Investigación
Repetibilidad y Reproducibilidad en las Mediciones del Espesor de Tubos de Acero para Ferroducto
Repeatability and Reproducibility in Steel Pipe Thickness Measurements for Ferroduct
Repetibilidad y Reproducibilidad en las Mediciones del Espesor de Tubos de Acero para Ferroducto
Conciencia Tecnológica, núm. 59, 2020
Instituto Tecnológico de Aguascalientes
Recepción: 10 Enero 2020
Aprobación: 05 Junio 2020
Resumen: En la presente investigación se realizó un análisis de Repetibilidad y Reproducibilidad (R&R) cruzado, al sistema utilizado para medir el espesor de tubos de acero que serán utilizados en ferroductos, con el objetivo de determinar si las mediciones realizadas por un equipo de cuatro inspectores son precisas. Los resultados obtenidos muestran que la principal fuente de variación del sistema de medición son los tubos de acero, que la contribución de la Repetibilidad es menor que la contribución de la Reproducibilidad a la varianza en el sistema, con valores de 8.66% y 19.53% respectivamente; asimismo, muestran que el sistema de medición es inaceptable y que debe ser corregido, ya que el índice de precisión/tolerancia (IP/T) del medidor Gage R&R total, es de 31.75%, mayor que el máximo permitido del 30%.
Palabras clave: Repetibilidad, Reproducibilidad, varianza, precisión, tolerancia.
Abstract: In the present investigation, a cross-sectional Repeatability and Reproducibility (R&R) analysis was performed, to the system used to measure the thickness of steel tubes that will be used in ferroducts, with the aim of determining if the measurements made by a team of four inspectors are accurate. The obtained results show that the main source of variation of the measurement system are steel tubes, that the contribution of Repeatability is less than the contribution of Reproducibility to variance in the system, with values of 8.66% and 19.53% respectively; likewise, they show that the measurement system is unacceptable and that it must be corrected, since the precision/tolerance index (IP/T) of the total Gage R&R meter is 31.75%, greater than the maximum allowed of 30%.
Keywords: Repeatability, Reproducibility, variance, precision, tolerance.
Introducción
El método para el transporte de materiales e insumos a través de largas tuberías de acero, es muy utilizado por la industria minera principalmente, ya que este representa la mejor alternativa para transportar insumos a través de grandes distancias a bajo costo de operación; a nivel mundial se pueden observar oleoductos, gasoductos, acueductos y ferroductos entre otros, que recorren grandes distancias llevando en su interior agua, petróleo, gas y líquidos con ciertas características químicas y físicas.
Un ferroducto es una tubería de acero con características especiales, que transporta en su interior concentrado de mineral de fierro o pulpa, en forma de lodo negro con cierta densidad; generalmente funcionan a base de gravedad y su operación debe ser monitoreada continuamente, ya que las grandes presiones de operación a las que se ve sometido, aunado a que el concentrado de mineral de fierro es altamente abrasivo, ocasionan el desgaste interior de las tuberías y posibles roturas en las zonas más desgastadas, así como fugas de concentrado y paros de producción, además del impacto visual negativo ocasionado por las grandes cantidades de concentrado derramadas; debido a lo anterior, la continua y precisa medición del espesor de las tuberías de los ferroductos que se ve afectado por el desgaste, es de vital importancia para poder pronosticar una posible rotura, tomar acciones para anticiparse a esta y evitar derrames de concentrado de mineral de fierro.
La presente investigación fue realizada de agosto a octubre de 2019 en una empresa minera del estado de Colima que explota el mineral de fierro; esta empresa cuenta con dos ferroductos de 8” y 11” de diámetro y de 46 kilómetros de longitud, que pueden transportar de 200 a 280 toneladas por hora de concentrado de mineral de fierro dependiendo de su densidad, desde sus plantas de molienda y concentración hasta sus plantas peletizadoras, solo mediante la gravedad, ya que la diferencia de altitud entre estas dos instalaciones es de aproximadamente 980 metros [1].
