Investigación
Concentración de molibdeno a partir de molibdenita 3-R mediante conminución y separación selectiva de pirita
Molybdenum Concentration from 3-R Molybdenite through Comminution and Selective Pyrite Separation
 Sergio García Villarreal sergio_garcia@uadec.edu.mx
Claudia Veronica Reyes Guzman claudia_reyes_guzman@uadec.edu.mx
Aglae Davalos Sanchez aglae.davalos.sanchez@uadec.edu.mx
Leonor Muñoz Ramirez lemunoz@uadec.edu.mx
Sergio García Villarreal sergio_garcia@uadec.edu.mx
Claudia Veronica Reyes Guzman claudia_reyes_guzman@uadec.edu.mx
Aglae Davalos Sanchez aglae.davalos.sanchez@uadec.edu.mx
Leonor Muñoz Ramirez lemunoz@uadec.edu.mx
Concentración de molibdeno a partir de molibdenita 3-R mediante conminución y separación selectiva de pirita
Epistemus, Ciencia, Tecnología y Salud, vol. 18, no. 37, e3707378, 2024
Universidad de Sonora
Received: 22 April 2024
Accepted: 19 September 2024
Published: 15 January 2025
Resumen: Para lograr un concentrado de molibdeno de calidad, es crucial tener una alta ley previa a la flotación. Dado que la ley de cabeza es una variable no controlable, es importante minimizar su impacto negativo. Un análisis mineralógico y granulométrico de la alimentación enriquece al entendimiento y a la mejora del proceso de concentración. Al tener indicios de la presencia de molibdenita tipo 3-R se analiza la vía de preconcentración por conminución, lo que libera este tipo de molibdenita de la pirita por medio del estudio de 4 grupos minerales con distinto tratamiento de liberación. La caracterización se lleva a cabo por difracción y fluorescencia de rayos X. El modelo de conminución que obedece al mineral es de Rosin Rammler. Los resultados muestran una mejora de ley de cabeza del molibdeno de 0.10 % y 3 % de cobre por medio de la separación de pirita del resto mineral.
Palabras clave: Conminución, Concentración, Molibdeno, Cobre.
Abstract: To achieve a quality molybdenum concentrate, it is crucial to have a high grade prior to flotation. Since the head grade is an uncontrollable variable, it is important to minimize its negative impact. A mineralogical and granulometric analysis of the feed enhances the understanding and improvement of the concentration process. Given indications of the presence of 3-R type molybdenite, the pre-concentration route through comminution is analyzed, which liberates this type of molybdenite from pyrite by studying 4 mineral groups with a different liberation treatment. The characterization is carried out by X-ray diffraction and fluorescence. The comminution model that fits the mineral is Rosin Rammler. The results show an improvement in molybdenum head grade by 0.10% and 3% copper through the separation of pyrite from the rest of the mineral.
Key words: Comminution, Concentration, Molybdenum, Copper.
Introducción
Los depósitos minerales de pórfidos de cobre y molibdeno constituyen una parte fundamental de la economía minera a nivel nacional. México se destaca como uno de los principales productores de molibdeno, y ocupa el quinto lugar a nivel mundial con una participación del 7.71 % en el mercado global [1]. En cuanto a la producción de cobre, el país se sitúa en la décima posición a nivel mundial, con una producción del 3.36 % del total internacional [2]. En términos económicos, las exportaciones de molibdeno generaron ingresos estimados en 96.8 millones de dólares en 2022, según datos publicados por la revista OEC [3].
Existen distintas menas de molibdeno como la wulfenita (PbMoO4) o powellita (CaMoO4), no obstante, el principal mineral del cual se extrae el molibdeno es la molibdenita (MoS2) y su técnica predilecta de concentración es por medio de la flotación [4]. Diversas técnicas de flotación han sido desarrolladas para poder separar metales ajenos al molibdeno; entre ellas, las principales especies minerales estériles son los talcos o silicatos y sulfuros de cobre primarios como calcopirita (CuFeS2), bornita (Cu5FeS4) y la calcosita (Cu2S), estos últimos de interés comercial [5].
En el municipio de Candela, perteneciente a Coahuila, existen yacimientos de pórfidos de cobre molibdeno en la zona centro del estado. El yacimiento de Pánuco pertenece al tipo metasomatismo con coordenadas WGS84 29 560 08 [6]. El zoneamiento mineral está centrado en un depósito porfídico con cobre primario, molibdenita, pirita, anhidrita y cuarzo [7].
La producción minera de cobre dentro del estado de Coahuila es escasa: en el año 2020 registró 50 toneladas anuales. Las reservas se estiman en 520,000 toneladas a una ley de cobre de 1 % mientras que el molibdeno en 0.12 % [6], [8].
Entre los principales métodos de concentración, destacan ciertas permutaciones de depresores idóneos para el cobre, lo que permite la flotación de la molibdenita. La gran mayoría de estos depresores inorgánicos, como el hidrosulfuro de sodio (NaHS) o el cianuro de sodio (NaCN) tienen un impacto negativo en el medio ambiente [9]. Actualmente, la minería se está actualizando con procedimientos que implican un mayor cuidado ambiental, lo que ha llevado a la introducción de reactivos de flotación como los depresores de carácter orgánico. Estos, aunque carecen de grupos funcionales específicos para ciertas clases de gangas, presentan ciertas limitaciones en comparación con los compuestos inorgánicos nocivos. Sin embargo, los depresores orgánicos cuentan con radicales compatibles para polarizar las partículas a deprimir, aunque con una selectividad restringida. Las especies químicas que han mostrado resultados positivos incluyen lignosulfonatos, celulosas, quitosano, dextrina y almidón [10], [11], [12].
En el ámbito industrial, existen numerosos esfuerzos de investigación sobre los reactivos de flotación con el fin de mejorar el grado del concentrado final de cobre y molibdeno. Sin embargo, en muchas plantas metalúrgicas existe un menor énfasis en el análisis mineralógico exhaustivo de la cabeza mineral, limitándose a la cuantificación química del metal de interés. Esta cuantificación se realiza principalmente para efectuar los cálculos correspondientes a la ley de corte, con el objetivo de determinar la factibilidad de explotar el yacimiento.
El encapsulamiento de minerales valiosos es un fenómeno común en la industria minera que puede tener un impacto significativo en la recuperación de metales. Este fenómeno ocurre cuando los minerales de interés quedan atrapados dentro de matrices de minerales menos valiosos, lo cual dificulta su liberación y el posterior procesamiento [13]. Este problema puede ser particularmente grave en el caso de minerales raros o de alto valor, ya que incluso pequeñas cantidades de encapsulamiento pueden resultar en importantes pérdidas económicas [14].
El proceso de reducción del tamaño de minerales es un factor crucial que determina la gravedad del problema del encapsulamiento. Un bajo grado de liberación implica que una gran proporción de los minerales valiosos permanece atrapada dentro de las matrices de roca, lo que reduce la eficiencia de recuperación y aumenta los costos de procesamiento [15].
La conminución de minerales varía en función de la dureza del mineral, en algunos casos toma valores críticos del 45 % del gasto total de operación de beneficio [16]. Esto se debe al alto aporte energético que requiere el mineral para ser liberado satisfactoriamente de la ganga. Por el factor mencionado anteriormente, a nivel operativo se requiere conocer a que tamaño de partícula hay una liberación idónea de la mena. A este procedimiento se le conoce como análisis de mallas [17].
