Diseño de un sistema automático de embotellado y sellado de botellas para jugos de 250 mm3
Design of an Automatic System for Bottling and Sealing Bottles for Juices of 250 mm3
 Jessica Gisella Maradey-Lázaro jmaredey@unab.edu.co
Arly Darío Rincón-Quintero arincon007@ikasle.ehu.eus
Jhon Alexander Caballero- Moreno jcaballero@unab.edu.co
Gustavo Andrés Castellanos-Gómez gcastellanos@unab.edu.co
Camilo Leonardo Sandoval-Rodriguez csandoval001@ikasle.ehu.eus
Jessica Gisella Maradey-Lázaro jmaredey@unab.edu.co
Arly Darío Rincón-Quintero arincon007@ikasle.ehu.eus
Jhon Alexander Caballero- Moreno jcaballero@unab.edu.co
Gustavo Andrés Castellanos-Gómez gcastellanos@unab.edu.co
Camilo Leonardo Sandoval-Rodriguez csandoval001@ikasle.ehu.eus
Diseño de un sistema automático de embotellado y sellado de botellas para jugos de 250 mm3
Científica, vol. 26, núm. 1, pp. 1-12, 2022
Instituto Politécnico Nacional
Recepción: 25/01/2022
Aprobación: 01/03/2022
Resumen: Actualmente, la mayoría de los procesos de producción en la industria alimentaria requiere niveles de automatización altos, dada la precisión y el tiempo total consumido son las principales variables que influencian los costos de fabricación, la productividad, la competitividad y la satisfacción de los clientes. Este artículo pretende mostrar el diseño de un prototipo de sistema automático para embotellado y sellado de botellas específicamente de 250 mm. incluyendo la definición de criterios de selección basados en el presupuesto planeado.
Palabras clave: sellado, embotellado, automatización, botellas.
Abstract: Currently, most of the production processes in the food industry require high levels of automation, given precision and the total time consumed are the main variables that influence manufacturing costs, productivity, competitiveness, and customer satisfaction. This article aims to show the design of a prototype of an automatic system for bottling and sealing specifically 250 mm. bottles, including the implementation of an easy-to-use HMI for operators who carry out this process.
Keywords: sealing, bottling, automation, bottles.
I. Introducción
La automatización industrial se ha convertido en un área en pleno desarrollo y de gran importancia para todos los sectores industriales, ya que permite mejorar la productividad de las empresas y la calidad de sus productos. En la industria alimentaria se producen gran variedad de productos en cantidades, tamaños y presentaciones que buscan ofrecer al cliente soluciones innovadoras que respondan a sus necesidades en seguridad y confiabilidad en la marca y en el producto. Actualmente, las fábricas (pequeñas o medianas) deben implementar nuevas tecnologías con el fin de incrementar su producción y brindar productos calificados para ingresar con fuerza en los mercados regionales y nacionales [1], [2].
Particularmente, la producción de bebidas es uno de los sectores económicos más influyentes en el PIB de un país. Consta de procesos iniciando en el lavado y terminando con el etiquetado de las botellas. En este artículo nos centraremos en dos procesos clave: embotellado y sellado [3], [4].
El embotellado es el proceso principal en el negocio de las bebidas, desde el agua mineral, hasta las gaseosas, jugos, cervezas y todo aquello que podamos envasar en una botella [5], [6]. Es claro que antes se realiza el lavado y la esterilización bajo estrictos requerimientos según normativa vigente en cada país. Puede decirse, que el proceso de embotellado es el eslabón que une una producción satisfactoria, con una venta exitosa [7], [8]. Para el llenado de las botellas, existen múltiples alternativas como es un sistema de boquillas, las cuales son alimentadas por una tolva donde se reparte a través de tuberías y válvulas. Posteriormente para el sellado de la botella puede realizarse un cierre a presión, mediante un alimentador con tapones de plástico o roscas, con gotero, flex top, cápsulas, sellado en foil, metálicas, etcétera [9], [10].
Es imprescindible tener control sobre las variables del proceso, ya sea usando visión artificial, celdas de carga, poka yokes o estaciones de medición y chequeo visual que permitan garantizar la integridad del producto y la validez del proceso productivo [11], [12]. Otros estudios pueden incluir una evaluación energética buscando mejorar la eficiencia de recursos físicos de la locación como el de iluminación y pronosticar la demanda usando técnicas de inteligencia artificial [13], [14]. Establecer el equilibrio entre los requerimientos del cliente, las necesidades de crecimiento y mejoramiento de las empresas teniendo en cuenta la normativa vigente , la competitividad y productividad con el proceso automatizado se evidencian en procesos similares como el de cerveza artesanal, en el cual pasaron de producir 125 unidades por semana a 90 unidades por hora [15], [16].
