2026
271
20062025
14102025
Artículos
Recepción: 20/06/2025
Aprobación: 14/10/2025
DOI: https://doi.org/10.51372/gacetatecnica271.4
Resumen: Las vías de comunicación son cruciales para el desarrollo económico y social, sobre todo en países como Ecuador, donde su condición influye notablemente en la conectividad, la cadena de suministro y el nivel de vida de la población. Este estudio analizó el empleo de partículas de caucho reciclado proveniente de neumáticos fuera de uso, como un reemplazo parcial del agregado fino en la producción de adoquines de concreto. Se prepararon mezclas con tasas de sustitución del 3%, 5%, 10%, 12% y 20%, que fueron evaluadas a través de pruebas normalizadas para medir la resistencia a la compresión y el comportamiento ante desgaste por abrasión. Los hallazgos indicaron una reducción progresiva en la resistencia a la compresión a medida que aumentaba la cantidad de caucho, arrojando valores entre 38,94 MPa y 27,36 MPa. La mezcla con un 12% de caucho logró una resistencia de 36,10 MPa, superando el mínimo requerido de 35 MPa. Durante la prueba de abrasión, los adoquines presentaron una longitud de cuerda de 25 mm, satisfaciendo las normas nacionales y superando el rendimiento de los tradicionales. El análisis estadístico, tras la eliminación del 13,09% de los valores atípicos, confirmó que los datos eran normales (p = 0,056). Esto asegura con un 95 % de confianza que un adoquín elegido al azar tendrá una resistencia a la compresión entre 36,12 MPa ± 2·0,301 MPa.
Palabras clave: hormigón, adoquines, partículas de caucho reciclado, resistencia a la compresión.
Abstract: Transportation infrastructure is crucial for economic and social development, especially in countries like Ecuador, where its condition significantly impacts connectivity, the supply chain, and the population's standard of living. This study analyzed the use of recycled rubber particles from end-of-life tires as a partial replacement for fine aggregate in the production of concrete pavers. Mixtures with substitution rates of 3%, 5%, 10%, 12%, and 20% were prepared and evaluated using standardized tests to measure compressive strength and abrasion resistance. The findings indicated a progressive reduction in compressive strength as the amount of rubber increased, yielding values between 38,94 MPa and 27,36 MPa. The mixture with 12% rubber achieved a compressive strength of 36,10 MPa, exceeding the minimum requirement of 35 MPa. During the abrasion test, the paving stones exhibited a chord length of 25 mm, meeting national standards and surpassing the performance of traditional paving stones. Statistical analysis, after removing 13,09% of outliers, confirmed that the data were normally distributed (p = 0,056). This ensures with 95% confidence that a randomly selected paving stone will have a compressive strength between 36,12 MPa ± 2 × 0,301 MPa.
Keywords: concrete, paving stones, recycled rubber particles, compressive strength.
1. INTRODUCCIÓN
La infraestructura vial representa una base fundamental para el avance socioeconómico de las naciones. En el contexto específico de Ecuador, su importancia es primordial en términos de integración territorial, estimulación económica y mejora de la calidad de vida general de su población. Este avance no se limita únicamente a la construcción de carreteras, sino que exige un enfoque integral que contemple la sostenibilidad ambiental, la seguridad vial y la eficacia operativa. Dentro de este paradigma, la planificación e implementación de los proyectos de carreteras deben cumplir con los principios de durabilidad, integridad estructural y adaptabilidad a las cargas variables impuestas por el tráfico de vehículos, garantizando así condiciones seguras y cómodas para los usuarios [1].
En este contexto, el objetivo de esta investigación es examinar el comportamiento bajo compresión y desgaste por abrasión en adoquines de concreto para pavimentos de áreas urbanas. Esto se realizaría a través de la inclusión de partículas de caucho, un subproducto del reciclaje de neumáticos, como un reemplazo parcial del agregado fino natural. Esta iniciativa se encuentra dentro de una visión innovadora en el campo de la ingeniería de materiales, enfocándose en la reutilización de residuos industriales con el fin de mejorar el rendimiento estructural y minimizar el impacto ambiental vinculado al diseño y elaboración de pavimentos urbanos.
2. DESARROLLO
En referencia al ámbito ecuatoriano, una parte significativa de la infraestructura vial urbana se ha ejecutado mediante pavimentos de adoquines de hormigón, debido a su elevada resistencia mecánica, su prolongada vida útil y su viabilidad económica [2]. Esta opción de construcción se caracteriza por su sencilla instalación, su facilidad para ser desarmada y su durabilidad ante arreglos frecuentes, lo que la hace una opción muy utilizada en áreas urbanas [3]. Sin embargo, el aumento del interés en mejorar el rendimiento ambiental de estas opciones ha llevado a la exploración de métodos más sostenibles en su diseño y producción. En consonancia con los principios de sostenibilidad, la inclusión de materiales reciclados y técnicas de construcción que respeten el medio ambiente se establece como un enfoque fundamental para reducir el impacto ecológico de la infraestructura de carreteras. El uso de desechos industriales en la elaboración de pavimentos no solo apoya la sostenibilidad del medio ambiente, sino que minimiza los gastos de producción y embellece el entorno urbano [4].
Investigaciones han mostrado las ventajas de la factibilidad técnica y ecológica de sustituir la arena natural por desechos provenientes de la minería de oro en mezclas de concreto para la construcción de pavimentos. Asimismo, la utilización de agregados reciclados (RAC) junto a métodos de compresión en el moldeado (CCT) representa una opción segura y sostenible [5].
