Articles
Estudio de la Influencia de los Parámetros Operativos sobre las Emisiones de un Horno Túnel para Materiales Cerámicos
Study of the Influence of the Operational Parameters on the Emissions of a Tunnel Kiln for Ceramic Materials
 Daniel Sotalín
Lucía Montenegro
Daniel Sotalín
Lucía Montenegro
Estudio de la Influencia de los Parámetros Operativos sobre las Emisiones de un Horno Túnel para Materiales Cerámicos
Revista Politécnica, vol. 47, núm. 1, pp. 35-42, 2021
Escuela Politécnica Nacional
Recepción: 17 Enero 2020
Aprobación: 06 Enero 2021
Resumen: En esta investigación se analizó la influencia de los parámetros operativos de un horno túnel para cerámica de una industria ecuatoriana, en la emisión de gases a la atmósfera. El diagnóstico inicial consistió en la medición de los parámetros de temperatura, presión interna, concentración de oxígeno y consumo de combustible del horno túnel, posteriormente se realizaron los balances de masa y energía y a continuación se determinó la relación combustible-aire teórico por galón de diésel. Se identificó que el flujo másico de aire de ingreso al horno (5,83 kg/s) fue menor que el de salida (9,89 kg/s) y que la relación combustible-aire fue de 1 200 ft3 de aire por galón de diésel. Considerando un exceso de aire del 20 % se reguló el flujo de aire que ingresa a los quemadores y se determinaron las condiciones óptimas para la combustión. Bajo los nuevos parámetros establecidos, se evidenció una reducción del 22 % en la concentración de monóxido de carbono (CO) y del 1,5 % en la concentración de oxígeno (O2) presente en la chimenea, sin embargo, los valores alcanzados aun no cumplen con la normativa ambiental del país. Se concluyó que la inducción del aire exterior, fuente abierta, y la relación combustible-aire son los parámetros operativos que más influencia tienen en las emisiones del horno túnel para materiales cerámicos. Además, que el control sistemático de la concentración de oxígeno, mediante la calibración de los quemadores, permite reducir en un 22 % las emisiones de monóxido de carbono y en 1.5 % la concentración de oxígeno, sin afectar la calidad del producto.
Palabras clave: horno túnel cerámica, emisiones a la atmósfera, monóxido de carbono, oxígeno.
Abstract: In this investigation we analyzed how the operational parameters of a tunnel kiln for ceramic tile of an Ecuadorian industry influenced on the emission of gases to the atmosphere. The initial diagnosis consisted on the measurements of temperature, the oven internal pressure, oxygen concentration, and fuel consumption. Subsequently, we made a balance between mass and energy, thus we were able to determine the theorical relationship of fuel and air per gallon of diesel. We were able to identify that the air mass fluid entering the oven (5.83 kg/s) was less than the air leaving (9.89 kg/s), and also that the consumption between fuel and air was 1200ft3 of air per gallon of diesel. Considering a 20% of air excess, we regulated the inlet air that goes to the oven burners, so we can determine the optimum conditions for combustion. Under this new setting, we were able to see a 22% reduction of CO concentration and 1,5% oxygen concentration in the oven exhaust fans. Nevertheless, these percentages do not meet the country’s Ambiental normative. We concluded that the inlet air to the oven and the fuel-air relationship are the most influential on the oven emissions for ceramic tile. Additionally, that throughout the calibration of the burners we are able to reduce by 22% the CO emissions and on 1,5% the oxygen concentration without causing harm to the final product.
Keywords: Ceramic tunnel kiln, Emissions to the atmosphere, carbon monoxide, Oxygen.
1. INTRODUCCIÓN
La preservación del medio ambiente es uno de los desafíos más importantes en la actualidad para el sector industrial. En el sector de la fabricación de productos cerámicos, las emisiones de gases contaminantes al aire son uno de los aspectos ambientales más significativos (CAR/PL, 2006, p. 126).
En el proceso de cocción, dependiendo del tamaño del horno, las condiciones de operación, el estado de las instalaciones, el combustible y la eficiencia de la combustión será el nivel de contaminación producido (Güeto, 2005, p. 337).
El proceso de fabricación de productos cerámicos requiere una gran cantidad de energía térmica para el secado y cocción de las piezas, esta energía es producida en los quemadores a través de la combustión de un combustible que genera grandes cantidades de gases contaminantes que deterioran la calidad del aire (Mezquita y Monfort, 2010, p. 304 ).
De acuerdo con Montfort et al. (2014),los hornos industriales cerámicos de túnel y canales han sido los equipos más usados en el proceso de secado, sin embargo, con objeto de reducir el consumo energético y mejorar el proceso, se han sustituido estos equipos por uno de rodillos, el cual usa como combustible gas natural (p. 113).
