Artículo de reflexión
Plan de implementación de teorías esbeltas en el almacén aeronáutico del CACOM 4
Plan for the implementation of lean theories in the aeronautical warehouse of CACOM 4
Plano para implementação de teorias lean no armazém aeronáutico do CACOM 4
Plan de implementación de teorías esbeltas en el almacén aeronáutico del CACOM 4
Ciencia y Poder Aéreo, vol. 17, núm. 2, pp. 82-98, 2022
ESCUELA DE POSTGRADOS DE LA FUERZA AÉREA COLOMBIANA
Recepción: 30 Marzo 2022
Aprobación: 08 Julio 2022
Resumen:
El Comando Aéreo de Combate N.° 4 (CACOM 4) es uno de los encargados de realizar misiones aéreas operativas por medio de sus comisiones de orden público, y efectúa la instrucción y el entrenamiento de los futuros pilotos en el territorio colombiano y de países amigos. Durante los años 2018, 2019 y 2020 en el CACOM 4 se evidenció un incremento en el parte de aeronaves, número de horas de vuelo y recurrencia de los mantenimientos, pero a pesar de estas condiciones, el almacén aeronáutico ha mantenido sus características de espacio desde el año 1956 sin mayores cambios físicos notorios. Así las cosas, se pretendió determinar la factibilidad de un modelo eficiente, flexible y ágil basado en la logística esbelta para los inventarios del almacén aeronáutico de la Fuerza Aérea Colombiana ubicado en el Comando Aéreo de Combate N.° 4, por medio del desarrollo de una caracterización, un benchmarking y la propuesta de un rediseño de layout. Evidenciando que mediante la aplicación del Kai-Zen basado en 9S y planes de estandarización en el trabajo, se establecieron mejoras relacionadas con la reducción de desperdicios, optimización de espacio e inventarios y se brindaron las recomendaciones necesarias para una efectividad en todos los procesos.
Palabras clave: 9S, estandarización, gestión de inventarios, Kai-Zen, logística esbelta.
Abstract:
The Air Combat Command N.° 4 (CACOM 4) is one of those in charge of carrying out operational air missions through its public order commissions and carrying out the instruction and training of future pilots in Colombian territory and in friendly countries. During the years 2018, 2019 and 2020 in CACOM 4 there was an increase in the number of aircraft, number of hours flown and recurrence of maintenance, but despite these conditions, the aeronautical warehouse has maintained its space characteristics since the beginning. Year 1956 without major noticeable physical changes. Thus, it was intended to determine the feasibility of an efficient, flexible and agile model based on lean logistics for the inventories of the aeronautical warehouse of the Colombian Air Force located in the Air Combat Command N.° 4 through a characterization, a benchmarking and the proposal of a layout redesign. Showing that through the application of Kai-Zen based on 9S and standardization plans at Work, improvements related to waste reduction, space optimization, inventory optimization were established and the necessary recommendations were provided for effectiveness in all processes.
Keywords: 9S, standardization, inventory management, Kai-Zen, lean logistics.
Resumo:
O Comando de Combate Aéreo N° 4 (CACOM 4) é um dos encarregados de realizar missões aéreas operacionais através de suas comissões de ordem pública, e realiza a instruçao e treinamento de futuros pilotos em território colombiano e em países amigos. Durante os anos de 2018, 2019 e 2020 no CACOM 4 houve um aumento do número de aeronaves, número de horas de voo e reincidência de manutenção, mas apesar destas condições, o armazém aeronáutico manteve as suas características espaciais desde o ano de 1956 sem grandes mudanças físicas. Assim, pretendeu-se determinar a viabilidade de um modelo eficiente, flexível e ágil baseado em logística enxuta para os inventários do armazém aeronáutico da Força Aérea Colombiana localizado no Comando de Combate Aéreo N° 4, através do desenvolvimento de uma caracterização, um benchmarking e a proposta de um redesenho de layout. Evidenciando que através da aplicação do Kai-Zen baseado em 9S e planos de padronização em obra, foram estabelecidas melhorias relacionadas à redução de desperdícios, otimização de espaço e estoques e foram fornecidas as recomendações necessárias para eficácia em todos os processos.
Palavras-chave: 9S, padronização, gestão de estoque, Kai-Zen, logística enxuta.
Introducción
El Comando Aéreo de Combate N.° 4 (CACOM 4), es reconocido como la cuna de pilotos de helicópteros y centro principal de vuelo de ala rotatoria de Colombia, de igual forma, en este comando se encuentra la Escuela de Helicópteros para las Fuerzas Armadas (EHFAA) y países amigos (Chile, Costa Rica, El salvador, México, Guatemala, Honduras, Paraguay, Perú, República Dominicana, Uruguay), que cuenta con 101 helicópteros, distribuidos así: 1 OH-13, 22 HUEY, 7 Bell 212, 12 206, y 59 TH -67, con los cuales se realizan operaciones aéreas y se entrena el personal de alumnos de vuelo formándolos como pilotos y tripulantes de vuelo, con el fin de mantener la operatividad de la unidad y apoyar la misión de la Fuerza Aérea Colombiana.
De acuerdo con la reseña histórica del CACOM 4 presentada en la página de la Fuerza Aérea Colombiana (FAC, 2019a), fue en 1956, mediante el Decreto 0386, que se creó la Escuela de Helicópteros Gustavo Rojas Pinilla, cuya misión era formar tripulaciones de ala rotatoria y apoyar las misiones de orden público. Así, en el mismo año fue inaugurado el centro logístico en el mismo lugar donde se encuentra ubicado hoy en día, y al cual han intervenido estructuralmente una sola vez en los últimos 35 años, manteniendo sus condiciones físicas para el cumplimiento de su misión y siendo responsable de entregar a los encargados del mantenimiento de las aeronaves los diferentes insumos, reparables y suministros para garantizar el mantenimiento preventivo y correctivo de las aeronaves pertenecientes a esta unidad militar.
El incremento de horas y aeronaves en el CACOM 4
En el año 2018 el CACOM 4 contaba con un parte total de 44 aeronaves correspondientes a 12 Bell 206, 7 Bell 212, 23 Huey, 1 OH-13, y 1 UH-IH; teniendo una variabilidad de uno o máximo dos cambios en el año debido a siniestros o aeronaves dadas de baja. En el año 2019 se presentó un aumento significativo en la planta de helicópteros como consecuencia de la entrega por parte del gobierno americano de 59 helicópteros TH-67 a la Fuerza Aérea Colombiana, los cuales fueron adjudicados al CACOM 4 (figura 1).
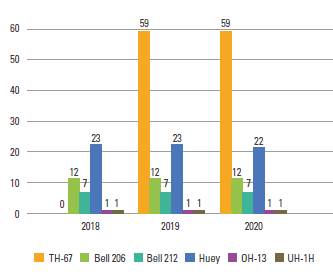
Figura 1
Número de helicópteros asignados al CACOM 4 en el periodo 2018-2020
Fuente: elaboración propia, a partir de la información proporcionada por el Grupo Técnico de CACOM 4.