Asimismo, estudios recientes han indicado que se han realizado progresos importantes en el uso de materiales alternativos en la producción de hormigón, incluyendo arena del mar, agua salina, cementos alterados con zeolita y diversos desechos provenientes de industrias y del campo. Estas combinaciones no solo alcanzan el rendimiento mecánico del hormigón tradicional, sino que, en algunos casos, lo superan, mostrando su potencial como opciones sostenibles y técnicamente viables para la construcción [6]. Adicionalmente, la utilización de residuos como cáscaras de arroz, hormigón reciclado y trozos de adoquines desechados ha probado ser una estrategia efectiva para fomentar prácticas constructivas que sean sostenibles [7-9].
La investigación también apoya la utilización de plásticos desechados, vidrio reciclado, cenizas de origen volcánico y fibras naturales, cuyos beneficios incluyen mejoras en las características estructurales, reducción del impacto ambiental y menores costos de producción [10-14]. Además, se resalta la viabilidad de emplear arena de fundición, cenizas volantes reforzadas con fibras de polipropileno y plásticos como aglutinantes en mezclas de concreto sin cemento. De igual forma, los desechos cerámicos y los escombros de concreto han sido aprobados para ser utilizados en la fabricación de pisos, conservando o incluso mejorando sus propiedades mecánicas en condiciones específicas [15-18].
3. METODOLOGÍA
3.1. Análisis Bibliométrico
Con la finalidad de investigar y situar los progresos teóricos y prácticos sobre la fabricación de adoquines de hormigón mediante la utilización de materiales reciclados, se llevó a cabo un estudio cuantitativo de la producción científica, con un enfoque histórico – descriptivo. Este estudio incluyó una revisión sistemática de la literatura y un análisis bibliométrico, una técnica que permite examinar y representar grandes cantidades de datos vinculados a la actividad científica. La investigación se enfoca en documentos indexados en las bases de datos Web of Science (WoS) y Scopus, abarcando el periodo que va desde 2020 y 2025 [19].
Para asegurar la actualidad y relevancia de los documentos analizados, se establecieron los siguientes criterios de exploración:
• Publicaciones entre los años 2020 y 2025
• Artículos científicos (tipo “article”)
• Acceso abierto (open access)
El foco de la investigación fue adoquines de concretos fabricados con materiales reciclados. Los filtros y las cadenas se usaron de forma separada en las dos bases de datos (WoS y Scopus). El estudio bibliométrico se realizó mediante el uso del software VOSviewer (https://www.vosviewer.com/), utilizando la técnica de acoplamiento bibliográfico, que se produce cuando dos publicaciones comparten una o más citas, lo que indica una cercanía temática, conceptual o metodológica entre ellas [20]. Este enfoque permite reconocer los temas centrales de investigación que están bien establecidos, detectar aportaciones relevantes y mostrar de manera visual cómo ha progresado el área de estudio [21].
Para ilustrar los resultados, se elaboraron mapas científicos basados en la información extraída de las plataformas Web of Science y Scopus, lo que facilitó la representación visual de las conexiones y tendencias emergentes en la investigación científica.
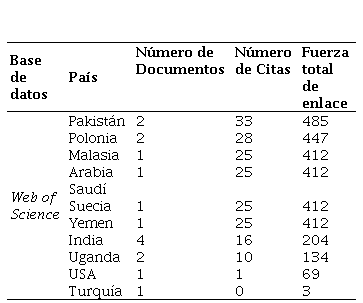
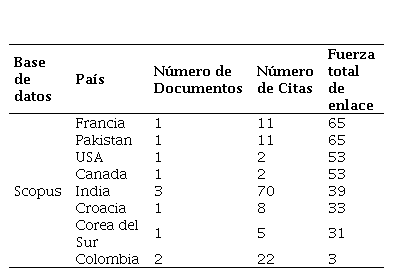
Las Tablas 1 y 2 organizan de manera clara los documentos recolectados, categorizados según el sistema de base de datos, el país, el número de documentos, la cantidad de citas y la fuerza total de enlace Total Link Strength (TLS). Este indicador mide el nivel y la fuerza de la colaboración entre autores, instituciones o naciones en el ámbito de la ciencia [22]. Su uso posibilita llevar a cabo análisis comparativos entre diferentes áreas geográficas y bases de datos académicas, esto permite identificar los principales centros de producción del conocimiento, así como evaluar la robustez de sus redes de colaboración científica.
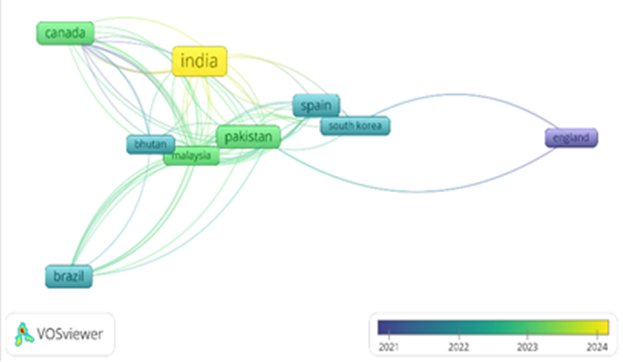
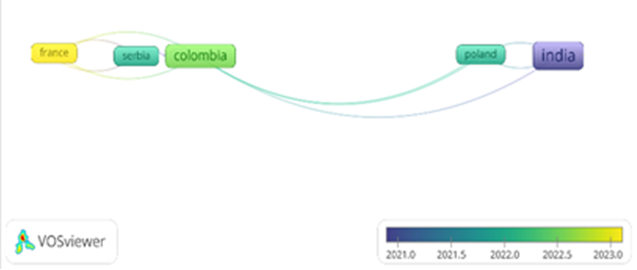
Las Figuras 1 y 2 presentan los mapas bibliográficos creados con VOSviewer para adoquines de concreto que utilizan material reciclado, basados en los datos indexados en Web of Science y Scopus. Estos mapas ofrecen la posibilidad de observar cómo se relacionan los países que utilizan fuentes comunes, así como la interacción entre naciones y la presencia de términos relevantes en los artículos científicos analizados. El color de los nodos refleja la actualidad de las publicaciones, en función del tiempo, mientras que el grosor de las conexiones indica la fuerza de la relación bibliográfica entre los países. Esta representación gráfica ayuda a identificar las áreas geográficas donde se concentra la producción y la colaboración científica en los dos temas de investigación durante el periodo 2020 –2025.