Por todo lo anterior, el presente trabajo busca mostrar cada una de las fases que se realizaron para lograr el diseño de un sistema automático de embotellado y sellado de botellas, destacando la planificación de los costos vs requerimientos técnicos, así mismo, los cálculos matemáticos, la definición de criterios de selección de controlador y programación para la descripción completa del proceso basado en la normatividad vigente [17], [18].
II. Materiales y métodos
Para el desarrollo del producto, se seleccionó una metodología denominada “V” de cuatro niveles para abordar este caso. Esta metodología es una representación gráfica del ciclo de vida de desarrollo del sistema, que resume las principales etapas con las entregas correspondientes [19], [20].
A) Marco conceptual para el diseño
Dado que el movimiento del manipulador debe ser controlado para así obtener la precisión que lo caracteriza, se presenta a continuación el modelo cinemático del manipulador. Utilizando el método de Denavit-Hartemberg se resolvió la cinemática de posición y velocidad [21], cuyo esquema puede observarse en la Fig. 1.
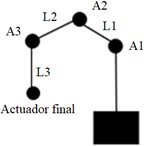
Fig. 1.
Robot cartesiano simplificado.
Luego se realizan las matrices de transformación, teniendo presente siempre que primero se hace rotación en z, desplazamiento en z, desplazamiento en x y rotación en x, en caso de que se necesite un movimiento más para que coincida, significa que quedaron mal ubicados los sistemas de coordenadas [22]. Se puede observar que longitudes para el caso del robot cartesiano son variables.
 (1-4)
(1-4)Posteriormente realizada la cinemática de posición pasamos, a realizar la cinemática de velocidad, la cual se facilita mediante este método pues ya que teniendo las matrices de transformación solo es derivar, hacer la transpuesta y multiplicar por la inversa [23], [24]. El esquema puede verse en la Fig. 2.
Para los cálculos del tornillo sin fin, se utilizó se tuvo en cuenta que como característica principal es:
- El paso (p) es la distancia que hay entre dos hilos adyacentes, medida paralelamente el eje de la rosca, y es el reciproco de número de hilos por pulgada, N.
- El avance (L) es la distancia que desplaza una tuerca, cuando se da una vuelta en el caso de la rosca simple (o rosca de un solo filete), el avance es igual al paso.
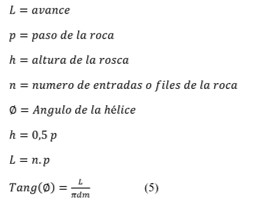 (5)
(5)

Fig. 2.
Robot cartesiano sistemas de coordenadas.
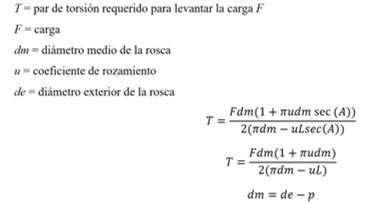
El torque necesario para elevar un peso, que en nuestro caso son las respectivas latas de lechera, se detalla en la Fig. 3 y la Fig. 4.
![Geometría del tornillo sin fin [25] .](../61472342005_gf5.png)
Fig. 3.
Geometría del tornillo sin fin [25] .
![Torque necesario para elevar el peso [26].](../61472342005_gf6.png)
Fig. 4.
Torque necesario para elevar el peso [26].
B) Modelo del prototipo en CAD
El sistema consta de 4 etapas en el proceso de embotellado, a continuación, se especifica cada una de ellas:
Primera etapa. El proceso inicia con una carga dentro del contenedor de botellas y consiste en la secuencia de dos servomotores, que por medio de una comprobación de sensores infrarrojos despacha cada una de las botellas, es decir, se activa el primer servomotor y a continuación se lleva a cabo una detección del sensor, se cierra el primer servomotor y seguido de ellos el último que dispensa la botella al círculo giratorio principal de movimiento para cada una de las etapas posteriores. Este proceso es repetitivo y se lleva a cabo con la validación del sensor presente en la siguiente estación [27].