La normativa ambiental en Ecuador utiliza una concentración de oxígeno referencial del 7 %, para la corrección de concentración de contaminantes por el factor de dilución, valor que no se considera aplicable a este tipo de hornos que son abiertos y que tienen concentraciones altas de oxígeno en la chimenea, por la cantidad de aire que se induce del exterior (Ministerio del Ambiente, 2015).
Una empresa ecuatoriana dedicada a la fabricación de sanitarios, lavamanos, urinarios y bidets, para su proceso de cocción cuenta con 4 hornos continuos o túneles y 3 hornos batch, los cuales desde el año 2005 no cumplen con los límites permisibles de emisiones al aire de acuerdo con la normativa ambiental vigente, en lo que se refiere a la concentración de monóxido carbono (CO). Los valores promedio de las emisiones de monóxido de carbono (CO) son de 571,99 mg/m3 corregidos al 7 % de oxígeno a condiciones normales, cuyo valor es superior al valor norma que es 250 mg/m3 (Municipio D.M. Quito, 2016).
En consecuencia, en este trabajo se evaluará la influencia de los parámetros operativos sobre las emisiones de un horno tipo túnel utilizado para la cocción de materiales cerámicos, a partir del desempeño inicial del horno y la determinación de la relación combustible/aire para los quemadores, a fin de reducir las emisiones de monóxido de carbono y la concentración de oxígeno, sin afectar la calidad de los productos cerámicos.
2. MARCO METODOLÓGICO
2.1. Evaluación inicial de operación del horno
Las emisiones que se generan en el horno y salen a través de la chimenea, son producto de la combustión del diésel, que se realiza en sus quemadores y dependen principalmente de la relación combustible/aire y de parámetros del proceso de cocción tales como la temperatura, concentración de oxígeno, presión interna y consumo de combustible. Debido a esto, se realizó la evaluación inicial del horno tipo túnel con el que cuenta la empresa mediante el análisis de los parámetros de cocción y la identificación de las partes estructurales, zonas y dimensiones del equipo (Blanco, 2013; Espinosa, 2010). Para cada parámetro se realizaron mediciones diarias por 30 días y se analizó la influencia de éstos sobre las emisiones del horno. Los instrumentos usados para tomar las mediciones son propios del horno y son calibrados semestralmente como parte de los requerimientos del sistema de gestión de calidad de la empresa con lo que se garantiza la fiabilidad de los datos obtenidos.
Para determinar la curva de temperatura que describe el proceso cocción se realizaron mediciones en las 23 termocuplas que se encuentran instaladas a lo largo del horno y que están conectadas a un PLC para el control. La curva de presión interna se determinó mediante mediciones en las 20 tomas ubicadas en las paredes laterales a lo largo del horno. La concentración de oxígeno o tipo de atmósfera del horno, como se le conoce, es otro de los parámetros que se analizó. Para la construcción de la curva de concentración de oxígeno, se tomaron mediciones diarias por 15 días de este parámetro utilizando los 20 sensores de oxígeno que están instalados en las paredes laterales a lo largo del horno. Para el cálculo de consumo de diésel que ingresa al horno se sumaron todos los datos de flujo registrados en cada rotámetro de los 24 quemadores del horno. Con el flujo resultante y la densidad del combustible se obtuvo el flujo másico de combustible que ingresa al horno.
Con el fin de evaluar el estado inicial del horno se realizó el balance de masa y energía del proceso, para lo cual se cuantificaron los flujos de aire de entrada y salida del horno que se pueden apreciar en la Figura 1, en el cual se tomaron las mediciones de presión y temperatura en los flujos de aire y gases de combustión tal como lo realizan en sus investigaciones Testo (2015) y Velásquez (2016).
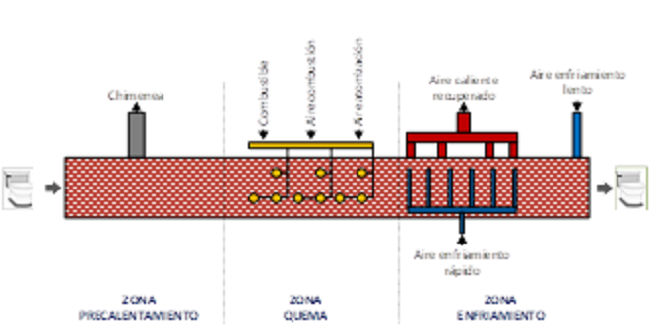
Figura 1:
Esquema de los flujos de entrada y salida del horno tipo túnel.
Se determinó la velocidad de las corrientes de aire y de los gases de combustión, para lo que se tomaron datos de la temperatura (T) y la caída presión (ΔP). Con los datos de caída de presión y temperatura obtenidos, se calculó la velocidad del gas de acuerdo con la siguiente Ecuación (1):
Donde: V representa la velocidad del gas, α el factor del tubo Pitot, ΔP la variación de presión y δf la densidad del fluido (Streeter y Wylie, 2012, p. 356 ).