El análisis de mallas es una herramienta fundamental para comprender y optimizar el proceso de concentración, ya que permite profundizar en la naturaleza de la alimentación en la etapa de flotación. Este análisis se basa en determinar el rango de tamaño de partícula en el cual se logra una mayor liberación del metal de interés. Mediante el uso de una torre de cribas, se tamiza una muestra a la que posteriormente se le realiza un análisis químico tanto del material retenido como del material pasante, con el fin de delimitar el tamaño de partícula en el cual se concentra la mayor cantidad de mena [18].
Wills reporta que aproximadamente el 16 % del gasto total de operación de obtención de molibdeno metálico se destina para la flotación [16], por lo que se le puede designar un esfuerzo de investigación con la finalidad de economizar dicho proceso. El principal productor de molibdeno en México es el estado de Sonora, según el Servicio Geológico Mexicano (SGM) [19]. La ley media de molibdeno oscila entre 0.05 % y 0.5 % en la gran mayoría de las minas en operación en México [20]. Dado que estas concentraciones son bajas, el proceso de flotación se vuelve crucial para incrementar el grado de concentración final. Sin embargo, diversas plantas concentradoras operan con leyes bajas, como la de Pánuco, lo que hace sumamente compleja la tarea de alcanzar los contenidos mínimos requeridos para su transformación [21].
Incrementar la ley de cabeza de molibdeno en la alimentación por medios de preconcentración durante la conminución mineral auxilia a la etapa de la flotación, ya que enriquece la presencia de molibdeno en la pulpa. En numerosos estudios, esta variante se detiene en el estudio del grado de liberación, por medio del análisis de mallas; aunque es una herramienta muy útil, se puede complementar por medio de una etapa enriquecimiento en la conminución.
La molibdenita, al contar con una dureza relativamente baja de 1 en la escala de Mohs [22], tiende a diseminarse hacia los finos; mientras, los minerales de cobre cuentan con una dureza mayor en la escala de Mohs entre 3.5 y 4, por lo que se retienen a mallas de cribado mayores [23].
Una especie mineral contaminante en la mayoría de los procesos metalúrgicos es la pirita (FeS2). Este mineral, presente en algunos depósitos mineros, puede contener diseminados en su interior otros minerales, como óxidos o sulfuros. Durante la etapa de conminución, la pirita tiende a encapsular minerales de valor comercial debido a una falta de liberación debido a una mayor dureza de la ganga sulfurosa [24].
Existen dos tipos de molibdenita: 3-R y 2-H. La principal diferencia entre ambos es el tamaño promedio de cristal, ya que la 3-R más pequeña y menos común. Este tipo se encapsula dentro de cuerpos de cuarzo y pirita como se aprecia en la figura 1. En base a su pequeño tamaño, es difícil de detectar a simple vista [25].
![Molibdenita 3-R dentro de cuarzo (SiO2) y pirita (FeS2). [25]](../2007-8196-epistemus-18-37-e3707378-gf1.jpg)
Figura 1
Molibdenita 3-R dentro de cuarzo (SiO2) y pirita (FeS2). [25]
Al presentarse esta asociación en minerales pórfidos de Cu-Mo con alta presencia en cuarzo en la mina de Pánuco mostrado en la Figura 2, se analiza la posibilidad de la presencia de este tipo de molibdenita 3-R encapsulada dentro del mineral estéril.

Figura 2
Mineral de Pánuco con presencia del sistema pirita-molibdenita (fotografía propia).
Al triturar el mineral, se identificó la presencia de pirita gruesa mostrada en la Figura 3; por consiguiente, se estudia el caso reportado por Ridland [25] donde no hay un grado de liberación adecuado de metales de interés, como el molibdeno.

Figura 3
Pirita gruesa obtenida por trituración (fotografía propia).
El objetivo del presente trabajo es alcanzar una mayor ley de cabeza de molibdeno por medio de la separación de pirita dentro del circuito de trituración, donde posiblemente se aloje la molibdenita 3-R. El circuito de trituración y molienda de la planta de beneficio de Pánuco no cuenta con estudios previos acerca del tratamiento selectivo de pirita, por lo cual el presente trabajo aborda el estudio comparativo de la conminución global del cuerpo rocoso y la pirita separada del resto de la matriz mineral.
Metodología
Pesado del mineral
La muestra representativa del yacimiento se tomó en base a la teoría de Gy. La ecuación de Pierre Gy es la más utilizada en el muestreo de minerales. Esta ecuación está basada en cuatro parámetros: factor de forma, factor de distribución de tamaño, factor de mineralogía y factor de liberación. Las fórmulas implicadas en dicho cálculo son las ecuaciones 1, 2, 3 y 4.
Determinación de la cantidad de muestra requerida (M)
Donde M=Peso mínimo de muestra (gr), C= Constante de muestreo (gr/cm3), d3= Tamaño de partícula mayor dentro de la muestra (cm) y S= Medida del error estadístico.
Ecuación 1. Fórmula de la cantidad mínima de muestra (gr):
Constante de muestreo (C)
Donde F= Factor de forma (es tomado como 0.5 a excepción de minerales auríferos), G= Factor de distribución de tamaño (es tomado como 0.25 a excepción de minerales auríferos), l= Factor de liberación y m= Factor de mineralogía (gr/cm3).
Ecuación 2. Fórmula de constante de muestro (gr/cm3).
Factor de liberación (l)
Donde L= Tamaño de liberación del mineral de interés (cm), d= Tamaño de partícula más grande dentro de la muestra (cm). Los tamaños se determinaron en base a material extra sometido a molienda con el fin de determinar estas dos variables.
Ecuación 3. Fórmula de factor de muestreo.
Factor de mineralogía (m)
Donde a=Fracción de mineral de interés, r= Densidad del mineral de interés (gr/cm3), t= densidad de la ganga (gr/cm3). La densidad del mineral de interés y de la ganga se obtuvieron de manera experimental.
Ecuación 4. Fórmula de factor de muestreo.
El peso mínimo calculado fue de 13.45 kg. El pesado se llevó a cabo en una balanza de precisión CRT. La muestra se recibió en cuerpos de un tamaño medio de 9.33 cm de longitud presentados en la Figura 4. Se tomaron por incrementos con una pala de 15 cm de anchura.
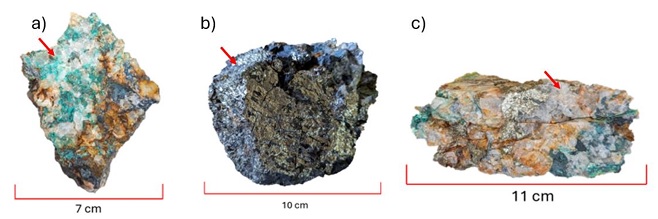
Figura 4
Trozos de mineral reducidos antes de la trituración. Se logran identificar los minerales de malaquita (a), pirita (b), y calcopirita, bornita y cuarzo (c). (fotografías propias).
Trituración
Se realizó en una trituradora Denver Jaw Crusher con un tamaño de open side setting de 12 cm y un close side setting de 2 cm. El peso al final de la trituración fue de 12.89 kg. Los cuerpos de pirita gruesa son los exhibidos en la Figura 5.

Figura 5
Pirita gruesa producto de la trituración, los tamaños rondan entre 0.2 cm hasta 1.8 cm (fotografía propia).
