Diagnóstico del mecanismo de desgaste aplicado en pares tribológicos mediante ferrografía
Diagnóstico del mecanismo de desgaste aplicado en pares tribológicos mediante ferrografía
Revista Ciencia Unemi, vol. 10, núm. 22, pp. 49-58, 2017
Universidad Estatal de Milagro

Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial-SinDerivar 4.0 Internacional.
Recepción: 05 Junio 2016
Aprobación: 31 Marzo 2017
Resumen: El análisis ferrográfico de partículas metálicas producto del desgaste, representa una valiosa herramienta para diagnosticar el mecanismo de desgaste en pares tribológicos sujetos a movimiento relativo en un medio lubricado. La morfología de las partículas de desgaste, su forma y tamaño permiten mediante este método determinar el principal fenómeno que causa el desgaste en las superficies friccionantes. Esta técnica ha sido aplicada en los motores de los generadores de la empresa Sociedad Minera Liga de Oro en calidad de herramienta auxiliar de mantenimiento, divisando partículas de desgaste abrasivo, óxidos negros y silicatos.
Palabras clave: desgaste, ferrografía, mantenimiento, mecanismo de desgaste, pares tribológicos.
Abstract: The ferrographic analysis of metal particles from wastage represents a valuable tool for diagnosing the wear mechanism in tribology pairs subject to relative movement in a lubricated environment. The morphology of the wear particles, their shape and size allow to determine the primary phenomenon causing wear on friction surfaces. This technique has been applied to engines generators at the Golden League Mining Society as an auxiliary maintenance tool, spotting particles of abrasive wear, black oxides and silicates.
Keywords: wear, ferrograpy, maintenance, wear mechanism, tribology pairs.
I. INTRODUCCIÓN
El desgaste efecto directo de la fricción representa un proceso complejo que se produce en las superficies de los cuerpos en contacto, trayendo como consecuencia la variación de la micro y macro geometría superficial, de la estructura y de las propiedades mecánico – físicas del material.
Partiendo de la concepción sobre la naturaleza mecánico – adhesiva de la fricción se establecen dos mecanismos de desgaste, el mecanismo adhesivo y el mecanismo mecánico propiamente dicho.
En el primer caso la atracción molecular produce la adherencia o micro soldaduras de las asperezas superficiales, el movimiento relativo de los cuerpos en contacto rompe esta unión friccionante, trayendo como consecuencia la transferencia de material entre los cuerpos. La ruptura de la unión se produce en diferentes zonas en dependencia de las propiedades de los materiales base y de la interferencia de la unión, produciéndose así la separación de partículas.
En el segundo caso, la generación de partículas de desgaste se produce debido a la fatiga, el micro corte de las asperezas superficiales o las deformaciones macro plásticas. Uno de los problemas no resueltos en la temática del desgaste es la designación, clasificación y definición del mecanismo de desgaste, ya que en la práctica se observa que en determinado momento un tipo de desgaste puede transformase en otro. Sobre estos factores inciden:
Las condiciones de operación (carga aplicada, velocidad, temperatura, tipos de movimientos, tipo de fricción, recorrido de fricción, tiempo de trabajo).
Características de los cuerpos en contacto (materiales, composición química, dureza, dimensiones, forma, micro geometría superficial, microestructura).
Características del medio (humedad, atmosfera corrosiva, presencia de partículas abrasivas, propiedad de los lubricantes) (Bhushan, 2001).
El primer y tercer grupo definen el tipo de desgaste, mientras que el segundo grupo en general define su magnitud. Como se aprecia, la identificación de un tipo de desgaste no es tarea fácil.
La lubricación en los pares tribológicos es quizás la parte más fundamental dentro de su tribo operación. El aceite seleccionado por recomendación del fabricante o por el profesional encargado del mantenimiento, lubrica las partes sometidas a fricción, protege contra la corrosión, absorbe y neutraliza los contaminantes, reduce el desgaste, disminuye el calor de las superficies friccionantes y evita el gripado.
La Administración Federal de los Estados Unidos de Norte América, con la finalidad de incrementar la fiabilidad y la durabilidad de las aeronaves militares y monitorear la evolución del desgaste, contrato a Vernon Westcott a inicio de los años 70, quien, utilizando trampas magnéticas construidas de materiales tales como el niobio, logró capturar partículas del material desgastado, para luego analizarlo bajo el microscopio óptico o de barrido electrónico. Estas partículas de acuerdo a su composición, forma, tamaño y morfología permiten diagnosticar el mecanismo de desgaste que sufren los pares tribológicos (Tuckart, 2004).
Dentro de las técnicas utilizadas en la actualidad, para evaluar el avance y el tipo de desgaste, que se presenta en los motores, se tiene precisamente este método de magnetización de partículas denominado ferrografía analítica (Rueda, 2005), análisis que se lo aplica dentro del mantenimiento y permite conocer el origen del desgaste y se puede determinar con un alto grado de confiabilidad el mecanismo evolutivo predominante en las superficies friccionantes (Catalan, 2014; Montoro, 2010).
Esta técnica ha sido utilizada para pronosticar el mecanismo de desgaste en los pares tribológicos de tres generadores, siendo su principal objetivo estudiar la morfología de su micro partículas y diagnosticar el principal tipo de desgaste que sufren las superficies en movimiento relativo de los motores de los generadores.
