Dehairing of Patagonian cashmerebearing goat fleeces: yields and quality characteristics of textile products and by-products
Dehairing of Patagonian cashmerebearing goat fleeces: yields and quality characteristics of textile products and by-products
RIA. Revista de Investigaciones Agropecuarias, vol. 51, núm. 3, pp. 152-161, 2025
Instituto Nacional de Tecnología Agropecuaria

Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial 4.0 Internacional.
Abstract: Dehairing is the mechanical separation of coarse fibers, considered contaminants, from fine fibers of high textile value. This process is crucial in the transformation of double-coated animal fibers such as cashmere. This study evaluated the performance of different fleece types (cashmere and cashgora) from Creole Neuquina goats during the dehairing stage. Yields, diameters, and the proportion of coarse and fine fiber fractions, as well as fiber lengths before and after dehairing, were compared. The dehairing yield of cashmere was 8.9%, while that of cashgora reached 15.0%. Although the process reduced the coarse fiber content, a considerable proportion remained in the final product (3.8% and 6.6% for cashmere and cashgora, respectively). Expressed as hauteur, the reduction in the initial staple length was 46% in cashmere and 42% in cashgora, resulting in mean values of 26.8 and 27.6 mm.
Keywords: animal fibers, double layer fleeces, textile transformation, cashmere.
Resumen: El descerdado es la separación mecánica de fibras gruesas, consideradas contaminantes, de fibras finas de alto valor textil. Este proceso es crucial en la transformación de fibras animales de doble capa, como el cashmere. Este estudio evaluó el rendimiento de diferentes tipos de vellón (cashmere y cashgora) de cabras Criollas Neuquinas durante la etapa de descerdado. Se compararon los rendimientos, diámetros y la proporción de fracciones de fibras gruesas y finas, así como las longitudes de fibra antes y después del descerdado. El rendimiento al descerdado del cashmere fue de 8,9%, mientras que el de cashgora alcanzó el 15,0%. Aunque el proceso redujo el contenido de fibra gruesa, una proporción considerable permaneció en el producto final (3,8% y 6,6% para cashmere y cashgora, respectivamente). Expresado como hauteur, la reducción en la longitud inicial de la mecha fue del 46% en el lote cashmere y del 42% en el cashgora, resultando en valores medios de 26,8 y 27,6 mm.
Palabras clave: fibras animales, vellones doble capa, transformación textil, cashmere.
INTRODUCTION
Cashmere is an animal fiber obtained from various breeds of double-coated goats, strongly associated with luxury textiles. Harvested goat fleeces contain variable proportions of fine cashmere fibers and coarse guard hairs, as well as natural contaminants such as wax, sweat, and dirt. Among the several steps involved in cashmere processing, fiber dehairing is a key and indispensable stage. It consists of mechanically separating coarse, usually longer guard hairs —considered contaminants— from the fine short fibers (down fibers) that have high textile value. Dehairing also enhances fiber opening, thereby improving evenness and yarn quality during woollen processing (Wang et al., 2008b).
Cashmere has traditionally been produced in China, Mongolia, Iran, and Afghanistan and it is used for both knitting and weaving (McGregor, 2012). In northern Argentine Patagonia, approximately 410,000 cashmere-bearing goats of the Creole Neuquina breed have been identified (Lanari, 2004; SENASA, 2023). Most of these goats belong to transhumant herds, where meat remains the main product. Anecdotal evidence indicates that the shearing and commercialization of their fiber began over fifty years ago. In the past two decades, combing for cashmere harvest promoted by INTA has achieved only limited adoption.
Information on fiber production from the Creole Neuquina double-coated breed remains scarce (Scaraffía, 1991; Lanari, 2004; Maurino et al., 2008). Previous studies have shown that the fiber diameter of this breed is comparable to that of Iranian cashmere, while fiber length resembles that of Chinese and Mongolian cashmere (Maurino et al., 2008). However, the characteristics of this goat population show wide variability in fleece type and color, ranging from short- and long-haired to cashgora-type fleeces in shades of white, beige, light brown, and gray (Hick et al., 2007; Maurino et al., 2008; Frank et al., 2017; Maurino et al., 2022). Since Argentina could potentially produce up to 15 tons of Patagonian cashmere annually (Lanari et al., 2009), the adoption of dehairing technology is critical for developing the local textile industry.
Although a few textile plants have incorporated dehairing machines over the past two decades, local operators still lack full technical mastery. The skills and expertise required to efficiently dehair different double-coated fibers —such as those from goats and South American camelids— are still under development. Dehairing efficiency depends on several factors, including machine configuration, fiber–pin interactions, fiber lubrication, and operating speed (McGregor and Butler, 2008). Efficiency can be measured by the number of guard hairs remaining in the final product, the degree of fiber shortening, process losses, and the number of required machine passages (Sacchero et al., 2024).
This study aimed to evaluate the dehairing performance of Creole Neuquina goat fleeces and to estimate dehairing yields and quality changes, contributing to local know-how and value addition within the national luxury fiber industry.
MATERIALS AND METHODS
Raw material
The raw material used consisted of fleeces from the shearing of Creole Neuquina goats. These fleeces were classified into two batches: one made up of white, gray, and beige cashmere-type fleeces (figure 1), hereafter named as “cashmere”, and the other made up of white cashgora-type fleeces with marked curls, hereafter named as “cashgora”. Samples of 200 g were taken from each batch for the description of the raw material.

Figure 1.
Cashmere fleece before being processed in the dehairing machine (left) and dehaired cashmere (right).
PROCESSING AND SAMPLING
A total of 11.8 kg of cashmere fiber (with two replications, A and B, of 5.8 kg and 6.0 kg, respectively) and 5.0 kg of cashgora fiber were processed using a Cormatex® dehairing machine (figure 2), whose specifications are available on Sacchero et al. (2024) and the company’s website. As a general description, the dehairing machine includes an opening section and a dehairing section of a series of special rollers transporting the fine fibers towards the doffing unit at the end. The coarse fiber is discharged on the belt below and pneumatically collected into filtering bags. The waste collected is re-processed to recover the fine fiber undesirably discarded.
The two fiber batches were dehaired according to the protocol described in the diagram shown in Figure 3, based on the researchers’ previous experience and the available literature. The general process for the processing of both batches consisted in first passing the fiber through the dehairing machine (at a feeding rate of 4 kg/hour) to obtain the first dehaired product, hereafter called P1. The by-product obtained from this product was identified as Drop1. This material was reprocessed to obtain the second dehaired product (P2) and a second by-product (Drop2). The dehaired fibers P1 and P2 were then unified and reprocessed to obtain the final dehaired product (FP) and the third and final by-product (Drop3). Three samples of approximately 100 g were taken from each of the dehaired products at fixed times every 30 minutes with the dehairing machine running. The weights of each product (P1, P2 and FP) and by-product (Drop1, Drop2, and Drop3) were recorded. Process losses were calculated as the difference between the initial weight of the raw material and the weight of the fibers effectively recovered as products or by-products.