El aumento de aeronaves trajo consigo un incremento en las horas de vuelo por cada equipo, ya que se cuenta con más medios físicos que permiten el incremento de las operaciones aéreas y el entrenamiento de alumnos como se evidencia en la figura 2, donde se analiza el incremento en el número de horas.
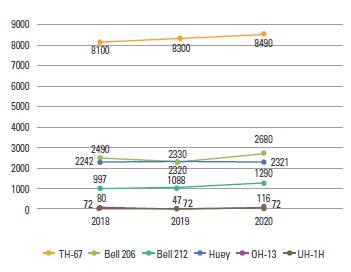
Figura 2
Horas operativas de vuelo por año en el equipo TH-67, OH-13, Huey, Bell 212 y Bell 206, en el periodo 2018-2020
Fuente: elaboración propia, a partir de la información proporcionada por cada escuadrón de vuelo de la EHFAA.
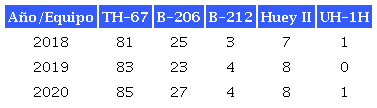
Es así como el aumento en las horas de vuelo trae como consecuencia el incremento en los mantenimientos de las aeronaves (tanto programados como imprevistos), ya que a mayor cantidad de horas de vuelo, el tiempo entre inspecciones disminuye (ver tabla 1). Esto resulta en un aumento en la frecuencia con que se acude al almacén aeronáutico en busca de elementos para el cumplimiento de las tareas de mantenimiento, y así se genera un mayor movimiento en el inventario del almacén entre repuestos, insumos y herramientas.
Fuente: elaboración propia, a partir de la información proporcionada por los técnicos inspectores de los equipos.
Es importante definir una inspección como la "revisión general final de la aeronave de acuerdo con una guía de inspección después de un determinado número de horas de vuelo, días calendario o periodo de funcionamiento, como requisito para garantizar su condición mecánica, funcional y estructural" (FAC, 2016, p. 18). En estas inspecciones intervienen directamente: el inspector de mantenimiento de aeronaves, que es un técnico segundo, técnico primero o técnico subjefe, con la responsabilidad de certificar y aprobar trabajos realizados en aeronaves mediante procesos de validación; intervienen los técnicos de línea, quienes ejecutan el mantenimiento y el personal encargado de despachar las herramientas, insumos y repuestos.
El almacén como único proveedor de herramientas para el mantenimiento de las aeronaves debe garantizar que tales inspecciones se cumplan, es así como se evidencia el aumento del número de insu-mos solicitados por el almacén aeronáutico y, por ende, al incremento de ítems en las listas maestras de mantenimiento de las aeronaves, tal y como lo muestra la figura 3.
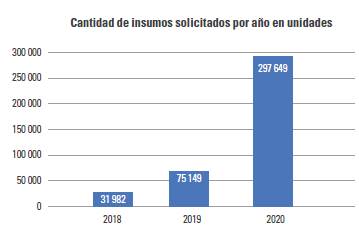
Figura 3
Número de insumos asignados al CACOM 4 en el periodo 2018-2020
Fuente: elaboración propia, a partir de la información proporcionada por el grupo técnico de CACOM 4.
A pesar de que incrementaron las aeronaves, las horas de vuelo, las inspecciones, y los insumos, no se evidencia un incremento en el personal asignado al almacén aeronáutico, tal y como lo muestra la tabla 2.
Fuente: elaboración propia, a partir de la Tabla de Organización y Equipo (TOE), brindada por el grupo técnico de CACOM 4.
Así las cosas, se realizó una caracterización que abarcó procesos y distribución física del almacén aeronáutico, donde se evidenciaron los principales puntos de mejora relacionados con teorías de logística esbelta, estableciendo la aplicación de una estandarización en el trabajo y 9S basados en Kai-Zen; junto con una visita de referenciación al Centro Logístico de Aviación del Ejército (CLAVE), para el desarrollo de un benchmarking que permita evidenciar las principales acciones de mejora y estandarizar el orden de prioridad de los cambios en el almacén del CACOM 4, lo que estableció la aplicación de un rediseño del layout, con el propósito de optimizar los espacios de almacenamiento, minimizar el tiempo de operación, maximizar el uso de los equipos, y la accesibilidad a todos los artículos, resultado de una aplicación de encuestas dirigidas al personal que labora el interior del centro logístico y a los inspectores de helicóptero.
En ese sentintido, para el desarrollo del proyecto se planteó una investigación descriptiva con un enfoque de tipo mixto, que como lo indica Hernández et al. (2010), utiliza las fortalezas de la investigación cuantitativa y cualitativa combinándolas para sacar las mejores características obteniendo una perspectiva más amplia y profunda; así mismo, este enfoque usa recolección de datos para probar hipótesis, con base en la medición numérica y el análisis estadístico, para establecer patrones de comportamiento y probar las teorías desarrolladas luego de una revisión de literatura.
A continuación, se evidencia la caracterización desarrollada, el benchmarking con nuestro centro logístico de mejor referencia a nivel nacional (CLAVE), el origen del proceso esbelto y las teorías de aplicación en este campo y, finalmente, la propuesta del rediseño del layout para establecer las conclusiones y bibliografía.
Caracterización almacén aeronáutico
El almacén aeronáutico se encuentra ubicado en el Comando Aéreo de Combate N.° 4, en la rampa operativa lateral al primer hangar, en Melgar, Tolima; se estructura así: 1 comandante (oficial), 1 almacenista (suboficial), 3 operarios (suboficial), 1 despachador (civil). Adicionalmente, se cuenta con uno de los operarios (suboficial) con servicio de 7 días, 24 horas, el cual se activa en horas no laborales, donde no se cuenta con el despachador.
En un solo bloque dentro del centro logístico se encuentran los tres almacenes, distribuidos así: herramientas, reparables, y aeronáutico; en el edificio principal se encuentra una ventanilla de atención al público para los tres talleres.
Al interior del almacén aeronáutico se evidencia un espacio reducido para todos los elementos que maneja el almacén, teniendo en cuenta que los tres talleres internamente pertenecen a un solo edificio, donde el área de ingreso y movilidad se encuentra claramente demarcada, sin embargo, los elementos presentan una carencia de espacio viéndose desorganizado, de la misma manera se evidencia falta de iluminación y ventilación.
Como antecedente, en el año 2017 se realiza una única intervención desde su inauguración, buscando clasificar cada parte del centro logístico y administrar los espacios; en ese año se hace la instalación de unas rejas de separación y clasificación, las cuales redujeron la movilidad para un acceso más rápido y fácil de los elementos.
En cuanto a su distribución física, los equipos de oficina se encuentran al mismo nivel de los elementos pertenecientes al inventario, impidiendo la vista global de los ítems y obstaculizando el área de movilidad de los elementos que atiende el taller. Este almacén cuenta con 9234 ítems, discriminados en 496 213 elementos, de los cuales 1420 no detectan movimientos en los últimos tres años, como dato importante el O-Ring (AS3208-05) es el elemento con más rotación, así mismo, existen 2184 elementos con una única rotación al año.