El peso total de la pirita gruesa fue de 5.61 kg y el del resto del mineral fue de 7.28 kg. Los 5.61 kg de pirita se dividieron en cuatro partes de 1.40 kg cada una. El resto del mineral también se dividió en cuatro partes de 1.82 kg cada una. Cada agrupación de pirita se obtuvo mediante un cuarteo en cruz con 7 incrementos de 200 gramos. Del mismo modo, cada subdivisión del resto del mineral se elaboró utilizando la misma técnica, pero con 7 incrementos de 260 gramos. Cada conjunto de pirita fue tratado de acuerdo con los siguientes grupos:
-
Pirita pulverizada y finos: Denominado como conjunto “A”, se llevó a cabo por medio de pirita solamente pulverizada sin pasar por molienda, mezclada con finos sometidos a molienda.
-
Pirita y finos molidos: A este conjunto se denominó “B”, se realizó con pirita y finos procesados por molienda.
-
Finos: Al conjunto en el que no se consideró la pirita se le designó como “C”, la muestra del resto mineral fue sometida a molienda.
-
Pirita fina: A este conjunto se nombró como “D”. Similar al conjunto anterior, pero solo consta de pirita procesada por molienda, sin la presencia de finos, esto con la finalidad de analizar el impacto de separar la pirita después de la trituración.
Pulverización
Se prosiguió con un pulverizador de discos Bico MFG con una abertura de discos de 0.2 cm.
Molienda
Las condiciones de molienda se llevaron a cabo en función de los factores correctores de Bond para un diseño idóneo de molienda, además de obtener una representatividad lo más similar de planta a escala laboratorio.
Se usó una relación de bola 3:1 con respecto al mineral en un molino Bico 6339 con un collar de bola de 2.5 pulgadas a una 1 pulgada. Se realizó cada molienda según requiriera cada conjunto con 8000 ciclos cada uno.
Cribado
Para llevar a cabo un análisis granulométrico exhaustivo del material destinado al proceso de flotación, se emplearon mallas W.S. Tyler 14, 25, 60, 100, 140, 200, 230, 270 y 400. La selección de esta gama de mallas permite una caracterización detallada de la distribución de tamaños de partículas. Las mallas más gruesas (14, 25, 60, 100) son fundamentales para identificar y eliminar partículas demasiado grandes que podrían afectar negativamente el proceso de flotación. Las mallas intermedias y finas (140, 200, 230, 270, 400) permiten un control preciso del rango de tamaños deseado, lo cual asegura que las partículas estén dentro del rango de 140 a 400, óptimas para flotación.
El tamizado se llevó a cabo en un tamizador Gilson SS-R. El tiempo de trabajo fue de 15 minutos para cada grupo de 100 gramos. El peso total de cada conjunto fue de 300 gramos para la elaboración de las curvas granulométricas.
Obtención de las curvas granulométricas
Una vez finalizado el proceso, se trasvasó con ayuda de una brocha los polvos obtenidos en cada tamiz a un recipiente para su posterior pesaje en una balanza analítica Mettler Toledo. En base a los resultados se realizaron las curvas granulométricas para analizar su comportamiento en base a la composición de cada grupo, como su adaptación a los modelos Rosin Rammler y Gaudin Gates Schahumann.
Caracterización
La fluorescencia de rayos X (FRX) se realizó a cada retenido de los tamices a partir de la malla 60, con la finalidad de cualificar y cuantificar la composición elemental de los finos y cómo varía en cada tamiz para determinar el grado de liberación granulométrica. El equipo empleado fue un espectrómetro Epsilon 1®. El tubo generador de rayos X es de un ánodo de plata con una potencia de 50 kW. El tiempo de análisis es de 8 minutos y no requirió una preparación previa, solo su disposición sobre el porta muestras y cada lectura fue de 8 minutos. La difracción de rayos X (DRX) se empleó con la finalidad de identificar qué tipo de sulfuro está presente en la muestra y cuál es su predominancia en función del producto de conminución de cada conjunto analizado. Dichas pruebas se realizaron en un difractómetro Bruker D8 Advance® con radiación Cu-Kα (λ=1.54 Å) durante un periodo de 1 hora.
Resultados
El peso de los retenidos de la columna de tamizado son los mostrados en la tabla 1:
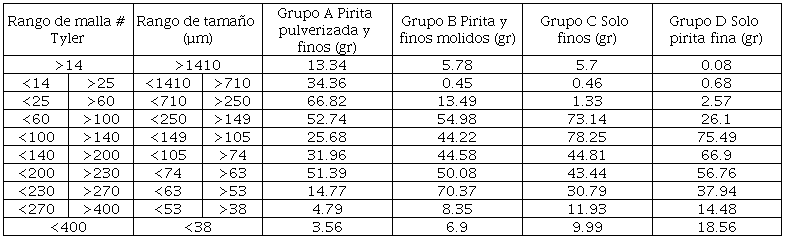
El rango de tamaño de partícula adecuado para flotación de pórfidos de cobre molibdeno es de <105 µm >53 µm [26], por lo cual es necesario enfatizar el análisis dentro de este rango. El presente mineral exhibió una tendencia en el retenido de la malla 200 (<105 µm >74 µm) esquematizado en la Figura 6 para los 4 conjuntos analizados. El grupo D (Solo pirita fina) tuvo mayor porcentaje retenido, con 22.33 %. El grupo B (pirita y finos pasados por molienda) y C (solamente finos sin pirita) denotaron un retenido en la malla 200 prácticamente idéntico 14.90 % y 14.94 % respectivamente. Para el grupo A (pirita pulverizada y finos) mostró un porcentaje de retenido menor de 10.67 % a contraparte de los demás conjuntos. En el retenido de la malla 230 (<74 µm >63 µm) se presentó un porcentaje de retención próximo entre los 4 conjuntos, indicando el tamaño de partícula donde existe una mayor homogeneidad. De igual manera, para el retenido de la malla 270 (<63 µm >53 µm), donde el tamaño se encuentra en el límite dentro del rango idóneo de flotación, hay una pequeña variación entre los 4 conjuntos.
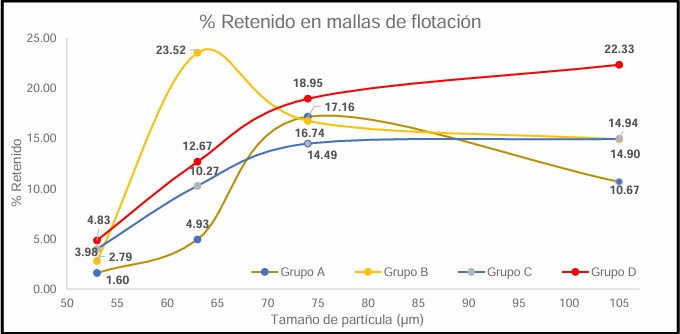
Figura 6
Porcentaje de retenidos en mallas de flotación de los 4 conjuntos.
Sin embargo, los grupos C y D al no poseer una mezcla entre pirita y finos del resto mineral tienen comportamientos con un mayor índice de linealidad, a diferencia de los grupos A y B donde existe dicha mezcla. El grupo D al poseer solamente pirita tiene un índice de reducción menor a diferencia del C que contiene solamente finos, debido a la dureza de la pirita. Se denota por estar el grupo D en la parte superior del grupo C.
Los resultados de difracción de rayos X aplicados a las muestras del análisis de mallas mostraron el mismo difractograma con pequeñas variaciones en la intensidad de las bandas, por lo cual no existen especies minerales encajonadas dentro de los cuerpos de pirita ajenas al cobre o molibdeno. El mostrado en la Figura 7 pertenece al conjunto D, el cual muestra la presencia de pirita, bornita, molibdenita, alúmina, cuarzo y en menor intensidad calcopirita.
