Resumen: Este trabajo tuvo desarrollo a partir de la hipótesis de agregados reciclados Grano de Caucho Reciclado siendo sustituto de agregado fino (arenas), como ingrediente de morteros en la fabricación de elementos constructivos y ejemplo de ello son los adoquines. Su contenido abarca los resultados de la investigación sobre las propiedades físico-químicas de distintas dosificaciones cuyo contenido de árido se sustituyó parcialmente por Grano de caucho reciclado en distintos porcentajes. Además se evidencia la evaluación de las propiedades mecánicas de las dosificaciones en estudio con las réplicas convencionales mediante ensayos de absorción, flexo-tracción y compresión. Lo anterior expuesto permitió determinar que se puede brindar una alternativa diferente para el reciclaje ya que el grano de caucho puede ser usado como posible sustituto de agregado fino, debido a que se obtuvieron adoquines ecológicos con 5, 7 y 9 porciento en sustitución de arena, que presentaron una absorción y resistencia a la flexión por encima de lo exigido por la norma técnica colombiana.
Palabras clave:Agregados recicladosAgregados reciclados,ExperimentaciónExperimentación,DosificaciónDosificación,Elementos constructivosElementos constructivos,Norma técnica colombianaNorma técnica colombiana.
Abstract: This work is developed from the hypothesis of recycled aggregates GCR (recycled rubber grain) as a substitute for fine aggregate (Sands), as an ingredient in mortars in the manufacture of constructive elements such as paving stones. Its contents cover the results of the research on physicochemical properties of different dosages whose aggregate content was partially replaced by GCR in different percentages. It also shows the evaluation of the mechanical properties of the dosages in study with the conventional samples by testing absorption, flexo-traction and compression.The foregoing allowed to determine that a different alternative for recycling can be provided as the rubber bean can be used as a possible substitute for fine aggregate, because cobblestones with 5, 7 and 9 percent were obtained to replace sand, which showed an absorption and resistance to bending above what was demanded by the Colombian technical standard
Keywords: GCR, recycling, substitute, fine aggregate, elaboration, ecological paving stones..
APROVECHAMIENTO DEL GRANO DE CAUCHO RECICLADO PARA LA ELABORACION DE ADOQUINES ECOLOGICOS COMO ALTERNATIVA A LA INDUSTRIA CONSTRUCTIVA
USE OF RECYCLED RUBBER GRAIN FOR THE ELABORATION OF ECOLOGICAL PAVING STONES AS ALTERNATIVE TO THE CONSTRUCTIVE INDUSTRY
Politécnico Colombiano Jaime Isaza Cadavid

Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial-CompartirIgual 4.0 Internacional.
Recepción: 27 Febrero 2019
Aprobación: 19 Mayo 2019
En la actualidad, el sector del transporte es considerado una herramienta de consumo masivo debido que a través de este medio que se logra la movilización de productos de uso personal, alimenticios, y, normalmente personas.
Según los estudios del departamento técnico administrativo del medio ambiente, en nuestro país esta actividad económica, aparte de crear una gran cantidad de empleos y ser el sustento de miles de familias, también ocasiona un grave impacto sobre los recursos naturales, ya que es el sector en donde más se consumen derivados del petróleo como combustibles y lubricantes, se industrializan gran cantidad de residuos como llantas, aceites y baterías, además de generar el 80 por ciento de la contaminación atmosférica en ciudades que cobijan grandes asentamientos poblacionales como es el caso de Bogotá.
Durante muchos años mientras un porcentaje de los neumáticos ha sido reprocesado y utilizado, otro tanto de estos ha sido ubicado en lugares de disposición especial o normalmente botados a cielo abierto y quemados, lo que en consecuencia crea escenarios lo menos armoniosos posible visualmente y sirven como habitad para proliferación de vectores como ratones, moscas y dengue, siendo estos letales al momento de afectar la salud pública de la población aledaña. [1]
Es de anotar, que el problema ambiental no solo recae en la explotación de asentamientos mineros, sino que también destaca el tema de generación de residuos como lo son las llantas las cuales aumentan proporcionalmente con el parque automotor.