En términos de inventarios, hay falencias en la clasificación ABC, teniendo en cuenta que hay elementos clasificados en el grupo A que no han tenido movimientos los últimos 3 años. Adicional a esto, se evidenció que los elementos están ubicados en los espacios por etiquetas, pero no por sistema ABC, es decir, no depende de su recurrencia, sino por su ubicación histórica.
En términos de ubicación física, hay elementos que fueron donados por el gobierno americano durante el proceso de entrega de los TH-67, para los cuales existe un contenedor con elementos que son usados en las inspecciones de este equipo, el problema radica en que se encuentran fuera del almacén y el despachador debe salir a buscar los insumos requeridos, lo que aumenta los tiempos de respuesta al momento de despachar un pedido, y genera una fatiga mayor debido al choque de temperaturas que debe soportar quien sale del almacén con aire acondicionado al ambiente de 35 °C e ingresar nuevamente.
Por otro lado, en términos de organización e información, se cuenta con una cartelera donde se expone información nueva o de interés general, pero que evidencia falta de uso, así mismo, falta estandarizar los procedimientos de entrega de productos, y el hardware en esta oficina reconoce falta de renovación.
Benchmarking centro logístico CACOM 4 y clave Tolemaida
Al realizar un referente nacional de las condiciones externas, específicamente de los centros logísticos de las Fuerzas Militares (FF. MM.), se tiene como referente principal, a nivel nacional e internacional, el Centro Logístico de Aviación del Ejército (CLAVE), ubicado en el Fuerte Militar de Tolemaida en Nilo (Cundinamarca, Colombia), lugar con estricta seguridad, controles de acceso, visitas restringidas y procesos completamente secretos para operaciones militares.
Teniendo en cuenta que en el año 2012 la División de Aviación de Asalto Aéreo visualizó la necesidad de transformar su planta física con el objetivo de almacenar los repuestos aeronáuticos de una manera más eficiente y tecnológica, con procesos y procedimientos sistematizados, para la ejecución y sostenimiento de las operaciones militares, consolidándose como una fuerza moderna y cumpliendo con todos los requerimientos de las más de 150 aeronaves que abastecen.
Así las cosas, iniciaron su remodelación y adecuación, la cual tardó 5 años en estar totalmente terminada, entrando en funcionamiento el 1 de octubre de 2017, fecha en la cual se inició con la articulación de todas las operaciones y la cadena logística, aumentando la capacidad de almacenamiento de componentes, fortaleciendo la logística aeronáutica y cumpliendo con las condiciones técnicas de las casas fabricantes, mejorando notoriamente el almacenamiento de los componentes de aviación, realizando una inversión total de $17.200 millones de dólares para la entrada en funcionamiento.
Es por este caso de éxito que el día 1 de octubre de 2021, se procede la visita al fuerte militar de Tolemaida para realizar la referenciación al Centro Logístico de Aviación del Ejército. A pesar de la complejidad para solicitar la autorización de ingreso por ser un punto reservado, derivado de su capacidad estratégica, se logra obtener acceso, cabe anotar que el procedimiento de ingreso se rige por robustos puntos de seguridad, donde la identificación biométrica es clave para obtener la autorización de acceso a los diferentes hangares.
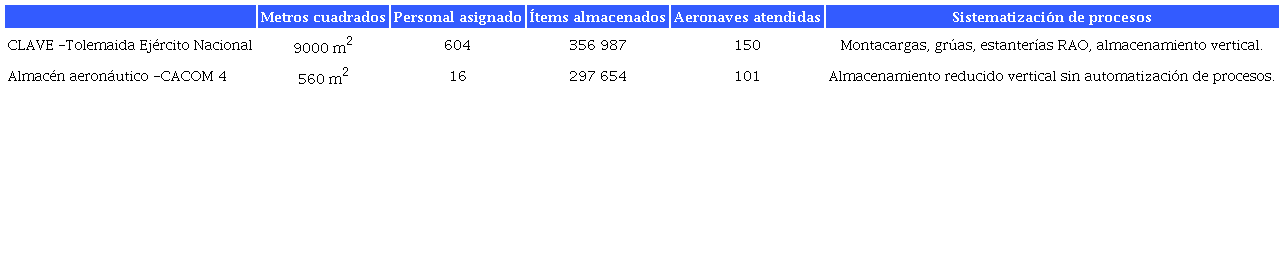
Inicialmente se evidencia un espacio asignado para el almacenamiento de los diferentes insumos y herramientas, con un área construida de 9000 m2, subdividida en un almacén general con bodegas internas y tres almacenes con listas de carga prescritas (Prescribed Load Lists (PLL) por sus siglas en inglés), elementos de alta rotación, dos puntos de ingreso y salida de elementos tanto pequeños como cargas sobredimensionadas. Este centro logístico tiene una capacidad de puestos asignados de acuerdo con la Tabla de Organización y Equipo (TOE) de 57 oficiales, 228 suboficiales, 290 soldados profesionales y 29 civiles del cual se encuentra en operación con un 32 % de los cargos asignados para su funcionamiento.
También cuenta con locaciones administrativas correspondientes a oficinas distribuidas en dos pisos, para un total de 8, con 6 cubículos, donde se organizan 23 almacenes aeronáuticos con funciones como inventarios, contabilidad, despachos, solicitudes, proveedores, entre otros. Así mismo, existe un lugar estrictamente asignado para el control riguroso de la seguridad, no solo de los trabajadores, sino de los elementos que allí se almacenan, y está compuesto por 109 cámaras controladas por circuito cerrado de televisión y monitoreadas por un soldado en supervisión las 24 horas.
El estricto orden administrativo, el control de seguridad y la sistematización de los procesos ayudan a que no se presenten diferencias en el inventario físico y el expuesto en el sistema SAP. En este punto hay que tener claro que son las máquinas y los montacargas los encargados de entregar los elementos del inventario mediante diferentes grúas robot canalizadas que extraen por medio de los pallets de una compleja estantería tipo rack.
En este centro logístico se utiliza un método de almacenamiento tipo Warehouse Management System (WMS), teniendo control total de todo el inventario mediante un software que verifica su trazabilidad desde el centro de distribución hasta las estanterías.
Al interior del centro logístico también se encuentran bodegas independientes para almacenamiento de acuerdo con características especiales, como lo son líquidos, que por sus características químicas pueden llegar a ser inflamables, encontrando alcohol, champú aeronáutico, grasas y demás elementos para el soporte del mantenimiento con un sistema de seguridad y antiincendios.
También se cuenta con una bodega para los elementos de aviónica e instrumentos, al interior se encuentra clasificada por equipos de vuelo, una bodega independiente para las distintas grasas, una bodega para las distintas llantas que se usan en el equipo ETTA y una bodega de tránsito para el material que está pendiente por darse de baja. En conclusión, todos los elementos se encuentran estrictamente clasificados de acuerdo con su uso y características especiales, aplicando los principios de distribución que más se ajustan a sus necesidades por peso, volumen y rotación.
Adicional a esto, el centro logístico posee una planta eléctrica de 3500 kilovatios independiente del complejo militar, haciéndolo autosostenible en caso de que el fuerte militar presente falencias en el sistema de fluido eléctrico, ayudando así a que las operaciones militares no se detengan.