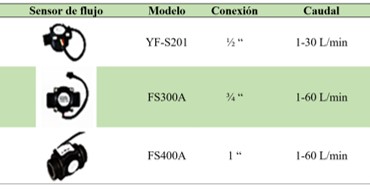
Segunda etapa. Consiste en la inyección de líquido del tanque a la botella, posterior de la validación de la posición donde se encuentra la botella, esta da paso a la inyección del líquido por medio de un sensor de flujo y una electroválvula para garantizar que no se desperdicie el fluido y se inyecte en el instante preciso. Por dentro del tanque se realiza una comprobación por medio de dos flotadores para verificar si hay producto en el tanque [28].
Tercera etapa. Consiste en la verificación del tercer desplazamiento de la botella en el círculo giratorio principal y en el que se le enroscará la tapa a la botella. El proceso es de la siguiente manera, de la misma forma como en el contenedor de botellas las tapas se encuentran en un contenedor y consta de una verificación por un sensor infrarrojo y dos servomotores que desplazan la tapa a un punto acogida por un molde para enroscado, al llegar al punto dispuesto un brazo con dos servomotores de dos grados de libertad, presionan la tapa con el molde y la llevan al punto donde se encuentra la botella para que, en ese momento, con un motorreductor asegurado al molde se pueda enroscar y posteriormente desplazar a la etapa 4 o etapa final [29].
Cuarta etapa. Solo consiste en el último desplazamiento del círculo giratorio que transporta la botella tapada por un orificio en la base donde se está moviendo. Todo el proceso está siendo verificado y monitoreado, de esta forma se hace repetitivo. En la Fig. 5 se puede observar el prototipo en CAD.
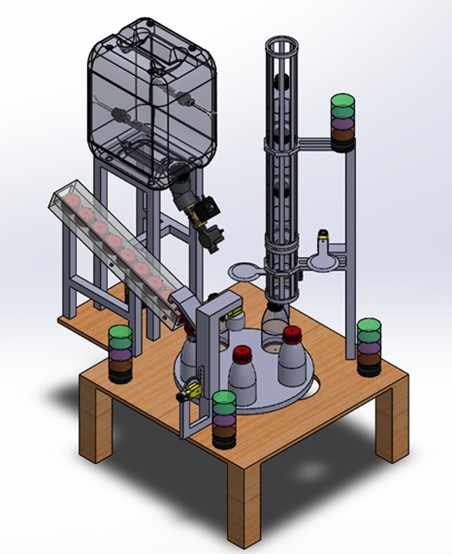
Fig. 5.
Vista isométrica.
C) Selección de la instrumentación
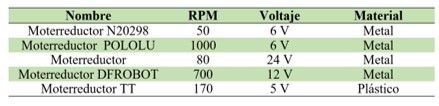
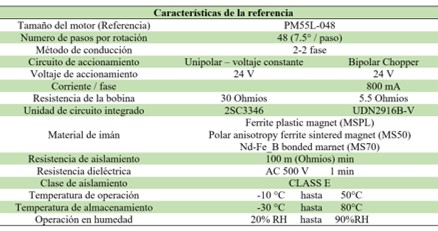
De acuerdo con los cálculos realizados, se procede a revisar en el mercado la instrumentación disponible de acuerdo con el presupuesto y a los requerimientos técnicos del sistema a implementar. Para este propósito se usan matrices de ponderación como puede verse en las tablas a continuación (Tablas 1, 2,3, 4,5, 6 y 7).
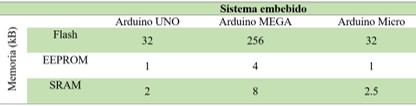
Para seleccionar el controlador se toman las diversas opciones del mercado y mediante uso nuevamente de una matriz se listan los requerimientos, cuyo resultado se opta por AT mega 2560.
La memoria se define como la capacidad de memoria de los sistemas embebidos, siendo las memorias evaluadas EEPROM, SRAM y FLASH. Se define en calificación en un rango de 1 a 5, siendo 1 (menor almacenamiento en memoria) y 5 (mayor capacidad de 2 memoria). Se pretende utilizar un sistema embebido con microcontrolador de una capacidad considerable.