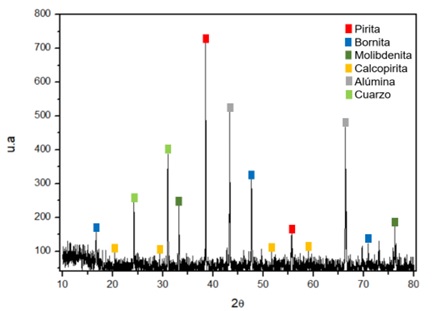
Figura 7
Difractograma del conjunto D (Grupo de pirita fina).
Se puede observar que para la pirita (FeS2) aparecen los planos cristalográficos representativos situados en 38° y 56° grados en 2 θ, los cuales corresponden a los planos cristalográficos respectivamente, lo anterior en base a la carta cristalográfica 969006171. Estos resultados son consistentes con lo reportado en [27].
Se asoció la identificación de bornita (Cu5FeS4) en 17°, 48° y 71° en 2 θ bajo la carta cristalográfica 969003728 y 969004134 respectivamente [28]. La bornita mostró una mayor intensidad de bandas a contraparte de la calcopirita, aun siendo cobres primarios poseen características físicas similares pero una notable diferencia en el difractograma, debido a que la bornita posee un arreglo cristalino cúbico y la calcopirita uno tetragonal [5], [29], [30].
A pesar de tener una baja presencia de calcopirita (CuFeS2), se logró apreciar señales correspondientes en 21°, 29°, 52° y 58° en 2 θ según la carta cristalográfica 969007573 [31].A su vez, la molibdenita (MoS2) aparece en los planos cristalográficos de 33° en 2 θ bajo correspondencia de la carta cristalográfica de 969009149 [17].
Las bandas con mayor intensidad son de pirita junto a molibdenita, se encuentran trazas de alúmina en el mineral situada en 44° y 66° en 2 θ bajo la carta cristalográfica en 969011356, por lo que es importante considerar en el análisis elemental [32]. Se corrobora que el mineral analizado es un pórfido de cobre molibdeno con presencia considerable de cuarzo, reportado por Fuentes y Chávez característicos del cinturón de intrusivos Candela-Monclova perteneciente al yacimiento de Pánuco [7], [33].
El DRX se utilizó únicamente para corroborar la presencia de molibdenita y determinar los tipos de sulfuros de cobre presentes en el mineral polimetálico, debido a sus diferentes arreglos cristalinos. Para cuantificar los elementos, se empleó el análisis de FRX.
Se consideró al grupo B para el análisis elemental de referencia, ya que este cuenta con el tratamiento dado dentro de la planta de beneficio de Pánuco sin la separación de pirita, solamente la conminución del cuerpo rocoso en general. El análisis elemental por FRX del conjunto B es el mostrado en la tabla 2:
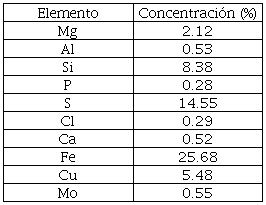
La concentración de 8.38 % de silicio comprueba la presencia de cuarzos (SiO2) detectados en el difractograma en 31° en 2 θ para la carta cristalográfica 969011495 [34]. En base a la presencia de cuarzo más el contenido de molibdeno ratificado por DRX y FRX, se potencia la factibilidad de la existencia de molibdenita 3-R dentro de la pirita y cuarzo [36]. La proporción de la concentración del molibdeno es 10.14 veces menor a la de cobre, por lo que se puede tomar como una referencia al final del proceso de preconcentración en la conminución del mineral.
El análisis de FRX consideró los tamaños de partícula óptimos para la flotación de pórfidos de cobre molibdeno, desde los retenidos de la malla 200 hasta los contenidos de la malla 400 (<90.5 µm >45.5 µm) [37]. Los análisis de los 4 conjuntos se muestran a continuación; las Figuras 8, 9, 10 y 11 corresponden a los grupos A, B, C y D, respectivamente.
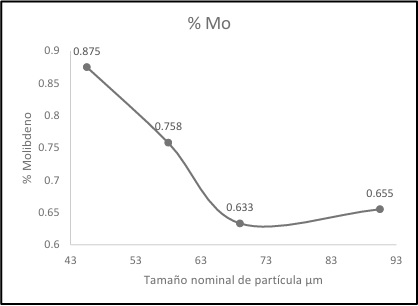
Figura 8
Análisis de FRX del molibdeno perteneciente al grupo A (Pirita pulverizada y finos).
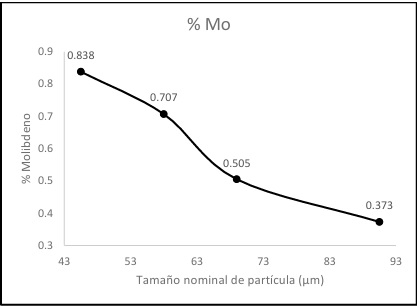
Figura 9
Análisis de FRX del molibdeno perteneciente al grupo B (Pirita molida y finos).
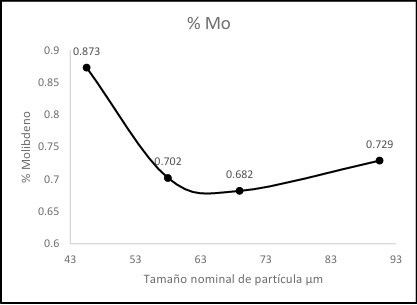
Figura 10
Análisis de FRX del molibdeno perteneciente al grupo C (Solamente finos).
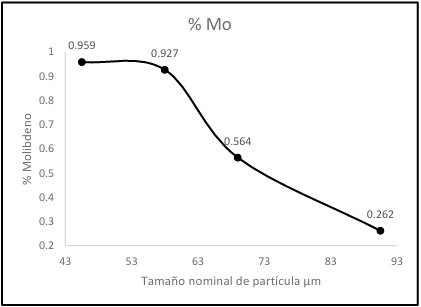
Figura 11
Análisis de FRX del molibdeno perteneciente al grupo D (Solamente pirita molida).
El grupo A muestra un cambio con una tendencia lineal a partir del tamaño medio de partícula de 58 µm (retenido en malla Tyler 230) a 45.5 µm (retenido en malla Tyler 400). La ley de molibdeno incrementa de 0.55 % a 0.87 %, lo cual es 58.18 % mayor a la original a un tamaño de 45.5 µm. Esto se debe a que, al ser el tamaño de partícula más pequeño, hay una mayor liberación de molibdenita debido a su baja dureza a contraparte del cuarzo y pirita [5]. En el tamaño de partícula nominal de 69 µm (retenido en malla Tyler 230) y las partículas con tamaño medio de 90.5 µm (retenido en malla 200) exhiben una menor liberación de la molibdenita debido a un mayor tamaño de partícula promedio, de 14.54 % y 18.18 % respectivamente a la cabeza.
En [48], se reportaron comportamientos de molibdenita muy similares: a tamaños de partícula de 45 µm o menores, la molibdenita exhibe una mayor liberación debido a su clivaje, ya que forma partículas delgadas en la molienda. Por consiguiente, se produce una mayor probabilidad de interacción entre la partícula y la burbuja correspondiente al proceso de flotación, lo cual facilita su recuperación dentro de las primeras etapas de flotación [38].
