son generadas y utilizadas como componentes de muchos procesos de fabricación como ropa, equipamiento deportivo, embalajes, automóviles, materiales de construcción y fabricación de papel (Jawaid, 2011). Además, se han revisado investigaciones donde concluyeron que la fibra de hoja de piña tiene un gran potencial para desarrollar textiles de lujo (Debnath, 2016). En particular, estas han sido evaluadas como un refuerzo mecánico gracias a su alto contenido de celulosa cristalina, lo que permite que tenga mayores propiedades mecánicas en comparación a otras fibras vegetales (Satyanarayana, 2007; Sena Neto, Araujo, Souza, Mattoso, & Marconi, 2013). Además, al poseer valores similares – o incluso superiores – de módulo elástico, en comparación con la fibra de vidrio, ha sido estudiada para emplearse en los compuestos poliméricos (Sena Neto et al., 2015).
Las fibras de piña, asimismo, poseen buenas propiedades mecánicas y brindan la posibilidad de fabricar compuestos de polímeros reforzado; las propiedades físicas y mecánicas dependerán de la longitud de la fibra y su disposición (Wanjun, 2005). Uno de los inconvenientes de producir estas fibras es que son difíciles de adherirse a una matriz hidrófoba principalmente a altas temperaturas, lo que se atribuye a su naturaleza hidrofílica (facilidad para capturar las partículas de agua). Sin embargo, esto se puede mejorar mediante un tratamiento con hidróxido de sodio (NaOH), 2,4-dinitroclorobenceno, peróxido de benzoilo y acetilación, los cuales permiten minimizar la absorción de agua y mejorar las propiedades mecánicas (Asim et al., 2015).
Es conocido que los tratamientos alcalinos son los más utilizados para limpiar y blanquear las superficies de las fibras; no obstante, se ha demostrado que tratamientos con NaOH o peróxido de hidrógeno, como los que se mencionaron anteriormente, reducen la resistencia en un 40-45 % debido a su fortaleza química (Uddin et al., 2017), la cual le permite remover lignina que termina afectando directamente los enlaces en la hemicelulosa. Alternativamente, se ha implementado la remoción de lignina mediante el uso de surfactantes que adsorben la lignina superficial y son reconocidos como tratamientos verdes porque no son volátiles, ni tóxicos, además de ser recuperables y reutilizables (Zúñiga Arias, Charpentier Alfaro, Méndez Arias, & Rodríguez Mora, 2022).
En cuanto a la tinción de fibras, se debe tomar en cuenta la exposición de sus grupos –OH, pues estos son los responsables de la afinidad de un tinte u otro. Para esto, es importante conocer la estructura del tinte, los anillos de benceno coplanares presentes, así como los grupos funcionales que permiten realizar enlaces químicos con los grupos –OH, tales como el -NH2, el –OH o -N=N- (Chakraborty, 2014).
Industrialmente, uno de los principales retos que afrontan las fibras naturales es que son frágiles para muchas aplicaciones comerciales; sin embargo, dicha fragilidad y baja dureza pueden ser mejoradas mediante el reforzamiento con biopolímeros como el ácido poliláctico (PLA) (Huda, 2006). El PLA es un poliéster termoplástico lineal alifático producido como un subproducto del ácido láctico obtenido de la fermentación de la dextrosa del maíz, por lo que es considerado un biopolímero. Algunos investigadores resaltan que la mayor ventaja de emplear estos compuestos de polímeros reforzados es que, además de mejorar la dureza de las biofibras, se crea un producto biodegradable (Oksman, 2003).
Las fibras reforzadas se clasifican dentro de los materiales compuestos, constituidos por dos fases: la matriz y el material de refuerzo. La primera de ellas es la encargada de mantener juntas las fibras, dar forma y estructura a la pieza, así como proveer un acabado de calidad. Por lo tanto, la matriz está constituida por los biopolímeros, mientras que el material de refuerzo es la fibra natural (Castro, 2012).
El objetivo de esta investigación es comparar el efecto de tratamientos de blanqueado de fibras naturales con el fin de poder determinar cuál proceso genera mejores resultados. A su vez, se desea conocer las cualidades del proceso de tinción mediante los cambios totales en las coordenadas de color. Con este estudio se espera, además, proveer información a artesanos de la zona de San Carlos y del país que deseen crear una Pyme de textiles, o bien, de materiales reforzados mediante el aprovechamiento de los residuos del cultivo de piña.
Materiales y métodos
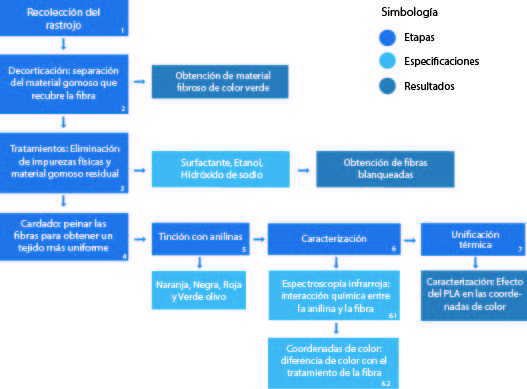
Imagen 2
Diagrama de proceso de las etapas experimentales
Fuente: Elaboración propia.
El proceso experimental que se llevó a cabo consistió de seis etapas, las cuales se detallan en la Imagen 2. En primer lugar, se realizó la obtención de la materia prima, en la que se extrajo el rastrojo de piña de cultivos orgánicos ubicados en la zona de San Carlos, Alajuela, Costa Rica. Posteriormente, se procedió a la decorticación, que fue realizada en el Instituto Tecnológico de Costa Rica. En este proceso, se removió de forma parcial la goma que recubre la fibra para obtener como resultado una fibra de color verde con residuos de material gomoso. Una vez realizado el proceso de decorticado, se secaron las fibras obtenidas (Imagen 3) por 24 h a 60 °C en una estufa.

Imagen 3
Fibras obtenidas posterior al proceso de decorticación
Fuente: Elaboración propia.
Al finalizar esa etapa, se procedió a cortar las fibras a una longitud aproximanda de 50 mm para ser utilizadas posteriormente en la aplicación de tratamientos. El objetivo de aplicar estos tratamientos fue obtener una fibra más blanca y con una menor proporción de impurezas físicas, así como la remoción del material gomoso residual de la etapa de decorticación. Después de cortar y seleccionar las fibras, se aplicaron los tres tratamientos: uno con hidróxido de sodio (NaOH) al 5 %, otro con un surfactante denominado dodecilsulfato de sodio (NaDS; concentración de 8,6 mmol/L) y el útlimo con etanol al 70 %.
Para realizar el tratamiento con hidróxido de sodio, se colocaron las fibras en un beaker con una disolución de NaOH al 5 % a una razón de licor de 1:10. Luego se agitaron con un agitador magnético por 90 min. Posteriormente, las fibras se lavaron y secaron a 60 °C en una estufa durante 12 h. Para el tratamiento con surfactante, se dejaron reposar las fibras seleccionadas en una solución previamente preparada (razón de licor de 1:10) por 30 minutos, a una temperatura de 90 °C. Concluido este proceso, se lavaron las fibras con agua destilada a 70 °C. Más adelante, se realizó una segunda aplicación del tratamiento con una disolución nueva de surfactante, donde las fibras se sumergieron en la disolución por 15 min a una temperatura de 70 °C.
Una vez finalizado este proceso, se lavaron con agua destilada a 70 °C. Luego, se neutralizaron las fibras con ácido clorhídrico al 50 % para posteriormente lavarse con agua destilada nuevamente y secarse en una estufa por 12 h a una temperatura de 60 °C. Por último, para el tratamiento de etanol, no se hizo una relación de masa/volumen, sino que se humedecieron las fibras por un minuto en un beaker. Seguidamente, se retiró el exceso de etanol y se dejó secar (totalmente) a temperatura ambiente.