II. DESARROLLO
1. Metodología de estudio
La investigación se realizó en los generadores de la empresa Sociedad Minera Liga de Oro SEMILOR, que se encuentra ubicada en el Cantón Ponce Enríquez, sector La López, (Oeste de la provincia del Azuay, Ecuador).
SEMILOR es una compañía dedicada a la explotación de las minas de oro, que utiliza para su operación generadores diésel tipo FG WILSON, CUMMISNS, HIMOINSA. Estos grupos electrógenos están constituidos básicamente por un generador de corriente alterna que va acoplado a un motor alternativo de combustión interna.
En estos generadores el aceite es bombeado desde el depósito del cárter a elevada presión y circula a través de una red de pequeños conductos antes de alcanzar las superficies que requieren ser lubricadas. El grupo electrógeno FG WILSON opera con un motor diésel marca PERKINS, el generador CUMMISNS opera con un motor diésel marca CUMMINS, y un tercer generador HIMOINSA opera con un motor de combustión interna ciclo diésel marca MITSUBISHI. Las especificaciones técnicas de estos motores se muestran en la Tabla 1.
| ITEM | CARACTERÍSTICAS | ||
| Marca | PERKINS | CUMMINS | MITSUBUSHI |
| Modelo del motor | 1306A-E87TAG4 | QST30-G4 | S12HPTA |
| Número de cilindros | 6 | 12 | 12 |
| Configuración de cilindros | En línea | 50 grados en V | En V |
| Ciclo | 4 Tiempos | 4 tiempos | 4 tiempos |
| Sistema de admisión | Turbocompresor | Turbocargado y pos enfriado | Turbocargado y pos enfriado |
| Sistema de combustión | Inyección directa | Inyección directa | Inyección directa |
| Sistema de enfriamiento | Agua | Refrigerante | Agua |
| Diámetro interior nominal mm. | 116.6 | 140 | 150 |
| Carrera nominal mm. | 135.9 | 165 | 175 |
| Cilindrada litros | 8.7 | 30.5 | 37.11 |
| Relación de compresión | 16:1 | 14:1 | 14:1 |
| Peso en seco Kg | 671 | 7195 | 8795 |
| Peso con líquidos Kg | 698 | 7374 | 9230 |
| Valor del factor de potencia | 0.8 | 0.8 | 0.8 |
| Potencia | 750 kVA | 1250kVA | 1250kVA |
| Capacidad total de aceite en litros | 26.4 | 90 | 200 |
| Capacidad del cárter en litros | 22.7 | 76 | - |
| Tipo de aceite | API CI-4 (15W-40) | API CG-4 (15W-40) | API CD o CF30 |
Toma de muestras. La toma de muestras se realizó de acuerdo a lo establecido en la norma ISO 3722: la cual hace mención a la utilización de recipientes plásticos para la recolección de las muestras y los requerimientos que estos deben cumplir. Las muestras se tomaron, desde puertos primarios mediante los métodos que a continuación se detalla:
– Método del grifo o válvula de muestreo (Motor PERKINS)
– Método del tapón de drenaje (Motor CUMMINS)
– Método de la bomba de muestreo (Motor MITSUBISHI
Para la obtención de muestras se toma en cuenta la norma ISO 4021 referente a las frecuencias de muestreo para equipos estacionarios, de acuerdo a la norma se recolectan muestras cada doscientas cincuenta horas de trabajo del lubricante. La limpieza de los contenedores se realiza según la norma ISO 3722.Con la finalidad de obtener muestras representativas en cada uno de los puntos de drenado de los motores no se colocó de forma inmediata el recipiente, se esperó un tiempo estimado de sesenta segundos para descartar la presencia de impurezas o partículas que puedan presentar los hilos de la rosca, componentes internos de la válvula y de la bomba que podrían afectar el diagnostico. Estas muestras fueron tomadas inmediatamente luego de haber apagado el motor.