Figure 2.
Dehairing machine used for the present study, at a textile company in Argentina.
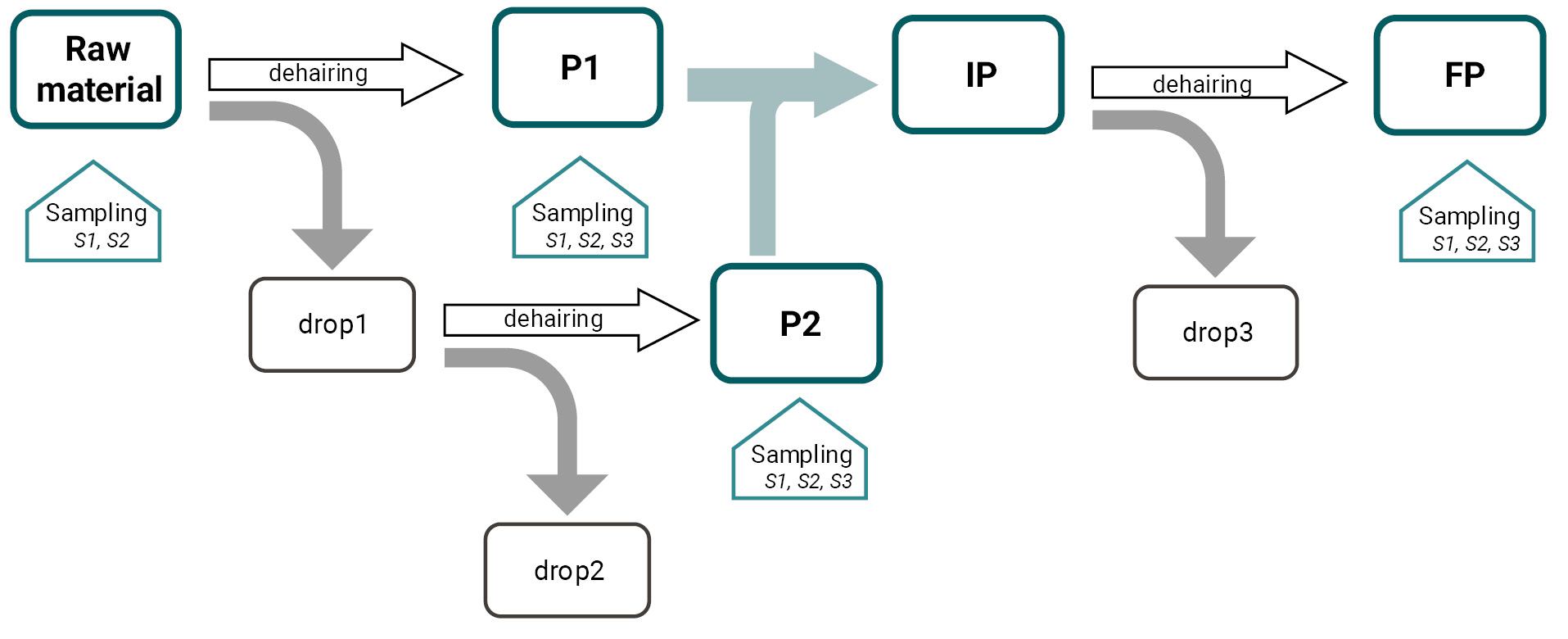
Figure 3.
Schematic representation of the dehairing process of cashmere and cashgora goat fibers. References: P1; product of the dehairing of the raw material; P2, product of the dehairing of the discard obtained in the initial dehairing; IP, unified reprocessing of P1 and P2; FP, product of the joint reprocessing of P1 and P2; Drop1, by-product of the first dehairing passage; Drop2, by-product of the second dehairing passage; Drop3, final by-product.
Quality analysis
Both cashmere and cashgora fiber samples were then analyzed at the Laboratorio de Fibras Textiles of the Instituto Nacional de Tecnología Agropecuaria (INTA) at Bariloche, Río Negro, Argentina, to estimate yields and determine the quality of the raw material and dehaired products (fiber lengths, fiber average diameter, and distribution and percentage of fine fibers and coarse fibers). All quality analyses were carried out under standard environmental conditions for textile laboratories, where the temperature was maintained at 20±2°C and the relative humidity at 65±3%.
The parameters analyzed on the raw material were the following:
1. Scouring yield (with and without the standard regain of 16%).
2. Staple length (SL; mm), excluding hairs, by using a ruler, on 10 subsamples.
3. Mean Fiber Diameter (MFD; µm), Coefficient of Variation of the Mean Diameter (CVD; %), Mean Down Fiber Diameter (MDFD; µm), Mean Hair Diameter (MHD; µm), Coarse Hair Content, >30 µm (CHC; %), and Mean Fiber Curvature (CRV; °/mm), by OFDA2000 (IWTO, 2013).
4. Down fiber-to-hair diameter ratio.
5. Estimated Down Yield (EDY; %, w/w), equivalent to the weight-by-weight ratio of fine fibers using the Wildman/Bray formula.
The quality characteristics of the raw material batches studied are described in table 1.
The parameters analyzed on the dehaired products (P1, P2 and FP) were the following:
1. Dehairing yields, calculated as the difference between the initial weight and the weight after dehairing, expressed as a percentage of the initial weight.
2. Mean Fiber Diameter (MFD, µm); Coefficient of Variation of the Mean Diameter (CVD, %); Coarse Hair Content, fibers >30 microns (CHC; %); Mean Hair Diameter (DHA; µm) and Mean Fiber Curvature (CRV; °/mm) based on 4000 fibers and two specimens per sample, by OFDA2000 (IWTO, 2013).
3. Estimated Down Yield (EDY; %, w/w) equivalent to the weight-by-weight ratio of fine fibers, using the Wildman/Bray formula.
4. Hauteur (H); Coefficient of Variation of Hauteur (CVH); Barbe (B); Coefficient of Variation of Barbe (CVB); Percentage of fibers up to 25 mm per number of fibers (25 mm H); Percentage of fibers up to 10 mm per number of fibers (10 mm H); Percentage of fibers up to 25 mm by weight (25mm B); Percentage of fibers up to 10 mm by weight (10 mm B); Average fiber length of the top 10% (10% H); Average fiber length of the top 50% (50% H); Average fiber length of the top 10% by weight (10% B); Average fiber length of the top 50% by weight (10% B). All these parameters were determined using Fibroliner and Almeter equipments in four specimens per sample (IWTO, 2011).
To facilitate the analysis and interpretation of results, in table 3, the values for P1 and P2 samples are reported as weighted averages under the identification “Intermediate Product” (IP).