Similar al conjunto A, el conjunto B muestra que a tamaños de partícula medio de 45.5 µm hay una mayor liberación de molibdenita. Sin embargo, se observa un comportamiento con una tendencia más lineal a partir del tamaño nominal de 90.5 µm. En el intervalo de <69 µm >58 µm se apreció una pendiente no tan pronunciada como en el grupo A, debido al contenido de molibdeno retenido en la pirita sin moler. Por el contrario, en el conjunto B sí está liberada la molibdenita retenida dentro de la pirita, por lo que no es tan abrupto el cambio de ley de molibdenita a menores tamaños. A un tamaño medio de 90.5 µm, se registró una ley de molibdeno de 0.37 %, lo que representa una disminución del 32.73 % en comparación con la ley de referencia (0.55 %) del mismo grupo, pero a un tamaño medio de 63 µm trabajado dentro de la planta de beneficio. Por ello es necesario disminuir la dimensión del mineral mínimamente a >58 µm para incrementar la ley un 27.27 % respecto a la cabeza a 63 µm. La máxima concentración de este grupo se encuentra en el tamaño más fino de 45.5 µm, e incrementó un 50.71 %. El incremento es similar al grupo A; no obstante, al separar la pirita pulverizada por medio de una zaranda, involucra un mayor gasto por una diferencia de 7.47 % con respecto a la cabeza, por lo cual no es viable hasta esta instancia [39], [40].
El conjunto C, con un tamaño de partícula medio de 58 µm, exhibió un comportamiento prácticamente idéntico al del grupo B, con un incremento marginal del 7.15 % en la concentración respecto a la ley de cabeza al alcanzar un tamaño nominal de 45.5 µm. Por ende, no se observa un impacto significativo en la separación de la pirita gruesa a tamaños de partícula finos. No obstante, a tamaños de partícula superiores a 69 µm se registraron leyes más elevadas en comparación con los grupos A y B. Específicamente, a un tamaño nominal de 69 µm, la ley de molibdeno se incrementó en un 23.63 %, y en un 31.82 % a una dimensión de 90.5 µm respecto a la ley de cabeza.
En [41] se realizó un estudio sobre la eficiencia de un circuito de molienda abierto y cerrado para pórfidos de cobre y molibdeno. En dicho estudio, se observó que, a tamaños inferiores a 45 µm, la ley se mantuvo constante en ambos tipos de procesamiento, independientemente de la recirculación de alimentación. Este comportamiento es análogo al obtenido en el presente análisis, aunque en el estudio mencionado se empleó molienda húmeda y tamaños de partícula menores, con lo que se alcanzó hasta 25 µm [41].
A diferencia de los otros tres grupos, el conjunto D muestra un comportamiento con una mayor tendencia lineal. A un tamaño nominal de partícula de 45.5 µm, se observa un incremento en la ley del 73.41 % en comparación con la ley de cabeza, con lo que resulta el más alto entre los cuatro grupos de estudio. Asimismo, a un tamaño promedio de 58 µm, se registró un aumento del 67.63 % respecto a la ley de cabeza. Sin embargo, a un tamaño medio de 69 µm, los valores son prácticamente equivalentes a los del grupo B, lo que sugiere que no sería necesario remover y procesar la pirita por separado.
No obstante, a un tamaño nominal de 90.5 µm, se observa una disminución del 47.37 %, lo que subraya la importancia de mantener la mayor cantidad de mineral procesado en un intervalo de tamaños menores a 69 µm para evitar pérdidas significativas de molibdeno. Según lo reportado por Wang, los tamaños de partícula óptimos son aquellos que permiten una mayor liberación y se encuentran dentro de los rangos recomendados para la flotación polimetálica [42]. En este estudio, basado en la figura 10, el intervalo que cumple con estas características es <45.5 µm y >58 µm, ya que a tamaños menores tienden a formarse lamas que contaminan los concentrados durante la flotación.
En [43] se sugiere otra razón para trabajar hasta un tamaño medio de partícula de 45.5 µm: a tamaños menores de 10 µm, la molibdenita tiende a exfoliarse y formar nanopartículas indeseables en el proceso de flotación. Por esta razón, no se considera disminuir el tamaño de partícula a valores menores de 38 µm con el fin de aumentar la ley de cabeza, como podría inferirse en la Figura 10.
La implementación de los modelos granulométricos Gaudin-Gates-Schuhmann y Rosin-Rammler es crucial en la industria minera debido a su capacidad para caracterizar y optimizar el proceso de conminución, lo cual es fundamental para la eficiencia operativa y la maximización de la recuperación de minerales [14], [17], [44].
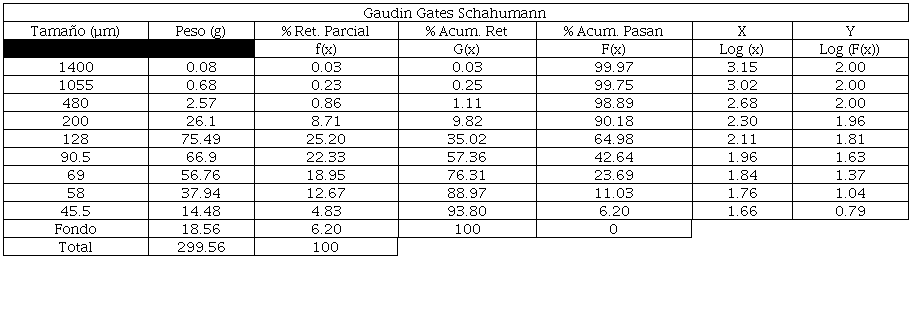
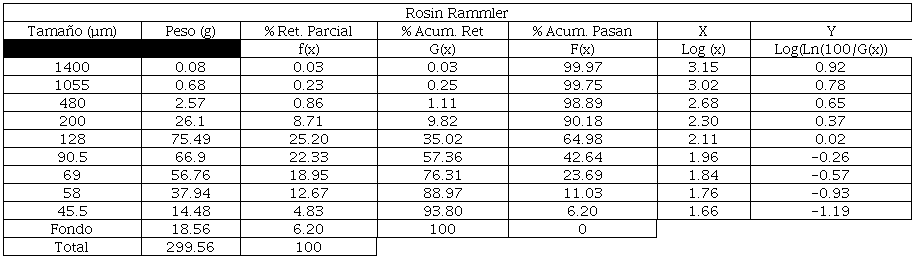
El modelo granulométrico de Gaudin Gates Schahuman (G. G. S.) no presentó un ajuste idóneo, ya que el valor del coeficiente de determinación (R2) en los 4 grupos fue inferior al mínimo requerido, >75 %, para considerase confiable [45]. En la Tabla 3 se muestran los valores de retenidos durante el análisis granulométrico para el grupo D. Se enfatizó en este conjunto, considerando que presentó un mayor grado de concentración de molibdeno a diferencia de sus homólogos.
La fórmula del modelo granulométrico G. G. S. es la mostrada en la ecuación 5:
Ecuación 5. Fórmula del modelo Gaudin Gates Schahumann.
Donde: F= fracción acumulativa pasante por un tamiz de tamaño x, x= tamaño de partícula, x0= tamaño máximo de partícula, a= pendiente de la recta/coeficiente de determinación.
Tamaño máximo de partícula (x0)
Ecuación 6. Fórmula de determinación del tamaño máximo de partícula.
Donde: b= ordenada de la pendiente (valor independiente de la ecuación de lineal).
La gráfica de la Figura 12 muestra el modelo G. G. S. para el grupo D, donde se obtuvo el máximo valor de R2 de 0.67. Para los conjuntos A, B y C fueron de 0.63, 0.58 y 0.61 respectivamente.