Con el valor de la velocidad media obtenida, el área transversal de cada tubería y la densidad del fluido, se calculó el flujo másico utilizando la Ecuación (2):
Donde: M es el flujo másico, vm la velocidad media, A el área de flujo y δ la densidad del aire o gases de combustión (Uche y Marín, 2001, p. 3 ).
Determinados los flujos másicos de entrada y salida del horno se efectuó el balance de masa del proceso de cocción de piezas cerámicas que se da en el horno con la Ecuación (3) que se muestra a continuación
Donde: Mac es el flujo másico del aire de combustión, Maa el flujo másico del aire de atomización, Mc el flujo másico del combustible, Mer el flujo másico del aire de enfriamiento, Mel el flujo másico del aire de enfriamiento lento y Mch el flujo másico de los gases de la chimenea (Felder y Rousseau, 2004, p. 89 ).
Para el cálculo del balance de energía se calcularon los flujos de calor que intervienen en el horno que se muestran en la Tabla 1.
(Inostroza, 2013; Auces y Rodríguez, 2003)
Con las entalpías y flujos másicos de las corrientes de entrada y salida, antes calculadas, se determinó el balance de energía mediante la siguiente Ecuación (4): (Felder y Rousseau, 2004, p. 320 ).
2.2. Determinación de la relación de flujo combustible/aire para cada zona de quemadores del horno
Se inició por determinar la relación teórica combustible-aire sobre la base de la composición del diésel. Con la composición del diésel, se calculó el aire teórico requerido para una combustión completa utilizando la Ecuación (5) que se muestra a continuación que es aplicable para combustibles líquidos y que fue diseñada con base en la estequiometria de la reacción de la combustión.
Donde: % C es la concentración de carbono, % H es la concentración de hidrógeno, % S es la concentración de azufre, % O es la concentración de oxígeno y δc es la densidad del combustible (lb/gal) (Brizuela, 2018, p. 13 ).
A la relación combustible-aire teórica obtenida, se adicionó el porcentaje de exceso que por experiencia de operación del horno se trabaja con 20 % de acuerdo con el procedimiento operativo de los hornos tipo túnel. Como la concentración de oxígeno a la altura de la ciudad de Quito es menor a la presente a nivel de mar, fue necesario realizar la corrección por la altitud (Hurtado, 2014, p. 25 ). Usando como referencia la relación combustible-aire determinada, se realizó la calibración de los quemadores con el objeto de determinar las condiciones de operación a las que se genera una menor concentración de contaminantes al aire, sin que esto afecte a la calidad del producto (Baukal, 2012; García, 2015; Heredia y Páez, 2008; Mavainsa, 2018).
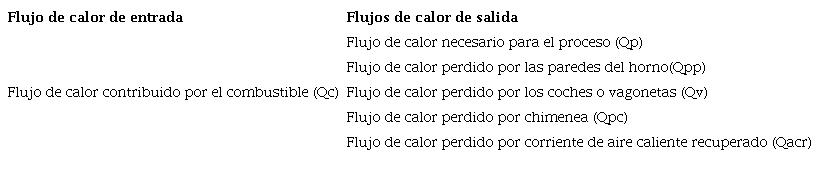
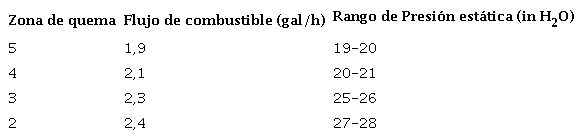
La calibración se realizó por grupos de quemadores que están divididos en las zonas de quema como se muestra en la Figura 2, con el objeto de minimizar la probabilidad que se den cambios bruscos en los parámetros de operación del horno y generen defectos en la calidad de los productos.