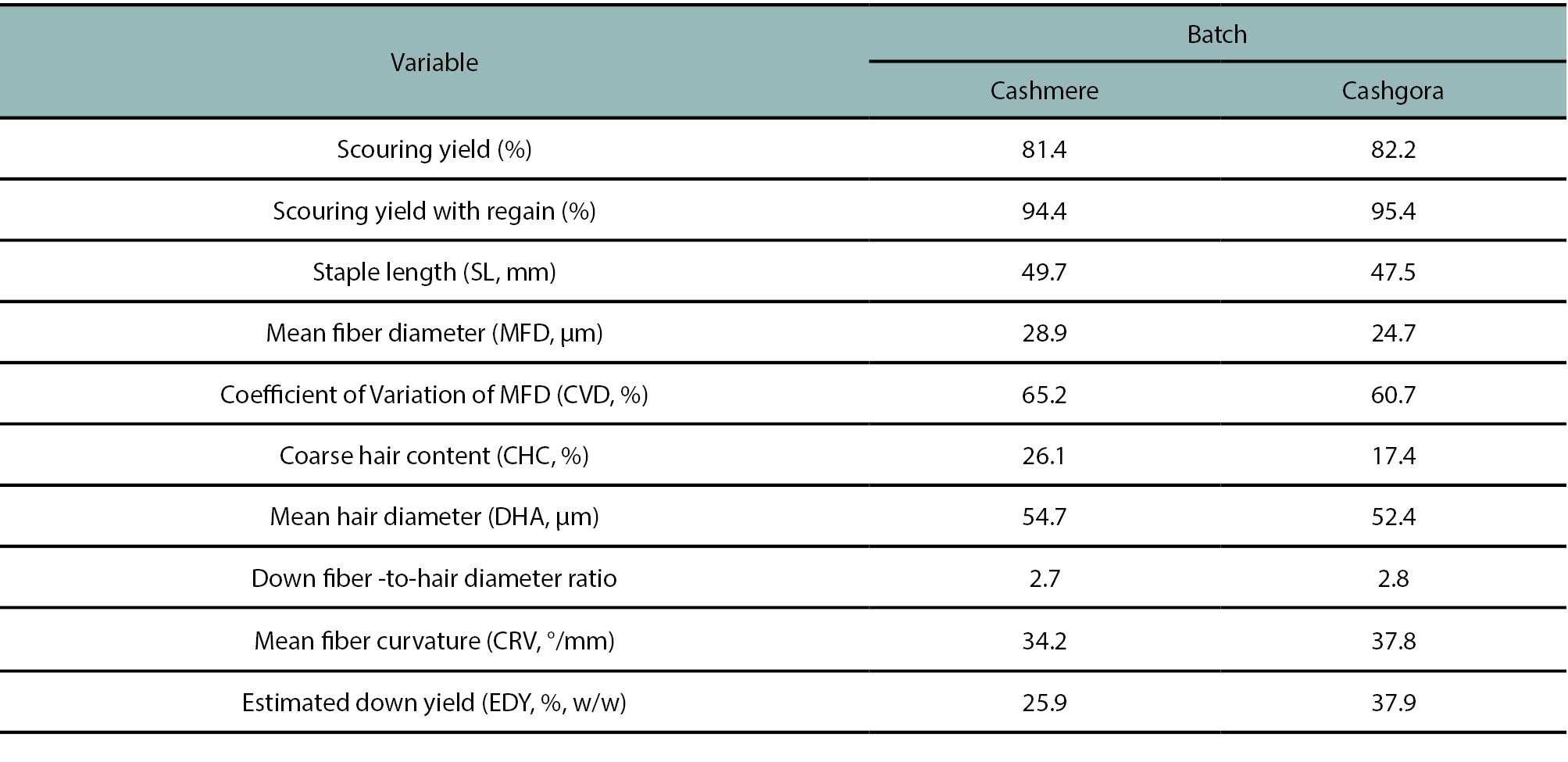
Table 1.
Quality characteristics of cashmere and cashgora goat fleeces used to make up the experimental batches.
Data analysis
A descriptive analysis of the variables of interest was carried out both on the raw material and on the intermediate and final dehaired products (IP and FP). For the cashmere batch, the yield was calculated as the average of batches A and B, while for the cashgora batch, the value was estimated as described above. For fiber quality analysis, reported values are means of three samples taken at each stage (P1, P2 and FP).
RESULTS
Dehairing yield
Table 2 summarizes the dehairing yields of cashmere and cashgora products and by-products after dehairing, as well as the process loss estimates for both batches. At all stages, dehairing yields were consistently lower for the cashmere batch than for the cashgora batch. When P1 and P2 were unified for reprocessing and to obtain the FP, the final dehairing yield of cashmere fleeces was 8.9%, whereas that of cashgora fleeces was 15.0%.
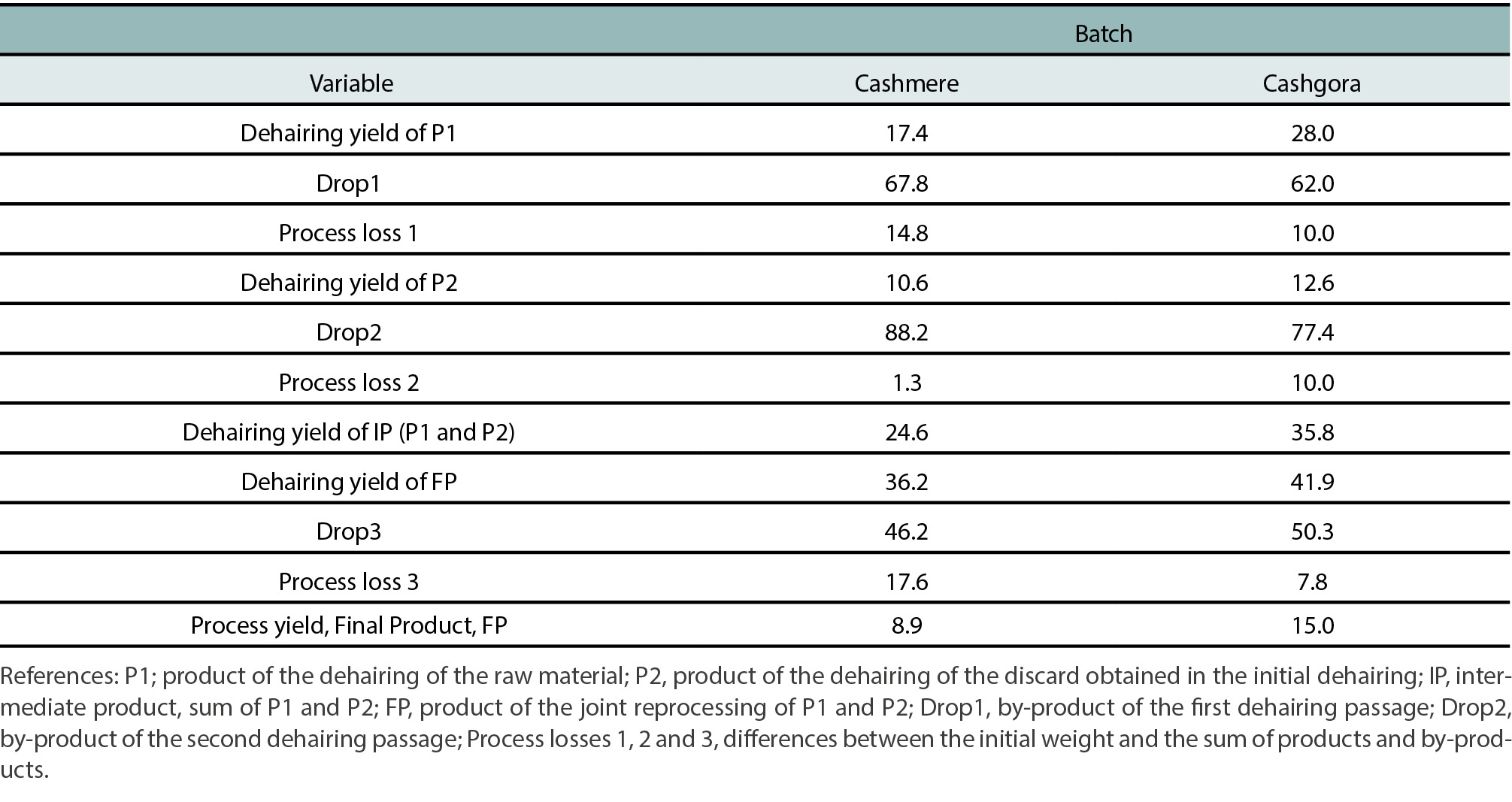
Table 2.