3.2. Agregados Pétreos
En el presente análisis se utilizaron agregados pétreos extraídos de las canteras Cañizares y Roca Peluco, situadas en el kilómetro 14 de la carretera hacia el volcán Cotopaxi en Ecuador, con el propósito de fabricar adoquines para pavimentos urbanos. Estos materiales fueron evaluados a través de pruebas estandarizadas, según la normativa ecuatoriana actual INEN 862 [23]. La revisión abarcó el análisis del tamaño de las partículas y otras propiedades físicas esenciales, que son fundamentales para garantizar la resistencia, durabilidad y trabajabilidad del concreto. Según la normativa internacional ASTM C33 [24], es imprescindible que los agregados cumplan con especificaciones técnicas estrictas para asegurar su adecuación en aplicaciones estructurales.
Cemento. En esta investigación se empleó cemento Portland puzolánico de tipo IP como componente aglutinante en la mezcla de concreto, conforme a las normas técnicas definidas por la legislación ecuatoriana INEN 490-5 [25]. Este tipo de cemento, que incluye materiales puzolánicos, es frecuentemente sugerido para la producción de elementos prefabricados, como los adoquines, gracias a su excelente rendimiento en resistencia a la compresión, disminución del calor de hidratación y mayor durabilidad contra la influencia de agentes químicos y ciclos de humedad y sequedad.
Agua. Para la realización de este estudio se utilizó agua potable de acuerdo con las directrices técnicas de las normativas, con el fin de asegurar que su composición química no afecte negativamente la resistencia mecánica o la durabilidad del concreto INEN 2617 [26], ASTM C1602 [27].
Granulometría del Agregado Fino y Grueso. En este estudio, se llevó a cabo un análisis del tamaño de partículas, una fase crucial en la caracterización de los agregados, mediante el método de tamizado de acuerdo con las directrices de las normativas INEN 696 [28], ASTM C136 [29]. Los resultados obtenidos permitieron determinar una curva de distribución de tamaños adecuada que asegura tanto el rendimiento como la facilidad de uso, además de su rentabilidad en cuanto a la optimización de los recursos.
Abrasión en el Agregado Grueso. En el marco de la investigación llevada a cabo, se analizó la resistencia al desgaste del agregado grueso a través de la prueba de abrasión utilizando la máquina de Los Ángeles, de acuerdo a lo que estipula las normativas INEN 860 [30], ASTM C131 [31]. Este método implica exponer el agregado a una serie de golpes y fricción dentro de un tambor que gira, con el propósito de evaluar la reducción de peso por desgaste. Resultados que muestren pérdidas elevadas sugieren una baja resistencia del agregado, lo que podría afectar la durabilidad y el rendimiento estructural del hormigón en situaciones exigentes.
Peso Específico de los Áridos. Para este estudio, se llevó a cabo la medición del peso específico de los agregados siguiendo los métodos establecidos en las normas INEN 856 [32], INEN 857 [33], ASTM C127 [34], ASTM C128 [35]. Esta evaluación posibilitó calcular de manera exacta las proporciones volumétricas necesarias para la elaboración de las mezclas de hormigón.
Absorción de los Áridos. En esta investigación, se estableció la absorción de los agregados finos y gruesos, una característica que indica su habilidad para mantener agua en sus poros, de acuerdo a los métodos definidos en las normas [32- 35]. Esta evaluación facilitó una adecuada calibración del contenido de agua en la mezcla, garantizando una dosificación correcta que beneficie tanto el rendimiento estructural como la calidad del concreto.
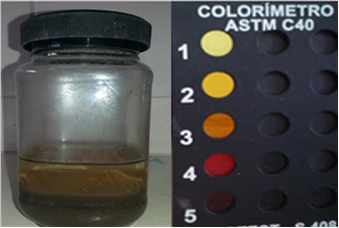
Colorimetría del Agregado Fino. En la presente investigación, la identificación de impurezas orgánicas se realizó de acuerdo con los estándares fijados en las normativas INEN 855 [36], ASTM C40 [37]. El propósito fundamental de esta fase fue evaluar la idoneidad del agregado fino convencional utilizado en la producción de adoquines de concreto, a través de un análisis que permitiera identificar la ausencia de compuestos orgánicos u otras contaminaciones que pudieran poner en riesgo la durabilidad, la resistencia mecánica y la calidad general del producto terminado.
Partículas de Caucho. Las partículas de caucho empleadas como reemplazo parcial del agregado fino fueron extraídas del reciclaje de neumáticos desechados, comenzando con la separación de la banda de rodadura. Luego, el material fue sometido a un proceso de triturado mecánico y tamizado conforme a la norma [28], [29], con el objetivo de analizar su granulometría y determinar las fracciones idóneas para su uso en la mezcla. Este método facilitó la elección del porcentaje adecuado de reemplazo, asegurando que el caucho reciclado cumpliera con los criterios de resistencia a la compresión del concreto.