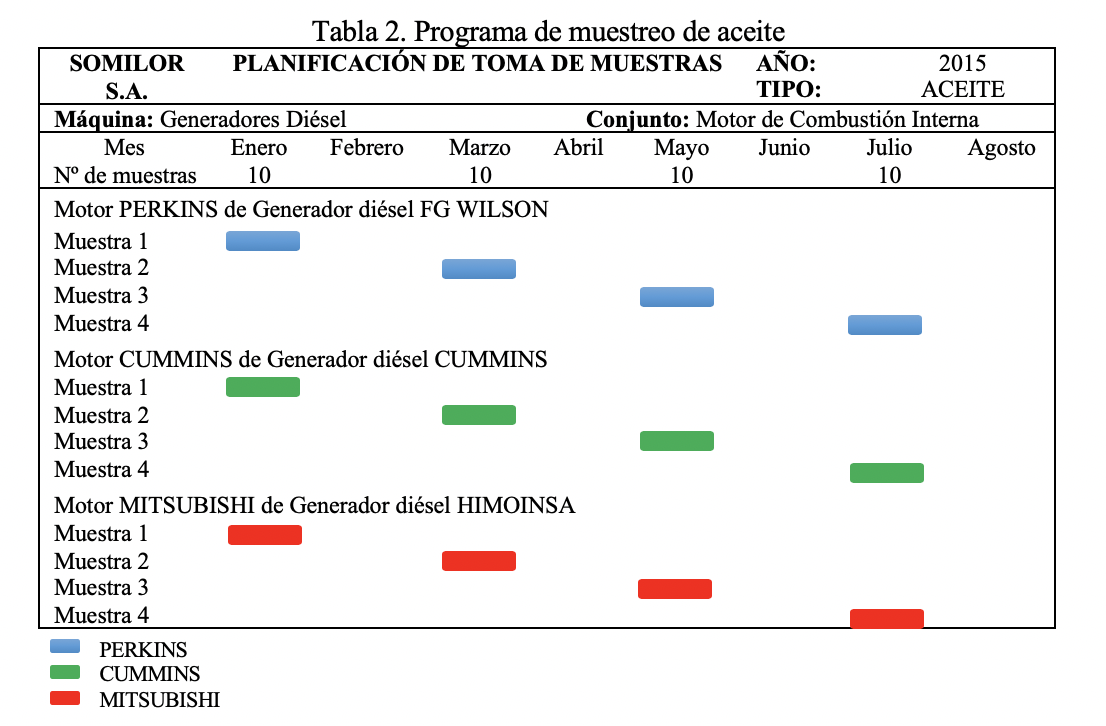
En la Tabla 2 se presenta las fechas y número de muestras tomadas para realizar el diagnóstico.
Equipos y Materiales. El equipo de análisis ferrográfico T2FM Q 500, permite aislar partículas microscópicas de desgaste, mediante una trampa magnética, y a partir del tamaño y morfología de las partículas se puede determinar el mecanismo de desgaste que se está desarrollando en las superficies de movimiento relativo. Un esquema de este principio se muestra en la Figura 1.
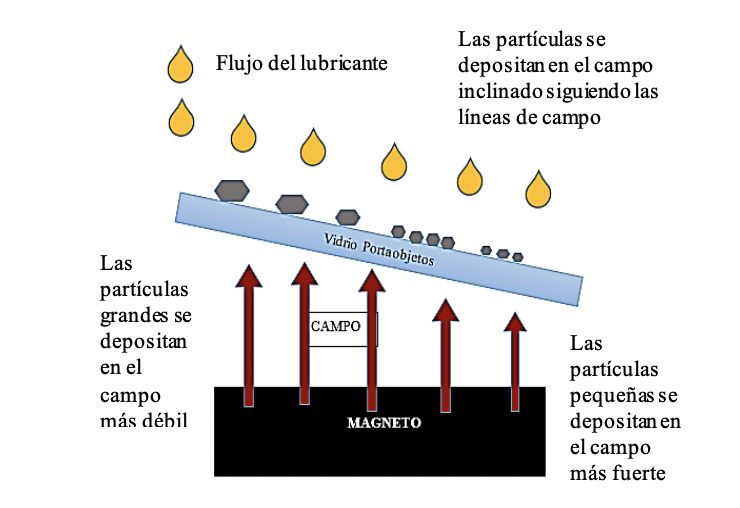
Figura 1
Principio básico de recolección de partículas de desgaste.
El ferrógrafoT2FM Q500 permite preparar ferrogramas de acuerdo a la norma ASTM D7690, entre sus principales componentes constan: un cardo capilar y un controlador de tiempo en minutos. El ferrógrafo puede conectarse a un microscopio de barrido electrónico o un microscopio bicromático. Durante la presente investigación se utiliza un microscopio bicromático modelo BX51 Olimpus; este microscopio incluye un sistema óptico de corrección a infinito UIS (Universal Infinity Sistem) aceptando la tecnología en fluorescencia, o el contraste de interferencia diferencial (Differenciatial Interference Contrast) DIC. Uno de los accesorios valiosos de este microscopio es la cámara Q color 5 Olimpus, que cuenta con cinco mega pixeles, generando imágenes de alta resolución.
El cardo de vidrio representa la parte principal del ferrografo, su nombre se debe a su singular forma parecida a la planta de “cardo”. El cardo de vidrio proporciona un flujo constante y eficiente del disolvente y del aceite. El lubricante después de la dilución con el disolvente circula directamente por la parte superior del cardo de vidrio, en segundos la mezcla de lubricante y disolvente empieza a fluir de forma descendente hacia el recipiente recolector, y las partículas ferrosas quedan atrapadas en la lámina de vidrio en forma de cuerda a lo largo del campo magnético.
Para realizar este análisis, se utiliza además: micro – pipetas, tubos de ensayo, plaqueta de vidrio, pipetas de plástico desechables, disolvente (heptano). En la Figura 2 se evidencia el equipo de ferrografía analítica que se utiliza.
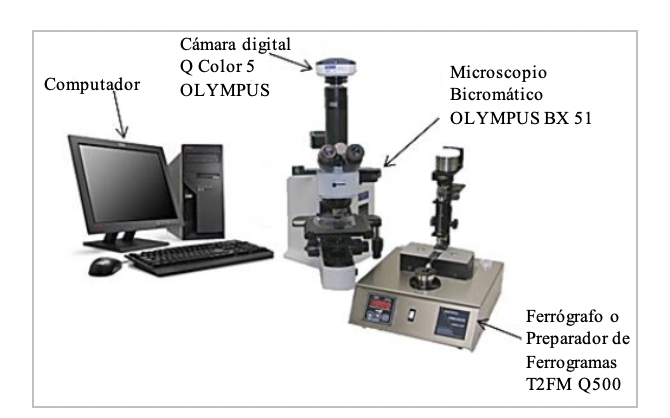
Figura 2
Equipo de análisis ferrográfico T2FM Q500.