Después de aplicar los diferentes tratamientos, se cardaron las fibras, proceso que consiste en peinar las fibras con el fin de obtener un tejido más uniforme y con menor presencia de impurezas físicas, como se muestra en la Imagen 4. Más adelante, se realizó la tinción de las fibras empleando tintes sintéticos conocidos como anilinas, la cual conlleva un proceso similar a la tinción de cueros. En la Imagen 5, se muestran las anilinas empleadas para el proceso de tinción.

Imagen 4
Fibras cardadas (izquierda) y fibras posteriores al tratamiento (derecha)
Fuente: Karla Richmond (2020).

Imagen 5
Anilinas utilizadas para la evaluación de tinción en fibras naturales
Fuente: Elaboración propia.
Para lograr este proceso exitosamente, se tomaron 5 g de las fibras tratadas anteriormente y se cortaron a una longitud de 40 mm. Más tarde, en un beaker, se colocaron en una disolución de formaldehído al 3,7 %. Este se empleó como mordente. Posteriormente, se agregó la anilina y dejó reposar por 60 min a temperatura ambiente. Luego, se secó a 103 °C en la estufa por un periodo de 3 h. Al realizar la tinción de las fibras se buscó analizar los cambios de color que presentaron.
Concluida la tinción, se procedió con el proceso de caracterización de las fibras. Para ello, primeramente se analizaron las coordenadas de color y luego la interacción química entre la anilina y la fibra mediante la espectrofotometría infrarroja. El análisis de las coordenadas de color se hizo mediante la implementación del sistema de espacio de color CIELAB, tal como se muestra en la Imagen 6. Este utiliza como base la teoría de color que establece que dos colores no pueden ser rojo y verde o amarillo y azul al mismo tiempo.
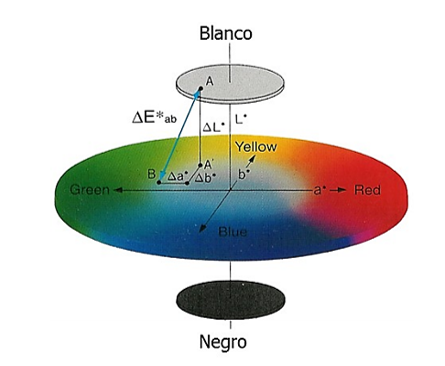
Este modelo puede aplicarse en equipos como espectrofotómetros y colorímetros, los cuales fácilmente muestran los valores correspondientes de cada coordenada. La diferencia de color es definida mediante una comparación numérica de las diferencias en las coordenadas absolutas; entre ellas, la diferencia entre luz y oscuridad, la diferencia en rojo y verde, la diferencia en amarillo y azul, y la diferencia total de color.
Dentro del espacio de color CIELAB, el ΔE está asociado a un cambio total de color con respecto a una referencia. De este modo, si el valor de este parámetro es muy elevado, el cambio de color será mayor. Teniendo esto en cuenta, el cambio de color sufrido por las fibras tratadas se asoció a la tinción únicamente.
Con la espectroscopia infrarroja, se realizó un análisis de la interacción química entre la anilina y las fibras. Los espectros de infrarrojos se obtuvieron utilizando un espectrómetro IR (Varian 640-IR FT-spectrometer, serie IR1009M013). Las muestras se mezclaron en una pastilla con KBr seco y los espectros se obtuvieron en la región de longitud de onda de 4000 a 400 cm-1. Se realizaron en total cuatro escaneos por muestra sin supresión atmosférica.
Al finalizar la tinción de las fibras, se hizo la unificación térmica, la cual consiste en la formación de un material reforzado mediante el prensado térmico empleando un biopolímero como material de refuerzo. Para ello, se utilizó ácido poliláctico (PLA) como biopolímero en una relación de 5 % con la masa de la fibra. Este se agregó en polvo a las fibras teñidas y luego se colocó en una prensa térmica a una temperatura de 180 °C y 9000 kg de presión por 5 min. Con este proceso se determinó el efecto en la coloración del producto final debido a la implementación de un polímero como material de refuerzo. Es importante mencionar que la fibra resultante es un material reforzado liviano que posee mayor capacidad de resistencia y mayor durabilidad, lo que permite la posibilidad de ser utilizado en aplicaciones variadas; por ejemplo, en la fabricación de partes automovilísticas.
Resultados y discusión
En la Tabla 1, se muestran los valores de las coordenadas absolutas de “L”, “a” y “b” (obtenidas mediante la espectroscopía infrarroja) correspondientes a cada tratamiento. Los valores positivos de “L” indican un cambio de color hacia el blanco, los valores positivos de “a” indican una coloración rojiza y los valores positivos de “b” indican un cambio de tonalidad hacia el amarillo. Al observar los resultados, se tiene que, el surfactante presenta un valor de L: 87,62, el mayor registrado. Esto indica que es el que permite un mayor blanqueamiento de las fibras al compararlos con los tratamientos de NaOH y etanol.
Por otra parte, los valores de “a” y “b” para el NaOH son mayores en comparación a los demás tratamientos, por lo que estas fibras presentan una tonalidad más oscura. Estas diferencias entre los tratamientos se pueden atribuir a la rugosidad producto de la fragmentación en la microestructura de las fibras tratadas con NaOH y etanol (Zúñiga Arias et al., 2022), lo que produce una apariencia más oscura en las fibras. Esto valores de coordenadas absolutas, mostrados en la Tabla 1, se utilizaron más adelante como los valores de referencia para los análisis de cambio en la coordenada de color posterior a la tinción.
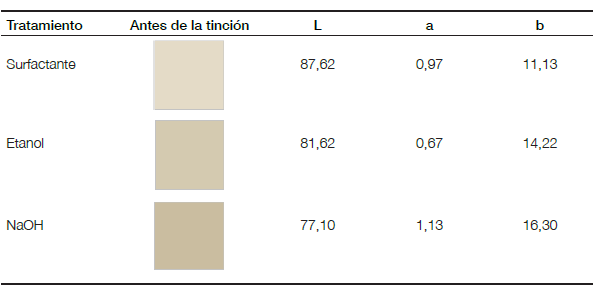
Tabla 1
Valores de las coordenadas absolutas ‘L’, ‘a’, y ‘b’ de las fibras naturales posterior al tratamiento de impurezas con surfactante, etanol y NaOH
Fuente: Elaboración propia.
Como el tratamiento con surfactante registró el valor más alto en la coordenada absoluta L, presentó un mayor blanqueamiento en las fibras producto de una efectiva remoción de las ceras. Además, se obtuvo una estructura más lisa que, al emitirle luz, se ve como un cuerpo más claro cuando se compara con las fibras sometidas a los otros tratamientos. Por otra parte, el proceso de cardado permitió obtener una fibra más uniforme (Imagen 4). Específicamente, las fibras de la derecha fueron las tratadas con surfactante.

Imagen 7
Tinción de las fibras con anilinas previamente tratadas con surfactante
Fuente: Elaboración propia.
En la Imagen 7 se observan los resultados de las tinciones para cada tratamiento. Los cambios en la coloración se deben a la interacción química entre la anilina-superficie y anilina-anilina. Estas últimas interacciones dependen del mordente utilizado, ya que son las responsables de permitir que haya anilinas entrelazadas entre sí, en lugar de limitarse a una monocapa de anilina sobre la superficie (Chakraborty, 2014). Lo anterior se ejemplifica en la Imagen 8, la cual muestra las interacciones entre las anilinas y la fibra según el mordente empleado. Este diagrama permite concluir que, cuanto mayor sea la exposición de estas partículas a los grupos –OH, mayor será la coloración gracias a la cantidad de grupos activos en la superficie.

Imagen 8
Esquema de representación de las interacciones entre las anilinas y la fibra según el mordente empleado
Fuente: Elaboración propia.