3.3. Categorías de Mezclas de Hormigón Elaboradas con Partículas de Caucho Reciclado
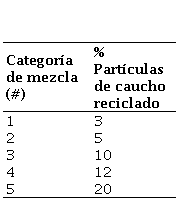
Para el estudio se crearon cinco categorías diferentes de mezcla de concreto, en las que se realizó un reemplazo parcial del agregado fino convencional con partículas de caucho reciclado, provenientes del procesamiento de neumáticos desechados. Esta técnica de sustitución fue utilizada con la finalidad de analizar el rendimiento mecánico y la viabilidad técnica de incorporar materiales reciclados en la producción de elementos de construcción. Los porcentajes exactos de reemplazo y las características de cada mezcla se describen en la Tabla 3.
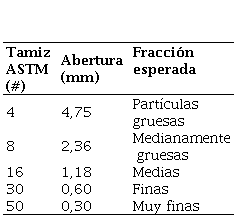
La identificación del tamaño de las partículas de caucho se llevó a cabo mediante el uso de tamices estandarizados, los cuales tienen aperturas que corresponden a las mallas ASTM N.º 4 (4,75 mm), N.º 8 (2, 36 mm), N.º 16 (1,18 mm), N.º 30 (0,60 mm) y N.º 50 (0,30 mm) (ver Tabla 4) lo que permitió clasificarlas en cinco categorías principales para garantizar su adecuación con el diseño de la mezcla. Esta estrategia experimental permitió realizar una comparación del efecto que tiene la adición gradual del caucho en las propiedades mecánicas del concreto, centrándose principalmente en la resistencia a la compresión y desgaste por abrasión en los adoquines.
.4. Dise
3.4. Diseño de la Mezcla
El diseño de la mezcla se realizó siguiendo el procedimiento indicado por la normativa ACI 211.1-91 [38], que establece las pautas técnicas para la elaboración de mezclas de concreto, especificando las proporciones correctas de cemento, agua, agregados finos y gruesos, por cada metro cúbico de concreto, según las características deseadas del producto final. Este enfoque ofrece un método ordenado que permite obtener una mezcla con la resistencia a la compresión necesaria, así como una buena trabajabilidad y durabilidad. Por lo tanto, es esencial realizar una caracterización previa de todos los materiales involucrados, para asegurar un rendimiento óptimo del hormigón en su estado fresco y endurecido.
3.5. Producción de Especímenes de Adoquín
Se fabricaron adoquines de hormigón tipo A con un espesor de 8 cm. La mezcla de concreto, una vez preparada, fue transportada mediante una cinta automática hacia una tolva de alimentación. Durante este proceso, un equipo dosificador distribuyó el material de manera uniforme sobre los moldes de acero, asegurando una colocación consistente y controlada. Luego, se utilizó una presión vibratoria de 32 MPa durante cerca de 15 segundos con una prensa industrial (Figura 3a) para conseguir una buena compactación, eliminar burbujas de aire y reducir vacíos que pudieran afectar la resistencia mecánica y la durabilidad de los adoquines.
Al terminar la compactación, cilindros hidráulicos automáticos movieron las piezas moldeadas a una tabla de prensado, que fue organizada en estantes diseñados para el almacenamiento temporal. Este sistema facilitó la colocación precisa de hasta seis tableros por módulo, asegurando las mejores condiciones de alineación y estabilidad, como se muestra en la figura 3b.

Finalmente, los adoquines fueron trasladados al área de secado, donde se mantuvieron durante la fase de endurecimiento inicial. Al finalizar este tiempo, comenzó el proceso de curado bajo condiciones ambientales reguladas durante 28 días, de acuerdo con las pautas establecidas en las normativas técnicas INEN 3124 [39], ASTM C31/C31M [40]. Este proceso fue clave para garantizar el correcto desarrollo de las propiedades físico – mecánicas del material compuesto.
3.6. Ensayo de Compresión en Adoquines con Incorporación de Caucho Reciclado
Después del proceso de curado, las muestras se sometieron a pruebas de compresión a los 28 días, siguiendo lo establecido por las normas INEN 1485 [41], ASTM C39/C39M-21 [42], con el propósito de determinar la dosificación más adecuada de caucho reciclado como un sustituto parcial del agregado fino. Se fabricaron 60 probetas, organizadas en cinco grupos con tasas de sustitución del 3%, 5%, 10%, 12% y 20%. Cada uno de estos grupos constó de 12 unidades que fueron evaluadas en condiciones controladas de laboratorio.
Los hallazgos mostraron que la mezcla que contenía un 12% de caucho reciclado cumplió con la resistencia a la compresión requerida por las normas, destacando como la mejor opción [43]. Esta fórmula no solo satisfizo los criterios mecánicos, sino que también mostró un comportamiento uniforme y estable.
Luego, se validó la mezcla óptima a nivel industrial a través de la producción y evaluación de 168 adoquines, con el objetivo de examinar su comportamiento estructural en situaciones reales y comprobar su viabilidad técnica para usos en infraestructura vial.
3.7. Ensayo de la Abrasión en Adoquines con Partículas de Caucho
Para estudiar el comportamiento frente al desgaste por abrasión de las muestras que contenían partículas de caucho, se llevaron a cabo nueve pruebas experimentales de acuerdo con los procedimientos establecidos en la normativa ecuatoriana INEN 3040 [44]. Se emplearon seis adoquines elaborados con una mezcla que incluía un 12% de partículas de caucho reciclado como reemplazo parcial de los agregados finos, además de tres adoquines de referencia suministrados por la planta de producción, que eran prototipos comerciales sin la adición de caucho. Esta comparación facilitó el análisis del impacto del contenido de caucho reciclado en la resistencia al desgaste superficial del material, brindando evidencia experimental sobre la viabilidad técnica de su aplicación en situaciones sometidas a solicitaciones mecánicas abrasivas.