De este modo, teniendo en cuenta la panorámica anterior del ser, la generación desmedida de llantas y escasez de recursos pétreos, se podría considerar una medida para contribuir al beneficio ambiental con la reutilización de las llantas para elaboración de adoquines.
El proyecto, está pensado en los siguientes factores: en el primero vamos a Identificar los aspectos e impactos ambientales ocasionados a casusa del post-consumo de la llanta, el segundo momento se explica la elaboración de un adoquín ecológico con las dosificaciones más apropiadas de grano de caucho reciclado, arena, cemento, y finalmente se busca evaluar sus propiedades y características mediante pruebas de laboratorio (Prueba de absorción de agua, resistencia a flexo-tracción y compresión) conforme a lo establecido en la norma técnica colombiana 2017.
Esta investigación se enfoca en evaluar que tan viable es incorporar estos residuos provenientes de las llantas como materiales para la elaboración de adoquines, y evaluar la viabilidad técnica para este propósito. Se ejecuta la caracterización tanto física como mecánica de este agregado reciclado, este proyecto mediante los lineamientos de saneamiento ambiental propone el aprovechamiento de llanta residual en diseño de nuevos materiales para la construcción y que en última instancia se propongan sus distintos usos ya sean: parques recreacionales, andenes peatonales y zonas de tránsito vehicular pasivo.
Respecto a lo que le compete, el siguiente proyecto hace alusión a los tipos de investigación explicativa y exploratoria con un nivel de investigación documental y experimental, ya que esta busca comparar mediante el desarrollo de distintos procedimientos técnicos la validez de la información adquirida con base a los datos obtenidos, además, descriptiva porque se realizará un análisis respecto a los resultados tabulados con el fin de analizar los datos y extraer generalizaciones significativas que contribuyan al conocimiento. La investigación tendrá un enfoque de carácter cuantitativo, ya que trata de cuantificar el problema y entender que tan generalizado esta mediante la búsqueda de resultados proyectables, que normalmente buscan medir la magnitud y van tras resultados estadísticos que se interpretan objetivamente. [2]
Se utilizó la metodología propuesta por Conesa Fernández – Vítora (1995), lo cual plantea la obtención de valores a partir de la valoración cualitativa y cuantitativa de los impactos ambientales identificados, obteniendo una matriz de interacción para los impactos ocasionados.
El proceso de elaboración de los adoquines ecológicos, se realizó en las instalaciones del laboratorio SOAL INGENIERIAS S.A.S, teniendo en cuenta la metodología que ellos emplean para la fabricación de adoquines; empleando el método convencional de vaciado en moldes o formaletas ya que es más factible debido a sus bajos costos y que puede alcanzar altos volúmenes de producción.
Se elaboraron ciento noventa y dos adoquines, utilizando cinco replicas por dosificación para cada prueba con el fin de aumentar los grados de libertad del experimento y en consecuencia disminuir el error experimental en el diseño para que sea sensible a diferencias entre tratamientos.
Como se pretende evaluar el comportamiento del agregado reciclado “GCR” en la composición de la mezcla, se suplió en tres porcentajes diferentes el contenido del mismo 5, 7 y 9 por ciento con respecto al agregado fino convencional.
Se realizaron doce réplicas con las características de un adoquín comercial 0% (Testigo), doce al 5% de grano de caucho, doce al 7% de grano de caucho y doce al 9% de grano de caucho “por dosificación de mezcla”, ya que los moldes son de doce adoquines y así contar con dos unidades sobrantes en caso de adoquines defectuosos o la necesidad de repetir alguna prueba, todo esto con el fin de aumentar la confiabilidad en los datos experimentales, es decir, cinco sometidos a la prueba de absorción, al no ser una prueba destructiva podrán ser aprovechados para la prueba de flexo-tracción y por último, cinco sometidos a una rotura por compresión.
Con el fin de corroborar los resultados obtenidos experimentalmente se empleó un diseño de experimento completamente aleatorizado “DCA” ya que la fuente de variabilidad perturbadora se conoce y es controlable (condiciones ambientales), no hay un gradiente que afecte, se mantiene constante.
Obtenidos los resultados del análisis de varianza del “DCA” se procedió a utilizar la prueba de Dunnet siendo esta la ideal a emplear cuando uno de los tratamientos es testigo y así comparar las medias entre tratamientos.