Dehairing yields of cashmere and cashgora fleeces in textile products and by-products expressed as percentages including process losses.
Fiber diameters, theoretical yield estimates, and mean curvature
Table 3 summarizes the characteristics of the fiber diameters in the cashmere and cashgora batches before dehairing (raw material) and after dehairing (IP and FP). In the cashmere batch, dehairing allowed a significant reduction in the mean fiber diameter (-10 µm) and coarse hair content (-22.3%), while in the cashgora batch the reduction in both mean fiber diameter and coarse hair content was smaller (-4.3 µm and -10.8%, respectively). Figures 4 and 5 illustrate this reduction as histograms of diameter frequencies.
In general, the dehairing process decreased the variability of diameters. The coefficients of variation decreased from more than 60% in the raw material to less than 40% in the final product as a result of the separation of part of the coarse hairs. In the same sense, changes in the values of hair diameter indicate that the passage through the dehairing machine reduced the mean diameter of the remaining coarse hairs by more than 10 µm (table 3).
The EDY values predicted the yield of the intermediate product (P1 and P2), i.e., the initial processing of raw material plus the reprocessing of Drop1, with relative accuracy. The differences between the actual yield and the yield estimated by the Wildman/Bray formula were -1.3% (24.6 vs. 25.9%) and -2.1% (35.8 vs. 37.9%) respectively. However, due to the need to reprocess the intermediate products due to the high amount of coarse hairs remaining after one or two passages through the dehairing machine (see CHC of the IP in table 3), we attempted the separation of hairs in a third passage. Although this last passage decreased the hair content up to 3.8% in the cashmere batch and up to 6.6% in the cashgora batch, it also considerably decreased the yield and the predictive capacity using the EDY formula.
In both batches, fine fiber content, measured as EDY, increased at the different stages of the dehairing process (table 3). The proportion of fine fibers from the raw material to the FP increased about three times in cashmere and about twice in cashgora. However, despite the dehairing process, the coarse fibers (>30 µm) remaining in the FP, as calculated through the EDY, was estimated in 18.4% and 27% of the weight for cashmere and cashgora, respectively.
In the cashmere batch, the separation efficiency estimated by means of EDY was 60% in the IP (P1 and P2) and 28% in the FP (of the 3056 g of fine fibers theoretically present in the raw material, only 1824 g of fine fibers were present in the IP and 853 g in the FP). On the other hand, in the cashgora batch, the separation efficiency was 51.5% in the IP and 29% in the FP (of the 1895 g of fine fibers theoretically present in the raw material, only 976 g of fine fibers were present in the IP and 547 g in the FP).
Regarding the average values of mean fiber curvature in the fibers of the dehaired material, the results highlight an increase with respect to the value found in the raw material. The mean fiber curvature in the FP of the cashmere batch was 49°/mm, whereas that in the cashgora batch was 51°/mm. It should be taken into account that these determinations correspond to samples with remaining coarse hairs (table 3), which would slightly affect the means reported by ncluding a certain number of measurements of the hair curvature values, which are naturally low.
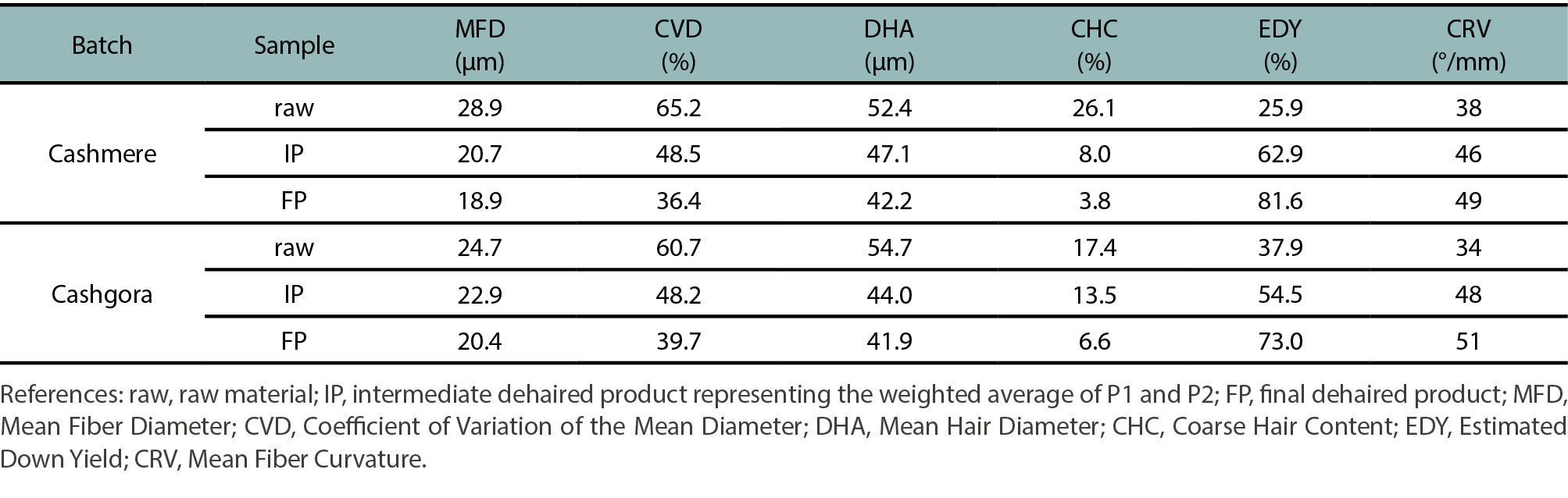
Table 3.