En este caso, el mordente utilizado fue el formaldehído, el cual favorece la coloración de las anilinas cuando la estructura presenta grupos del tipo -NH2, -OH y -N=N-. Estos son capaces de interactuar con el mordente y adherirse al mismo tiempo a la superficie de las fibras. Para comprobar la presencia de los grupos –OH posterior a la aplicación de los tratamientos con surfactante, etanol y NaOH, se realizó un análisis por espectrofotometría infrarroja, el cual se muestra en la Imagen 9. En este espectro, las bandas a 3400 cm-1 corresponden a los grupos –OH, mientras que la banda de 1915 cm-1 pertenece al enlace -CH, característico de los polisacáridos. Por su parte, los enlaces de CH y CH2 se encuentran en la banda de 1630 cm-1 y los de C=O en la banda de 1050 cm-1. Asimismo, se muestran las bandas de compuestos aromáticos presentes en fibras que aún poseen lignina (Jirón García, Rodríguez Mora, & Bernal, 2020; Zúñiga Arias et al., 2022).
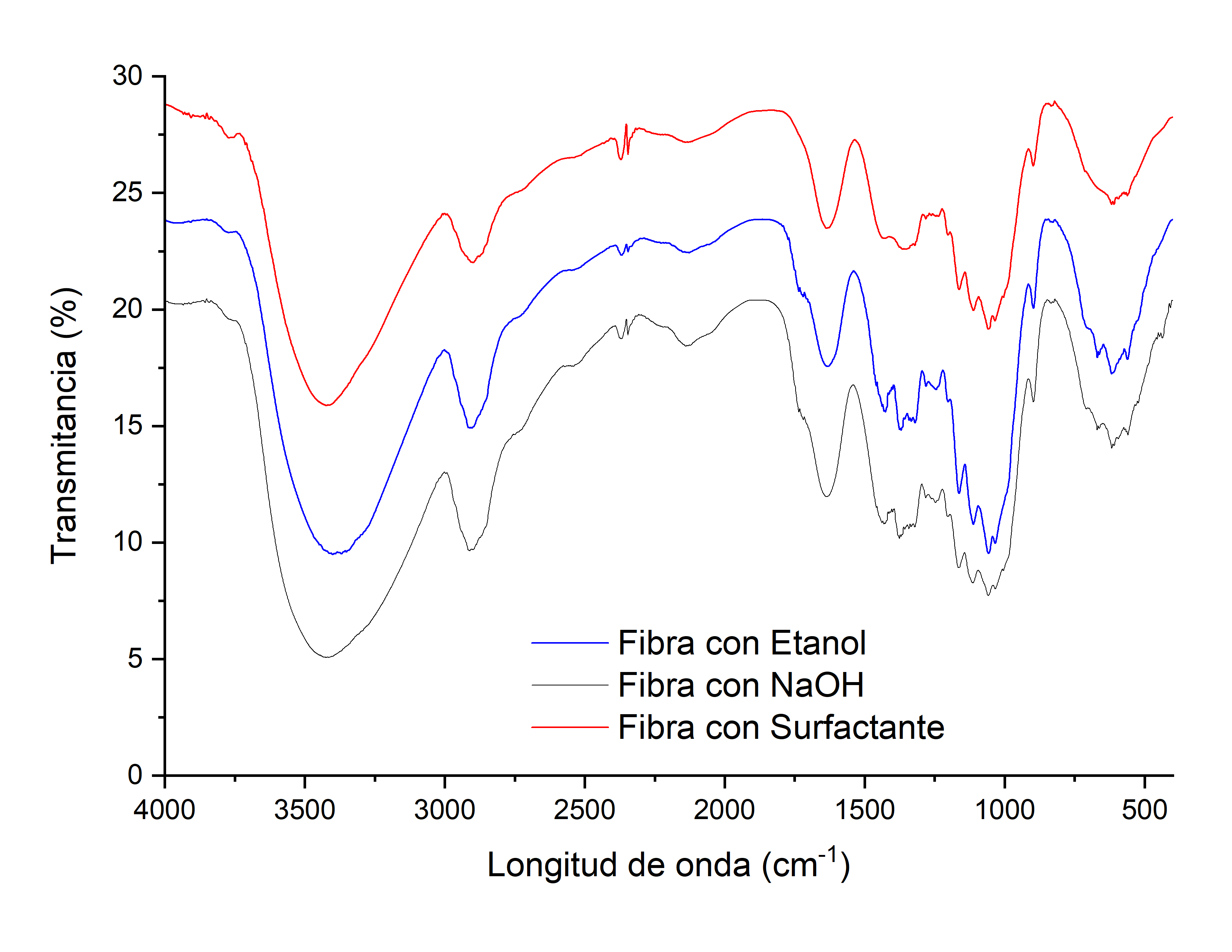
Imagen 9
Espectros infrarrojos (IR) correspondientes a las fibras tratadas con etanol, hidróxido de sodio y surfactante previo a la tinción con anilinas (Línea azul: fibra con etanol, línea marró: fibra con NaOH, línea fucsia: fibra con surfactante
Fuente: Elaboración propia.
En la Tabla 2, se muestra la diferencia total de color (ΔE) obtenida mediante el análisis del sistema de espacio de color CIELAB. Es importante tomar en cuenta que estos valores de ΔE son con respecto a un punto de referencia que, para este caso, fueron los mostrados en la Tabla 1. Al comparar los valores obtenidos para los tratamientos con las diferentes anilinas, se determinó que la tinción de las fibras con la anilina roja tratadas con etanol registró el mayor cambio de color de todo el análisis (valor de ΔE: 1453,23). Esto puede atribuirse a que ocurrió una fragmentación en la microestructura de la fibra desde que se aplicó el tratamiento. Además, se registró un valor similar (cercano a ΔE: 1443,59) para la anilina anaranjada tratada con etanol. Como el tratamiento con etanol registró el valor más alto de la coordenada absoluta de “a”– en otras palabras, presentó una mayor tonalidad en amarillo– la unión con la anilina roja benefició la tonalidad final hacia el anaranjado. Lo mismo ocurrió en las fibras tratadas con etanol y anilina anaranjada que produjeron una tonalidad amarilla.
En segundo lugar, las anilinas rojas y verdes mostraron los mayores cambios totales en la coordenada de color al compararse con las negras y anaranjadas. En particular, el tratamiento con NaOH registró el mayor cambio de color cuando se utilizaron anilinas verdes (ΔE: 1453,23). Sin embargo, la tonalidad del producto final terminó siendo café, lo que se debe considerar a la hora de utilizarlos en un acabado (Tabla 2).
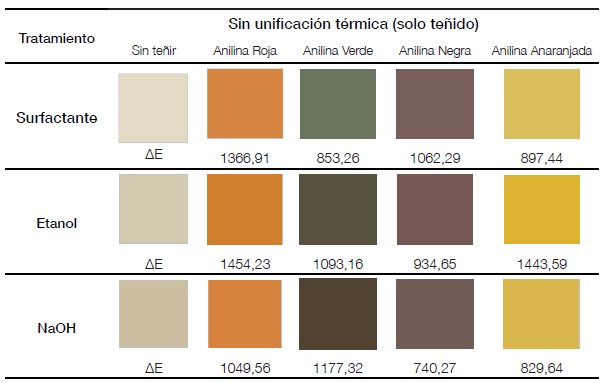
Tabla 2
Valores de la diferencia total de color (ΔE) de las fibras naturales antes y después de la tinción con anilinas previo a la unificación térmica
Fuente: Elaboración propia.
En la Imagen 10, se muestra un resumen de los IR (infrarrojos) correspondientes a las anilinas empleadas para los distintos tratamientos, las cuales se agrupan químicamente en tres tipos: las antraquinonas, las azoanilinas y las de tipo trifenilmetano. Como la anilina roja y verde olivo pertenecen al grupo de antraquinona, las bandas características observadas se encontraron en la misma región de estos grupos funcionales. La diferencia entre ellas se encuentra en la región de huellas dactilares (debajo de 1500 cm-1) producto del ordenamiento de los grupos aromáticos que poseen (Imagen 10C, Imagen 10D).