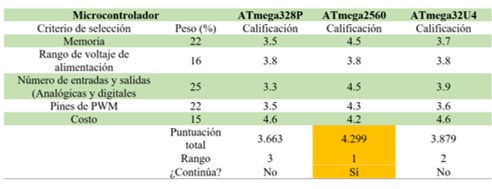
Para determinar los puertos (entrada y salida) se mira la cantidad de pines de entrada y salida digitales y analógicos de acuerdo con la necesidad, se busca mayor disponibilidad de puertos por si se requiere el uso de más puertos a futuro. Sobre los Puertos de PW se evalúa cuántos pines de PWM tiene disponible cada sistema embebido, consideramos mejor los sistemas que posean mayor cantidad de pines de PWM (véase Tablas 8, 9 y 10).


Costo. Se considera que, a menor precio, la calificación será mejor, los valores de precio son obtenidos de precios estándar a los que se pueden comprar.
Por otro lado, se muestra a continuación un flujograma del proceso que se lleva a cabo, con una secuencia manual y automática.
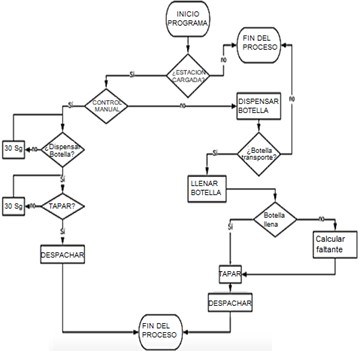
Fig. 6
Secuencia manual y automática.

Como lenguaje de programación se seleccionó el lenguaje C90 ya que es un lenguaje muy similar a lenguajes ya trabajados por lo que resulta familiar programarlo, además usamos la herramienta aprendida en la teoría (Atmel Studio). Para realizar la interfaz HMI es necesario definir la secuencia manual y automática que seguirá la máquina, la cual se muestra en la Fig. 6. El modo automático para el proceso se describe a continuación:
1. El proceso inicia con la interacción de un pulsador para el inicio del programa y funcionamiento del proceso.
2. El proceso inicia con la introducción del valor deseado de producción resultante al final de la línea, es decir: si se desea embotellar 20 botellas que el sistema tome las decisiones para ratificar la introducción del dato.
3. Posteriormente tras la introducción del dato, el sistema hace un barrido para verificación de producto en las etapas, con señales visuales en su planta e interfaz (verificación de botellas, líquido y tapas).
4. El inicio del proceso con la etapa de dispensador de botella, está definida por dos placas separadoras de producto, es decir, inicialmente las botellas estarán interrumpidas por una placa a que impide la caída de la botella y la b que es la dispensadora de caída antes de incorporarse en el círculo de transporte. El proceso mantiene las dos placas apagadas es decir impidiendo, el paso del compartimento a y el b, la compuerta a se mueve y permite el paso de solo una botella, luego se cierra la misma y abre la b, para dejar caer solo una botella. Posteriormente se apaga la b y reinicia para solamente dejar en el comportamiento de separador una botella nada más.
5. Seguido, el círculo transporta la botella y pasa al llenado de la botella. El contenedor se llena con el líquido necesario pues estará controlado por un sensor de flujo, dentro del tanque se realiza un control de tanque y una bomba impulsa el líquido.
6. Luego de realizado el llenado del envase pasa a la etapa de tapado, que tiene en primer lugar el posicionamiento de una tapa en orificio para poder enroscarla e incorporarla al envase. Seguido, el círculo transporta y solamente deja caer el envase ya tapado y llenado.
7. Cada etapa tiene un tiempo establecido que solamente al cumplir los tiempos totales será posible el desplazamiento. Cada proceso está incorporado a 3 señales de alerta verde funcionamiento correcto, amarillo en proceso y rojo detección de error e interrupción de proceso total.
8. El funcionamiento manual del proceso está basado en la interacción con pulsadores de todo el proceso, y que el operario tiene el control total de los tiempos en la producción para el traspaso de etapa a etapa. Ratifica su funcionamiento, pero reduce en un valor grande el tiempo de producción.
D) Prototipo construido
Para la construcción del prototipo se realizaron los siguientes procesos:
1. Soporte base. El soporte base consta de 9 varillas de acero que forman una mesa reforzada por tornillos, pero soldada con punto de soldadura. Principalmente se establecen las medidas y cortes para la mesa de acero, luego se procede a derretir el material para la soldadura con puntos de soldadura en cada uno de los lados de la terminación del tubo de acople. Finalmente, la soldadura reforzada se utiliza para instalar roscado interno dentro de algunos de los tubos para poder implementar diferentes posiciones del tubo.