Fuente: Sisalima (2015)
Procedimiento. Se realiza la limpieza del cardo y plaqueta de vidrio que se encuentran en el ferrógrafo, con una cantidad de 20 ml de disolvente (heptano), que se deposita en un colector de acero inoxidable situado en la parte superior del ferrógrafo. La cantidad depositada debe sobrepasar la altura de la tuerca, que se encuentra en el fondo del colector como se indica en la Figura 3.
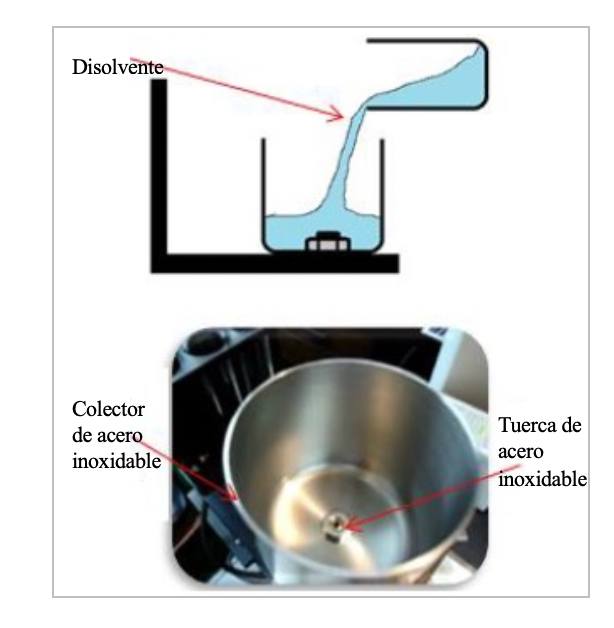
Figura 3
Colector de disolvente.
El disolvente fluye con ayuda de una pequeña electroválvula calibrada (una gota cada cinco segundos) permitiendo el paso del disolvente de manera controlada. En la base de este equipo se encuentra un display, donde se controla el tiempo de limpieza (diez minutos); luego procedemos a encenderlo y observaremos como el disolvente recorre todo el cardo y la plaqueta de vidrio, limpiándolos de toda impureza hasta dirigirse a un colector. Terminada esta fase en el tiempo indicado, el equipo se encuentra listo para colocar la muestra de aceite. Inmediatamente se procede de la siguiente manera:
– Se agita la muestra que se encuentra en el recipiente de plástico con la finalidad de no tener partículas asentadas en el fondo del recipiente. Enseguida se toma la muestra de aceite con ayuda de una pipeta de plástico desechable que va acoplada a la micro-pipeta en su extremo inferior, teniendo presente una relación existente de tres a uno (tres medidas de aceite y una de disolvente) de acuerdo a la viscosidad cinemática del aceite que sea menor a 60 centistokes (cSt). En caso de ser mayor a 60 centistokes la relación será dos a dos (dos medidas de aceite y dos de disolvente).
-
– Se agita la muestra que se encuentra en el recipiente de plástico con la finalidad de no tener partículas asentadas en el fondo del recipiente. Enseguida se toma la muestra de aceite con ayuda de una pipeta de plástico desechable que va acoplada a la micro-pipeta en su extremo inferior, teniendo presente una relación existente de tres a uno (tres medidas de aceite y una de disolvente) de acuerdo a la viscosidad cinemática del aceite que sea menor a 60 centistokes (cSt). En caso de ser mayor a 60 centistokes la relación será dos a dos (dos medidas de aceite y dos de disolvente).
– Se colocan las tres medidas de aceite en un tubo de ensayo completamente limpio de impurezas. Después se procede a cambiar la pipeta desechable por una limpia para realizar la toma de la medida de disolvente y colocarla en el mismo tubo de ensayo
– Al encontrarse ambas medidas en un tubo de ensayo se agitan cuidadosamente hasta que se vuelva una sola sustancia y se depositan en la parte superior del cardo de vidrio, donde fluirá lentamente por acción de la gravedad hasta llegar a la plaqueta de vidrio y a su vez al colector de residuo.
– Durante el recorrido del aceite diluido por la plaqueta de vidrio, el imán mediante su campo magnético irá reteniendo las partículas ferrosas en la plaqueta hasta que se termine la cantidad de aceite depositada en el cardo de vidrio, seguidamente se coloca una cantidad de disolvente en el colector por 10 minutos con el fin de limpiar residuos de aceite en el cardo y en la plaqueta, quedando así solamente las partículas sobre la plaqueta, ya que el disolvente se evapora. En la Figura 4, se muestra un ferrograma que va a ser analizado al microscopio (Sisalima, 2015).