También se observa que, tanto la anilina roja como la verde, exhibieron bandas características del grupo funcional -OH a 3445 cm-1 (Imagen 10C, Imagen 10D). Por su parte, las bandas mostradas en 1623 cm-1 y 1593 cm-1 fueron características de los grupos funcionales C=O tipo cetona en la anilina roja, mientras que la banda a 1630 cm-1 en la anilina verde olivo correspondió al grupo C=O tipo enol. Por otra parte, las bandas de 1486 cm-1 y 1372 cm-1 corresponden al grupo funcional C=C (Pavia, Lampman, & Kriz., 2009; Svobodová, Bosáková, Ohlídalová, Novotná, & Němec, 2012; Ortiz, Solís, Noreña, & Loera-Serna, 2017).
En cambio, las anilinas anaranjadas y negras, al pertenecer a las azoanilinas, presentaron bandas características en la misma región de grupos funcionales. Por ello, poseen señales a 3380 cm-1 y 2900 cm-1, correspondientes a los grupos -OH y al enlace C-H respectivamente. El estiramiento del grupo -N=N- puede superponerse con la vibración de deformación C-H localizada entre 1400 cm-1 y 1500 cm-1. Por otro lado, el enlace N-H se mostró en las bandas a 1500 cm-1 y 1620 cm-1. Debajo de estas bandas, la diferencia radica entre los grupos aromáticos establecidos, cuya presencia o ausencia se puede identificar por varios tipos de bandas asociadas (Venkataraman, 1977; Yuen, Ku, Choi, Kan, & Tsang, 2005). El número, la disposición y la combinación de los grupos funcionales y los compuestos aromáticos pueden variar, de modo que diferentes agrupaciones cromóforas pueden estar presentes en las estructuras de los tintes.
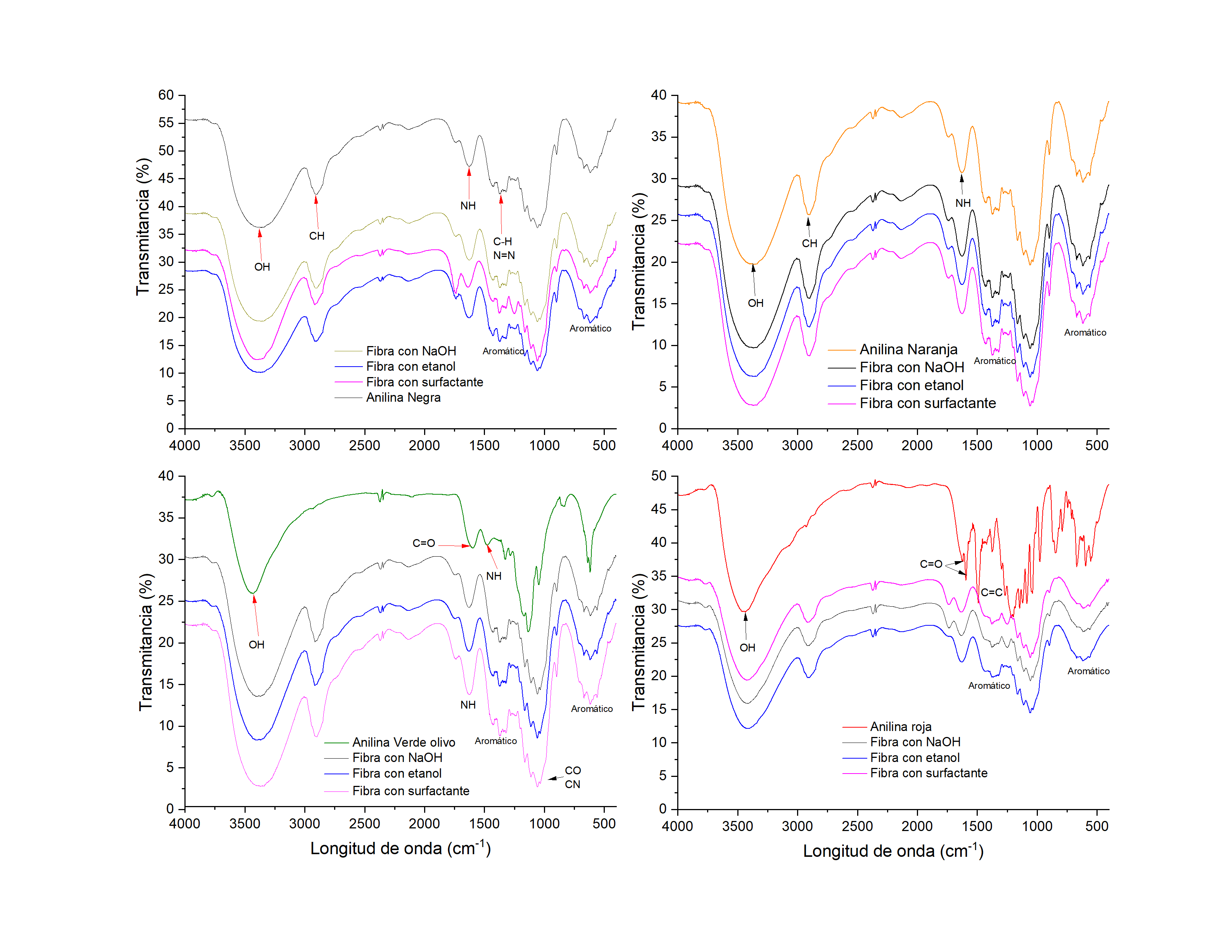
Imagen 10
Espectros infrarrojos (IR) correspondientes a las fibras tratadas con etanol, hidróxido de sodio y surfactante posterior a la tinción con anilinas (Línea magenta: fibra tratada con surfactante, línea azul: fibra tratada con etanol, línea vino: fibra tratada con NaOH)
Fuente: Elaboración propia.
Es importante mencionar que los grupos -OH tipo fenólico, las aminas primarias =N-H y las aminas secundarias -NH2 a menudo existen en estructuras de los tintes de anilina. En este caso, las bandas de absorción del estiramiento simétrico, a 3330 cm-1, y asimétrico, a 3400 cm-1, del grupo N-H se ven traslapadas por las bandas de los grupos -OH, ya que estas son más fuertes y se encuentran en la misma región (Pavia et al., 2009). A partir de toda esta información, se estableció que, en los espectros de las fibras teñidas, se muestra cómo se combinan las bandas en cada tinción. Esto demuestra que la unión entre los diferentes grupos es química, lo que permite la formación de multicapas sobre la fibra que mejoran la tinción con anilinas. Entre las anilinas empleadas, se concluye que las rojas y anaranjadas en fibras tratadas con etanol fueron las que más generaron un cambio de color antes de la unificación térmica con PLA (Tabla 2).
Después de realizar la unificación térmica, la muestra en polvo cambió de estado, ya que se sobrepasó la temperatura de fusión (168 °C) (Barkhad, Abu-Jdayil, Mourad, & Iqbal, 2020). Este cambio es ventajoso durante el proceso porque el PLA líquido es capaz de recubrir con mayor facilidad las fibras puesto que las moléculas se encuentran más separadas. Durante el enfriamiento, se produjo un reagrupamiento de las moléculas, lo que disminuyó los espacios en sus cadenas hasta la solidificación. Esto generó una capa fina de polímero sobre las fibras. La adhesión a las fibras no se dio producto de las interacciones químicas entre el PLA y la fibra, sino por las interacciones físicas producto del enfriamento de las partículas del PLA. Estas quedaron dentro de sus estructuras, debido a que su estabilidad se alcanza hasta los 250 °C (Mofokeng, Luyt, Tábi, & Kovács, 2012).
En las Imágenes 11, 12, 13 y 14, se muestran los cambios de color sufridos por las fibras antes y después de la unificación térmica de acuerdo con el tratamiento de tinción con anilinas. Es importante mencionar que, para determinar el ΔE para cada una de las fibras después de la unificación térmica, se tomó como referencia el ΔE obtenido antes de la unificación. Es decir, se utilizaron los valores de las fibras tratadas y teñidas como punto de partida al analizar el cambio de color.