3.8. Análisis Estadístico
Para el análisis estadístico de los datos obtenidos, se empleó el software Statistical Package for the Social Sciences (SPSS), que facilitó aplicar pruebas paramétricas bajo criterios de rigurosidad técnica. Se estableció un nivel de confianza del 95 %, fijando un nivel de significancia estadística (α) del 5%. Esto implica que los resultados se consideran estadísticamente significativos cuando p < 0,05, mientras que valores de p ≥ 0,05 indican que no se rechaza la hipótesis nula, en el contexto de una distribución de datos cercana a la normalidad.
Antes de realizar las pruebas inferenciales, se llevaron a cabo análisis exploratorios para comprobar los supuestos de normalidad, utilizando pruebas formales como la de Kolmogorov-Smirnov. Este proceso asegura que se puede utilizar métodos no paramétricos en la investigación, lo que asegura la validez estadística del análisis sobre la conexión entre el porcentaje de reemplazo de caucho reciclado y la resistencia a la compresión del concreto [45-48].
4. RESULTADOS
Los hallazgos se dividen en dos partes: la fase inicial, que abarca el estudio bibliométrico y las pruebas realizadas a los agregados pétreos y partículas de caucho previo a la preparación de la mezcla; y la fase conclusiva, que engloba los resultados del diseño de la mezcla, las pruebas de compresión y resistencia al desgaste de los adoquines, y análisis estadístico pertinente.
4.1. Fase Inicial: Análisis Bibliométrico
El estudio bibliométrico realizado con datos de la base de datos Web of Science y Scopus, analizados a través de VOSviewer, muestra una gran diversidad en la producción científica global relacionada con la creación de adoquines a partir de materiales reutilizados [49]. Mientras que naciones como Pakistán, Polonia y Malasia se destacan por su elevado impacto a pesar de tener pocas producciones, otros países como India y Colombia, que cuentan con un mayor número de publicaciones, exhiben una baja conectividad y visibilidad en el ámbito científico, indicando una escasa integración dentro de redes de colaboración internacional.
En ambas plataformas, se han detectado grupos de cooperación internacional encabezados por India, Francia, Corea del Sur y Brasil, lo que subraya la relevancia de las asociaciones académicas para mejorar tanto la calidad como el alcance de la investigación. No obstante, un descubrimiento fundamental es la completa falta de estudios que traten sobre la incorporación de caucho reciclado en adoquines de concreto, lo que revela un vacío temático considerable en la literatura revisada y resalta la necesidad de nuevas investigaciones innovadoras en esta área, como la que se propone aquí.
4.2. Fase 2: Caracterización de los Agregados Pétreos
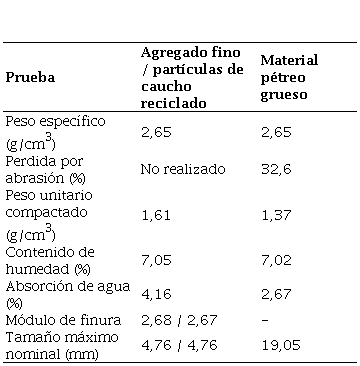
La evaluación de los agregados permitió identificar características esenciales para el rendimiento del concreto. Tanto el agregado fino convencional como el grueso mostraron un peso específico de 2,65 g/cm³, lo que sugiere una buena uniformidad. En el caso del agregado grueso, se observó una abrasión del 32, 6 %, lo que indica una resistencia promedio al desgaste.
En términos de humedad, se registraron 7,05 % para el agregado fino convencional y 7,02 % para el caucho reciclado. Los valores de absorción fueron de 4,16 % (fino convencional) y 2,67 % (grueso), lo que es fundamental para el ajuste de la proporción agua/agregado. El módulo de finura fue prácticamente el mismo en ambas situaciones (2,68 y 2,67), y el máximo tamaño de las partículas se mantuvo entre 4,76 mm y 19,05 mm, dentro de los limites requeridos para pavimentos de hormigón (ver Tabla 5).
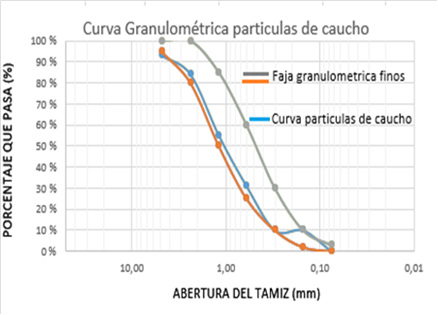
El primer análisis granulométrico del agregado fino convencional no se alineó con la norma. Para solucionarlo, se utilizó el procedimiento de Fuller y Thompson, logrando un módulo de finura de 2.86, típico de una arena con características de granulometría media [50]. En relación con el caucho reciclado, el 55% del material se adecuó al rango permitido para mezclas de concreto después de haber pasado por un tamizado en seco. El 45% restante, que tenía partículas más grandes de 9,52 mm, fue desechado por no ajustarse a los requisitos para agregados finos (ver Figura 4).
En cuanto al estudio de impurezas orgánicas en el agregado fino convencional, los resultados mostraron una coloración que correspondía al nivel 2 en la escala de referencia (Figura 5) [36, 37], lo cual indica una muy baja presencia de materia orgánica, limos o arcillas. Esta situación sugiere que no hay contaminantes que puedan afectar el proceso de hidratación del cemento y, por ende, no pone en riesgo la resistencia a la compresión del hormigón. El resultado obtenido respalda la excelente calidad del agregado fino utilizado, confirmando su adecuación para su uso en mezclas de concreto para adoquines para pavimentación urbana.