Figura 2:
Esquema de zonas de quemadores
Para realizar los ajustes de los quemadores se trabajó de la siguiente manera:
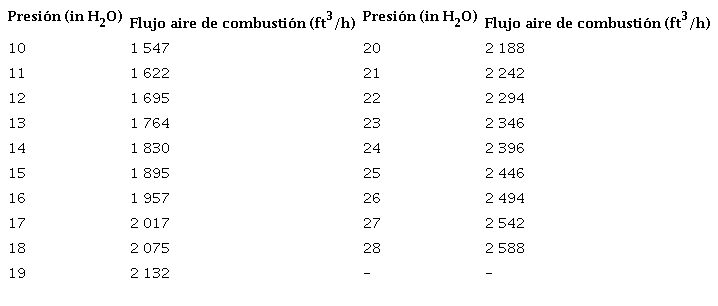
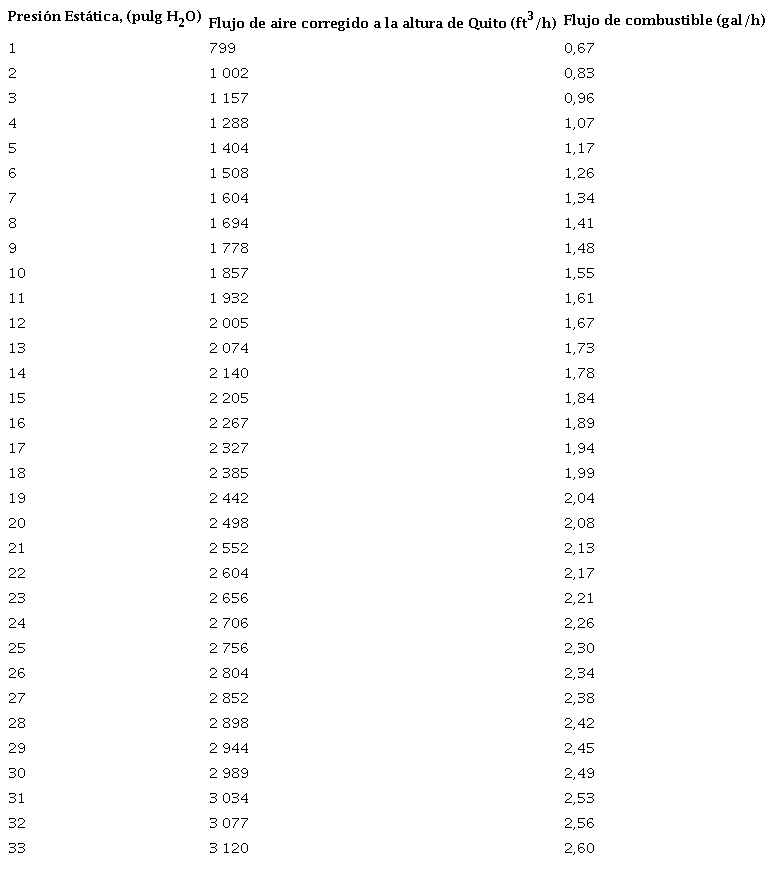
Se tomaron los flujos de combustible y del aire de combustión inicial en el quemador. El flujo de combustible se midió a través de los rotámetros y el flujo aire de combustión se midió a través de las tomas de presión de cada quemador, con ese valor se ingresó en la Tabla 2 donde se muestra una relación entre la presión y el flujo de aire (Muñoz y Rovira, 2014)
Con la información de los flujos de aire y combustible, se verificó si hay un exceso o defecto de aire, comparándola con la relación combustible-aire teórica calculada. En caso de existir un exceso o defecto de aire, se modificó gradualmente el flujo de entrada de aire de combustión, hasta el valor más próximo a la relación teórica. Simultáneamente, se tomaron mediciones de la composición de los gases de combustión en la chimenea y de los parámetros de operación del horno para verificar el efecto de los cambios realizados (Rivera, 2017; Testo 2015).
2.3. Evaluación del funcionamiento global del horno con los parámetros ajustados
Después de realizar la calibración de los quemadores de cada zona y determinar las condiciones en las que se generan la menor cantidad de emisiones gaseosas, se operó de forma conjunta todos los quemadores a las nuevas condiciones. Para ello se fueron ajustando a los quemadores de cada zona, a las condiciones determinadas anteriormente, se mantuvo el mismo orden que se aplicó durante la calibración, es decir se inició desde la zona 5 hasta la zona 2 de quemadores. Este cambio se realizó de forma gradual para no generar variaciones bruscas en el proceso que pueda afectar al producto tomando en cuenta lo sugerido por Castiñeyra y Barrio (2015) y García (2010).
Con los quemadores funcionando en las nuevas condiciones, se esperó un lapso de 30 minutos para que el horno se estabilice y tomar mediciones de concentración de las emisiones en la chimenea. Se tomaron mediciones diarias con el analizador de gases Testo modelo 335 por el lapso de 15 días para verificar si se redujeron las emisiones a la atmósfera desde el horno de acuerdo al método planteado por Sánchez (2008) y Testo (2015).
Para asegurar que las condiciones del proceso de cocción no se vieran afectadas se realizaron mediciones diarias por 15 días de la temperatura, presión, concentración de oxígeno y consumo de combustible, se construyeron las curvas de cada parámetro para comparar con las condiciones iniciales.
3. RESULTADOS Y DISCUSIÓN
3.1. Evaluación inicial de operación del horno
En la Figura 3, se observa que la temperatura máxima que alcanza el horno de 1 200 °C está en la ubicación de la termocupla 11 de la zona de quema 5, temperatura que es coincidente con la temperatura de consigna dada por el fabricante. Asimismo, se observa que la temperatura a la salida del producto está a 35 ºC, lo que permite la fácil manipulación del producto a la salida del horno.