Quality of cashmere and cashgora fiber before and after mechanical dehairing.
Fiber length parameters
Table 4 shows the main fiber length parameters in the dehaired products obtained from the cashmere and cashgora batches, as determined by the Almeter equipment.
Dehairing resulted in significant reductions in staple length in the raw material (see SL in table 1) when compared to fiber lengths in the IP and FP measured through the hauteur or barbe (see table 4). In the cashmere batch, the length was reduced by 42% in the IP, while the reprocessing of P1 and P2 resulted in a reduction of the initial length of 46%, achieving hauteur of 26.8 mm in the FP. On the other hand, in the cashgora batch, the reductions were 33% in the IP and 42% in the reprocessing of P1 and P2, with hauteur of 27.6 mm in the FP. When evaluated through the barbe, the reductions were smaller, but of similar characteristics between batches.
The coefficients of variation of the lengths of the IP and FP for both the cashmere and cashgora batches, measured both as the coefficient of variation of hauteur (CVH) and as the coefficient of variation of barbe (CVB), were high. The values ranged between 66.3 and 81.1% for CVH and between 53.4 and 59.8% for CVB.
In the FP, the percentage of fibers less than 10 mm in length reached 13.5% in cashmere and 18.9% in cashgora (4.3% and 5.5% when measured as barbe). In both batches, the percentage of fibers up to 25 mm in length exceeded 50% (between 53.6 and 59.4%). Finally, the length of 10% of the longest fibers (10%H) was more reduced in cashgora than in cashmere, losing up to 12.2 mm and 6.2 mm, respectively, in the FP. For 50% of the longest fibers, on the other hand, the shortening was 2.2 and 0.4 mm in cashgora and cashmere, respectively (table 4).
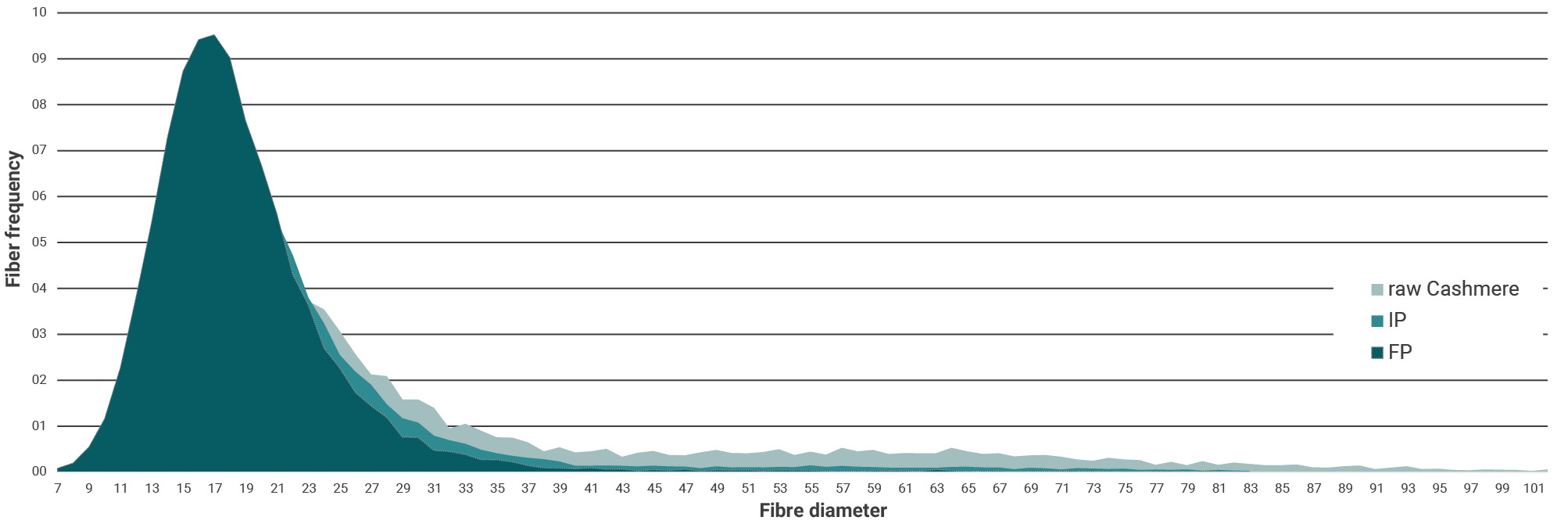
Figure 4.
Diameter distribution area in cashmere batch before and after dehairing: raw cashmere, intermediate dehaired product (IP) and reprocessing to obtain the final product (FP).
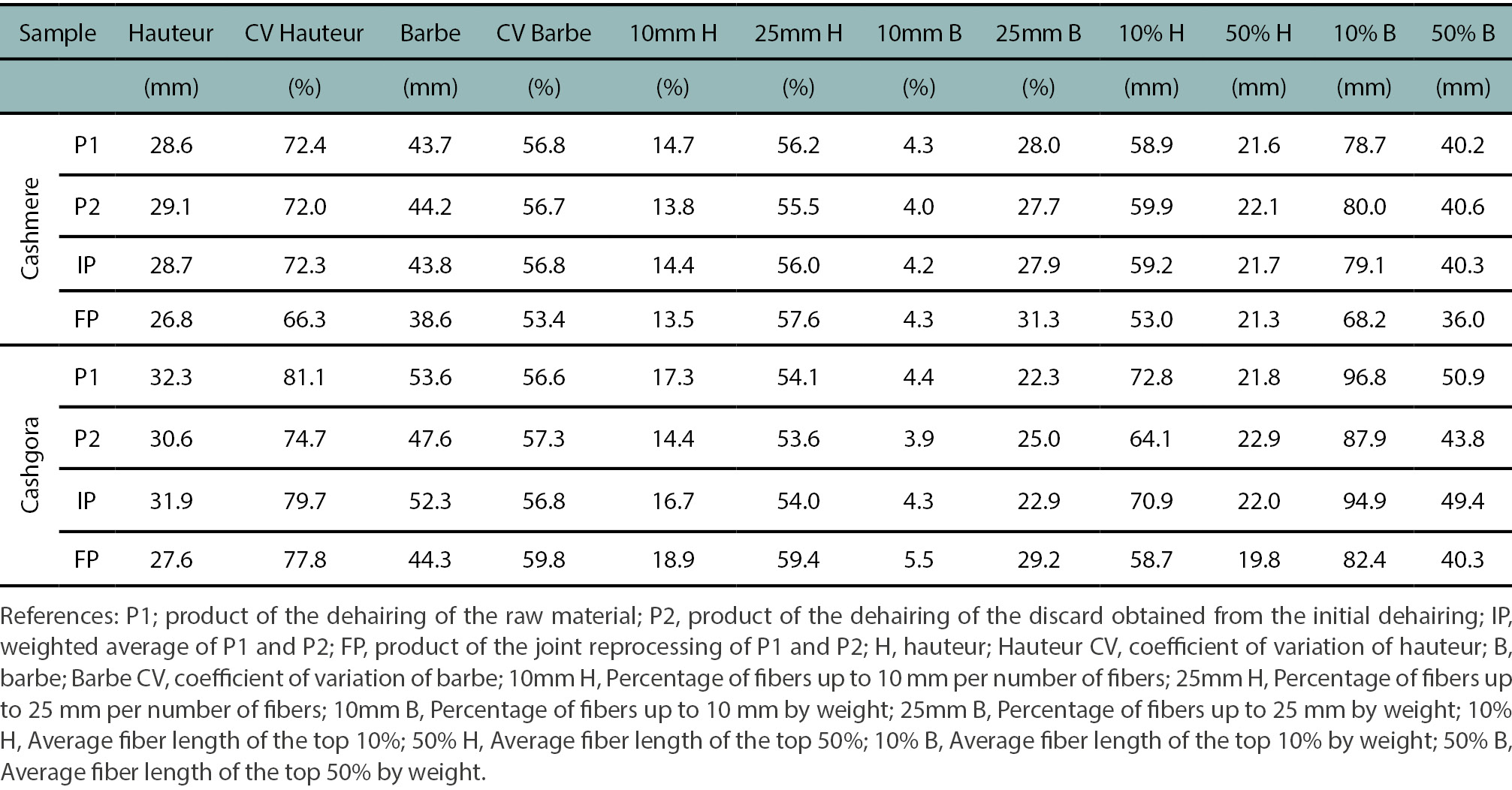
Table 4.