Este comparativo nos permite determinar que a pesar de que el número de aeronaves atendidas no es superior al 34 %, en términos de distribución física se tiene un 6,2 % del espacio que tiene el CLAVE para el desarrollo de sus operaciones, y se trabaja con el 2,7 % del personal necesario para estas tareas tan importantes.
Orígenes del proceso logístico
Para entender los orígenes de la logística esbelta, se hace necesario aclarar que desde la primera mitad del siglo XX se vio la necesidad de adaptar la producción a las necesidades del cliente o del consumidor final, todo esto después de un largo camino donde inicialmente se buscaba influir en la mente de las personas guiando su decisión e imponiendo los productos acordes con bases numéricas rígidas, donde la producción se generaba sin pensar en las necesidades personales (Juárez etal., 2011).
Ahora bien, sobre la premisa que las empresas del siglo XXI, además de mejorar la calidad de los productos, y preocuparse por las necesidades personales, se ven obligadas a optimizar los materiales utilizados en sus procesos productivos, es inevitable dejar de pensar en la eliminación de los desperdicios como factor influyente en la productividad empresarial, donde las empresas buscan estar a la vanguardia incorporando nuevas tecnologías en sus procesos y buscando satisfacer las diferentes necesidades (Figueredo, 2015).
Partiendo de esto, se comienza a desarrollar una función logística en torno a todas las actividades de consumo y producción, donde se hizo necesario un análisis profundo de cada uno de los pasos entre la producción del servicio o producto y su consumidor final, identificando los puntos más álgidos del proceso.
Fuente: elaboración propia.
Si se hace un retorno en el tiempo, de acuerdo con Servera (2010), la segunda etapa de evolución del concepto logístico se conoce como "desarrollo de la logística integral orientada hacia el cliente", comprendida entre 1965 y 1980, momento en el cual el concepto toma empuje hacia su objetivo actual: la satisfacción del cliente. Donde además se cambió el paradigma de la producción en masa y se buscó tener puntos de inspección en el proceso, pero a pesar de esto se seguían presentando problemas de sobrealmacenamiento por no calcular adecuadamente la producción y buscar masa en vez de una producción acorde con la demanda (Juárez et al., 2011).
De esta manera se pasa de las actividades organizacionales vistas de manera independientes a un juego interdisciplinar con sinergia entre sus partes, donde se deben optimizar los procesos en un paralelo de gana-gana. A partir de esta década (1980) se hace necesaria la consolidación de una gerencia encargada del proceso de distribución entre la compra de materia prima y la entrega a un consumidor final.
El surgimiento de la logística esbelta
La década de los 80 se encuentra como antecedente y punto de partida de la logística esbelta, surgiendo desde la teoría de Frederik Taylor y pasando por la de Henry Ford, quien proponía la reducción de costos empresariales con una producción más amplia (Vargas et al., 2016), utilizando los recursos ya establecidos desde el comienzo de la operación, donde era el cliente quien tomaba las decisiones internas de acuerdo con especificaciones, cantidades y preferencias; mejorando esta postura y haciéndola realmente operativa se identificó la filosofía Toyota, la cual se identifica como principal propulsora de la filosofía Lean, basándose en reglas generales dadas por la filosofía del "justo a tiempo" (just in time - JIT, por sus siglas en inglés).
De esta manera surge el principal objetivo de la logística esbelta, partiendo de la necesidad de agilizar los procesos de las organizaciones, teniendo claro que es obligatorio aumentar los ingresos en general, pero bajo la premisa de utilizar los recursos netamente necesarios y obtener al finalizar la operación un cliente con todas sus necesidades satisfechas (Toledaño et al., 2009). En términos de Figueredo (2015), el objetivo principal de la logística esbelta tiene relación directa con la generación de una nueva cultura basada en la comunicación entre áreas y trabajo en equipo.
Ahora bien, Juárez et al. (2011) afirman que la esbeltez se fundamenta en la reducción del desperdicio teniendo compromiso desde la producción y todas las partes que allí intervienen, haciendo énfasis en la participación consciente donde se cumplen los objetivos sin realizar actividades extras o inoficiosas con la misma cantidad de recursos. Figueredo (2015, p. 8) define los desperdicios como "aquellos procesos o actividades que usan más recursos de los estrictamente necesarios".
Así las cosas, fue en el inicio del modelo de producción Toyota donde se nombra el Jidoka como la acción que permite detener las máquinas en el momento en que se detectaba un defecto, para corregirlo y evitar que se continuara en el proceso con algún error, trabajando con pequeños lotes y reduciendo con esto además del número de productos defectuosos, los desperdicios de materiales y de tiempo (JIT). Por ello cuando se revisa la literatura de logística esbelta se tienen como pilares de este modelo de producción el Jidoka y el "justo a tiempo" (Espejo y Moyano, 2007).
Los desperdicios en la logística esbelta
En el ámbito administrativo se debe tener un cuidado especial con todos los movimientos que se realizan para obtener un resultado, de esta manera del sistema de producción Toyota nacen los denominados desperdicios.
Según Figueredo (2015), los 7 desperdicios principales en una empresa son:
El tiempo de espera: que se tiene entre un paso y otro, esto puede retrasar un proceso y restar valor agregado por demoras innecesarias, en este caso particular iría relacionado con el tiempo en que un inspector o señor suboficial encargado de un mantenimiento solicita el repuesto en la ventanilla del almacén aeronáutico, y el momento en que se lo entregan, el cual se ve afectado por procesos como formatos y tareas adicionales que desarrolla el personal en el almacén.
La sobreproducción: está relacionada directamente con excesos de inventario, y además se vincula a elementos innecesarios que conducen a altos costos, en el caso del almacén aeronáutico hay herramientas y suministros con cero movimientos durante un año, esto se traduce en acumulación innecesaria, ya que se está ocupando un lugar en el almacén que podría ser aprovechado por otro elemento con más rotación, o podría ser aprovechado el espacio para hacer desplazamientos más rápidos y disminuir tiempos de entrega.
El exceso de inventario: está relacionado con el exceso de materiales que se deben almacenar y que ocupan un espacio mayor lo que incrementa el costo.
Con el procesamiento: hacer esfuerzos innecesarios por generar impactos no notorios es un desperdicio, en el caso del almacén aeronáutico se cuenta con dos aires acondicionados de inmensas dimensiones, que no son utilizados y en este caso están desperdiciados.
Los defectos: detectar errores o defectos da lugar a desperdicios no deseados, en este caso despachar erróneamente la herramienta o el suministro genera un reproceso que incrementa el tiempo de las inspecciones
Transporte: este desperdicio se produce por movimientos sin cuidado del material que se tiene bajo custodia o ubicación errada, lo que podría provocar daños e incluso la avería total del elemento.
Movimiento: hace referencia a los desplazamientos que deben realizar los colaboradores para desempeñar sus tareas. En este caso particular se podrían analizar los movimientos que tienen que realizar los técnicos desde la aeronave hasta el computador que genera la orden de producto y luego a ventanilla, además de esto se tiene el desplazamiento del despachador que podría ser reemplazo por una máquina que hiciera todo el desplazamiento en tiempos mínimos y dirigiéndose a la ubicación exacta.