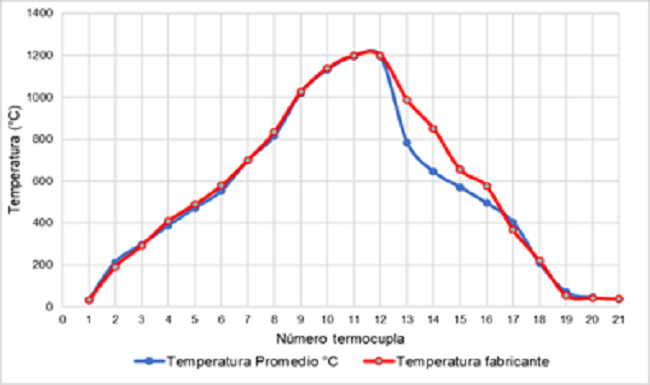
Figura 3:
Curva de temperatura de cocción en las condiciones iniciales del horno
En la Figura 4 se presenta la curva de presión. Se puede observar que a lo largo del túnel la presión se eleva progresivamente desde la entrada a la salida, lo que indica que el flujo de los gases es el correcto, sabiendo que el horno utiliza los gases de combustión de la zona de quema para el precalentamiento. Esta presión negativa también puede generar ingreso de aire por la entrada al horno lo que incrementa la concentración de oxígeno en la chimenea (Ruark, 2011).
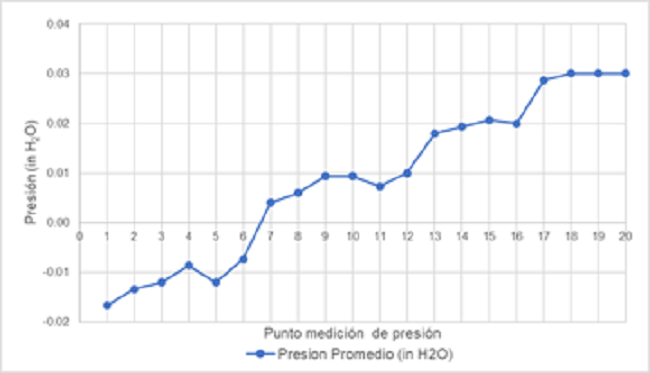
Figura 4:
Curva de presión promedio a lo largo del horno túnel
En la Figura 5. se muestra la curva de concentración de oxígeno.

Figura 5:
Curva de concentración de oxígeno promedio a lo largo del horno.
El porcentaje de oxígeno tanto a la entrada como en la salida del horno está en el orden del 20 %, lo que indica la presencia de aire del ambiente en el horno debido a la presión, lo que incrementa la concentración de oxígeno en la chimenea
Como resultado de los cálculos de velocidad y flujos másicos de las corrientes de entrada y salida del horno se determinó el balance de masa que se muestra en la Tabla 3.
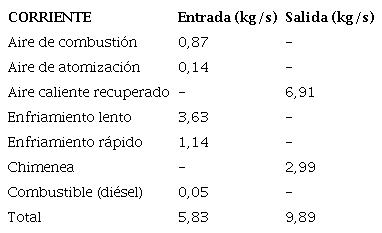
En el balance de masa el flujo másico de la corriente de salida es superior al flujo másico que ingresa, hay una diferencia de 4,06 kg/s. Esta diferencia se debe al ingreso de aire exterior, al ser un equipo abierto, ya que no posee ningún tipo de sello que lo aísle. Es importante indicar que las normativas ambientales no consideran este ingreso de aire, que para el horno objeto del presente estudio influye en el cálculo de las emisiones debido al incremento en el factor de dilución por la elevada concentración de oxígeno en la chimenea (Ministerio del Ambiente, 2015)
Como se puede observar en la Tabla 4, el mayor aporte de calor al horno es dado por el combustible, esto debido a que este calor no solo es aprovechado en la quema sino también en el precalentamiento de las piezas (Toctaquiza, 2008).
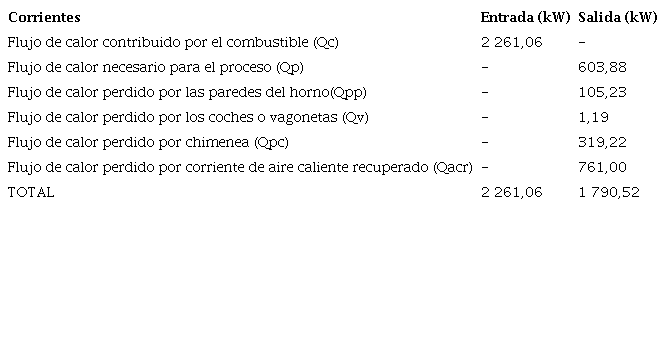
La diferencia entre al calor que entra y el calor que sale del horno es de 470 kW lo que indica que de toda la energía que entra horno el 20 % no es aprovechada, esto es debido a que el horno cuenta con aislamiento solo en las paredes laterales, tanto en la entrada como en la salida el horno no cuenta con ningún tipo de aislamiento (Benítez, 2015).