Teniendo esto en consideración, se observó que todas las fibras tratadas, teñidas y procesadas térmicamente presentaron un cambio de color, lo que evidenció que la adición del PLA, la temperatura y la presión ejercen una variación en la tonalidad del producto final. Estos resultados no se pueden compararar con otras investigaciones, ya que normalmente a los materiales reforzados se les estudia la resistencia, tracción, dureza y otras características, aspectos que no se consideraron para este artículo.
Después de la unificación térmica, la fibra tratada con etanol y teñida con la anilina naranja sufrió el mayor cambio registrado en la coordenada de color (ΔE: 331,41; Imagen 14). Para la anilina roja, el mayor cambio se dio con el tratamiento de surfactante, registrando un valor de ΔE: 183,63 (Imagen 11). Por su parte, las fibras teñidas con la anilina negra, al igual que la anilina roja, mostraron mayor cambio de color al ser tratadas con etanol de ΔE: 27,47 (Imagen 13). El tratamiento con NaOH mostró mejores resultados al utilizarse con la anilina verde olivo, en la cual las fibras registran un cambio de color de ΔE: 126,71 (Imagen 12).
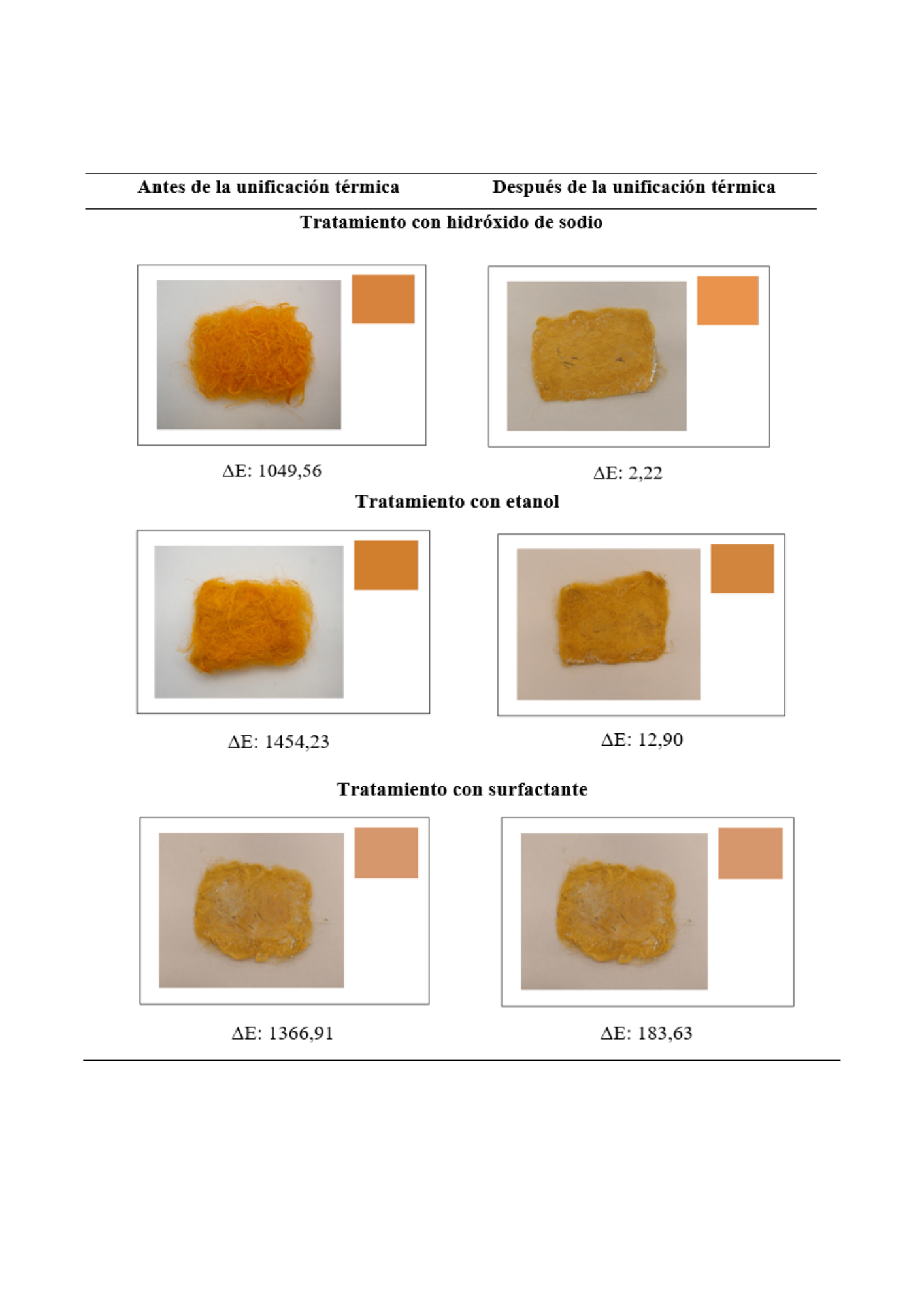
Imagen 11
Diferencias en la coloración antes y después de la unificación térmica de la anilina roja
Fuente: Elaboración propia.
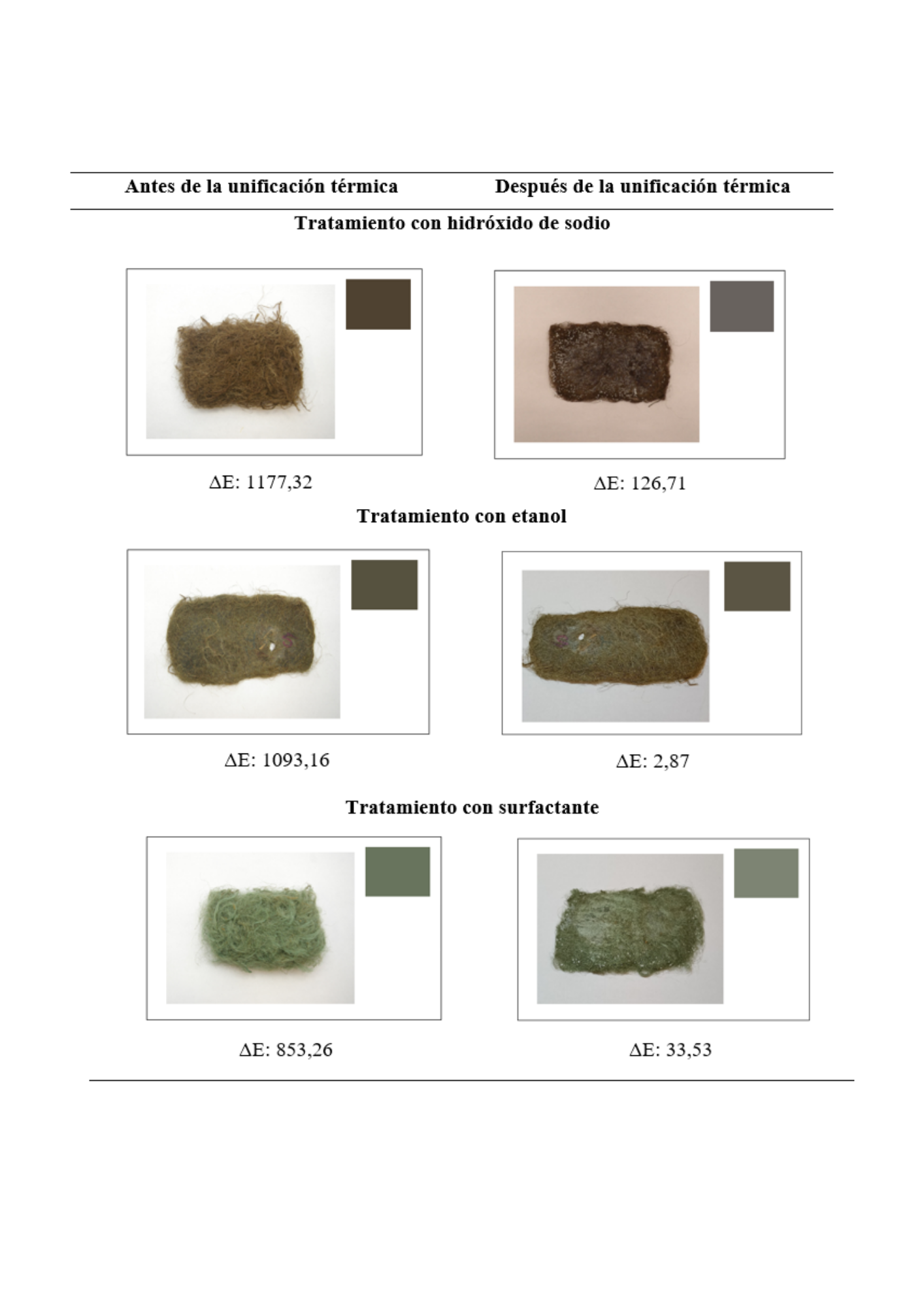
Imagen 12
Diferencias en la coloración antes y después de la unificación térmica de la anilina verde olivo
Fuente: Elaboración propia.