Finalmente, se debe analizar la logística como la actividad que se desarrolla para el cubrimiento del Supply Chain Management o administración de la cadena de suministro, que se encarga de proyectar, implementar y controlar el flujo y almacenamiento de los productos y servicios desde el punto de producción hasta el punto de consumo; propiciado a su vez por las tecnologías de información presentes en esta época, las cuales facilitan la integración de forma efectiva y generan mayor productividad empresarial. De ahí la importancia de diseñar una estrategia para la factibilidad de la logística esbelta en el almacén aeronáutico del CACOM 4, basados en estos conceptos y la identificación de los desperdicios más comunes para responder a ellos con una mejora contundente.
El almacén aeronáutico y su impacto
Tal y como lo indican Agudelo y López (2018), la administración del inventario es una compleja tarea que requiere de gran importancia, puesto que de la buena gestión de los inventarios depende mitigar el impacto en los tiempos de respuesta a los diferentes requerimientos que afectará directamente la productividad y los costos de la organización, para esto, se hace necesaria la aplicación de prácticas adecuadas que permitan un mejor manejo de inventarios, disminuyendo tiempos y aprovechando los espacios físicos acorde con el material que se tiene en esta unidad para el cumplimiento de la misión.
Como lo indica Moncayo (2017), son los almacenes los encargados de recibir, custodiar y entregar los materiales, manteniendo el mejor control, con el fin de tomar decisiones e incrementar la productividad, disminuyendo los retrasos tanto en mantenimientos como en operaciones.
De allí, surge la necesidad de realizar una propuesta que permita evidenciar mejoras, específicamente en la cultura organizacional, para lograr responder con mayor eficiencia a los requerimientos de los técnicos y contribuir con la misión de la Fuerza Aérea Colombiana, de acuerdo con algunos problemas evidenciados en las visitas recurrentes al almacén (ver tabla 4).
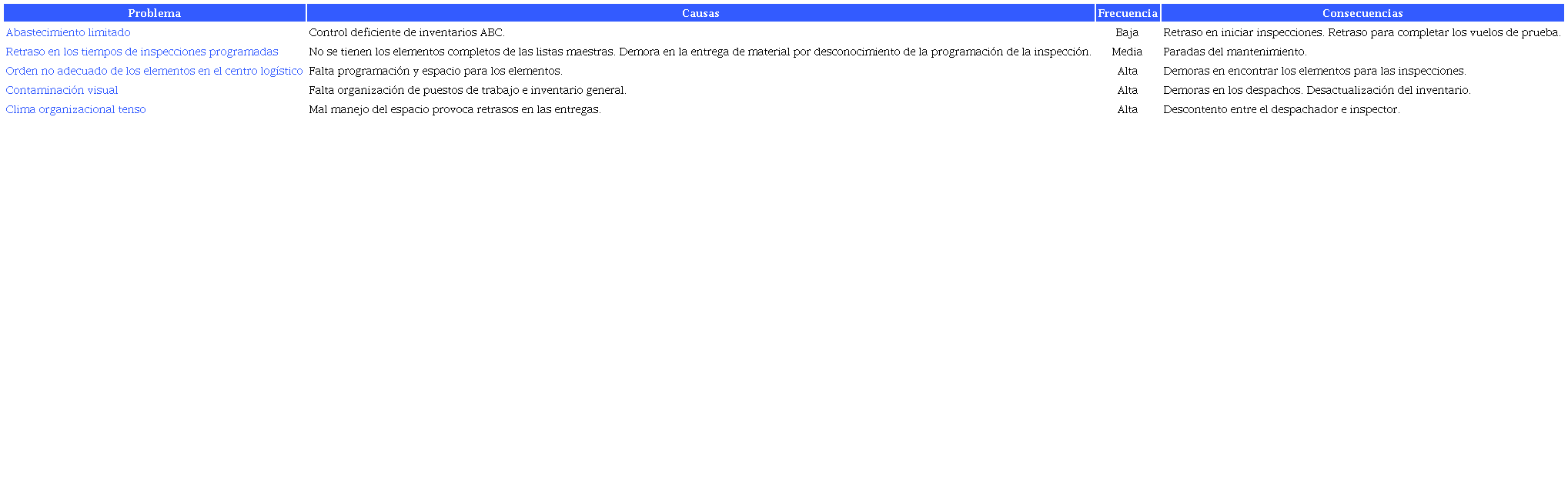
Fuente: elaboración propia a partir de las visitas al almacén.
Además, es importante resaltar que el escuadrón de abastecimientos soporta la gestión de inventarios dada la alta rotación de los repuestos e insumos, y que se cuenta con un número reducido de personal que mantiene estos elementos actualizados, por tanto, es necesario generar una correcta automatización de procesos y la aplicación de un plan de disposición correcto de los inventarios.
En apoyo a lo anterior, Fallas et al. (2018, p. 54) mencionan que el uso de herramientas con pensamiento esbelto son las más apropiadas para identificar posibles mejoras, y esto se verá reflejado en un trabajo más seguro y sencillo, una percepción de producción limpia, cooperación entre los trabajadores, retroalimentación de las posibles fallas durante la producción, mejora en todos los procesos y aumento en los rendimientos empresariales, cumpliendo a cabalidad el objetivo de eliminación total de movimientos y productos ineficientes.
Es esencial para la Fuerza Aérea Colombiana mantener sus aeronaves en óptimas condiciones para la ejecución de su misión, que de acuerdo con la disposición número 026, contemplada en el PEI 2011-2030 es: "Volar, entrenar y combatir para vencer y dominar en el aire, el espacio y el ciberespacio, en defensa de la soberanía, la independencia, la integridad territorial, el orden constitucional y contribuir a los fines del Estado" (2019b, p.1), ya que con ellas se realizan las operaciones que proporcionarán la superioridad aérea, en consecuencia, una flota aérea en condiciones no óptimas de mantenimiento impedirá efectuar las misiones aéreas que le garanticen a la población colombiana su seguridad.
El CACOM 4, según lo estipulado en su misión, es el encargado de realizar operaciones aéreas a lo largo del país por medio de sus comisiones de orden público, y efectúa la instrucción y el entrenamiento de los futuros pilotos y técnicos, tanto nacionales como internacionales, que las van a ejecutar, los cuales han sido 63 pilotos básicos y 62 técnicos tripulantes en el 2018, 59 pilotos básicos y 135 técnicos tripulantes en el 2019, finalmente, 50 pilotos básicos y 104 técnicos tripulantes en el 2020.
Por esto el almacén aeronáutico del CACOM 4 debe garantizar la materia prima y los insumos básicos para el mantenimiento óptimo y oportuno, proporcionando los elementos necesarios para su desarrollo justo a tiempo. Llevar un inventario adecuado y organizado para la fácil ejecución de la línea de mantenimiento de las aeronaves garantiza que todo el proceso logístico y de cumplimiento de la misión se lleve a cabo sin novedades, optimizando tiempo y dinero, Agudelo y López (2018) hacen énfasis en la importancia del inventario en las organizaciones, con el fin de optimizar recursos económicos y físicos.