3.2. Determinación de la relación combustible/aire
La relación combustible aire calculada con base en la composición de combustible fue de 1 200 ft3 de aire por galón de diésel. Se manejó un exceso de aire del 20% el cual es el mínimo recomendado para combustibles líquidos y es el que la empresa definió para la operación del horno 3, de tal manera que no ingrese oxígeno innecesario para el proceso y aumente la concentración en la chimenea, lo que perjudica a la cuantificación de las emisiones por el factor de dilución (CAR/PL, 2006, p. 127).
Con la relación combustible-aire calculada se construyó la Tabla 5, donde se muestra la relación entre el flujo de aire y el flujo combustible a los que trabajan los quemadores. El flujo de aire que se muestra en la Tabla 5 es la suma del aire de combustión más el de atomización y corregidos con el factor de 0,84 por la altitud de Quito.
Tomando como referencia la Tabla 5 donde se muestra la relación combustible-aire de los quemadores se procedió a la calibración (ajustes) de los quemadores. Los resultados de la calibración de los quemadores se presentan a continuación en las Tablas 6,7,8 y 9.




3.3. Evaluación del funcionamiento del horno con los parámetros ajustados
En la Tabla 10 se muestran las condiciones óptimas de operación que se determinaron para cada zona de quema, las cuales se implementaron.
En todas las zonas de quema se redujo el flujo de aire con relación a sus condiciones iniciales, esto debido a que existía un exceso de aire de combustión con referencia a la relación combustible-aire, y de acuerdo a Brizuela (2018) esto ayudó a reducir la concentración de oxígeno presente en la chimenea.
En la Tabla 11 se presenta el promedio de la concentración de los contaminantes en la chimenea después de colocar todas las zonas de quema en sus condiciones óptimas.

Con la calibración realizada a los quemadores, la concentración de oxígeno y de monóxido de carbono se redujeron en 1,5 % y 22.2 % respectivamente. La concentración de dióxido de azufre que depende el tipo de combustible utilizado (EP Petroecuador, 2017); sin embargo, este aumentó en 4.5 %.
En la Tabla 12 se presentan los valores del monóxido de carbono y dióxido de azufre en mg/m3 que se calcularon para comparar con la normativa ambiental considerando 7 % de oxígeno referencial.

Los valores de concentración de CO no cumplen con el valor máximo permisible por la Norma NT001 de la Ordenanza 138 del D.M. de Quito, a pesar de la calibración realizada. El porcentaje de corrección de oxígeno utilizado fue del 7 %, el cual se indica en la normativa ambiental para fuentes fijas de combustión. Este porcentaje fue definido para prevenir la dilución de los contaminantes, pero como se había mencionado en el horno hay una considerable inducción de aire, debido a las condiciones propias del proceso (Benítez, 2015). Con los ajustes realizados se logró reducir la concentración de monóxido de carbono en un 22,29 %, en relación con las condiciones iníciales.
Con los quemadores funcionando en las nuevas condiciones se realizó el diagnóstico del proceso, a fin de garantizar que los parámetros operativos no alteren la calidad del producto. La curva de cocción a las nuevas condiciones no ha sufrido cambios significativos que puedan afectar al proceso y al producto como se puede apreciar en la Figura 6, con lo que se comprueba que había un exceso de aire en la combustión que no era necesario para proceso y que se logró reducir con los ajustes de los quemadores realizados.
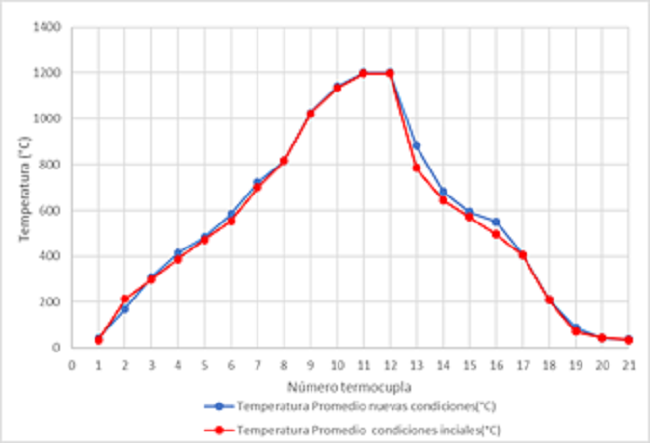
Figura 6:
Comparación de temperatura de cocción entre las condiciones iniciales y las condiciones ajustadas
En la Figura 7 se puede observar la curva de presión que se construyó a las nuevas condiciones, comparada con los datos del estudio inicial. La curva de presión sufre cambios mínimos y que pueden ser debido a distintas causas, la más probable por cambios en la carga de material al horno (European, 2017).