2. Placa con orificios de desplazamiento. Cortada en MDF de 3 mm para reducir en su mayoría el peso y su versatilidad al corte. Consta de un círculo exterior de 40 cm que, dibujada como una cruz, implementa las 4 posiciones de desplazamiento que encuentra el sistema por completo. Dentro de cada punta de la cruz se encuentra un orificio con la media de la botella y con una tolerancia de ± 1 mm. Por lo cual cada orificio limita su movimiento y lo desplaza al mismo tiempo.
3. Corte de bloque de madera. Un bloque de 10×10cm no es de fácil acceso y mucho menos de fácil corte. Con sierra fija de aserradero, se corta un bloque de 10×10×10 cm para cumplir la funcionalidad de soporte del motor paso a paso. Posteriormente pasa a un proceso de lijado por medio de lija de vibración.
El prototipo final y construido se muestra en la Fig. 7.

Fig. 7.
Prototipo construido.
III. Conclusiones y recomendaciones
El logro más importante es brindar una solución económica y automática para el embotellado y sellado de botellas para jugos en la industria alimenticia. El proceso de automatización presentado en este artículo, a mayor escala, puede resolver y facilitar los problemas de la industria con mayor rapidez y precisión para un volumen específico. Como recomendación, se propone una mayor investigación en este sistema con el fin de implementar otros componentes al proyecto que puedan convertirlo en una máquina deseada en el mercado industrial. Además, aplicar otras metodologías como Diseño de Fabricación y Montaje (DFMA) y Economía Circular. Es imprescindible si es posible establecer una configuración experimental más extensa y realizar los respectivos protocolos de pruebas que permitan validar su funcionamiento.
Agradecimientos
Los autores agradecen el apoyo institucional de las Universidad Autónoma de Bucaramanga (UNAB).
Referencias
[1] R. G. Robertshaw, “Automatic cleaning and disinfection of suction bottles,” J. Hosp. Infect., vol. 3, no. 3, pp. 299-302, 1982.
[2] R. Cachon, D. Alwazeer, “14 - Quality Performance Assessment of Gas Injection During Juice Processing and Conventional Preservation Technologies,” A. M. Grumezescu et al., Academic Press, 2019, pp. 465-485.
[3] P. J. Fellows, “25 - Filling and sealing of containers,” in Woodhead Publishing Series in Food Science, Technology and Nutrition, 4th ed., Woodhead Publishing, 2017, pp. 1045–1076.
[4] A. Rincón-Quintero, L. Portillo-Valdés, A. Meneses-Jácome, J. Ascanio Villabona, B. Tarazona Romero, M. Durán-Sarmiento, “Performance Evaluation and Effectiveness of a Solar-Biomass Hybrid Dryer for Drying Homogeneous of Cocoa Beans Using LabView Software and Arduino Hardware,” Lecture Notes in Electrical Engineering, vol. 764, 2021, pp. 238–252.
[5] P. R. Ashurst, R. Hargitt, F. Palmer, “Chapter 10 - Packaging, Storage and Distribution of Soft Drinks and Fruit Juice,” in Woodhead Publishing Series in Food Science, Technology and Nutrition, P. R. Ashurst, R. Hargitt, et al., Woodhead Publishing, 2017, pp. 161–184.
[6] R. S. Matche, Chapter 32 - Packaging Technologies for Fruit Juices, San Diego: Academic Press, 2018, pp. 637-666.
[7] Z. Berk, Chapter 8 - Production of single-strength citrus juices, San Diego: Academic Press, 2016, pp. 127-185.
[8] T. Koutchma, K. Warriner, Chapter 3 - Case study of validation of high hydrostatic pressure processing of fruit and vegetable smoothies in PET bottles, Academic Press, 2022, pp. 99–112.
[9] A. Rincón-Quintero, O. Lengerke Perez, J. Maradey Lazaro, G. Garrido-Silva, C. Sandoval Rodriguez, J. Osorio-Lizarazo, Determination of Heat Transfer Coefficients in Natural and Forced Convection for Different Geometric Configurations, Using a Prototype Controlled by LabView Software and Arduino Hardware, 2021.
[10] M. Strobl, Chapter 25 - Inertization and bottling, Academic Press, 2022, pp. 327–338.
[11] P. R. Ashurst, R. Hargitt, F. Palmer, “3 - Canning of juices, fruit drinks, and water,” in Woodhead Publishing Series in Food Science, Technology and Nutrition, Woodhead Publishing, 2016, pp. 135–168.