Teniendo en cuenta los factores ambientales que pueden ser afectados por acciones de la inadecuada disposición final de las llantas. Se representó la acción y los componentes del ambiente afectados, dando como resultado la intercepción con cada celda en función del impacto ambiental existente.
En la Tabla 2 se presentan los resultados de la valoración de impactos ambientales a raíz de la disposición inadecuada de las llantas.
Valoración de Impacto
Para determinar el valor de cada casilla en la matriz se multiplicaron las calificaciones propuestas subjetivamente, precedidas de signos según sea adverso o positivo cada impacto aplicando la ecuación de la importancia de un impacto ambiental.
En la matriz de impactos se obtiene la interrelación de la actividad con cada componente ambiental en consideración. Se producen para la presente actividad 17 interacciones causa-efecto de las cuales únicamente 6 se interrelacionan generando impacto negativo.
Finalmente calculada la importancia de cada uno de los impactos, y consignados estos valores en la matriz, se procede a análisis cualitativo de los resultados complementando el proceso de la valoración. La categorización de los impactos ambientales evaluados e identificados, se ha realizado respecto al valor de cada uno. Para este acometido se han conformado 2 categorías de de acuerdo a la tabla
Categorización de los impactos
Según la tabla anterior; el 33,33% son impactos compatibles (16,66% correspondiente al componente biótico y el otro 16,66% al abiótico) y el 66,66% son impactos moderados (aplicando 16,66% al componente social y los otros 49,99 pertenecientes al abiótico) arrojando las siguientes conclusiones.
La disposición inadecuada de las llantas podría generar un impacto compatible afectando al componente biótico asociado a la cobertura vegetal.
Esta actividad podría generar un impacto moderado afectando al componente abiótico asociado a la calidad del aire, así mismo a la calidad suelo, el contraste del paisaje (estas últimas con el mayor valor de este componente), y por ultimo un impacto compatible al componente abiótico implicado a la calidad del agua.
Disponer de forma inadecuada las llantas podría generar un impacto moderado afectando al componente social asociado a la calidad de vida.
Una vez definido el diseño, se procedió a la homogeneización de los materiales. Se pesaron conforme las cantidades requeridas y se mezclaron de manera manual, con ayuda de palas y palustres.

Fig. 2
Mezcla de los materiales y preparación de la mezcla
Las superficies de la formaleta que entran en contacto con la mezcla deben ser engrasadas utilizando una mezcla de aceite quemado con agua para facilitar el posterior retiro de los adoquines. Una vez homogeneizados los materiales se procedió al vaciado en los moldes con capacidad para 12 adoquines, con dimensiones de 100 mm de ancho por 200 mm de largo y 60 mm de espesor para cada adoquín, como se muestra en la Fig. 3. Posteriormente se procedió a eliminar manualmente los grumos generados en todas las mezclas que contenían caucho para evitar como producto final adoquines cuarteados y con cavidades. Finalizado el desmoronamiento se realizó por un periodo no mayor a cinco segundos la vibro compactación en la máquina.
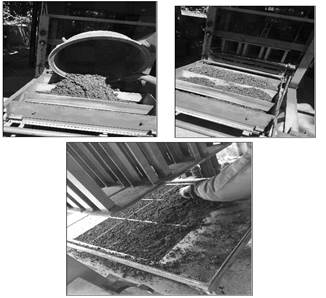
Fig. 3
Proceso de vaciado y vibro compactación
Finalizada la vibro compactación se llevaron al proceso de fraguado. Todas las muestras fueron elaboradas el mismo día, y por orden de ejecución, se hizo primero la mezcla para la dosificación 1:2 convencional (testigo) luego las mezclas con 5% de grano de caucho reciclado, con 7% de grano de caucho reciclado y por último la mezcla con 9% de grano de caucho reciclado. Siguiendo este orden se elaboraron los adoquines para las dosificaciones 1:3, 1:4 y 1:5 respectivamente.
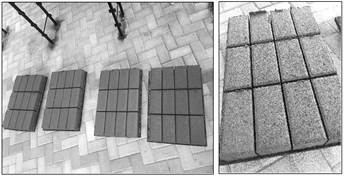
Fig. 4
Fraguado y curado del adoquín
Se tomaron 5 muestras de cada mezcla por dosificación para realizar la prueba de absorción de agua, cada uno de los adoquines fueron designados con un número del 1 al 5 y el porcentaje de material reciclado que tenían. Posteriormente se le tomó su peso seco a cada espécimen.