Así, tener un control sobre los inventarios ayuda a mejorar la productividad, aumentar la ventaja competitiva y disminuir costos asociados (Agudelo y López, 2018). Por esta razón, lo que se pretende con el estudio de caso es determinar la factibilidad del modelo de logística esbelta en la reorganización del almacén aeronáutico, ya que tal y como lo indican Fallas et al. (2018), "la implementación de las herramientas brindadas por la logística esbelta es efectiva para identificar oportunidades de mejora e incremento de productividad empresarial" (p. 53).
Garantizando con esto también el buen desarrollo de las actividades, donde se pretende capacitar al personal involucrado en la cadena de valor del mantenimiento de las aeronaves, con el fin de obtener una detección temprana de todas las posibles mejoras en el proceso y luego de hacer una identificación de las principales demoras asociadas al inventario del almacén aeronáutico del CACOM 4 para entregar una propuesta robusta con antecedentes claros.
Todo esto con el fin de continuar apoyando la misión de la institución con el mejor aprovechamiento de los recursos del Estado, y así mantener un alto grado de alistamiento que se verá reflejado en la seguridad nacional, efectuando operaciones aéreas más seguras, con menores gastos y mucho más ágiles.
Metodologías de enfoque lean logistic
La logística esbelta presenta diferentes herramientas que pueden ser usadas en conjunto o de manera individual en las diferentes organizaciones, con el fin de mejorar sus procesos y cumplir con su objetivo principal: eliminar los desperdicios; es necesario comprender que estas herramientas abarcan desde lo personal (9S) hasta lo organizacional (Six Sigma) , entendiendo que es un trabajo en equipo el logro y consecución de los objetivos planteados, atacando la ineficiencia mediante JIT, Kanban, TPM, Jidoka, Poka Joke y Kaizen, entre otros.
Dentro de los principios del pensamiento esbelto se encuentran: la definición del valor del producto o servicio que se ofrece, teniendo en cuenta que el cliente o consumidor final está buscando una solución a sus necesidades; luego de esto se debe analizar el flujo de valores, es decir, todo aquello que interviene en la generación de valor, seguido a esto se debe crear el flujo necesario para permitir que fluyan los procesos de generación de valor, creando o produciendo solo cuando sea necesario, estableciendo finalmente una mejora continua.
Así las cosas, a continuación, se presenta una definición de algunas herramientas lean, teniendo claro que una empresa esbelta debe aplicarlas individualmente o en conjunto, según sea su objetivo:
Total production maintenance (TPM) -mantenimiento productivo total
Según García et al. (2012), el mantenimiento productivo total busca asegurar que un equipo o herramienta de producción se encuentre en condiciones óptimas para su uso siendo, capaz de producir los componentes con los estándares de calidad adecuados y en el tiempo establecido. Basado en la metodología esbelta se requiere que cada máquina o herramienta se encuentre preparada para ser usada en el momento que se necesite, esto con el fin de suplir las necesidades del cliente y determinando la fiabilidad de la máquina encaminada a la calidad exigida.
Cuatrescasas y Torrel (2010) presentan los objetivos asociados al TPM, basados en la reducción de los costos del mantenimiento preventivo y evitando correctivos, lo que se ve reflejado en un aumento de productividad, una disminución de las averías con una mejora de reacción frente a los problemas presentados. Así mismo, se contempla un cambio de mentalidad de los empleados manteniendo cero averías, cero defectos y cero accidentes, lo que desencadena en una motivación del personal por excelentes resultados.
Para la implementación de esta metodología se recomienda trabajar previamente en la implantación de las 5S (Landazabal et al., 2019), esto tendrá dos ventajas importantes para el TPM:
-
Se lleva a cabo una limpieza integral de los equipos con la intención de sacar los problemas a la superficie.
-
Se definen estándares de orden y limpieza, y además se pone en marcha un plan de auditorías que pretende identificar y corregir desviaciones del estándar.
Finalmente, como principales beneficios del TPM se tiene una mejora en las relaciones interdepartamentales, una identificación a tiempo de los posibles errores o fallas de las máquinas y un mayor control de las operaciones, eliminando pérdidas innecesarias y minimizando los tiempos de paradas de las máquinas, aumentando la calidad de los productos e incrementando la productividad (Marín y Martínez, 2013).
Poka Yoke
De acuerdo con Arrieta (2007), esta metodología de la logística esbelta se basa en evitar errores, prevenirlos y corregirlos a tiempo; de allí su nombre: Poka: errores, Yokeru: evitar. Para esto es necesario diseñar el proceso para que los errores se puedan detectar y corregir de forma inmediata, eliminando así los defectos en su origen.
Para implementar una metodología basada en Poka Yoke, es necesario pasar por dos pasos: 1) identificando la necesidad para plasmar desde el comienzo del proceso los posibles errores que se puedan presentar durante toda la cadena y; 2) gestionarlos antes de satisfacer la necesidad del cliente (Arrieta, 2007).
Así mismo, Pinzón et al. (2018) expresan que la aplicación de esta metodología es de fácil aplicación e involucra a toda la organización, permitiendo con esto empoderar a toda la cadena y hacer mucho más notorios los resultados del trabajo. Dentro los beneficios identificados en la aplicación de esta metodología se encuentra la disminución de tiempo en capacitación, eliminación de acciones repetitivas, y mejoras en la productividad.
Kai-Zen - mejora continua
Esta herramienta consiste en combinar dos términos: cambio-mejor (Kai-Zen), de acuerdo con el creador del concepto, Maasaki Imai, esta estrategia consiste en una cultura de cambio constante que permite mejorar continuamente.
Así las cosas, según Alvarado y Pumisacho (2017), es necesario mediante el transcurso del tiempo eliminar los procesos productivos innecesarios, y de la misma manera mejorar los estándares de calidad, disminuyendo los costos, mejorando los tiempos de espera en el proceso, lo que conlleva a un cambio impactante a través del tiempo.
Según Chirinos et al. (2010), el fin de esta metodología consiste en ayudar a las organizaciones a realizar avances significativos con cambios en sus procesos mediante: eliminación de errores, minimización de demoras, adaptación a los cambios exigidos por el entorno y uso productivo del personal, involucrando todas las partes que intervienen en el proceso.
Tal y como lo expresó Taiichi Ohno para su metodología, un desperdicio es "todo lo que consume recursos y no agrega valor". Así, en una organización se pueden presentar: excesos de producción, largos tiempos de espera, exceso de inventarios, procesamientos innecesarios, elementos defectuosos, demoras en el transporte, movimientos innecesarios. En conclusión, todo lo que consume recursos y no agrega valor es un desperdicio.
Para controlar estos desperdicios y lograr una mejora continua se hace necesario utilizar algunas herramientas brindadas por esta metodología: sistema JIT, calidad total (TQM), mantenimiento productivo total (TPM), sistemas de reporte de sugerencias, controles de calidad y organización de políticas.