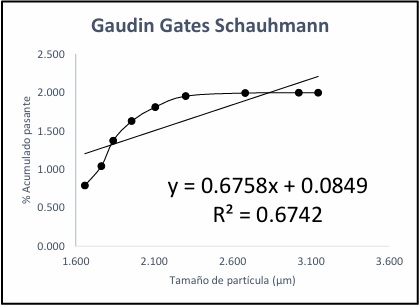
Figura 12
Modelo de G. G. S. con el mayor R2 (grupo D).
El valor de x0 en base a la gráfica anterior es 1237.10 µm, el coeficiente de relación (a) es 0.67 y para la ordenada (b) es 0.08. La Tabla 4 muestra los valores obtenidos en base a la fórmula de la ecuación 5. Estos valores son esenciales para comparar el comportamiento del mineral y la predicción por el modelo G. G. S.
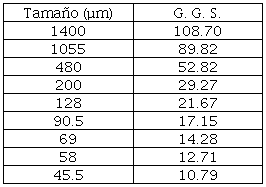
El comportamiento real del mineral no muestra ninguna similitud con las predicciones del modelo. Además, en el tamaño de partícula de 1400 µm, se registra una cantidad superior al 100 % de la muestra (figura 13), lo cual indica inconsistencias significativas. Por lo tanto, se puede descartar la aplicabilidad del modelo G.G.S. para el presente mineral.
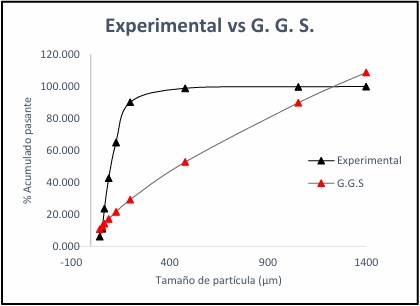
Figura 13
Comparación del modelo Gaudin Gates Schahumann y la información experimental.
El modelo de Rosin-Rammler (R. R.) mostró un mejor ajuste a comparación del modelo anterior, ya que su coeficiente de relación alcanzó un valor de 0.89 en el grupo D, que es el mayor valor registrado. Para los grupos A, B y C, el valor estadístico fue superior a 0.75, y se considera representativo de acuerdo con el ajuste. Los valores obtenidos fueron: R2 = 0.83, 0.76 y 0.86 respectivamente.
La fórmula del modelo granulométrico R. R. es la mostrada en la ecuación 7.
Ecuación 7. Fórmula del modelo Rosin Rammler.
Donde: R(x)= Fracción acumulativa pasante, x= tamaño de partícula, x0= tamaño de partícula en el cual 63.2% del material pasa, n= parámetro de uniformidad.
Tamaño de partícula 63.2% pasante (x0)
Ecuación 8. Fórmula de determinación del tamaño de partícula 63.2% pasante.
Donde: b= ordenada de la pendiente (valor independiente de la ecuación de lineal), m= pendiente de la recta/coeficiente de determinación. La gráfica de la Figura 14 evidencia el mayor ajuste del modelo R. R. para el grupo D.
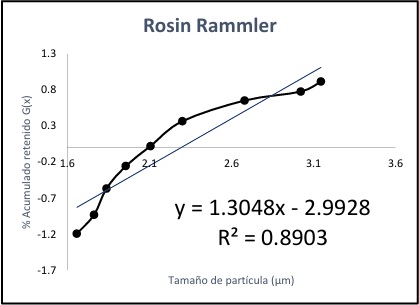
Figura 14
Modelo de Rosin Rammler con el mayor R2 (grupo D)
El coeficiente de correlación obtenido fue de 0.89, con una ordenada al origen de -2.99. Para determinar el tamaño de partícula correspondiente al 63.2 %, el valor de la ordenada (b) se convierte en positivo en caso de ser negativo [44]. Al sustituir los valores en la ecuación 8, se obtuvo que x0 es igual a 196.64 µm. La Tabla 6 presenta los valores derivados de la fórmula ilustrada en la ecuación 7. Estos valores son fundamentales para analizar el comportamiento del mineral y la predicción según el modelo de Rosin Rammler.
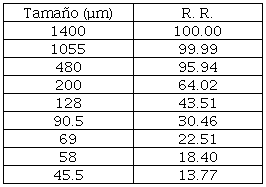
La comparativa de comportamientos entre la estimación del modelo R.R. contra la información experimental se muestra en la figura 15.
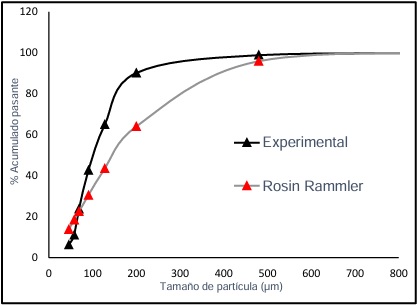
Figura 15
Comparación del modelo Rosin Rammler contra la información experimental (Grupo D).
A partir de 600 µm, ambos acumulados pasantes muestran valores con una baja variabilidad entre ellos; a menor tamaño de partícula es más complejo predecir el comportamiento del mineral. Predecir el comportamiento de reducción en un análisis granulométrico se torna más complejo debido a varias razones. La influencia de la fractura aleatoria se incrementa significativamente en tamaños más pequeños, por lo que la distribución de tamaños de partículas resulta más heterogénea y dificulta la aplicación de modelos predictivos simples [46].
Se observó una correlación positiva entre la ley de cobre y la concentración de molibdeno en las muestras analizadas a tamaños <53µm y >38 µm. No obstante, en los grupos A y C se detectó una disminución en la ley de cobre en comparación con la muestra de alimentación, lo cual se atribuye a la presencia de sulfuros de cobre no liberados, asociados con la pirita. Específicamente, en el grupo A, donde la pirita se encuentra pulverizada, se registró la ley de cobre más baja. De manera similar, en el grupo C, caracterizado por la ausencia de pirita en el mineral y la presencia de finos externos a los gruesos de pirita, se observó una reducción en la ley de cobre. En contraste, el grupo B, que contenía pirita molida, presentó un incremento del 12.35 % de contenido de cobre.
El mayor enriquecimiento en cobre se registró en el grupo D, con un aumento del 58.3 %, lo que sugiere una posible asociación de los sulfuros de cobre con la matriz de pirita. En [47] se reportaron comportamientos de preconcentración de cobre similares: en los retenidos de la malla Tyler 325 (43µm) hay una mayor presencia de cobre, a diferencia de mallas <150 (104 µm). En [48] se analizó la granulometría adecuada para un mineral sulfuroso de cobre, donde los retenidos pasantes alcanzan el 56 %, equivalente al alcanzado en el grupo D de 56.76 %. Sin embargo, no se realizaron análisis químicos o microscópicos para determinar la distribución del metal o el grado de liberación [48]. Por otro lado, en [49] se hizo énfasis en la liberación de cobre; emplearon un intervalo de mallas desde 177 µm hasta <37 µm, con lo que obtuvieron la mayor concentración de cobre en el tamaño de partícula medio <37 µm [49], caso homólogo al presentado en la gráfica de la Figura 16.
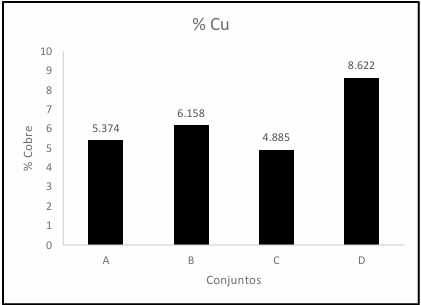
Figura 16
Análisis de FRX de cobre de los 4 grupos estudiados.