El problema. Al ser el concentrado de mineral de fierro un lodo semiespeso altamente abrasivo, los ferroductos sufren desgaste excesivo en sus paredes interiores, principalmente en la inferior y laterales como se muestra en la Figura 1; cuando esto ocurre y no se realiza una correcta medición de su espesor, entonces se está en riesgo de que ocurra una rotura en el punto más débil o desgastado de la tubería, con sus consecuencias ya señaladas y por lo tanto, es importante que las mediciones al espesor de los ferroductos sean precisas, sin importar quien ni cuando haya tomado la medición.
Objetivo. Determinar si las mediciones realizadas por el equipo de cuatro inspectores a los espesores de las tuberías de los ferroductos son precisas; es decir, repetibles y reproducibles.

Figura 1.
Sección transversal del ferroducto mostrando la zona de mayor desgaste.
Fundamento Teórico
Los errores de un sistema de medición se generan debido a causas relacionadas con la exactitud o causas relacionadas con la precisión [2]:
Exactitud. Es la diferencia entre el valor medido y el valor real de la parte.
Precisión. Es la variación cuando la misma parte se mide repetidamente con el mismo dispositivo.
La exactitud del sistema tiene tres componentes que tienen que ver con el instrumento de medición y que pueden ser abatidas mediante su buena calibración [2]:
Sesgo. Es una medida de la inexactitud en el sistema de medición; es la diferencia entre la medición promedio observada y un valor maestro de referencia.
Linealidad. Es una medida de cómo el tamaño de la parte afecta el sesgo del sistema de medición; es la diferencia en los valores de sesgo observados en el rango esperado de mediciones.
Estabilidad. Es una medida de qué tan bien funciona el sistema en el tiempo; es la variación total obtenida con un dispositivo en la misma parte, al medir una característica individual en el tiempo.
A su vez, la precisión del sistema la integran dos componentes [2]:
Repetibilidad. Es la variación causada por el dispositivo de medición; es la variación que se observa cuando el mismo operador mide la misma parte muchas veces, usando el mismo sistema de medición bajo las mismas condiciones.
Reproducibilidad. Es la variación causada por el sistema de medición; es la variación que se observa cuando diferentes operadores miden la misma parte muchas veces, usando el mismo sistema de medición bajo las mismas condiciones.
Para evaluar la precisión de un sistema de medición se utilizan los análisis de R&R, que investigan el error producido por sus dos componentes y permite fijar la variabilidad intrínseca del sistema de medición, que es difícilmente controlable; en otras palabras, compara la variación de los componentes del sistema de medición con su variación total y con su tolerancia [3]. Los métodos utilizados para realizar los análisis de R&R son: método del rango (método corto), método del promedio y del rango (método largo), así como el método del análisis de varianza (Anova); las ventajas de este último con respecto a los otros dos, son que las varianzas son estimadas con mayor exactitud, se obtiene mayor información como la interacción del operador con la parte que se mide; además, considera un modelo de efectos aleatorios para todos los factores o componentes de la variación del sistema (operadores, partes, interacción e instrumento) [4]. La tabla Anova tipo que contiene las fórmulas para las sumas y las medias de cuadrados de cada componente de variación del sistema, se muestran en la Tabla 1 [5]:

Donde o es el número de operadores
p es el número de partes que se midieron
tes el número veces que se midió cada parte.
Primeramente, se calculan la suma total de las mediciones (ST) y la suma del cuadrado de cada una de estas (ST2) [5].
 (1)
(1)
 (2)
(2)La suma de cuadrados (SC), para cada fuente de variación, es [5]:
 (3)
(3)
 (4)
(4)
 (5)
(5)
 (6)
(6)
 (7)
(7)En todo caso, la suma total de cuadrados es [5]:
 (8)
(8)Donde la suma de cuadrados del error (SCe) corresponde a la Repetibilidad; es decir, al error en las mediciones debido al instrumento de medición.