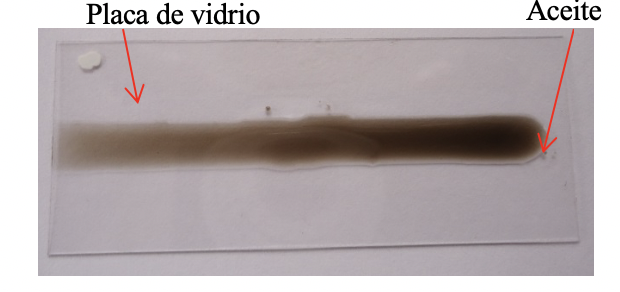
Figura 4.
Ferrograma
-
– Hay que tener presente que para cada ensayo en el ferrógrafo, se debe proceder con el método de limpieza del cardo de vidrio, con la finalidad de evitar la contaminación de la próxima muestra a analizar. También una nueva placa de vidrio será colocada sobre el imán de manera inclinada, con el punto blanco al lado izquierdo, en dirección al colector que portará el residuo de aceite.
– Conseguido el ferrograma, se continúa con la inspección y el análisis, utilizando el microscopio bicromático BX 51 Olympus. Para lo cual se coloca el ferrograma sobre una placa de vidrio de mayor espesor y dimensión que se encuentra en la mesa del microscopio, se realizan calibraciones y aplicaciones de filtros para así poder visualizar lo que está sucediendo en la película de aceite. Se recomienda el uso de filtros de color rojo para resaltar las partículas opacas y grandes, filtros de color verde para resaltar las partículas translucidas, semiopacas y pequeñas.
– Para una mejor visualización hacemos uso de la cámara digital y del software Q Capture para proyectar la imagen de la película de aceite en la pantalla del computador, donde se irá examinando minuciosamente la película de aceite que se encuentra a lo largo del ferrograma, al