Conclusión
A tamaños nominales de 58 µm, la distribución de molibdeno es mayor debido a la liberación de molibdenita 3-R encapsulada en cuerpos de pirita y cuarzo. En los grupos A, B y C, donde la pirita no está exclusivamente presente, el contenido de molibdeno disminuye en comparación con el tratamiento separado de reducción de tamaño. Al incrementar la ley de alimentación al circuito de flotación, se busca aumentar el rendimiento de concentración en celdas Rougher, lo que favorece los balances en la determinación de la ley de corte de la mina y aumenta su rentabilidad.
El modelo de Rosin Rammler presenta una estimación más precisa del comportamiento del mineral dentro del circuito de conminución, y esto facilita la operatividad y optimización de los equipos de conminución y clasificación. Este modelo permite una comprensión más exacta de la distribución de los tamaños de partícula después de los procesos de reducción de tamaño.
La ley de cobre aumenta a medida que disminuye el tamaño de partícula; sin embargo, es crucial mantener un tamaño adecuado para el posterior procesamiento de flotación (>38 µm). Similar al molibdeno, el conjunto con mayores valores de cobre es aquel en el que se separa la pirita. Implementar la separación de pirita gruesa a nivel planta, utilizando equipos como un trómel o una mesa vibratoria, incrementa la ley de cobre y molibdeno, con lo que se optimizan los costos asociados al uso de reactivos en la flotación.
El análisis de costo-beneficio de la implementación de un trómel o zaranda en el circuito de conminución en Pánuco se basa en estudios internos y en los resultados del presente análisis. Esto nos sugiere una mejora significativa en la eficiencia del procesamiento y una reducción de los costos operativos.
Reconocimientos
Al Consejo Nacional De Humanidades, Ciencias Y Tecnologías (CONAHCYT) por la beca otorgada para la realización del presente trabajo. Al Dr. Francisco Raúl Carrillo Pedroza por la autorización y uso del equipo de caracterización de fluorescencia de rayos X y a la Dra. María Gloria Rosales Sosa por el permiso y uso del equipo de difracción de rayos X. Ambos docentes investigadores pertenecientes a la facultad de metalurgia de la universidad autónoma de Coahuila.
Referencias
[1] G. Gaulier y S. Zignago, “BACI: International Trade Database at the Product-level of Mo,” 2022. [En línea]. Disponible en: http://www.cepii.fr/anglaisgraph/bdd/baci.htm.
[2] U.S. Geological Survey, “Mineral commodity summaries 2023”, 2023. DOI: https://doi.org/10.3133/mcs2023.
[3] M. Pistilli y G. De la Cruz, “Los 10 principales productores de molibdeno por país”, Investing News Network. Disponible en: Disponible en: https://investingnews.com/daily/resource-investing/industrial-metals-investing/molybdenum-investing/top-molybdenum-producers/. Fecha de acceso: dic. 18, 2024.
[4] G. Yi, E. Macha, J. Van Dyke, R. Ed Macha, T. McKay y M. L. Free, “Recent progress on research of molybdenite flotation: A review,” sep. 01, 2021, Elsevier B.V. DOI: 10.1016/j.cis.2021.102466.
[5] G. Pedemonte, “Compendio de Mineralogía,” Universidad Nacional Mayor de San Marcos, Lima, Perú, 2020.
[6] Secretaría de Economía, Subsecretaría de Minería y Dirección General de Desarrollo Minero, “Mina Pánuco, Coahuila México,” Candela Coahuila, 2020. Acceso: 18 jul., 2024. [En línea]. Disponible en: https://www.gob.mx/cms/uploads/attachment/file/500875/P_nuco_Cu__Au__Mo-Coah.pdf
[7] E. Fuentes Guzmán, A. Camprubí Cano y E. González Partida, “Metalogenia de la mina Pánuco Coahuila México,” Universidad Nacional Autónoma de México, Ciudad de México, 2016.
[8] Secretaría de Economía y Servicio Geológico Mexicano, “Panorama minero del estado de Coahuila,” 2021. Acceso: jul. 18, 2024. [En línea]. Disponible en: Disponible en: http://www.sgm.gob.mx/pdfs/COAHUILA.pdf
[9] H. Miki, T. Hirajima, Y. Muta, G. P. W. Suyantara y K. Sasaki, “Effect of sodium sulfite on floatability of chalcopyrite and molybdenite,” Minerals, vol. 8, no. 4, abr. 2018, DOI: 10.3390/min8040172.
[10] M. Li, D. Wei, Q. Liu, W. Liu, J. Zheng y H. Sun, “Flotation separation of copper-molybdenum sulfides using chitosan as a selective depressant,” Miner Eng, vol. 83, pp. 217-222, nov. 2015, DOI: 10.1016/j.mineng.2015.09.013.
[11] P. Huang, M. Cao y Q. Liu, “Using chitosan as a selective depressant in the differential flotation of Cu-Pb sulfides,” Int J Miner Process, vol. 106-109, pp. 8-15, may. 2012, DOI: 10.1016/j.minpro.2012.01.001.
[12] I. Park, S. Hong, S. Jeon, M. Ito y N. Hiroyoshi, “A review of recent advances in depression techniques for flotation separation of Cu-Mo sulfides in porphyry copper deposits,” sep. 01, 2020, MDPI AG. DOI: 10.3390/met10091269.
[13] A. Gupta and D. S. Yan, Mineral processing design and operations: an introduction, vol. II. 2016.
[14] T. J. Napier-Munn, S. Morrel, R. D. Morrison y T. Kojovic, Circuitos de Trituración de Mineral, 2nd ed., vol. II. The univesity of Queensland, 2005.
[15] D. N. Sutherland, “ Batch Flotation Behaviour of Composite Particles,” Minerals Engineering, vol. 2, pp. 351-367, 1989.
[16] B. A. Wills y T. Napier-Munn, Wills’ mineral processing technology. Elsevier/BH, 2006.
[17] J. H. Wang, Q. R. Chen, Y. L. Kuang, A. J. Lynch y J. W. Zhuo, “Grinding process within vertical roller mills: experiment and simulation,” Mining Science and Technology, vol. 19, no. 1, pp. 97-101, ene. 2009, DOI: 10.1016/S1674-5264(09)60018-1.
[18] R. D. V Subba, Minerals and Coal Process Calculations, Third edition., vol. I. London, U. K: Taylor and Francis Group, 2016.
[19] Servicio Geológico Mexicano y Sistema Integral sobre Economía Minera (SINEM), “Producción Minera de México del molibdeno,” 2018. [En línea]. Disponible en: https://www.sgm.gob.mx/SINEMGobMx/produccion_minera.jsp
[20] Subsecretaría de Minería, Secretaría de Economía y Servicio Geológico Mexicano, “Panorama Minero del Estado de Sonora Dirección de Operación Geológica,” 2020.
[21] D. Malhotra, P. Taylor, E. Spiller y M. Lavier, Recent advances in mineral processing plant design. SME, 2009.
[22] M. Petrescu, “Theoretical hardness for two anisodesmic minerals: molybdenite and stibnite,” U.P.B. Sci. Bull.,Series B, vol. 64, 2002.