La varianza (σ2) de cada componente, es [6]:
 (9)
(9)
 (10)
(10)
 (11)
(11)
 (12)
(12)De esta forma, la varianza total de las mediciones queda [6]:

Donde se cumplen las siguientes relaciones [6]:
 (14)
(14)
 (15)
(15)
 (16)
(16)La Repetibilidad y la Reproducibilidad estiman la dispersión que cubre un 99% (5.15σ) de las variaciones debidas al equipo de medición y a los operadores respectivamente, entonces el análisis R&R comprende el mismo intervalo de la variación de las mediciones; dependiendo del porcentaje de esta variación será la calificación que reciba y en todo caso mientras más pequeño sea este porcentaje, será mejor [7]; también es posible considerar una dispersión que cubra al 100% (6σ) de las variaciones. Ya que la tolerancia del sistema también se ve afectada por variabilidad de cada componente del análisis, el cálculo para obtener el porcentaje de esta afectación se puede realizar mediante los índices de precisión/tolerancia (IP/T), para cada uno de estos [8]:
 (17)
(17)
 (18)
(18)
 (19)
(19)
 (20)
(20)El criterio para establecer si el sistema de medición es preciso, con base al índice de precisión/tolerancia (IP/T) del medidor Gage R&R total, es el siguiente [9]:
-
(IP/T)R&R ≤ 10%; sistema de medición excelente.
-
10% < (IP/T)R&R ≤ 20%; sistema bueno.
-
20% < (IP/T)R&R ≤ 30%; sistema marginal.
-
(IP/T)R&R ≥ 30%; sistema inaceptable, debe ser corregido.
Por otra parte, si la Repetibilidad es grande comparada con la Reproducibilidad, entonces [10]:
-
El instrumento de medición necesita mantenimiento.
-
El instrumento de medición está obsoleto y requiere un rediseño.
-
El lugar donde se efectúan las mediciones necesita ser mejorado.
-
Existe una variabilidad excesiva entre las partes.
Pero si la Reproducibilidad es grande comparada con la Repetibilidad, entonces [10]:
-
Los operadores necesitan mejor entrenamiento en la utilización y lectura del instrumento de medición.
-
La indicación del instrumento de medición no es clara.
-
No se han mantenido condiciones de Reproducibilidad buenas y/o el instrumento de medición presenta deriva.
Materiales y Métodos
El análisis incluyó al equipo de 4 inspectores de la empresa, responsables de monitorear continuamente el espesor de las tuberías de los ferroductos; previo a este análisis, se realizó lo siguiente:
- 1. Se calibró debidamente el instrumento de medición (medidor de espesores ultrasónico marca Graiger IXTG3, con precisión de 0.001”); calibración que fue realizada internamente por personal de la empresa con base al procedimiento establecido en el manual de mantenimiento de equipo de medición.
- 2. Se seleccionaron del almacén 12 tubos similares para ferroducto y se enumeraron de 1 a 12.
- 3. En cada tubo se estableció el punto específico en el cual cada inspector debía medir el espesor, ubicándose a la mitad del tubo en su parte inferior, ya que esta parte es la más adecuada para realizar la medición, porque es donde se presenta el mayor desgaste; cada punto de medición en cada tubo fue identificado mediante un círculo rojo.
- 4. Se determinó que el espesor de cada tubo debía ser medido 3 veces por cada inspector; entonces, en este caso:
Número de operadores o inspectores (o) = 4.
Número de partes o tubos (p) = 12.
Número de mediciones (f) = 3.
Por lo tanto, el número total de mediciones es:
opt = (4)(12)(3) = 144
Las mediciones de los inspectores a los espesores de los 12 tubos se realizaron aleatoriamente, dejando un intervalo de una semana entre cada serie de 12 mediciones de cada inspector, con el fin de que los inspectores no las memorizaran y no las pudieran relacionar entre sí. Asimismo, las mediciones fueron realizadas de acuerdo al procedimiento establecido en el manual de mantenimiento de la empresa; la especificación establecida para el espesor de los tubos de acero que serán utilizados en el ferroducto, es de 0.7500±0.0150” (19.05±0.3810mm), para una tolerancia de 0.0300” (0.7620mm) [11].