encontrarse partículas ferrosas o de contaminación en la muestra, se procede a capturar las imágenes para luego diagnosticar el mecanismo de desgaste que sufren las superficies. Lo cual se realiza mediante el método de comparación; utilizando el WearParticle Atlas TRICO (Anderson, 2008), así como el Atlas Wear Debris de Noria (Noria, 2006) e información de la fuente (Ray, 2014).
3. Resultados
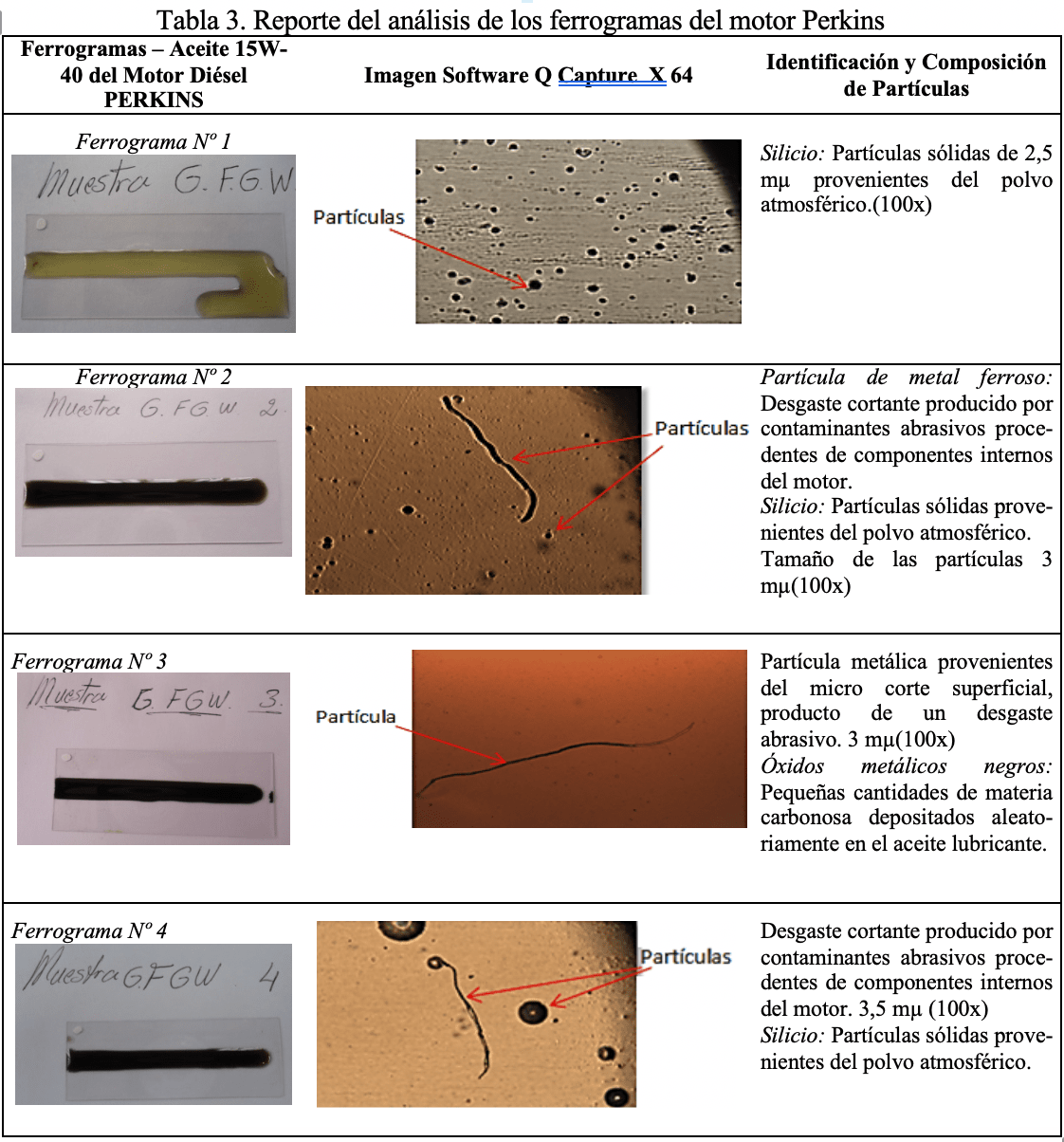
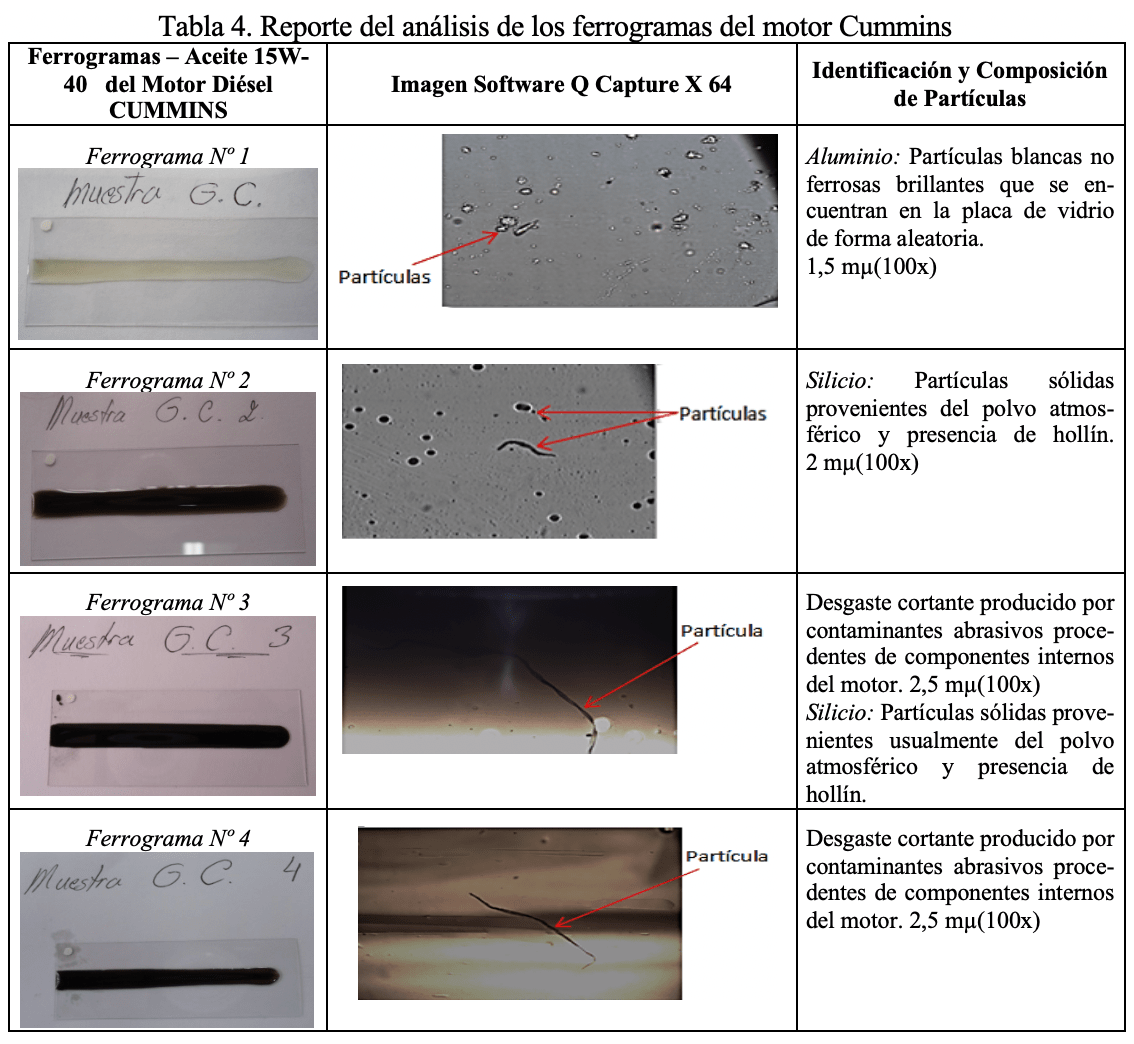
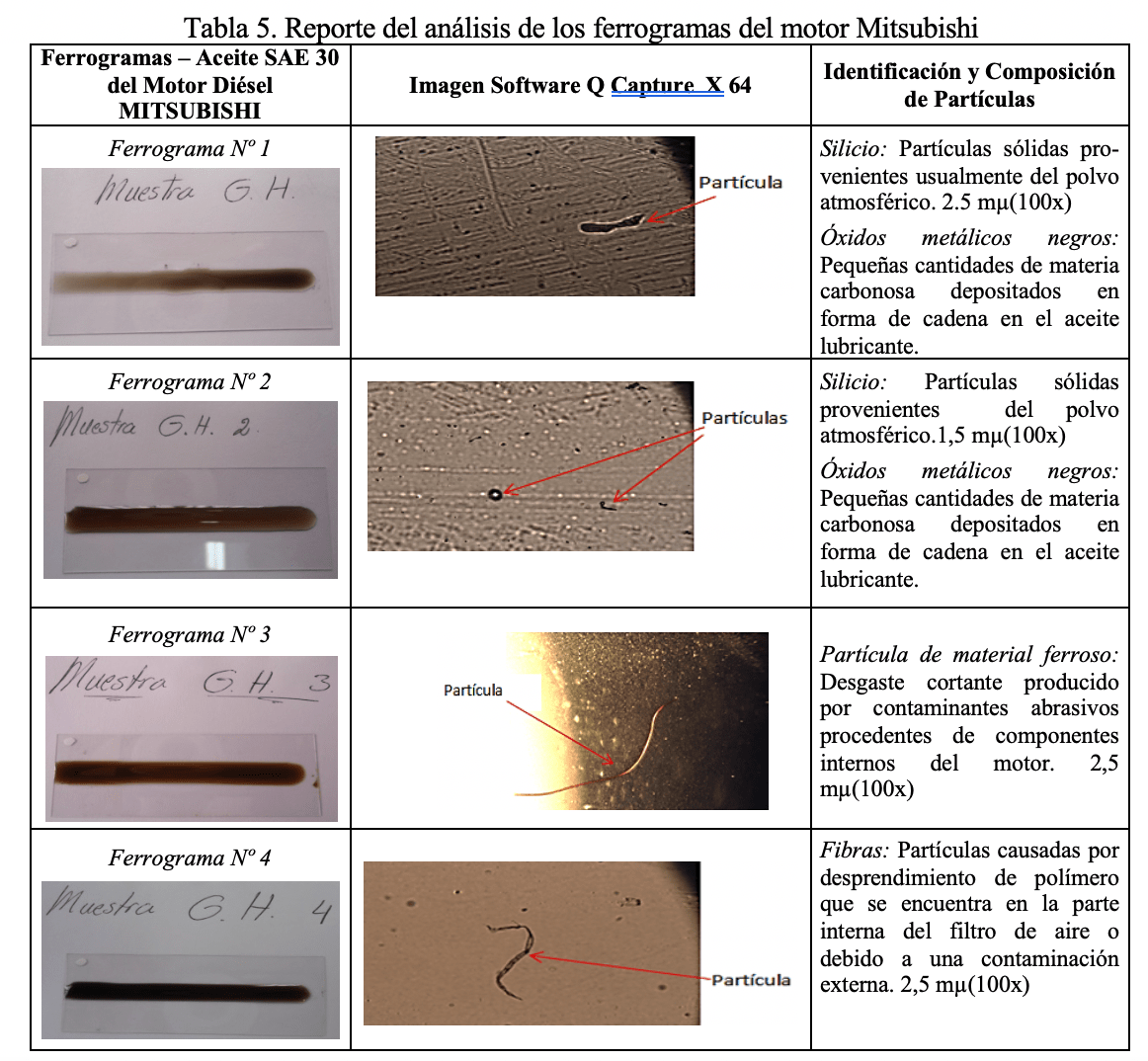
El reporte de los análisis de los ferrogramas se muestra, en las Tablas 3, 4 y 5.
MOTOR PERKINS. La primera imagen de la Tabla 3, muestra partículas de óxido de sílice. La imagen del segundo ferrograma presenta una partícula característica de desgaste por microcorte y partículas de óxido de sílice e impurezas. El análisis de la tercera muestra presenta el mismo fenómeno de desgaste abrasivo y presencia de partículas muy pequeñas por debajo de un micrón que se lo interpreta como hollín. En la imagen de la cuarta muestra se observa microrganismos debido a la humedad interna del cárter y presencia de sustancias que indican una mala combustión o suciedad de los inyectores.