[12] G. Garrido-Silva, J. Maradey Lazaro, A. Rincón-Quintero, O. Lengerke Perez, C. Sandoval Rodriguez, C. Cardenas-Arias, “Estimation of the Energy Consumption of an Electric Utility Vehicle: A Case Study,” Lecture Notes in Electrical Engineering, vol. 763, 2021, pp. 257–272.
[13] C. Aversa, M. Barletta, A. Gisario, E. Pizzi, R. Prati, S. Vesco, “Design, manufacturing and preliminary assessment of the suitability of bioplastic bottles for wine packaging,” Polym. Test., vol. 100, p. 107-227, 2021.
[14] C. Buvé et al., “Combining untargeted, targeted and sensory data to investigate the impact of storage on food volatiles: A case study on strawberry juice,” Food Res. Int., vol. 113, pp. 382-391, 2018.
[15] V. Sivaramakrishna, F. Raspante, S. Palaniappan, M. A. Pascall, “PET bottles seal quality testing using an on-line pressure differential detector,” J. Food Eng., vol. 80, no. 2, pp. 645-654, 2007.
[16] J. G. M. Lázaro and C. L. S.- Rodríguez, “Design and set up of a pulverized panela machine,” vol. 9, no. 4, pp. 812–828, 2021.
[17] C. Buvé et al., “Kinetics of colour changes in pasteurised strawberry juice during storage,” J. Food Eng., vol. 216, pp. 42-51, 2018.
[18] Y. Tachwali, Y. Al-Assaf, A. R. Al-Ali, “Automatic multistage classification system for plastic bottles recycling,” Resour. Conserv. Recycl., vol. 52, no. 2, pp. 266–285, 2007.
[19] E. Morelle, A. Rudolph, C. McHardy, and C. Rauh, “Detection and prediction of foam evolution during the bottling of noncarbonated beverages using artificial neural networks,” Food Bioprod. Process., vol. 128, pp. 63–76, 2021.
[20] A. D. Rincón-Quintero et al., “Manufacture of hybrid pieces using recycled R-PET, polypropylene PP and cocoa pod husks ash CPHA, by pneumatic injection controlled with LabVIEW Software and Arduino Hardware,” IOP Conf. Ser. Mater. Sci. Eng., vol. 844, no. 1, 2020.
[21] A. N. Abubakar, S. L. Dhar, A. A. Tijjani, A. M. Abdullahi, “Automated liquid filling system with a robotic arm conveyor for small scale industries,” Mater. Today Proc., 2021.
[22] S. Wibowo, T. Grauwet, G. B. Gedefa, M. Hendrickx, A. Van Loey, “Quality changes of pasteurised mango juice during storage. Part II: Kinetic modelling of the shelf-life markers,” Food Res. Int., vol. 78, pp. 410–423, 2015.
[23] T. Voigt, S. Flad, P. Struss, “Model-based fault localization in bottling plants,” Adv. Eng. Informatics, vol. 29, no. 1, pp. 101–114, 2015.
[24] Y. Zhao, X. An, N. Sun, “Virtual simulation experiment of the design and manufacture of a beer bottle-defect detection system.,” Virtual Real. Intell. Hardw., vol. 2, no. 4, pp. 354–367, 2020.
[25] Y.-R. Wu, W.-H. Hsu, “A general mathematical model for continuous generating machining of screw rotors with worm-shaped tools,” Appl. Math. Model., vol. 38, no. 1, pp. 28–37, 2014.
[26] Z. Balajti, J. Ábel, I. Dudás, “Examination for post-sharpening adjustment of cutting edge of a worm gear hob with circle arched profile in axial section,” Procedia Manuf., vol. 55, pp. 260–265, 2021.
[27] B. Huang et al., “Research and implementation of machine vision technologies for empty bottle inspection systems,” Eng. Sci. Technol. an Int. J., vol. 21, no. 1, pp. 159–169, 2018.
[28] K. S. Kiangala, Z. Wang, “An Industry 4.0 approach to develop auto parameter configuration of a bottling process in a small to medium scale industry using PLC and SCADA,” Procedia Manuf., vol. 35, pp. 725–730, 2019.
[29] M. Azamfar, X. Jia, V. Pandhare, J. Singh, H. Davari, J. Lee, “Detection and diagnosis of bottle capping failures based on motor current signature analysis,” Procedia Manuf., vol. 34, pp. 840–846, 2019.