De acuerdo con la revisión literaria realizada por Alvarado y Pumisacho (2017), las técnicas y herramientas gerenciales más utilizadas en el Kaizen distribuidas por autores están compuestas por:

9S
La herramienta 9S tiene como objetivo principal mejorar la limpieza de los puestos de trabajo, no solo físicamente sino en la organización de procesos, generando un ambiente más organizado que ayude a incrementar la productividad de los trabajadores, así mismo elimina los obstáculos que impiden un fluido proceso y ayuda a mantener la seguridad en el área laboral, esto trae consigo un aumento de la calidad, mayor efectividad y eficiencia (Santoyo et al., 2013).
Anda y Rosales (2009) definen las 9S así:
De acuerdo con Pérez y Quintero (2017), dentro de los beneficios de la aplicación de las 9S en una organización se encuentran:
-
La mejora de las condiciones del trabajo y moral del personal en general.
-
Optimización de los recursos.
-
Reducción de riesgos de accidentes.
-
Mejora de la prestación del servicio.
-
Disminución de tiempo en la ejecución de las tareas.
-
Mejora el ambiente de trabajo y lo hace más agradable.
-
Desarrollo de hábitos para mejorar las tareas.
-
Mejora la percepción de calidad.

Estandarización en el trabajo
La estandarización en el trabajo hace parte de una de las principales reglas necesarias para eliminar los desperdicios, teniendo en cuenta que se desarrollan las tareas con mayor rapidez y así mismo se disminuyen los costos.
Para establecer una operación estándar es necesario desarrollar una reunión previa donde se identifique lo que se va a hacer y el modelo por seguir, buscando la forma más adecuada de acuerdo con cada área de trabajo (Niño y Catillo, 2011).
De acuerdo con Vásquez y Labarca (2012), se establece un programa de adiestramiento técnico (OJT) donde se verifica la hoja de operación estándar para conocimiento de todo el personal que labora en determinada actividad, y se adecúa el área para el cumplimiento de las tareas sin inconvenientes. Luego se explica la operación o tarea por desarrollar en cada puesto de trabajo, demostrando cuándo será necesaria la tarea, finalmente se verifica lo enseñado aclarando las dudas.
Propuesta de rediseño de layout
Teniendo en cuenta las necesidades evidenciadas en la caracterización del almacén aeronáutico y los puntos de mejora establecidos en el benchmarking, junto con la combinación de las herramientas esbeltas elegidas, se presenta a continuación el layout inicial:
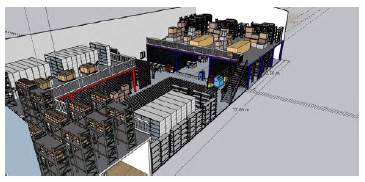
Figura 4
Estado actual del almacén aeronáutico, vista norte
Fuente: elaboración propia, a partir de caracterización.
La imagen deja ver las dos plantas actuales del almacén, en las cuales no se referencia un orden específico para los elementos, a pesar de que se argumenta un manejo ABC de los inventarios, tanto los inspectores como los trabajadores del almacén coinciden en la diferencia del inventario físico con el inventario del SAP, así mismo, se observa material amontonado en el piso y estrechez en los pasillos.
Las características de las áreas del almacén aeronáutico están determinadas por una organización de bloques en línea recta, dentro de los cuales no hay espacio suficiente en los pasillos para realizar un tráfico en doble sentido (ver figura 5), el talento humano encargado de la recepción de la orden y el despacho lo realiza una sola persona, por lo cual si llegan dos o más técnicos con solicitudes diferentes se hace necesario esperar en la ventana de acuerdo con el orden de llegada. En cuanto a su distribución física, los equipos de oficina se encuentran al mismo nivel de los elementos pertenecientes al inventario, impidiendo la vista global de los ítems y obstaculizando el área de movilidad de los elementos que atiende el taller.

Figura 5
Estado actual del almacén aeronáutico, vista sur
Fuente: elaboración propia, a partir de caracterización.
Es importante destacar que se propone un rediseño utilizando el mismo espacio, pero cambiando su distribución, así: en el segundo piso se ubicarían todas las oficinas administrativas, computadores y elementos tecnológicos que conectarían al primer piso con bandas transportadoras, donde mediante la automatización de procesos se extraerían los elementos solicitados por los inspectores mediante el sistema. También se pretende establecer un incremento de racquet con una organización ABC y una coincidencia específica con el reporte SAP. Haciendo necesaria la compra de montacargas para la acomodación de los diferentes productos en su orden inicial.
Con el fin de que se puedan aplicar las 9S de manera sencilla y ayudando al orden de los procesos en general, también la estandarización de cada uno de los procesos se hará notoriamente más factible teniendo en cuenta que el espacio en el cual se desenvuelve el personal actualmente, a pesar de ser reducido, también se encuentra desorganizado, lo que reduce aún más el espacio.
No sin antes aclarar que la inversión promedio podría superar los 150.000 dólares, con el objetivo de reorganizar el espacio físico con el que se cuenta e implementar además una sistematización de procesos para automatizar las tareas y disminuir tiempos, tanto de entrega, como de inspecciones en general.
Conclusiones
Para el desarrollo del presente artículo se realizó una caracterización que abarcó procesos y distribución física del almacén aeronáutico, donde se evidenciaron los principales puntos de mejora relacionados con teorías de logística esbelta, estableciendo la aplicación de una estandarización en el trabajo y 9S basados en Kai-Zen elegidos, luego de una revisión bibliográfica extensa de la cultura de la logística esbelta, las cuales al ser aplicadas disminuirían tiempos muertos, eliminarían procesos y documentación que actualmente se encuentra sin valor agregado.
El comparativo realizado con el CLAVE permitió determinar que, a pesar de que el número de aeronaves atendidas no es superior al 34 %, en términos de distribución física se tiene un 6.2 % del espacio que tiene el CLAVE para el desarrollo de sus operaciones, y se trabaja con el 2.7 % del personal necesario para estas tareas tan importantes.
Por lo anterior, un proceso de respuesta a los técnicos en menor tiempo puede contribuir a una reducción significativa de los tiempos de las inspecciones y operaciones de procesos posteriores al almacén en la cadena logística, de acuerdo con esto se desarrolló un modelo mediante el cual se estableció la mejor ubicación para el ajuste de los estantes que facilita el acceso y aprovechamiento de los espacios y una disminución de tiempos de respuesta, teniendo en cuenta que la productividad estaba seriamente afectada por demoras asociadas a causas como la falta de coordinación, planificación, paradas del proceso, escasez de materias primas y fallas en los flujos de información y canales de comunicación tanto internos como externos, para esto se estableció la propuesta del nuevo layout, mediante el cual se pretende estar a la vanguardia en términos de automatización de procesos, implementando bandas transportadoras, montacargas y estableciendo el aprovechamiento del espacio existente con una mínima inversión y altos resultados en tiempos de respuesta.