Luego las muestras de ensayo se sumergieron durante 24 horas dentro de un recipiente lleno de agua, cumplido este tiempo se secaron superficialmente con un trapo y sin perder tiempo se procedió al pesaje de cada adoquín saturado y superficialmente seco.

Fig. 5
Saturación por 24h y pesaje de los adoquines
La Fig. 6 presenta el comportamiento obtenido entre los distintos porcentajes reemplazados de GCR por agregado natural respecto a la absorción por los adoquines, utilizando el valor promedio obtenido para esta como indica la [6] “los adoquines de concreto deben tener una absorción de agua total (Aa%) (Para todo el volumen del espécimen) no superior al 7 % como valor promedio para los especímenes de la muestra”.
Fig. 6
Comparación de Absorción de agua para las diferentes mezclas
Procedemos a la interpretación de los resultados empezando por la dosificación 1:2, lo cual hace evidente que a mayor adición de GCR se aumenta la absorción en los especímenes, sin embargo, la adición del material no perjudica en términos generales el resultado ya que todos valores satisfacen la norma al ser inferiores a 7%.
La dosificación 1:3 evidencia que a mayor sustitución de agregado pétreo por GCR se obtuvo una menor absorción de agua por promedio de cinco especímenes, lo que indica que para esta dosificación hay mayor afinidad con el GCR en términos de adherencia, además de cumplir con la [6]. En conclusión esta fue la dosificación con mayor rendimiento en la prueba de absorción.
Se puede observar que la dosificación 1:4 fue la de peor rendimiento, ya que ninguna dosificación (a excepción de la testigo) cumplió con lo indicado en la norma, sin omitir que a mayor adición de GCR era menor la absorción de los adoquines.
Respecto a la última dosificación se aprecia que incluso la dosificación sin GCR adicionado (testigo) incumple con el límite máximo permisible para absorción, solo una dosificación satisface y es la de menor porcentaje sustituido. Por otra parte a mayor remplazo de GCR crecía la absorción en los adoquines lo cual no es ventajoso.
Luego de terminada la prueba de absorción inmediatamente se utilizaron las cinco réplicas para someterlas al ensayo de flexión (finalizada la marcación de la luz de 10 mm de lado y lado representado en la Fig. 7 como indica la norma para aprovechar el proceso de saturado superficialmente seco. El montaje ejecutado en esta prueba se presenta a continuación:

Fig. 7
Montaje para ensayo de flexo-tracción a 28 días
Los resultados expuestos son un resumen del proceso de cálculo posterior a la elaboración de cada ensayo en las instalaciones del laboratorio SOAL INGENIERIAS S.A.S.

Fig. 8
Resultado patológico al fallar por flexión el adoquín
Fig. 9
Comparación de las Resistencias al módulo de rotura (Mr) en los adoquines
Los resultados obtenidos en el ensayo del módulo de rotura para la dosificación 1:2 se esperaban más cercanos a lo exigido por la norma, ya que posee más cemento que las demás dosificaciones y solo el testigo (se esperaba que cumpliera) y la sustitución del 5% de GCR excedió el valor de 4,2 Mpa. Cabe resaltar que los valores para el 7% y 9% no se alejan tanto del objetivo, están muy cercanos al exigido por la norma técnica colombiana NTC.
La dosificación 1:3 evidencia que a mayor sustitución de agregado pétreo por GCR se obtuvo un módulo de rotura menor por promedio de cinco especímenes, sin embargo, superan el valor promedio del testigo lo cual no solo excede el valor mínimo de la norma sino que también el nuevo adoquín con GCR supera los alcances de resistencia que los actuales adoquines tradicionales. De lo anterior también se puede concluir que la dispersión del (Mr) en la sustitución del material reciclado crece conforme se sustituye mayor cantidad de GCR evidenciando rendimientos de (14,54% para el 5%), (10,9% para el 7%) y (5,45% para el 9%) por encima del 5,5 Mpa del valor promedio de los testigos.