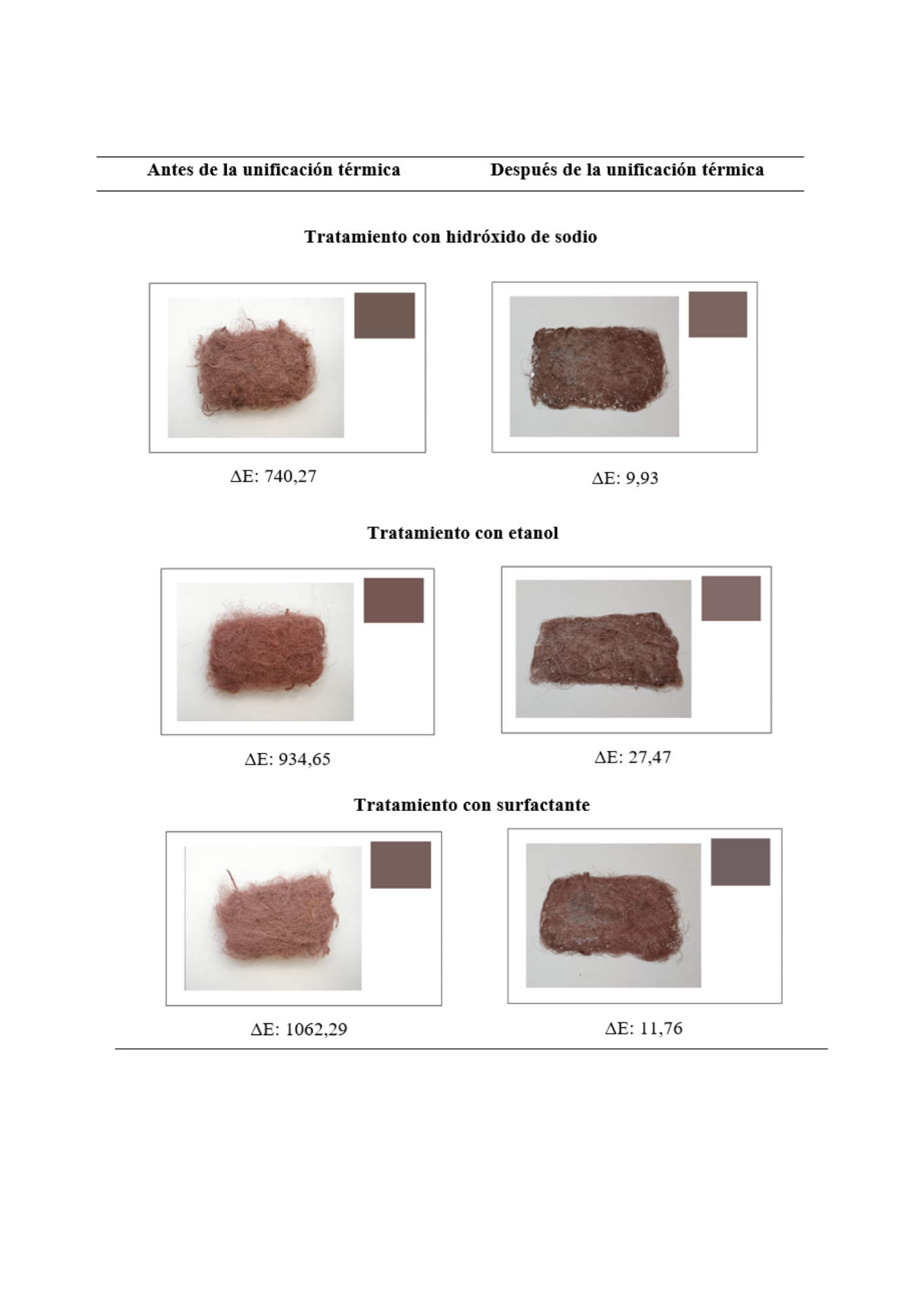
Imagen 13
Diferencias en la coloración antes y después de la unificación térmica de la anilina negra
Fuente: Elaboración propia.
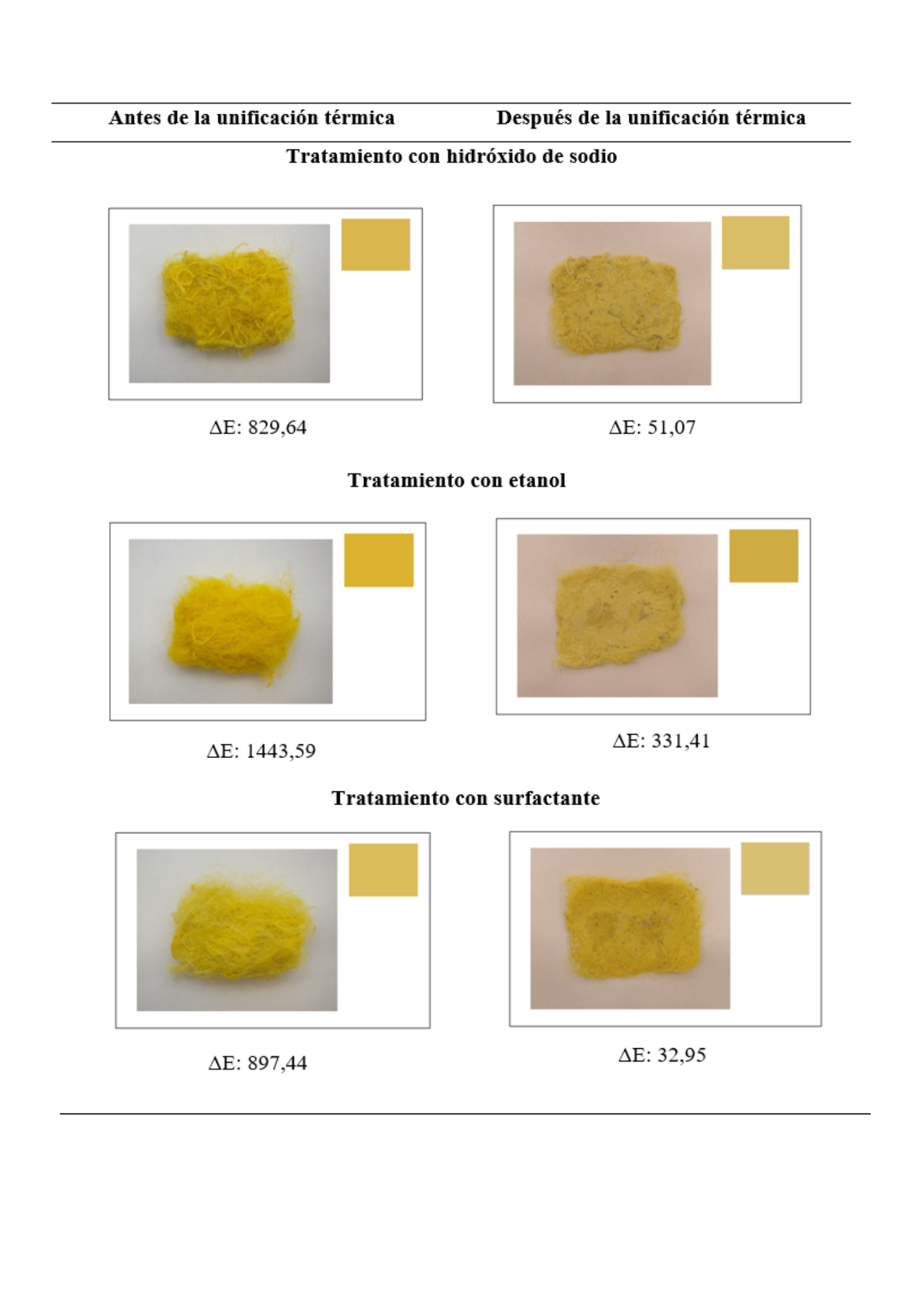
Imagen 14
Diferencias en la coloración antes y después de la unificación térmica de la anilina naranja
Fuente: Elaboración propia.