De la misma forma, con la implementación de la logística esbelta se logra una eliminación considerable de desperdicios en la cadena de suministro, al solicitar las herramientas y suministros justos y necesarios. Una reducción de los excesos de inventarios teniendo en cuenta que las matrices estandarizadas de solicitud de producto serán ajustadas, lo que implica también una reducción de costos. Con la evaluación de las tareas desarrolladas se logra la eliminación de actividades que no aportan valor al proceso productivo y una mayor optimización y flexibilidad en el flujo de los materiales.
Finalmente, se establecerán reuniones periódicas para mejorar la confianza y colaboración entre áreas (grupos) de acuerdo con las respuestas obtenidas en una encuesta estructurada que se aplicó a todo el personal perteneciente al almacén aeronáutico del CACOM 4. Así mismo, se planteó desarrollar un cronograma de capacitación dirigido al personal de inspectores para proporcionarles las herramientas necesarias para hacer una correcta aplicación de 9S, con charlas que incentiven la estandarización en el trabajo de las diferentes tareas, disminución de desperdicios y mejora continua de procesos.
Referencias
Agudelo, D. y López, Y. (2018). Dinámica de sistemas en la gestión de inventarios. Revista Ingenierías USBMED, 9(1), 75-85. Ejemplar dedicado a: Ingenierías USBMED.
Anda, J. y Rosales, O. (2009). Kaisen basado en 9S aplicado en el Instituto Tecnológico de Aguascalientes. Conciencia Tecnológica, (38),35-38. https://www.redalyc.org/articulo.oa?id=94412327007
Alvarado, K. y Pumisacho, V. (2017). Prácticas de mejora continua, con enfoque Kaizen, en empresas del Distrito Metropolitano de Quito: un estudio exploratorio. Capital Intangible, 13 (2), 479-497. https://www.redalyc.org/articulo.oa?id=54950452008
Arrieta, J. (2007). Interacción y conexiones entre las técnicas 5S, SMED y Poka Yoke en procesos de mejoramiento continuo. Tecnura, 10(20), 139-148. https://www.redalyc.org/articulo.oa?id=257021012012
Chirinos, E., Rivero, E., Méndez, E., Goyo, A. y Figueredo, C. (2010). El Kaizen como un sistema actual de gestión personal para el éxito organizacional en la empresa ensambladora Toyota. Negotium, 6 (16), 113-135. https://www.redalyc.org/articulo.oa?id=78216323006
Cuatrescasas, L. y Torrel, F. (2010). TPM en un entorno lean management: estrategia competitiva. Profit Editorial.
Espejo, M. y Moyano, J. (2007). Lean production: estado actual y desafíos futuros de la investigación. Investigaciones Europeas de Dirección y Economía de la Empresa, 13(2), 179-202. Academia Europea de Dirección y Economía de la empresa.
Fallas, P., Quesada, H. y Madrigal, J. (2018). Implementación de principios de manufactura esbelta a actividades logísticas: un caso de estudio en la industria maderera. Tecnología en Marcha, 31(3), 52-65.
Figueredo, F. (2015). Aplicación de la filosofía lean manufacturing en un proceso de producción de concreto. Ingeniería Industrial. Actualidad y Nuevas Tendencias, 4(15), 7-24. https://www.redalyc.org/articulo.oa?id=2150/215047546002
Fuerza Aérea Colombiana. (2016). Manual de mantenimiento aeronáutico (FAC-4.1.1-O Mamae) (2.a ed.).
Fuerza Aérea Colombiana. (2019a). Reseña histórica CACOM 4. https://www.fac.mil.co/cacom4/Conozcae%20CACOM4/rese%C3%B1a-hist%C3%B3rica-3
Fuerza Aérea Colombiana. (2019b). Disposición Número 026. Bogotá: Por la cual se modifica la misión y visión de la FAC contemplada en el PEI 2011-2030.
García, J., Romero, J. y Noriega, S. (2012). El éxito del mantenimiento productivo total y su relación con los factores administrativos. Contaduría y Administración, 57(4), 173-196. https://www.redalyc.org/articulo.oa?id=39524375009
Hernández, R., Fernández, C. y Baptista, M. (2010). Metodología de la investigación (5a. ed.). Editorial Mc Graw Hill.
Juárez, Y., Rojas, J., Medina, J. y Pérez, A. (2011). El enfoque de sistemas para la aplicación de la manufactura esbelta. Científica, 15(1), 35-42. https://www.redalyc.org/articulo.oa?id=614/61419301005
Landazabal, M., Ruiz, C., Álvarez, Y. y Padilla, H. (2019). Lean manufacturing: 5S y TPM, herramientas de mejora de la calidad. Caso empresa metalmecánica en Cartagena, Colombia. Signos: Investigación en Sistemas de Gestión, 11(1), 71-86.
Marín, J. y Martínez, M. (2013). Barreras y facilitadores de la implantación del TPM. Capital intangible, 9(3), 823-853. https://www.redalyc.org/articulo.oa?id=54928893011
Moncayo, O. (2017). Análisis de la gestión de almacenes aeronáuticos, basado en los reglamentos aeronáuticos colombianos y en la guía de gestión de inventarios de la administración federal de aviación de los estados unidos de América. [Tesis de especialización. Escuela de Posgrados Fuerza Aérea Colombiana].
Niño, J. y Castillo, A. (2011). Estandarizar o no estandarizar: esa es la pregunta. Academia, Revista Latinoamericana de Administración, (47), 78-90. https://www.redalyc.org/articulo.oa?id=71618917006
Pérez, V. y Quintero, L. (2017). Metodología dinámica para la implementación de 5S en el área de producción de las organizaciones. Revista Ciencias Estratégicas, 25(38), 411-423. https://www.redalyc.org/articulo.oa?id=151354939009
Pinzón, D., Arteaga, W. y Villamil, D. (2018). Uso y aplicación de herramientas del modelo de producción Toyota: una revisión de literatura. Revista Politécnica, 14(27), 80-92. Politécnico Colombiano Jaime Isaza Cadavid.
Santoyo, F., Murguía, D., López, A. y Santoyo, E. (2013). Comportamiento y organización. Implementación del sistema de gestión de la calidad 5S. Diversitas: Perspectivas en Psicología, 9(2), 361-371. https://www.redalyc.org/articulo.oa?id=67932397009
Servera, D. (2010). Concepto y evolución de la función logística. Revista de Ciencias Administrativas y Sociales, 20(38), 217-234.
Toledano de Diego, A., Mañes, N. y García, S. (2009). Las claves del éxito de Toyota. Lean, más que un conjunto de herramientas y técnicas. Cuadernos de Gestión, 9(2), 113-122. Universidad del País Vasco/Euskal Herriko Unibertsitatea.
Vázquez, C. y Labarca, N. (2012). Calidad y estandarización como estrategias competitivas en el sector agroalimentario. Revista Venezolana de Gerencia, 17 (60), 695-708. https://www.redalyc.org/articulo.oa?id=29024892002
Vargas, J., Muratalla, G. y Jiménez, M. (2016). Lean manufacturing, ¿una herramienta de mejora de un sistema de producción? Ingeniería industrial. Actualidad y nuevas tendencias, 1(17), 153-174.
Notas