Fiber length parameters in cashmere and cashgora dehaired products.
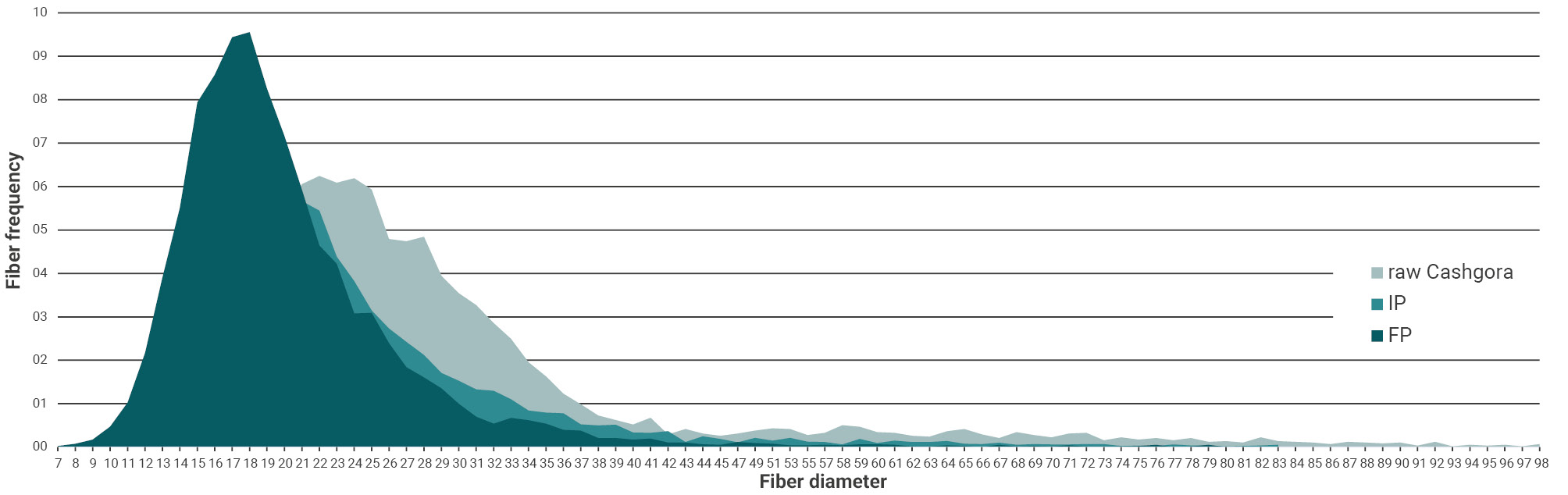
Figure 5.
Diameter distribution area in cashgora batch before and after dehairing: raw cashgora, intermediate dehaired product (IP) and reprocessing to obtain the final product (FP).
DISCUSSION
Dehairing yield
Based on the analysis of the raw material, the content of fine fiber potentially extractable through dehairing was 25.9% in the cashmere batch and 37.9% in the cashgora batch. However, under the conditions and protocol described in this study, the yields obtained were 8.9% for cashmere and 15.0% for cashgora. A significant fraction of down fibers was lost in the discards, while some coarse hairs remained in the dehaired product. This “cross-contamination” was considerable, although it could be reduced in later processing stages by blending with other fibers.
Previous studies using different dehairing machines reported yields between 10.9% and 17.9% (Sacchero, 2018; Maurino, 2020). In Australian cashmere goats, Wang et al. (2008a) obtained yields of 33.9% in greasy fleeces, whereas McGregor (2018) reported 36.0% in scoured fleeces.
The lower yields observed in the present study may be related to the limited optimization of mechanical settings in the equipment used. A more efficient balance between fiber throughput and cleaning intensity —potentially through fewer repetitions and adjusted roller spacing— could reduce fiber loss while improving fine fiber recovery. Cross-contamination between coarse and fine fractions during reprocessing likely contributed to the remaining coarse fiber content in the final product, underscoring the importance of fine-tuning machine configuration for these fiber types.
Regarding dehairing performance, one important factor is the ratio between the length of down fibers and that of coarse hairs. Longer cashmere fibers have been associated with higher processing efficiency, whereas lower cashmere-to-hair length ratios tend to produce poorer outcomes. Ideally, this ratio should be around 1.7, with cashmere fibers being longer than guard hairs (McGregor, 2018).
Fiber length reduction
Repeated mechanical action during dehairing is known to cause fiber breakage and shorten cashmere length (McGregor and Butler, 2008). Because dehaired cashmere is relatively short, most of the world’s production is processed using the woollen system, while only about 10% enters the worsted system (McGregor, 2002). The lengths obtained in the present study (26.8–27.6 mm) are comparable to those reported for Australian dehaired cashmere. In Australia, McGregor (2002) and McGregor and Postle (2004) recorded lengths of 28.8 mm in first-grade and 23.4 mm in second-grade cashmere tops.
Staple length reduction during dehairing depends on several factors, including machine type and settings, use of additives in fiber conditioning, fiber humidity, quality of the raw material (greasy versus scoured, sheared versus combed), atmospheric conditions, and the number of repetitions required to achieve a targeted purity level, which is primarily governed by the acceptable residual coarse fiber content.