4.3. Dosificación Optima Mezcla de Hormigón
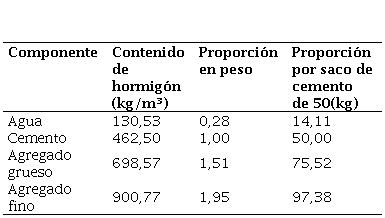
La dosificación de la mezcla convencional, fundamentada en los hallazgos de la caracterización de los agregados (Tabla 4), se elaboró para lograr una resistencia a la compresión de 35 MPa a los 28 días [39, 40]. Como resultado la mezcla con materiales convencionales consistió en 130,53 kg de agua, 462,50 kg/m³ de cemento, 698,57 kg/m³ de agregado grueso y 900,77 kg/m³ de agregado fino, lo que produjo una relación agua/cemento de 0,28 (Tabla 6) [38].
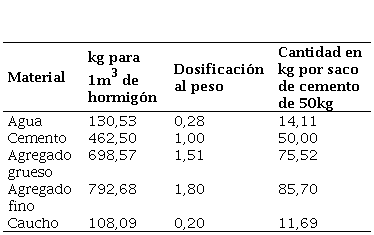
Para la mezcla modificada, se realizó un reemplazo del 12% del agregado fino por partículas de caucho reciclado. La fórmula resultó 130,53 kg de agua, 462,50 kg/m³ de cemento, 698,57 kg/m³ de agregado grueso, 792,68 kg/m³ de agregado fino y 108,09 kg/m³ de partículas de caucho reciclado (ver Tabla 7).
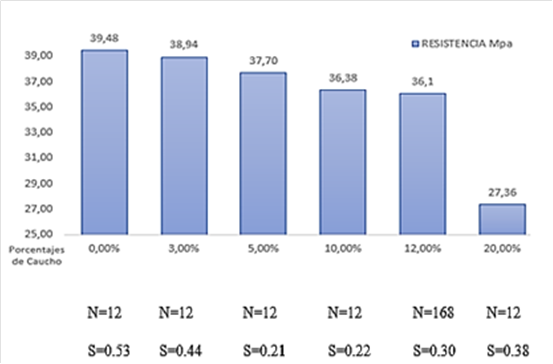
De los resultados obtenidos del ensayo de compresión, la mezcla estándar de hormigón alcanzó una resistencia de 39,48 MPa. En cambio, la mezcla modificada, donde se reemplazó el 12% del agregado fino por partículas de caucho reciclado, mostró un valor de 36,1 MPa (Figura 6). Este resultado es superior al límite de 35 MPa que la normativa fija para adoquines usados en pavimentación de carreteras, lo que demuestra la viabilidad técnica de usar caucho reciclado en cantidades controladas [51, 52].
No obstante, se notó una disminución en la resistencia a la compresión a medida que aumentaba el porcentaje de sustitución del agregado fino por caucho reciclado. Este patrón indica que existe un límite óptimo en la incorporación de caucho, más allá del cual las características mecánicas del hormigón pueden verse afectadas. Así, la mezcla con un 12% de caucho reciclado se considera la proporción ideal que combina la sostenibilidad ambiental con un adecuado rendimiento estructural [10, 11].
4.4. Resistencia a la Abrasión
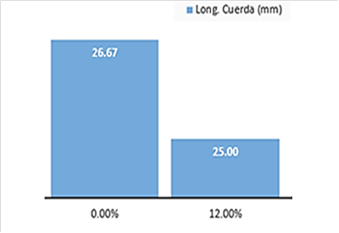
Los ensayos de abrasión efectuados en las muestras con un 12% de reemplazo de partículas de caucho en el agregado fino presentaron un valor promedio de longitud de cuerda de 25,00 mm (Figura 7), cifra que se encuentra dentro de los límites aceptables definidos por la norma [44]. En contraste, las muestras elaboradas con hormigón tradicional mostraron una longitud de cuerda de 26,67 mm, lo que demuestra que la adición controlada de partículas de caucho reciclado no afecta la resistencia a la abrasión, permaneciendo dentro de los parámetros normativos exigidos para su uso en pavimentos.
4.5. Análisis estadístico
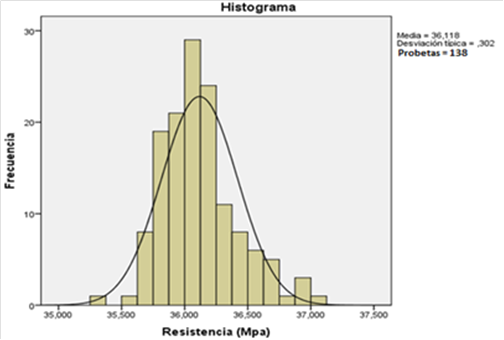
Se realizó un análisis estadístico de la resistencia a la compresión sobre un total de 168 adoquines, aplicando la prueba no paramétrica de Kolmogórov-Smirnov para evaluar la normalidad de la distribución de los datos. El resultado mostró un valor de significancia (Sig.) de 0,019, que está por debajo del límite de α = 0,05, lo que sugiere que la muestra original no tenía distribución normal [45-48]. Con esta información, se identificaron y eliminaron 22 valores atípicos, lo que representa el 13,09 % del total, ya que se apartaban notablemente del comportamiento normal esperado.
Una vez depurados los datos, se realizó nuevamente el análisis con los 146 datos restantes, obteniendo un nuevo valor de significancia de 0,056, lo que permitió aceptar la hipótesis nula de normalidad. Este ajuste fue esencial para validar el enfoque paramétrico utilizado en la investigación, al eliminar sesgos estadísticos y mejorar la representación de los datos, asegurando de este modo la fiabilidad de los resultados obtenidos, como se muestra en la Figura 8.
En la Tabla 8, se presentan los valores del promedio, la mediana y la moda obtenidos, que son las tres principales medidas de tendencia central y muestran una considerable semejanza.