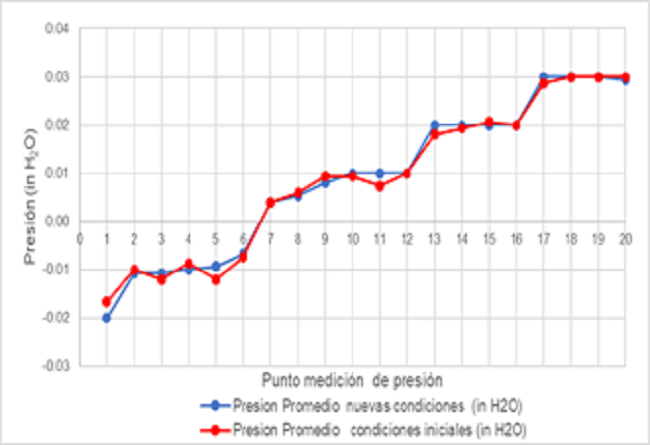
Figura 7:
Comparación de presión entre las condiciones iniciales y las condiciones ajustadas
En la Figura 8 se muestra que la concentración de oxígeno a las nuevas condiciones coincide con las condiciones iniciales del estudio, existe un ligero incremento de temperatura en la zona de enfriamiento rápido, que no puede generar ningún efecto, debido a que la coloración de la pieza se estableció en la zona de quema (European, 2017).

Figura 8:
Comparación de presión entre las condiciones iniciales y las condiciones ajustadas
4. CONCLUSIONES
El balance de masa realizado en el horno túnel para materiales cerámicos indica que la masa que sale del horno es superior a la masa que ingresa, debido a que, al ser una fuente abierta, existe que existe inducción del aire del ambiente al interior del horno.
La alta concentración de oxígeno en la chimenea (17%) es debido a la inyección de aire para el enfriamiento. Parte de este aire sale en la corriente del aire recuperado y otra por la chimenea, lo cual generó un incremento en la concentración de oxígeno.
El exceso de aire en los quemadores no garantiza una combustión completa, ya que puede ocurrir el fenómeno inverso (combustión incompleta), debido al enfriamiento de la llama por una cantidad excesiva de aire y la formación de monóxido de carbono por la turbulencia.
Estableciendo el control sistemático de la concentración de oxígeno, mediante la calibración de los quemadores. se consiguió reducir en un 22 % las emisiones de monóxido de carbono y en 1.5 % la concentración de oxígeno sin que esto afecte la calidad del producto.
Referencias
Auces, E y Rodríguez, J. (2003). Cálculo de las necesidades de energía en un horno. Revista de ciencia e ingeniería, 24(3).4-6
Baukal, C. (2012). Combustion handbook. (1ra Ed.). Tulsa, EEUU: Editorial John Zink.
Blanco, F. (2013). Cerámicas, lección 7.- Cocción. Universidad de Oviedo, Escuela de minas, tecnología de cementos, vidrio y cerámica. Recuperado de Recuperado de https://www6.uniovi.es/usr/fblanco/Leccion7.COCCION .pdf (Agosto 2019).
Benítez, L. (2015). Organización y gestión de las operaciones de cocción de productos cerámicos. (5ta Ed.). Madrid, España: Editorial Elearning S.L.
Brizuela, E. (2018). Combustión. Recuperado de Recuperado de http://materias.fi.uba.ar/6730/Tomo2Unidad8a.pdf (Noviembre 2019)
Castiñeyra, I. y Barrio, J. (2015). Análisis y descripción gráfica del funcionamiento de los hornos cerámicos. Recuperado de Recuperado de http://ceramica.name/tecnologia_ceramica/Archivos/Hornos%20ceramico.pdf (Julio, 2019)
Centro de actividad regional para la producción más limpia (CAR/PL), (2006). Prevención de la contaminación en el sector cerámico estructural. Recuperado de Recuperado de http://www.cprac.org (Noviembre 2019)
Espinosa, A. (2010). Diseño e Implementación del Monitoreo de las variables de control de los hornos túnel 1,2 y 3 de Cerámica en EDESA. (Tesis ingeniería). Escuela Politécnica Nacional. Quito, Ecuador.
EP Petroecuador, (2017). Revisión de calidad de combustibles de tanques de despacho. Recuperado de Recuperado de https://www.eppetroecuador.ec/wpcontent /uploads/downloads (Mayo 2019)
European, C. (2017). Ceramic Manufacturing Industry. Recuperado de Recuperado de http://eippcb.jrc.ec.europa.eu/reference/BREF/cer_bref_0807.pdf (Mayo 2019)
Felder R. y Rousseau R. (2004). Principios Elementales de Procesos Químicos. (3ra. Ed.). México: Editorial Limusa S.A.