MOTOR CUMMINS. La primera imagen de la Tabla 4, obtenida del primer ferrograma muestra partículas de desgaste de apariencia blanca las mismas que se encuentran de manera aleatoria en la plaqueta, estas son partículas de aluminio. La segunda imagen muestra presencia de partículas de silicio diseminas en forma aleatoria, pero también se observan enlazadas en forma de cadena que representa polvo atmosférico introducido en el sistema de lubricación. En la tercera imagen se verifica la contaminación del aceite y además se observan partículas de desgaste por corte. En la cuarta imagen se confirma un incremento de las partículas de desgaste características del deterioro abrasivo, y partículas corrosivas.
MOTOR HIMOINSA. La primera imagen de la Tabla 5 muestra partículas insolubles, partículas de silicio que no llegan a una micra, presencia de agua, óxidos metálicos negros depositados en el lubricante en forma de cadenas. En la segunda imagen se estima que la cantidad de residuos de polvo (lodos) y agua se ha incrementado. Al analizar el ferrograma de la tercera muestra se detectan partículas largas delgadas de color amarillo brillantes características del desgaste abrasivo en forma de alambre. En la cuarta imagen se constata partículas de material no ferroso, causadas por contaminación externa, se presentan partículas pequeñas producto de la corrosión interna del cárter.