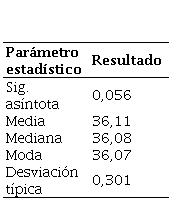
Esto indica que la distribución de los datos resultó aproximadamente simétrica. Dicha simetría sugiere que los datos están distribuidos de manera uniforme alrededor del promedio, lo que significa que hay un número parecido de observaciones por debajo y por encima del valor medio.
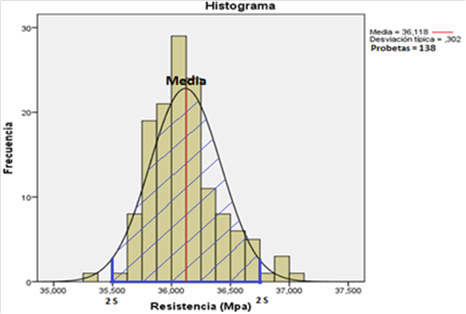
La Figura 9 muestra cómo se distribuye la probabilidad de la resistencia a la compresión de los adoquines analizados. Se puede notar que existe alrededor de un 95 % de probabilidad de que un adoquín escogido al azar tenga una resistencia que caiga dentro del rango de la media (μ) ± 2 desviaciones estándar (σ). Este patrón es consistente con las características teóricas de la distribución normal, donde aproximadamente el 95% de los datos se agrupan en ese intervalo. Esta coincidencia refuerza la validez del modelo estadístico utilizado y sugiere que los datos siguen una distribución normal tras el adecuado proceso de depuración.
5. CONCLUSIONES
El estudio bibliométrico revela que no hay investigaciones sobre adoquines de concreto con partículas de caucho reciclado en bases de datos como Web of Science y Scopus, subrayando así la singularidad y la importancia de este trabajo como una contribución innovadora en materiales sostenibles, que podría tener un impacto ambiental favorable al utilizar desechos en la construcción.
Se emplearon las herramientas de inteligencia artificial ChatGPT y ChatPDF con el fin de optimizar la redacción, coherencia y claridad de los textos académicos, además de facilitar la búsqueda y el análisis de artículos científicos, citas y referencias. Su uso se restringió al apoyo en la organización y exposición de la información, sin alterar el contenido conceptual ni los resultados del estudio.
La resistencia a la compresión del concreto se reduce a medida que se aumenta la cantidad de caucho reciclado en lugar del agregado fino. Se registraron cifras que varían desde 38,94 MPa hasta 27,36 MPa para sustituciones de entre 3% y 20%, lo que sugiere que altos niveles impactan desfavorablemente la resistencia, mientras que cantidades menores se pueden añadir sin perjudicar de manera significativa el rendimiento estructural.
La mezcla que incluye un 12% de caucho reciclado en lugar de agregado fino logró una resistencia a la compresión de 36,10 MPa, lo que excede el mínimo de 35 MPa requerido por la normativa. Este hallazgo valida la factibilidad técnica del material para ser utilizado en adoquines, para pavimentación urbana.
La prueba de abrasión demostró que la combinación con caucho reciclado satisface los criterios establecidos por la normativa, presentando un desgaste menor en comparación con los adoquines convencionales. Esto resalta la relevancia de una adecuada dosificación y un control estricto de la granulometría para mejorar la resistencia al desgaste.
Después de eliminar el 13,09 % de datos atípicos, los registros de resistencia a la compresión cumplían con el supuesto de normalidad (p = 0,056). Esta estimación permite afirmar, con un nivel de confianza del 95 %, que, al seleccionar un adoquín al azar, su resistencia a la compresión se encontrará dentro del intervalo comprendido entre 36,12 MPa ± 2·0,301 MPa, es decir, entre 35,51 MPa y 36,72 MPa.
6. FINANCIAMIENTO
La investigación que ha dado origen a este artículo no ha recibido el aporte financiero de ninguna fuente.
7. CONFLICTOS DE INTERÉS
Los autores declaran no tener ningún conflicto de interés.