Analizando la Fig. 9 se observa que en la dosificación 1:4 a mayor sustitución de agregado pétreo por GCR se obtuvo un módulo de rotura menor por promedio de cinco especímenes, únicamente satisface el promedio testigo lo indicado en la norma, lo cual indica que al realizar adoquines reciclados con 5, 7 y 9 porciento a edad de 28 días no se obtiene la resistencia exigida por la norma.
Con un valor de 5,0 Mpa para la mezcla 1:5 y un contenido de 5% de GCR, fue el único valor superior en comparación con el 4.2 Mpa exigido por la norma técnica colombiana NTC, inclusive por encima del valor testigo que también presento un mal desempeño en esta prueba. Básicamente por tener un material poco homogéneo en la mezcla de mortero, el comportamiento estructural del adoquín produce resultados muy dispersos con fallas repentinas para el módulo de rotura.
Para realizar este ensayo tomaron las cinco réplicas respectivas por dosificación y porcentaje sustituido de GCR, para luego fallarlo en la maquina universal como se muestra en la Fig. 10. Cada adoquín fue designado con un número del 1 al 5 y el porcentaje de material reciclado que tenían. Los adoquines fueron ensayados a la edad de 28 días, misma edad de ensayo para las pruebas anteriores.

Fig. 10
Montaje para ensayo de Compresión a 28 días
Los resultados se muestran a continuación son un resumen del proceso de cálculo posterior a la elaboración de cada ensayo en las instalaciones del laboratorio SOAL INGENIERIAS S.A.S.

Fig. 11
Resultado patológico al fallar por compresión el adoquín
Fig. 12
Comparación de las Resistencias a la Compresión en los adoquines
Evaluando las muestras obtenidas a los 28 días de haberse fundido los diferentes adoquines, todas las dosificaciones resultaron insatisfactorias a la resistencia a compresión para la que fue proyectado el mortero (R´mm), al momento de emplear la metodología por Rivera [4]. A mayor sustitución de agregado pétreo por GCR en general se obtuvo una menor resistencia por promedio de cinco especímenes, no obstante, se evidenció que las mezclas con contenido de agregado reciclado de 5%, 7% y 9% para la dosificación 1:3 se comportaron de forma similar a la prueba por Absorción de agua ( a medida que aumenta el % a sustituir de GCR, crece la resistencia), siendo indiscutible que los adoquines para la dosificación 1:3 tuvo el mejor rendimiento con la adición de GCR en todos los ensayos a los que fueron sometidos.
Resultados del diseño experimental (Prueba de Dunnet)
De manera que los resultados obtenidos en el diseño de experimento y la aplicación de la prueba de Dunnet fueron conexos a los obtenidos experimentalmente, y en ese orden de ideas, los datos obtenidos experimentalmente se justificaron estadísticamente.
Se diseñaron cuatro dosificaciones de mezcla y fabricamos adoquines peatonales, con 5, 7 y 9 porciento de grano de caucho reciclado en proporción volumen a la arena de cada diseño, y se fabricaron adoquines sin grano de caucho reciclado para comparar los resultados (testigos). Según la norma nacional NTC 2017 la absorción de agua para los adoquines no debe ser superior al 7% como valor promedio de cinco especímenes; los resultados obtenidos a 28 días arrojaron que solo las dosificaciones 1:2 y 1:3 cumplen satisfactoriamente lo exigido por la norma, mientras que las dosificaciones 1:4 y 1:5 no satisfacen el valor mínimo como indica la norma (con excepción de 1:5 con 5% de remplazo) para este caso el porcentaje de absorción tiende a ser elevado, y en consecuencia, desfavorable. Esto puede atribuirse a que las dosificaciones calculadas para 1:4 y 1:5 requieren de mayor cantidad de agregado fino para la mezcla, por tanto en términos de volumen se incrementaban los porcentajes a sustituir de (5, 7, 9) porciento. La mezcla de diseño con mejor rendimiento según los resultados obtenidos fue la 1:3 con 9% de GCR, seguidamente su remplazo en 7% de GCR y luego en 5% de GCR.