Conclusiones
En cuanto a los tratamientos para blanquear fibras, se obtuvo que el surfactante permite un mayor blanqueamiento en comparación con el NaOH y el etanol, ya que fue el que tuvo el mayor valor de tonalidad blanca. Además, con este tratamiento, no se observaron daños en la estructura de la fibra. La diferencia entre los valores de la coordenada L medidas al aplicar los otros tratamientos se atribuye a la fragmentación de la microestructura de las fibras al utilizar NaOH y etanol. Para investigaciones posteriores, se recomienda utilizar menos tiempo de exposición de las fibras en la disolución al aplicar los tratamientos y analizar si esto reduce o elimina el daño de la microestructura de la fibra provocado por la utilización de NaOH y etanol.
Para el proceso de tinción de fibras, se utilizaron cuatro anilinas distintas: la naranja, negra, roja y verde olivo. Estas permitieron modificar la tonalidad de las fibras previamente tratadas. En este proceso, se utilizó formaldehído como mordente para mejorar la interacción química entre las fibras y las anilinas y la fijación del tinte. Mediante el análisis de los IR realizado, se logró determinar la presencia de los grupos –OH que propician estas interacciones químicas entre las fibras y las anilinas.
Al finalizar este proceso, se determinó que las fibras que presentaron el mayor cambio de color antes de la unificación térmica fueron las tratadas con etanol. Esto se concluye, pues las fibras presentaron valores positivos en la coordenada absoluta “b”, la cual muestra la tonalidad hacia el amarillo. El menor cambio en la coordenada de color se registró para la anilina negra con el tratamiento de NaOH, la cual produjo una tonalidad morada. Esto debe considerarse al contemplar utilizar esta anilina para acabados finales en un producto.
Posterior a la unificación térmica y reforzamiento con PLA, se concluye que la adhesión a las fibras se da por interacciones físicas entre el PLA y las fibras, ya que al enfriarse estas quedan dentro de sus estructuras. Además, al aplicar este proceso, se generó un cambio de color en las fibras reforzadas producto del cambio de temperatura y presión durante el recubrimiento. Lo anterior no se pudo comparar con otros estudios, ya que normalmente a los materiales reforzados se les analiza la resistencia, tracción, dureza y otras características mecánicas, no los cambios de color. De este modo, la investigación aporta una nueva perspectiva al análisis de estos cambios.
Por último, al aplicar la unificación térmica, se concluyó que la fibra tratada con etanol y teñida con la anilina naranja sufre el mayor cambio en la coordenada de color registrado. Estos cambios en la coloración deben ser tomados en cuenta, pues la tonalidad del producto final se verá afectada al implementar el reforzamiento.
Con este trabajo, se espera proveer información a artesanos de la zona de San Carlos y del país que deseen crear una Pyme de textiles, o bien, de materiales reforzados mediante el aprovechamiento de los residuos del cultivo de piña. Asimismo, se incentiva tanto a los artesanos como a los productores de la industria piñera a desarrollar proyectos de economía circular, en donde sus residuos puedan ser aprovechados para desarrollar un nuevo producto de valor que permita mitigar el impacto ambiental y crear nuevas fuentes de trabajo para los habitantes de la zona.
Referencias
Asim, M., Abdan, K., Jawaid, M., Nasir, M., Dashtizadeh, Z., Ishak, M., & Enamul, M. (2015). A Review on Pineapple Leaves Fibre and Its Composites. International Journal of Polymer Science, 2015, 1-17. DOI: https://doi.org/10.1155/2015/950567
Banik, S., Kumar, D., & Debnath, S. (2011). Utilization of pineapple leaf agro-waste for extraction of fibre and the residual biomass for vermicomposting. Indian Journal of Fibre and Textile Research, 36(2), 172-177.
Barkhad, M.S., Abu-Jdayil, B., Mourad, A.H.I., & Iqbal, M.Z. (2020). Thermal insulation and mechanical properties of polylactic acid (PLA) at different processing conditions. Polymers, 12(9), 2091. DOI: https://doi.org/10.3390/POLYM12092091
Cámara Nacional de Productores y Exportadores de Piña (CANAPEP). (2020). CANAPEP. Recuperado de https://canapep.com/estadisticas/
Castro, L. (2012). Caracterización de un material compuesto de PLA con fibras del raquis de la palma de aceite (Elaeis guineensis). Bogotá, Colombia: Universidad de los Andes.
Cedaño, M., Villaseñor, L., & Guzmán, L. (2001). Some Aphyllophorales tested for organic dyes. Mycologist, 15(2), 81-85. DOI: 10.1016/S0269-915X(01)80089-6
Cedaño, M., & Villaseñor, L. (2006). Colorantes orgánicos de hongos y líquenes. ScientiaCentro Universitario de Ciencias Biológicas y Agropecuarias, 8(2), 141-161.
Chakraborty, J. (2014). Fundamentals and practices in colouration of textiles. New Delhi, India: Woodhead Publishing India PVT.
Cuervo, B. (2014). La Sociedad en el Egipto de los faraones. La Razón Histórica: Revista Hispanoamericana de Historia de Las Ideas Políticas y Sociales, 26, 155-186.
Debnath, S. (2016). Pineapple Leaf Fibre – A Sustainable Luxury and Industrial Textiles. In M. A. Gardetti (Ed.), Handbook of Products and Processes Remanufactured Fashion (pp. 35-37). Singapore, Singapore: Springer.
Delgado, M.V. (2021). Aprovechamiento del residuo de cultivo de de banano en la producción artesanal de fibra textil. Calceta, Ecuador: Escuela Superior Politécnica Agropecuaria de Manabí.
Environmental Protection Agency. (n.d.). Textiles: Material-Specific Data. EPA. Retrieved from https://www.epa.gov/facts-and-figures-about-materials-waste-and-recycling/textiles-material-specific-data#:~:text=The%20total%20amount%20of%20textiles,percent%20of%20all%20MSW%20landfilled
García, D., Ibargüen, H., & Alvarado, A. (2020). Aprovechamiento del subproducto del café como alternativa para la producción de nuevos materiales. En J.A. Sepúlveda Aguirre (Ed)., Un análisis de los campos en ingeniería: usos y aplicaciones (pp. 175-197). Barranquilla, Colombia: Corporación Universitaria Americana.
Garita, R.A. (2014). La piña. Cartago, Costa Rica: Editorial Tecnológica de Costa Rica.
Gonzáles, A.H. (2015). Diseño, operación y aplicación de métodos analíticos en los hilados de fibras textiles naturales y sus mezclas. Arequipa, Perú: Universidad Nacional de San Agustín de Arequipa.
Gonzáles, C., Gonzáles, L., Parés, F., Ventura, H., & Ardanuy, M. (2020). Estudio de la aplicación de fibras extraídas de subproductos agrícolas en agrotextiles. Revista Química e Industria Textil, 234, 7-14.