[23] C. I. Castellón, N. Toro, E. Gálvez, P. Robles, W. H. Leiva y R. I. Jeldres, “Froth Flotation of Chalcopyrite/Pyrite Ore: A Critical Review,” oct. 01, 2022, MDPI. DOI: 10.3390/ma15196536.
[24] A. P. Deditius et al., “Trace metal nanoparticles in pyrite,” Ore Geol Rev, vol. 42, no. 1, pp. 32-46, Nov. 2011, DOI: 10.1016/j.oregeorev.2011.03.003.
[25] G. C. Ridland, “Mineralogy of the Negus and Con mines, Yellowknife, Northwest Territories, Canada,” Economic Geology, 1941. DOI: https://doi.org/10.2113/GSECONGEO.36.1.45.
[26] S. Castro, A. Lopez-Valdivieso y J. S. Laskowski, “Review of the flotation of molybdenite. Part I: Surface properties and floatability,” mar. 10, 2016, Elsevier. DOI: 10.1016/j.minpro.2016.01.003.
[27] R. Mermillod-Blondin et al., “Pyrite Flotation With Xanthate Under Alkaline Conditions-Application to Environmental Desulfurisation.” Centenary of Flotation Symposium, jun. 2005.
[28] C. L. Ciobanu, N. J. Cook y K. Ehrig, “Ore minerals down to the nanoscale: Cu-(Fe)-sulphides from the iron oxide copper gold deposit at Olympic Dam, South Australia,” Ore Geol Rev, vol. 81, pp. 1218-1235, mar. 2017, DOI: 10.1016/j.oregeorev.2016.08.015.
[29] S. R. Hall y J. M. Stewart, “The Crystal Structure Refinement of Chalcopyrite, CuFeS2,” Acta Cryst. pp. 579-585, mar. 1973.
[30] Z. Shu, C. Shen, A. Lu, X. Gu y Z. Liu, “The crystal structure of bornite Cu5FeS4: Ordered Fe and Split Cu,” Crystals (Basel), vol. 11, no. 12, Dec. 2021, DOI: 10.3390/cryst11121495.
[31] N. Poloko, G. Danha y T. Gaogane, “Processing and characterization of chalcopyrite (CuFeS2) sample from Botswana,” in Procedia Manufacturing, Elsevier B.V., 2019, pp. 488-493. DOI: 10.1016/j.promfg.2019.05.070.
[32] V. P. Dhawale, V. Khobragade y S. D. Kulkarni, “Synthesis and Characterization of Aluminium Oxide (Al2O3) Nanoparticles and its Application in Azodye Decolourisation,” International Journal of Environmental Chemistry, vol. 2, no. 1, pp. 10-17, 2018, DOI: 10.11648/j.ijec.20180201.13.
[33] G. Chávez Cabello, “Deformación y magmatismo cenozoicos en el sur de la cuenca de Sabinas, Coahuila, México,” Universidad Nacional Autónoma de México, Cuidad de México, 2005.
[34] M. F. Barreto Oliveira, M. R. Fonseca Gontijo, C. Parreiras Teles y F. F. Araujo, “Characterization of Portlant cement mortars using x-ray diffraction (XRD) and X-ray fluorescence (XRF): ettringite, portlandite and hydrated calcium silicate (CSH),” Revista de Gestao e Secretariado, vol. 15, 2024, DOI: http://doi.org/10.7769/gesec.v15i7.3997.
[35] C. Villanova-De-Benavent, J. A. Proenza, S. Galí, E. Tauler, J. F. Lewis y F. Longo, “Talc-and serpentine-like ‘garnierites’ in the Falcondo Ni-laterite deposit, Dominican Republic,” Barcelona, 2011.
[36] L. S. Kao et al., “A C/MoS2 mixed-layer phase (MoSC) occurring in metalliferous black shales from Southern China, and new data on jordisite,” American Mineralogist, vol. 86, no. 7-8, pp. 852-861, 2001, DOI: 10.2138/am-2001-0708.
[37] T. A. Lasheen, M. E. El-Ahmady, H. B. Hassib y A. S. Helal, “Molybdenum metallurgy review: Hydrometallurgical routes to recovery of molybdenum from ores and mineral raw materials,” may. 04, 2015, Bellwether Publishing, Ltd. DOI: 10.1080/08827508.2013.868347.
[38] D. J. Vergara Solervicens, “Análisis del Comportamiento de la Molibdenita en Mineral de Rajo y Subterráneo de DAND,” Trabajo de Fin de Grado, Escuela de Ingeniería Química, PUCV, Valparaíso, Chile, 2012.
[39] J. E. Sepulveda y L. Gutierrez, Dimensionamiento y optimización de plantas concentradoras mediante técnicas de modelación matemática, 3ra ed., Santiago de Chile: Centro de investigación minera y metalúrgica, 1986.
[40] M. Hennig y U. Teipel, “Grade efficiency for sieve classification processes,” Canadian Journal of Chemical Engineering, vol. 96, no. 1, pp. 259-264, jul. 2018, DOI: 10.1002/cjce.22910.
[41] A. Bahrami, M. Abdollahi, M. Mirmohammadi, F. Kazemi, A. Danesh y M. Shokrzadeh, “A process mineralogy approach to study the efficiency of milling of molybdenite circuit processing,” Sci Rep, vol. 10, no. 1, dic. 2020, DOI: 10.1038/s41598-020-78337-8.
[42] R. P. King, C. L. Schneider y E. A. King, Modeling and simulation of mineral processing systems. Society for Mining, Metallurgy y Exploration, 2012.
[43] H. Shalchian et al., “On the mechanism of molybdenite exfoliation during mechanical milling,” Ceram Int, vol. 43, no. 15, pp. 12957-12967, oct. 2017, DOI: 10.1016/j.ceramint.2017.06.194.
[44] A. Macías-García, E. M. Cuerda-Correa y M. A. Díaz-Díez, “Application of the Rosin-Rammler and Gates-Gaudin-Schuhmann models to the particle size distribution analysis of agglomerated cork,” Mater Charact, vol. 52, no. 2, pp. 159-164, may. 2004, DOI: 10.1016/j.matchar.2004.04.007.
[45] H. Gutierrez Pulido y R. De la Vara Salazar, Análisis y diseño de experimentos, II. Ciudad de México: McGraw-Hill Interamericana, 2008.
[46] J. A. Jerez Ibarra, “Análisis de liberación mineral a partir de modelamiento de fractura no aleatorio,” Repositorio académico de la Universidad de Chile, ago. 2023.
[47] Y. A. Guerra Vadillo, “Caracterización mineralógica de la calcopirita y su impacto en la producción de concentrados de cobre en Minera Estefany S. A. A. - Pachacayo - Jauja - 2019,” Trabajo de Fin de Grado, Escuela de Formación Profesional de Ingeniería Metalúrgica, UNDAC, Cerro de Pasco, Perú, 2019.
[48] A. Romero, S. Flores y W. Arévalo, “Análisis granulométrico para la producción industrial del cobre a partir de la calcopirita,” Revista de la facultad de ingeniería industrial, vol. 12, no. 2, pp. 21-26, nov. 2009, [En línea]. Disponible en: http://www.redalyc.org/articulo.oa?id=81620150003
[49] A. M. Teja-Ruiz et al., “Caracterización de residuos mineros del Estado de Baja California Sur para el estudio de recuperación de metales base,” Tópicos de investigación en ciencias de la tierra y materiales, vol. 4, 2017.
Notes
Author notes
*Autor de Correspondencia: Hazel René Gallegos Moreno, hazel.gallegos@uadec.edu.mx