Resultados y discusión
El análisis estadístico se realizó mediante el software Minitab 19, utilizando un nivel de confianza (1-α) del 95%, así como una dispersión que cubre un 99% (5.15σ) de las variaciones debidas al equipo de medición y a los inspectores. Los resultados obtenidos muestran que, de las tres fuentes de variación del sistema, solo el inspector (operador) no es significativa con un valor . mayor a 0.05% (.=0.939%), mientras que las fuentes de variación parte (tubos de acero) y la interacción entre ambas parte*inspector resultan ser significativas con valores . menores a 0.05% (.=0% en ambos casos), como se muestra en la Tabla 2.
| Fuente | GL | SC | MC | F | P |
| PARTE | 11 | 0.0095427 | 0.0008675 | 94.9324 | 0.000 |
| INSPECTOR | 3 | 0.0000037 | 0.0000012 | 0.1345 | 0.939 |
| PARTE * INSPECTOR | 33 | 0.0003016 | 0.0000091 | 16.2458 | 0.000 |
| Repetibilidad | 96 | 0.0000540 | 0.0000006 | ||
| Total | 143 | 0.0099019 | |||
| α para eliminar el término de interacción = 0.05 | |||||
Así mismo, en la Tabla 3 y en la Figura 2, se puede observar que la mayor contribución a la variación del sistema de medición la aporta la parte (tubos de acero) con el 95.44%, mientras que la contribución de la Repetibilidad y de la Reproducibilidad son pequeñas en comparación con esta; esto es más apreciable en la Figura 3, donde se muestra una alta variabilidad en la medición promedio por parte. Una alta contribución de la parte a la variación del sistema es lo que siempre se espera y significa que este puede distinguir entre varios grupos de partes; mientras mayor sea este número es mejor. En este caso, el sistema de medición puede distinguir hasta 6 grupos de partes diferentes (n=6), lo cual se considera adecuado.
| Fuente | Comp. Var | %Contribución (de CompVar) |
| Gage R&R total | 0.0000034 | 4.56 |
| Repetibilidad | 0.0000006 | 0.75 |
| Reproducibilidad | 0.0000029 | 3.81 |
| INSPECTOR | 0.0000000 | 0.00 |
| INSPECTOR*PARTE | 0.0000029 | 3.81 |
| Parte a parte | 0.0000715 | 95.44 |
| Variación total | 0.0000750 | 100.00 |
| La tolerancia del proceso es 0.0300 | ||
La Tabla 4 muestra que el medidor Gage R&R total puede explicar o contribuye con el 21.36% de la variación del sistema; esto representa un índice de precisión/tolerancia (IP/T) del 31.75%, lo que sugiere que el sistema de medición es inaceptable, ya que este porcentaje supera el 30% permitido. También muestra que este índice es menor para la Repetibilidad que para la Reproducibilidad, con valores de 12.87% y 29.02% respectivamente, lo cual significa que el error en las mediciones debido al instrumento de medición es menor que el error debido a los inspectores y no se han mantenido condiciones buenas de Reproducibilidad.