In this study, fiber shortening measured as the percentage loss of initial length in the final product (FP) was 46% for cashmere and 42% for cashgora when expressed as hauteur, and 22% and 7% respectively when expressed as barbe. These results likely reflect the combined effect of the variables mentioned above. For cashmere processing, McGregor (2008) used batches of 36 mm minimum and 91 mm average staple length, reporting dehaired mid-lengths of 40.5 mm and hauteur of 29.7 mm, corresponding to 55.5% and 67.4% shortening. More recently, the same author (2018) reported a reduction from 85 mm staple length to 36 mm hauteur (57.7% shortening). When processing Patagonian cashmere, Frank et al. (2018) observed an even greater shortening of approximately 69% (112 mm to 35 mm after four repetitions).
The degree of fiber shortening is a critical variable, as it directly determines subsequent spinning performance and final yarn quality.
Reduction in the coarse hair content
The proportion of coarse fibers in Creole Neuquina fleeces is relatively high, with 26.1% in cashmere and 17.4% in cashgora, as shown in Table 1. In the present study, dehairing reduced the initial coarse hair content (CHC) by approximately 85% in the cashmere batch, from 26.1% in the raw material to 3.8% in the FP, and by 62% in the cashgora batch, from 17.4% to 6.6% (table 3). Values for intermediate products (IP) are also shown in table 3.
According to the existing literature, coarser hairs (50–80 µm) are removed more easily and more frequently than finer ones (30–50 µm), which results in a lower mean diameter of the remaining coarse hairs. In this study, the dehairing process reduced the diameter of residual hairs by 10.2 µm in cashmere and 12.8 µm in cashgora (table 3). Figures 3 and 4 illustrate the removal of the coarse fraction during processing.
The combined relationships among the length ratio of down to guard hairs, the diameter ratio of down to guard fibers, and the overall content of coarse hairs in the raw material illustrate the complexity of establishing effective dehairing protocols. Optimizing species-specific machine configurations and settings remains a key technical challenge for improving dehairing performance and product uniformity.
Technological and socioeconomic outlook
The results obtained in this study not only provide valuable technical insights into the behavior of Neuquina Creole goat fibers during the dehairing process but also establish a foundation for projecting potential technological and socioeconomic development scenarios in the Patagonian region.
The limited efficiency observed in separating fine fibers and the relatively low recovery of the final product (8.9% for cashmere and 15% for cashgora) emphasize the need to adapt dehairing technologies to the specific characteristics of local fleeces. Future research should focus on developing conditioning and dehairing protocols tailored to the properties of these fibers, especially fiber length, diameter, and guard hair content. The variability detected between batches indicates that industrial approaches should move away from strict standardization and toward flexible processing strategies capable of adjusting to heterogeneous raw materials. Such strategies may include fine-tuning machine parameters (e.g., feed rate, carding speed, and humidification levels) and improving the technical training of machine operators.
From an economic perspective, low yields and residual coarse fiber content directly affect both the quality and market value of the final product. These constraints highlight the importance of locating dehairing facilities close to production areas, thereby reducing transportation costs and leveraging local labor and knowledge. Establishing small- to medium-scale processing centers could enhance the economic viability of fiber transformation in rural territories that have traditionally been marginalized from high-value textile markets.
Building a sustainable value chain for Patagonian cashmere will require integrated strategies encompassing genetic improvement programs aimed at increasing cashmere yield, standardization of harvesting methods through combing or targeted shearing, and the creation of collection and processing hubs equipped with appropriate technology. Equally important will be the design of marketing strategies grounded in traceability, territorial identity, and quality certification. In this sense, the valorization of Argentine cashmere should extend beyond technical optimization to adopt a systemic approach that connects science, technology, public policy, and territorial knowledge. Developing a distinctive “Patagonian cashmere” brand could serve as a strong differentiating factor in international luxury fiber markets, drawing on the successful models of South African mohair and Peruvian alpaca.
Finally, these findings should be viewed as a starting point for interdisciplinary research that integrates technical, economic, and social dimensions. Combining fiber processing innovation with market analysis and sustainability assessment can help transform a marginal activity into a driver of rural development and regional competitiveness in northern Patagonia.
CONCLUSIONS
The data obtained from Patagonian cashmere-bearing goat fleeces provide new insights for the Argentine textile sector, expanding current knowledge on the processing of luxury animal fibers and complementing previous studies on cashmere (Talebpour, 2005; McGregor and Butler, 2008; Wang et al., 2008a; Imasheva et al., 2014; McGregor, 2018). In Argentina, the absence of a consolidated market and the lack of a stable cashmere supply chain have limited local experience in processing these fibers. Furthermore, the diversity of materials entering the dehairing stage —greasy or scoured, sheared or combed— adds significant complexity to the standardization of industrial technologies. Therefore, the results presented here should be regarded as general technical guidelines for both commercial and technological development, and as a foundation for future research aimed at improving processing efficiency.
The low dehairing yield obtained from sheared fleeces (approximately 10%) represents a major constraint for the economic viability of cashmere production. These findings reinforce the need to perform dehairing close to the production origin, minimizing transportation costs and optimizing value retention within local supply chains. Given the variability in fleece types and the relatively low separation efficiency, the development and adoption of technologies for animal classification and selection, fiber harvesting and conditioning, dehairing protocols, and operator training are essential to enhance fiber recovery and overall process efficiency.
In summary, these results demonstrate both the challenges and opportunities of developing a domestic cashmere industry in Argentina. Continued technological innovation, combined with coordinated efforts across research institutions, producers, and industry partners, will be key to transforming Patagonian cashmere into a competitive and sustainable high-value product in international markets.
Acknowledgments
ACKNOWLEDGEMENTS
We would like to thank the shepherds Santos Antiñir and Tomás Cifuentes from northern Neuquén province for providing the material to conduct this study. We also thank our colleagues at the INTA Agencia de Extensión Rural (AER) Chos Malal (Neuquén, Argentina) for their intermediation in the territory and logistics to collect the fiber. Finally, we would like to thank the staff of the INTA Bariloche Textile Fiber Laboratory for the fiber quality analysis and the staff of Textil de Los Andes for the help and assistance on machine operation and fiber processing.
REFERENCES
AUSTRALIA AND NEW ZEALAND STANDARDS. 1996. Wool – Fleece Testing and measurement. Method 2: Determination of washing yield and clean fleece weight.
FRANK, E.; HICK, M.; CASTILLO, M.; SEGHETTI FRONDIZI, D. 2018. Determination of the optimal number of runs of dehairing in fibers of patagonian cashmere goats. Journal of Textile Engineering & Fashion Technology. DOI: 10.15406/jteft.2018.04.00144
FRANK, E.; HICK, M.; RUSSANO, D.; CASTILLO, M.F.; PRIETO, A.; AISEN, E. 2017. Sources of variation in fibre production and quality traits source of variation in down-bearing Patagonian goats and implications for developing a cashmere industry. Small Ruminant Research, vol. 150: 60-69. https://doi.org/10.1016/j.smallrumres.2017.03.003
HERRMANN, S.; WORTMANN, F.J. 1997. Opportunities for the simultaneous estimation of essential fleece parameters in raw Cashmere fleeces. Livestock Production Science 48: 1-12.