Huda, M.S. (2006). Wood-fiber-reinforced poly(lactic acid) composites: Evaluation of the physicomechanical and morphological properties. Journal of Applied Polymer Science, 102, 4856-4869. DOI: https://doi.org/10.1002/app.24829
Jawaid, M.K. (2011). Cellulosic/synthetic fibre reinforced polymer hybrid composites: a review. Carbohydrate Polymer, 86(1), 1-18. DOI: https://doi.org/10.1016/j.carbpol.2011.04.043
Jirón García, E.G., Rodríguez Mora, K., & Bernal, C. (2020). Cellulose Nanofiber Production from Banana Rachis. International Journal of Engineering Science and Computing, 10(2), 24683-24689.
Kannojiya, R., Gaurav, K., Ranjan, R., Tiyer, N., & Pandey, K. (2013). Extraction of pineapple fibres for making commercial products. Journal of Environmental Research And Development, 7(4), 1385-1390.
Kant, R. (2012). Textile dyeing industry an environmental hazard. Natural Science, 4(1), 22-26. DOI: 10.4236/ns.2012.41004.
McGlashan, S. (2016). Usos industriales y energéticos de los subproductos de origen animal, pasado y futuro. Sitio Argentino de Producción Animal. Recuperado de https://www.produccion-animal.com.ar/informacion_tecnica/carne_y_subproductos/165-Usos_industriales.pdf
Mofokeng, J.P., Luyt, A.S., Tábi, T., & Kovács, J. (2012). Comparison of injection moulded, natural fibre-reinforced composites with PP and PLA as matrices. Journal of Thermoplastic Composite Materials, 25(8), 927-948. DOI: https://doi.org/10.1177/0892705711423291
Moreno, S., & Mendoza, Y. (2019). Producción de fibra artesanal a partir de subproductos de la piña, para la producción de textiles biodegradables. Villavicencio, Colombia: Universidad Santo Tomás.
Moya, A. (2020). Diseño de un complemento de moda tipo calzado elaborado a partir de residuos textiles y subproductos agrarios. Barcelona, España: Universidad Politécnica de Cataluña.
Oksman, K.S. (2003). Natural Fibres as Reinforcement in Polylactic Acid (PLA) Composites. Composites Science & Technology, 63(9), 1317-1324. DOI: 10.1016/S0266-3538(03)00103-9
O’Neal, K. (21 de junio de 2018). Con el ojo sobre la piña. Universidad de Costa Rica. Recuperado de https://www.ucr.ac.cr/noticias/2018/06/21/ucr-investiga-y-aporta-soluciones-a-polemico-cultivo-en-costa-rica.html
Ortiz, E., Solís, H., Noreña, L., & Loera-Serna, S. (2017). Degradation of Red Anthraquinone Dyes: Alizarin, Alizarin S and Alizarin Complexone by Ozonation. International Journal of Environmental Science and Development, 8(4), 255-259. DOI: https://doi.org/10.18178/ijesd.2017.8.4.958
Pavia, D.L., Lampman, G.M., & Kriz, G.S. (2009). Introduction to spectroscopy. Washington, United States: Brooks/Cole, Thomson Learning.
Peña, P. (2018). Elaboración y caracterización de materiales compuestos elaborados con resina poliéster, fibras textiles de desecho y agregados minerales, para su uso como bloque de construcción. Ciudad de México, México: Universidad Autónoma del Estado de México.
Pinzón, D., & Carreño, D. (2015). Plan de negocios para la producción de chalecos doble faz hechos de material reciclado e impermeable en la ciudad de Bogotá. Bogotá, Colombia: Universidad Distrital Francisco José de Caldas.
Richmond, K. (26 marzo de 2020). Piña: la novedosa fuente de fibras textiles. Universidad de Costa Rica. Recuperado de https://www.ucr.ac.cr/noticias/2020/03/26/pina-la-novedosa-fuente-de-fibras-textiles.html
Rodríguez, E.L. (2011). La producción sustentable de fibras textiles: ¿una alternativa viable para Argentina? Mar del Plata, Argentina: Universidad Nacional de Mar del Plata.
Satyanarayana, K.G. (2007). Studies on lignocellulosic. Composites Part A: Applied Science and Manufacturing, 38, 1694-1709. DOI: https://doi.org/10.1016/j.compositesa.2007.02.006
Sena Neto, A., Araujo, M., Souza, F., Mattoso, L., & Marconcini, J. (2013). Characterization and comparative evaluation of thermal, structural, chemical, mechanical and morphological properties of six pineapple leaf fiber varieties for use in. Industrial Crops and Products, 43, 529-537. DOI: https://doi.org/10.1016/j.indcrop.2014.10.042
Sena Neto, A., Araujo, M., Barboza, R., Fonseca, A., Tonoli, G., Souza, F., Mattoso, L., & Marconcini, J. (2015). Comparative study of 12 pineapple leaf fiber varieties for use as mechanical reinforcement in polymer composites. Industrial Crops and Products, 64, 68-75. DOI: 10.1016/j.indcrop.2014.10.042
Shirvanimoghaddam, K., Motamed, B., Ramakrishna, S., & Naebe, M. (2020). Death by Waste: Fashion and Textile Circular Economy Case. Science of the Total Environment, 718, 137317.
Svobodová, E., Bosáková, Z., Ohlídalová, M., Novotná, M., & Němec, I. (2012). The use of infrared and Raman microspectroscopy for identification of selected red organic dyes in model colour layers of works of art. Vibrational Spectroscopy, 63, 380-389. DOI: https://doi.org/10.1016/j.vibspec.2012.09.003
Talens Oliag, P. (2017). Evaluación del color y tolerancia de color en alimentos a través del espacio CIELAB. Valencia, España: Universitat Politècnica de València.
Textile Exchange. (8 de agosto de 2020). 2020 Preferred Fiber and Materials Market Report (PFMR) Released! Textile Exchange. Retrieved from https://textileexchange.org/2020-preferred-fiber-and-materials-market-report-pfmr-released-2/
Uddin, N., Miah, S., Jalil, M., Islam, M., & Siddika, A. (2017). A Review on Extraction, Characterization and Application of Pineapple Leaf Fiber (PALF) in Textiles and Other Fields. International Journal of Advanced Research, 5(4), 112-116. DOI: http://dx.doi.org/10.21474/IJAR01/3786
Vargas Mesén, J., & Rodríguez Mora, K. (2021). Funcionalización de nanocelulosa a partir de rastrojo de piña y raquis de palma africana. Científica, 25(2), 1-19. DOI: https://doi.org/10.46842/ipn.cien.v25n2a08.
Venkataraman, K. (1977). The analytical chemistry of synthetic dyes. New York, United States: Wiley.
Villegas, C., & González, B. (2013). Fibras textiles naturales sustentables y nuevos hábitos de consumo. Revista Legado de Arquitectura y Diseño, 13, 31-46.
Wanjun, L.M. (2005). Green composites from soy based plastic and pineapple leaf fiber: fabrication and properties evaluation. Polymer (Guildf), 46(8), 2710-2721.
Yuen, C.W.M., Ku, S.K.A., Choi, P.S.R., Kan, C.W., & Tsang, S.Y. (2005). Determining Functional Groups of Commercially Available Ink-Jet Printing Reactive Dyes Using Infrared Spectroscopy. Research Journal of Textile and Apparel, 9(2), 26-38. DOI: https://doi.org/10.1108/RJTA-09-02-2005-B004
Zúñiga Arias, D., Charpentier Alfaro, C., Méndez Arias, J., & Rodríguez Mora, K. (2022).Changes in the structure and composition of pineapple leaf fiber after alkali and ionic surfactant pretreatments and their impact on enzymatic hydrolysis. Preparative Biochemistry & Biotechnology, 52, 1-10. DOI: https://doi.org/10.1080/10826068.2021.2021233
Notas de autor