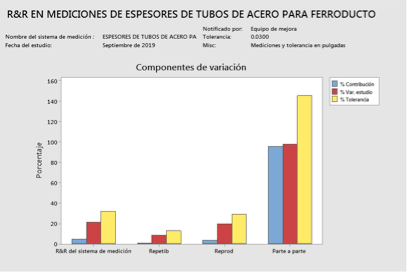
Figura 2
Componentes de variación

Figura 3
Medición por parte
| Fuente | Desv.Est. (DE) | Var. estudio (5.15 × DE) | %Var. estudio (%VE) | %Tolerancia (VE/Toler) |
| Gage R&R total | 0.0018496 | 0.0095255 | 21.36 | 31.75 |
| Repetibilidad | 0.0007500 | 0.0038625 | 8.66 | 12.87 |
| Reproducibilidad | 0.0016907 | 0.0087073 | 19.53 | 29.02 |
| INSPECTOR | 0.0000000 | 0.0000000 | 0.00 | 0.00 |
| INSPECTOR*PARTE | 0.0016907 | 0.0087073 | 19.53 | 29.02 |
| Parte a parte | 0.0084576 | 0.0435568 | 97.69 | 145.19 |
| Variación total | 0.0086575 | 0.0445862 | 100.00 | 148.62 |
| Número de categorías distintas = 6 | ||||
Las Figuras 4, 5 y 6, confirman que la Repetibilidad contribuye menos al error de medición que la Reproducibilidad; es decir, que las mediciones no son reproducibles entre los inspectores, ya que las mediciones tomadas por el inspector 3 son más erráticas y dispersas que las tomadas por los inspectores 1, 2 y 4. La gráfica R de la Figura 6 muestra una mayor variabilidad en las mediciones del inspector 3, inclusive con valores fuera del límite superior de control, mientras que las mediciones de los inspectores 1, 2 y 4 permanecen bajo control. Por otra parte, en la gráfica Xbarra de esta misma Figura se observan casi todos los puntos fuera de los límites de control, lo cual confirma que la variación parte a parte (tubos de acero), es la mayor fuente de variación del sistema.
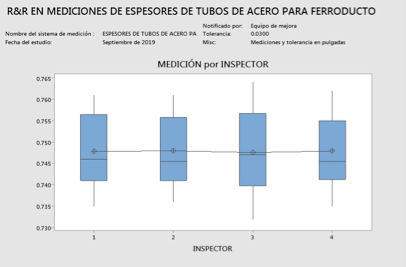
Figura 4
Medición por inspector

Figura 5
Interacción parte*inspector.

Figura 6
Gráficas R-Xbarra por inspector.
Conclusiones
El sistema de medición utilizado para medir el espesor de los tubos de acero para ferroducto no tiene las condiciones de Reproducibilidad requeridas; es decir, las mediciones no son reproducibles entre los cuatro inspectores, por lo tanto, es necesario uniformizar los criterios de medición entre ellos mediante un mejor entrenamiento en el procedimiento establecido para la toma de las mediciones, así como en la utilización del instrumento de medición. Estas condiciones de no Reproducibilidad, generan que el sistema tampoco sea aceptable y deba ser corregido, ya que su gran variación ocasiona que el índice de precisión/tolerancia del medidor Gage R&R total sea mayor al 30% máximo permitido; en otras palabras, que su variación es mayor que la tolerancia establecida para el espesor de los tubos en más del 30%.
La mayor fuente de variación del sistema la aporta la parte (tubos de acero), lo cual es adecuado y razonable, dada la amplia tolerancia establecida para su espesor (0.0300” o 0.7620mm), mientras que la menor fuente de variación es el inspector por si solo que resulta ser no significativa; así mismo, el sistema es capaz de identificar hasta 6 categorías diferentes de partes o tubos lo cual es adecuado para el sistema. En este sentido, la mayor variación del sistema aportada por la parte, así como un número de categorías mayores a 4, son condiciones normales que prevalecen en un sistema de medición, de acuerdo a la bibliografía revisada, referente a análisis de Repetibilidad y Reproducibilidad en diferentes ámbitos industriales.
Las mediciones son más reproducibles entre los inspectores 1, 2 y 4, ya que el inspector 3 es el que muestra mayor variación y descontrol en sus mediciones; respecto a esto, sería interesante realizar un nuevo análisis de R&R al sistema de medición, incluyendo solamente a los inspectores 1, 2 y 4, solo con el fin de observar la diferencia de los nuevos resultados en comparación con los actuales; probablemente el único inspector que necesite capacitación sea el inspector 3.
El sistema de medición puede ser aceptado, si consideramos que el índice de precisión/tolerancia del medidor Gage R&R total, es ligeramente mayor solo 1.75% más que el 30% máximo permitido y además, que este sistema se utiliza para medir espesores de tubos y no para medir características de calidad críticas del producto de la empresa, pero esta decisión dependerá de la propia empresa. Sin embargo, aunque el sistema sea aceptado aun con la anterior atenuante, será estrictamente necesario aplicar acciones correctivas; como ya se dijo, probablemente solo con capacitar al inspector 3 sea suficiente para mejorar la Reproducibilidad el sistema de medición.