HICK, M.V.H.; FRANK, E.N.; GAUNA, C.D.; AISEN, E.; BOGADO, D.; CASTILLO, F. 2007. Caracterización preliminar de la producción de fibra de cabras Criollas del Norte de la provincia de Neuquén. v Congreso Latinoamericano de Especialistas en Pequeños Rumiantes y Camélidos Sudamericanos.
IMASHEVA, A.; OTINSHIEV, M.; ALIKHANOV, D.; DASKALOV, P. 2014. Development of technology and means of cashmere down processing. Bulgarian Journal of Agricultural Science, vol. 20 (4): 980-987. (Available at: https://journal.agrojournal.org/page/en/details.php?article_id=718 verified on February 28, 2025).
INTERNATIONAL WOOL TEXTILE ORGANISATION (IWTO). 2011. Determination of Fiber Length and Distribution Parameters. IWTO 17. Ilkley, Yorkshire, United Kingdom.
INTERNATIONAL WOOL TEXTILE ORGANISATION (IWTO). 2013. Measurement of the mean and distribution of fiber diameter of wool using an optical fiber diameter analyzer (OFDA). IWTO 47, Ilkley, Yorkshire, United Kingdom.
INTERNATIONAL WOOL TEXTILE ORGANISATION (IWTO). 1997. Quantitative analysis of blends of wool with speciality fibres by scanning electron microscopy. IWTO 58. Ilkley, Yorkshire, United Kingdom.
LANARI, M.R. 2004. Variación y diferenciación genética y fenotípica de la Cabra Criolla Neuquina en relación con su sistema rural campesino. [Tesis doctoral. Universidad Nacional del Comahue]. http://rdi.uncoma.edu.ar/handle/uncomaid/187
LANARI, M.R.; PÉREZ CENTENO, M.J.; ARRIGO, J.; DEBENEDETTI, S.; ABAD, M. 2009. Razas locales y fibras caprinas, bases para un desarrollo rural del norte de la Patagonia Argentina. Boletín de información sobre recursos genéticos animales, FAO, vol. 45: 55-59. https://doi.org/10.1017/S1014233909990320
LUPTON, C.J.; MINIKHIEM, D.L.; PFEIFFER, F.A.; MARSHALL, J.L. 1995. Concurrent estimation of cashmere down yield and average fibre diameter using the optical fibre diameter analyser. Proceedings of the Ninth Int. Wool Textile Ros. Conf., Biella, Italy.
MAURINO, J.; MONACCI, L.; LANARI, M.R.; PÉREZ CENTENO, M.J.; SACCHERO, D.; VÁZQUEZ, A. 2008. Caracterización de la fibra Cashmere del norte neuquino. Memorias del IX Simposio Iberoamericano de Recursos Genéticos. 457-460 pp. (Available at: https://conbiand.site/Actas/2008Argentina.pdf verified on February 28, 2025).
MAURINO, J. 2020. Cosecha y agregado de valor en fibra cashmere de cabras Criollas Neuquinas. [Tesis de maestría. Universidad Nacional del Comahue]. https://repositorio.inta.gob.ar/handle/20.500.12123/8000?locale-attribute=en
MAURINO, J.; SACCHERO, D.; LANARI, M.R. 2022. Cashmere en cabras Criollas Neuquinas: influencia del momento de la esquila sobre la cantidad y calidad de la fibra. Archivos Latinoamericanos de Producción Animal, vol. 30 (4): 321-329. www.doi.org/10.53588/alpa.300405
MC GREGOR, B.A. 2002. Australian Cashmere – attributes and processing. RIRDC. Research Paper No. 02/112. RIRDC, Barton, ACT, Australia. https://hdl.handle.net/10536/DRO/DU:30065839
MC GREGOR, B.A.; POSTLE, R. 2004. Processing and quality of cashmere tops for ultrafine wool worsted blend fabrics. International Journal of Clothing Science and Technology, vol. 16: 119-131. DOI: 10.1108/09556220410520414
MC GREGOR, B.A.; BUTLER, K.L. 2008. The effects of cashmere attributes on the efficiency of dehairing and dehaired cashmere length. Textile Research Journal, vol. 78(6): 486-496.
MC GREGOR, B.A. 2012. Properties, processing and performance of rare and natural fibres: a review and interpretation of existing research results. Deakin University. Book. https://hdl.handle.net/10536/DRO/DU:30051117
MC GREGOR, B.A. 2018. Scouring and dehairing Australian cashmere. Agrifutures Australia Publication Nº 18/001. https://doi.org/https://agrifutures.com.au/product/scouring-and-dehairing- australian-cashmere/
SACCHERO, D. 2018. Informe técnico sobre descerdado de vellones de cashmere patagónico obtenido mediante esquila de cabras criollas de Neuquén. DOI: 10.13140/RG.2.2.25419.40489
SCARAFFÍA, L.G. 1991. Cabras pashmina en el norte de Neuquén. Comunicación Técnica N° 92 Área de Desarrollo Rural, INTA EEA Bariloche. 12 p.
SERVICIO NACIONAL DE SANIDAD Y CALIDAD AGROALIMENTARIA (SENASA). 2023. Anuario Estadístico 2023. Centro Regional Patagonia Norte. (Available at: https://www.argentina.gob.ar/senasa/patagonia-norte-anuarios-estadisticos verified on February 28, 2025).
TALEBPOUR, F. 2005. Effect of dehairing process on Iranian cashmere fibre properties. International Journal of Sheep and Wool Science, vol. 53: 58-69.
WANG, L.; SINGH, A.; WANG, X. 2008a. A study on dehairing greasy cashmere. Fibers and polymers, vol. 9 (4): 509-514.
WANG, L.; SINGH, A.; WANG, X. 2008b. Dehairing Australian alpaca fibers with a cashmere dehairing machine. Journal of the Textile Institute, 99(6), 539-544. https://doi.org/10.1080/00405000701609308
WILDMAN, A.B. 1954. The microscopy of animal textile fibres. Wool Industries Research Association, Leeds, UK.
Notes
DISCLOSURE STATEMENT
The authors report there are no competing interests to declare.
AUTHOR CONTRIBUTIONS
Diego Sacchero: conceptualization, methodology, on-field work and sampling, laboratory samples testing, validation, statistical analysis, investigation, resources, writing —original draft, writing— review and editing, supervision.
Julia Maurino: conceptualization, methodology, laboratory samples testing, validation, statistical analysis, graphics tools, investigation, resources, writing —original draft, writing— review and editing, supervision.
Leandro De Vitta: conceptualization, resources, supervision.
Información adicional
redalyc-journal-id: 864