4. Discusión de Resultados
El análisis realizado en el motor PERKINS muestra una cantidad moderada de contaminación de silicio en el aceite, durante el monitoreo se ha observado que la contaminación existente ha dado lugar a la aparición de partículas de elementos ferrosos producidas por desgaste abrasivo, la forma de las partículas muestran un desgaste normal, su tamaño oscilan en un rango de 2,5 a 3μm. Se aprecia presencia de agua en el lubricante de acuerdo a la coloración del mismo, su contenido se ha incrementado desde la primera muestra hasta la cuarta analizada.
En el motor CUMMINS el reporte muestra una cantidad moderada de partículas no ferrosas de desgaste provenientes del pistón. Esta contaminación junto a la presencia de materia carbonosa en forma de sólidos que se observa durante el monitoreo de las muestras de aceite han dado lugar a la aparición de partículas de elementos ferrosos producidas por desgaste abrasivo, la forma de las partículas muestran un desgaste normal. El tamaño de las partículas en el ferrograma No 4 es de 1,5a 2,5μm, aproximadamente. También se observa presencia de agua en el lubricante de acuerdo a la coloración del mismo, posible causa por la condensación dentro del cárter. Su contenido se ha incrementado desde la segunda muestra hasta la cuarta analizada.
El motor MITSUBISHI del generador HIMOINSA muestran una cantidad moderada de óxidos negros en el aceite lo cual se debe a una mala combustión, durante el monitoreo se ha observado que la contaminación existente y las partículas de silicio han dado lugar a la aparición de partículas de elementos ferrosos producidas por desgaste abrasivo; la forma de las partículas muestran un desgaste normal, su tamaño se encuentra entre 1,5 a 2,5 μm.
III. CONCLUSIONES
El análisis de las muestras realizadas de aceite permite determinar la existencia de partículas de silicio, aluminio, hierro, óxidos metálicos negros, agua, sólidos insolubles, trizas de desgaste abrasivo, que caracterizan la contaminación del aceite lubricante.
El mecanismo predominante de desgaste en los motores es el abrasivo, siendo el mecanismo mecánico corrosivo el secundario La explicación de tal fenómeno yace en la presencia de partículas abrasivas, primero del medio circundante donde se encuentran operando estos generadores y segundo no se encuentra garantizado un espesor de película hidrodinámica. La destrucción de las superficies en general se caracteriza por ser de forma mecánico – química, debido a que las partículas metálicas actúan como catalizadores acelerando la reacción de oxidación.
Para obtener una buena información en el análisis de muestras se debe tener en cuenta las frecuencias de muestreo según la norma (ISO 4021, 1992) y las recomendaciones del fabricante. Así como aplicar los métodos de muestro según la norma (ISO 3722, 2010).
Se recomienda revisar las frecuencias del mantenimiento autónomo de los filtros y utilizar sistemas portátiles de filtración para el drenado del lubricante.
Referencias
Anderson, P. (2008). Wear Particle Atlas Tricocorp. Cleveland, Ohio, United States of America.
Bhushan, B. (2001). Modern Tribology Handbook, United States of America: Departament of Mechanical Engineering, the Ohio State University.
Catalán, C. (2014). Ferrografía analítica – el poder de ver. Recuperado de: http://www.esourse.alstribology.com.
Cummis, (2001). Manual de operaciones y mantenimiento de motores diésel. Recuperado de: http://www.cummins.com/QST30-G4.pdf
ISO 3722, (2010). Código de limpieza, normas y especificaciones. Recuperado de: https://www.pall.com/pdfs/Industrial.../POCKET_BOOK_ES_Standard.pdf
ISO 4021, (1992). Análisis de contaminación de partículas, extracción de muestras de fluido de líneas de un sistema operativo. Recuperado de: https://www.iso.org/standard/9706.htm
Mitsubishi Engines, (2015). Manual de operación HTW1025 T6. Recuperado de: http//www.himoinsa.com
Montoro, J., Pujol, T. & González, N (2010) Comparativa entre la ferrografía analítica y las técnicas espectrométricas de análisis de aceites lubricantes usados. XVIII Congreso Nacional de Ingeniería Mecánica. Congreso llevado a cabo en España.
Noria, (2006). Atlas Wear Debris. Recuperado de: https://store.noria.com/products/wear-particle-atlas
Perkins Engines, (2002). Manual del usuario. Recuperado de: http//www.perkins.com
Ray, G. (2014). Caracterización de partículas en aceites en uso. Recuperado de: http//www.noria.mx
Rueda, M (2005). Tutorial de ferrografía directa y análisis de elementos presentes. Recuperado de: http://www.mantenimientoplanificado.com/...archivos/CURSOS%2FERROGRAFIA.pdf
Sisalima, S. (2015). Manual de laboratorio de ferrografía analítica. Escuela Superior Politécnica de Chimborazo, Riobamba, Ecuador.
Sisalima, W. (2016). Mantenimiento predictivo de los generadores diésel FG Wilson, Cummins, Himoinsa de la Empresa Sociedad Minera Liga de Oro S.A. Mediante ferrografía analítica (tesis de pregrado). Escuela Superior Politécnica de Chimborazo, Riobamba, Ecuador.