Los Módulos de Rotura (Mr.) más altos y en cumplimiento con la norma técnica colomiana NTC que se alcanzaron con las pruebas realizadas a los adoquines con material reciclado, fueron los obtenidos nuevamente por de la dosificación 1:3, esta vez con 5% de GCR, seguidamente su remplazo en 7% de GCR y luego en un 9% de GCR porciento de sustitución, superiores incluso a su muestra testigo lo que prueba que para las cantidades de material de la dosificación 1:3 el GCR aporta características especiales que contribuyen al aumento del Módulo de Rotura. A demás se probó que al sustituir un 5% de GCR en las dosificaciones 1:2, 1:4 y 1:5 se satisface el valor exigido en la norma de 4,2 Mpa.
Se comprobó que al someter los adoquines al ensayo a compresión para una resistencia que fueron proyectados inicialmente, los adoquines no obtienen resultados provechosos, por tanto este indicador adicional en la investigación resultó fallido.
En este orden se estableció para la investigación, que la dosificación 1:3 obtuvo las proporciones más óptimas con agregados reciclados (GCR) para la fabricación de adoquines que cumplan con la norma técnica colombiana NTC 2017. Se logró cumplir con la principal motivación del proyecto, brindar una alternativa diferente para el reciclaje del caucho (material no biodegradable por el ambiente) se comprobó la hipótesis que la utilización de agregados reciclados (GCR) es de fácil aplicación en pequeñas industrias de producción de adoquines ”reemplazando pequeñas cantidades” indicando un ahorro de agregado fino; y este ahorro de materia prima (arena), ambientalmente hablando, mitiga posibles impactos a raíz de actividades como “explotación de las canteras naturales” y evita crear escenarios que sean fuente de contaminación y deterioro ambiental.
-
Emplear la dosificación 1:3 (uno de cemento por tres de arena) final del mortero para estudiar otros porcentajes mayores de sustitución, debido a que esta obtuvo los resultados más óptimos y se restringió solo para 5, 7 y 9 por ciento, manteniendo la metodología propuesta por (Rivera, 2013).
-
Con relación al proceso de producción en los adoquines continuar con el proceso de vibro-compactación, ya que estas mezcladoras son excelentes para este tipo de mezclas y brindan homogeneidad y cohesión en los adoquines y en consecuencia mejorar la resistencia final.
-
Es un factor preponderante que al realizar la mezcla de los materiales se debe realizar primero en seco, de esta forma se garantiza la homogeneidad de la mezcla durante la hidratación.
Cómo citar este artículo: L. Jaimes, K. Torres. “Aprovechamiento del GCR para la elaboracion de adoquines ecológicoscomo alternativa a la industria constructiva”, Revista Politécnica, vol. 15, no.29 pp.33-44, 2019. DOI: 10.33571/rpolitec.v15n29a3
https://revistas.elpoli.edu.co/index.php/pol/article/view/1520/1222 (html)
https://revistas.elpoli.edu.co/index.php/pol/article/view/1520/1212 (pdf)
Le agradecemos primeramente a Dios, a nuestra familia, en primera instancia a la empresa SOAL INGENIERÍA S.A.S, al ingeniero Milciades Soto, a los ingenieros Karina Torres Y Eberto Ortega. De esta manera a todos los docentes de la facultad de ingenierías y tecnologías que de una u otra manera nos colaboraron durante el desarrollo de nuestra tesis aportando sus experiencias y amplios conocimientos para su aplicación en este trabajo.
Valoración de Impacto
Categorización de los impactos
Fig. 2
Mezcla de los materiales y preparación de la mezcla
Fig. 3
Proceso de vaciado y vibro compactación
Fig. 4
Fraguado y curado del adoquín
Fig. 5
Saturación por 24h y pesaje de los adoquines
Fig. 6
Comparación de Absorción de agua para las diferentes mezclas
Fig. 7
Montaje para ensayo de flexo-tracción a 28 días
Fig. 8
Resultado patológico al fallar por flexión el adoquín
Fig. 9
Comparación de las Resistencias al módulo de rotura (Mr) en los adoquines
Fig. 10
Montaje para ensayo de Compresión a 28 días
Fig. 11
Resultado patológico al fallar por compresión el adoquín
Fig. 12
Comparación de las Resistencias a la Compresión en los adoquines
Resultados del diseño experimental (Prueba de Dunnet)