García, R. (2015). Combustión y combustibles. Recuperado de Recuperado de http://www.uruguayeduca.edu.uy/Userfiles/P0001/File/COMBUSTION.pdf (Diciembre 2018)
García, S. (2010). La contratación del mantenimiento industrial (1ra ed.) Madrid, España: ediciones Diez de Santos
Gómez, C., (2018). Todo sobre Hornos. Recuperado de Recuperado de http://www.si3ea.gov.co/eure/9/inicio.html (Noviembre 2019)
Grupo del Banco Mundial (GBM), (2007). Guías sobre medio ambiente, salud y seguridad para la fabricación de baldosas cerámicas y artefactos sanitarios. Recuperado de Recuperado de https://www.ifc.org/wps/wcm/co nnect/8cac9280488554f9b4f4f66a6515bb18/0000199659ESes%2BCeramic%2BTile%2Band%2BSanitary%2BWare.pdf?MOD=AJPERES (Enero 2019)
Heredia D. y Páez D. (2008). Monitoreo de las Emisiones de combustión en Fuentes Fijas en Industrias del Cantón Rumiñahui. (Tesis Ingeniería). Escuela Politécnica del Ejercito, Sangolquí, Ecuador.
Hurtado, C. (2014). Efectos de la Altitud sobre la Combustión. Recuperado de Recuperado de http://www.revistasbolivianas.org.bo/pdf/rmuto/n35/n35_a03.pdf (Julio, 2019)
Inostroza, L. (2013). Evaluación de la eficiencia térmica del horno túnel de cocción de sanitarios cerámicos de la planta n°1 Fanaloza. Recuperado de Recuperado de http://repobib.ubiobio.cl/jspui/bitstream/123456789/414/1/Villa_Inos troza_Luis_Jorge.pdf (Abril 2019)
Mavainsa, R. (2018). Combustión. Recuperado de Recuperado de http://www.mavainsa.com/documentos/3_combustion.pdf (Noviembre 2019)
Mezquita, A. y Monfort, E. (2010). Sector azulejo y comercio de emisiones: reducción de emisiones de CO2, benchmarking europeo. Boletín de la Sociedad Española de cerámica y vidrio, 48(4), 211-222
Ministerio del Ambiente. (2015). Acuerdo No. 097 Reforma al Texto Unificado de legislación secundaria del Ministerio de Ambiente TULSMA. Quito, Ecuador
Montfor et al. (2012). La evolución energética del sector español en cerámicas. Recuperado de: Recuperado de: http://repositori.uji.es/xmlui/bitstream/handle/10234 /121455/64035.pdf?sequence=1&isAllowed=y (Septiembre 2020)
Municipio D.M. Quito. (2016). NT001 Norma técnica para emisiones a la atmósfera de fuentes fijas y de procesos industriales. Quito, Ecuador
Muñoz, M y Rovira, A. (2014). Maquinas térmicas. (1ra. Ed.). Madrid, España: Editorial Universidad Nacional
Perry, R., Green M. y Maloney W. (2018). “Perry's Chemical Engineers' Handbook” (9na ed), Ney York: McGraw-Hill
Rivera, A. (2017). Combustión industrial aplicada y control de contaminantes. Recuperado de Recuperado de http://www.cdts.espol.edu.ec/documentos.htm (Enero 2019)
Ruark, R. (2011). Kiln connection: Pressure control in túnel kilns. Recuperado de Recuperado de https://www.ceramicindustry.com/articles/91948-kiln-connection --pressure-control-in-tunnel-kilns (Abril 2019)
Sánchez, J. (2008). Elaboración de un sistema de control para la cocción de ladrillos en un horno de combustión. (Tesis Ingeniería). Escuela Politécnica Nacional, Quito, Ecuador
Streeter, V. y Wylie, E. (2012). Mecánica de Fluidos. (8 va. Ed). México: Editorial McGRAW-HILL
Testo, (2015). Testo 330, analizador de gases de combustión. Recuperado de Recuperado de https://media.testo.com/media/20/3c/b085a5c2c3fa/testo-330-Manual-de-instrucciones.pdf (Diciembre 2018)
Toctaquiza, O. (2008). Optimización del Proceso de Cocción en la producción de ladrillos de Cerámica Roja en el Cantón Chambo. (Tesis Ingeniería). Escuela Superior Politécnica de Chimborazo, Riobamba, Ecuador
Uche J. y Marín M. (2001). Simulación y optimización de un horno cerámico monocapa. Boletín de la Sociedad Española de cerámica y vidrio, 20(5), 377-383
Velásquez, A. (2016). Balance de masa y Energía en tuberías y accesorios hidráulicos. Recuperado de: Recuperado de: http://www.dimecusach.cl/index.php? option=com_docman&task=doc_download&gid=70 (Diciembre 2018)
Notas
Notas de autor
*Autor para correspondencia: Marcelo Cabrera, email: marcelo.cabreraj@epn.edu.ec