Referencias
[1] Escamilla, M. et. al (2000), Optimización de Mezclas de Minerales con Diferentes Contenidos de FeM, S, Z y P, Tesis de Maestría, página 9.
[2] Soporte Minitab (2019), “Estudios del Sistema de Medición para Datos Continuos”, Estudio R&R del Sistema de Medición (Cruzado), Error del Sistema de Medición https://support.minitab.com (consultado el 18 de diciembre de 2019)
[3] Definición de estudio R&R (2019), CALETEC “Aceleración Controlada de la Productividad”, www.caletec.com, (consultada el 15 de diciembre de 2019).
[4] Escalante Vázquez, Edgardo J. (2010), “Seis Sigma, Metodología y Técnicas”, ASQ Editorial Limusa, México, pág. 77.
[5] Botero, Arbeláez y Mendoza (2007), “Método Anova Utilizado para Realizar el Estudio de Repetibilidad y Reproducibilidad Dentro del Control de Calidad de un Sistema de Medición”, Revista Scientia et Technica No. 37, Universidad Tecnológica de Pereira, Colombia.
[6] Gutiérrez Pulido H. y De La Vara Salazar R. (2009), “Control Estadístico de Calidad y Seis Sigma”, Editorial McGraw Hill, México, páginas 291-292.
[7] Gutiérrez González Porfirio (2019), “Calidad en las Mediciones de Repetibilidad y Reproducibilidad”, ppt video online, slideplayer.es (consultado el 5 de diciembre).
[8] Botero, Arbeláez y Mendoza (2007), “Método Anova Utilizado para Realizar el Estudio de Repetibilidad y Reproducibilidad Dentro del Control de Calidad de un Sistema de Medición”, Revista Scientia et Technica No. 37, Universidad Tecnológica de Pereira, Colombia.
[9] Gutiérrez Pulido H. y De La Vara Salazar R. (2009), “Control Estadístico de Calidad y Seis Sigma”, Editorial McGraw Hill, México, página 289.
Notas de autor
Avenida Tecnológico No.1, C.P. 28976 Villa de Álvarez, Colima, Col. México. Tel/Fax (312) 3129920 y 3126393 Ext. 244 E-mail: miguel.escamilla@itcolima.edu.mx,
Avenida Tecnológico No.1, C.P. 28976 Villa de Álvarez, Colima, Col. México. Tel/Fax (312) 3129920 y 3126393 Ext. 244
Avenida Tecnológico No.1, C.P. 28976 Villa de Álvarez, Colima, Col. México. Tel/Fax (312) 3129920 y 3126393 Ext. 244
Avenida Tecnológico No.1, C.P. 28976 Villa de Álvarez, Colima, Col. México. Tel/Fax (312) 3129920 y 3126393 Ext. 244
Avenida Tecnológico No.1, C.P. 28976 Villa de Álvarez, Colima, Col. México. Tel/Fax (312) 3129920 y 3126393 Ext. 244 E-mail: jorge.meza@itcolima.edu.mx
* Estudiantes de noveno semestre de la carrera de Ingeniería Industrial.
Avenida Tecnológico No.1, C.P. 28976 Villa de Álvarez, Colima, Col. México. Tel/Fax (312) 3129920 y 3126393 Ext. 244
Estudiantes de noveno semestre de la carrera de Ingeniería Industrial.
Avenida Tecnológico No.1, C.P. 28976 Villa de Álvarez, Colima, Col. México. Tel/Fax (312) 3129920 y 3126393 Ext. 244
Avenida Tecnológico No.1, C.P. 28976 Villa de Álvarez, Colima, Col. México. Tel/Fax (312) 3129920 y 3126393 Ext. 244 E-mail: miguel.escamilla@itcolima.edu.mx