8. CONTRIBUCIÓN DE LOS AUTORES
Diseño de la experiencia, B.I.A.L.; redacción del manuscrito CARR.; experimentos realizados M.J.C.E y R.A.C.C.; traducción de documentos, J.F. Todos los autores han leído y aceptado la versión publicada del manuscrito
9. REFERENCIAS
[1] M. Fang, R. Zhou, W. Ke, B. Tian, Y. Zhang, and J. Liu, “Precast system and assembly connection of cement concrete slabs for road pavement: A review,” ScienceDirect, vol. 9, no. 2, pp. 208–222, 2022
[2] R. Agrawal et al., “Utilization of plastic waste in road paver blocks as a construction material,” CivilEng, vol. 4, no. 4, pp. 1071–1082, December 2023
[3] M. A. Peker, “Evaluation of concrete pavers affected by manavgat wildfires,” Journal of Sustainable Construction Materials and Technologies, vol. 6, no. 4, pp. 168–172, December 2021
[4] M. Wojnowska-Heciak, J. Heciak, and A. Kłak, “Concrete paving slabs for comfort of movement of mobility-impaired pedestrians - a survey,” Int J Environ Res Public Health, vol. 19, no. 6, pp. 1–17, March 2022
[5] C. Balegamire, B. Nkuba, and P. Dable, “Production of gold mine tailings based concrete pavers by substitution of natural river sand in misisi, eastern congo,” Clean Eng Technol, vol. 7, pp. 1–7, April 2022
[6] N. A. H. H. Ahmed and A. Thamir Ibraheem, “Sustainable Road paving: Enhancing concrete paver blocks with zeolite-enhanced cement,” Open Engineering, vol. 14, no. 1, pp. 1–12, January 2024
[7] D. V. Cruz et al., “Effect of adding rice husk on the physical and mechanical properties of concrete paving blocks,” Revista Materia, vol. 30, 2025
[8] B. Kiliç and P. Biçer, “Experimentally investigating the usability of waste interlocking concrete paver in the plant-mix base layer,” Journal of the Faculty of Engineering and Architecture of Gazi University, vol. 37, no. 3, pp. 1309–1323, 2022
[9] J. Kim and N. Kim, “Recycling waste paver blocks in the manufacture of new concrete paver blocks and building bricks,” Applied Sciences, vol. 12, no. 21, pp. 1–12, November 2022
[10] U. Asif, M. F. Javed, D. M. Alsekait, D. S. AbdElminaam, and H. Alabduljabbar, “Toward sustainability: Integrating experimental study and data-driven modeling for eco-friendly paver blocks containing plastic waste,” Reviews on Advanced Materials Science, vol. 63, no. 1, pp. 1–22, January 2024
[11] A. Ayyadurai, S. M. Maruthai, and D. Muthu, “Impact of fly ash and banana fiber on mechanical performance of paver block concrete,” Gradjevinar, vol. 76, no. 3, pp. 211–222, 2024
[12] B. Iftikhar et al., “Experimental study on the eco-friendly plastic-sand paver blocks by utilising plastic waste and basalt fibers,” Heliyon, vol. 9, no. 6, June 2023
[13] B. G. Naik, G. Nakkeeran, D. Roy, and G. U. Alaneme, “Investigating the potential of waste glass in paver block production using RSM,” Sci Rep, vol. 14, no. 1, September 2024
[14] M. R. R. Rajan, D. Rajalinggam, K. Narayanan, and S. Ramasamy, “Eco-friendly paver blocks: repurposing plastic waste and foundry sand,” Revista Materia, vol. 30, 2025
[15] R. D. Opeoluwa and D. I. Bolanle, “The effective re-use of foundry sand waste in the production of concrete,” Civil Engineering and Architecture, vol. 12, no. 5, pp. 3426–3440, September 2024
[16] S. Sundaramurthy et al., “Performance evaluation of environmentally sustainable precast cement concrete paver blocks using fly ash and polypropylene fibre,” Sustainability, vol. 14, no. 23, pp. 1–16, December 2022
[17] W. R. A. N. Jayantha and W. K. Mampearachchi, “Use of demolished concrete waste for resurfacing of low volume roads in sri lanka using roller compacted concrete (RCC) technology,” Engineer: Journal of the Institution of Engineers, Sri Lanka, vol. 54, pp. 39–47, September 2021
[18] G. U. Kiran, G. Nakkeeran, D. Roy, and G. U. Alaneme, “Optimization and prediction of paver block properties with ceramic waste as fine aggregate using response surface methodology,” Sci Rep, vol. 14, no. 1, December. 2024
[19] K. Castañeda, O. Sánchez, R. F. Herrera, and G. Mejía, “Highway planning trends: a bibliometric analysis,” Sustainability, vol. 14, pp. 1–33, May 2022
[20] E. C. T. Nogueira and E. F. T. de Oliveira, “Uma aplicação de acoplamento bibliográfico de autores aos estudos métricos da informação no Brasil,” Em Questão, vol. 29, pp. 1–21, May 2023
[21] R. Habib and M. T. Afzal, “Paper recommendation using citation proximity in bibliographic coupling,” Turkish Journal of Electrical Engineering and Computer Sciences, vol. 25, no. 4, pp. 2708–2718, January 2017
[22] R. Sekhar, D. Sharma, and P. Shah, “State of the art in metal matrix composites research: A bibliometric analysis,” Applied System Innovation, vol. 4, no. 4, pp. 1–43, December. 2021
[23] NTE INEN 862, “Áridos para hormigón. Determinación del contenido total de humedad” Instituto Ecuatoriano de Normalización, Quito, Ecuador, 2011
[24] ASTM C33/C33M-18, “Standard specification for concrete aggregates”, West Conshohocken, PA, USA, 2018
[25] INEN 490-5, “Tipos de cemento” Instituto Ecuatoriano de Normalización, Quito, Ecuador, 2011
[26] INEN 2617, “Hormigón de cemento hidráulico. Agua para mezcla. Requisitos” Instituto Ecuatoriano de Normalización, Quito, Ecuador, 2012
[27] ASTM C1602/C1602M-22, “Standard specification for mixing water used in the production of hydraulic cement concrete”, West Conshohocken, PA, USA, 2022
[28] INEN 696, “Áridos. Determinación del análisis granulométrico en los áridos gruesos y finos” Instituto Ecuatoriano de Normalización, Quito, Ecuador, 2011
[29] ASTM C136/C136M-19, “Standard test method for sieve analysis of fine and coarse aggregates”, West Conshohocken, PA, USA, 2019
[30] INEN 860, “Áridos. Determinación del valor de la degradación del árido grueso de partículas menores a 37,5 mm mediante el uso de la máquina de Los Ángeles” Instituto Ecuatoriano de Normalización, Quito, Ecuador, 2011
31] ASTM C131/C131M-20, “Standard test method for resistance to degradation of small-size coarse aggregate by abrasion and impact in the Los Ángeles machine”, West Conshohocken, PA, USA, 2020
32] INEN 856 “Áridos. Determinación de la densidad, densidad relativa (gravedad específica) y absorción del árido fino” Instituto Ecuatoriano de Normalización, Quito, Ecuador, 2010
[33] INEN 857, “Áridos. Determinación de la densidad, densidad relativa (gravedad específica) y absorción del árido grueso” Instituto Ecuatoriano de Normalización, Quito, Ecuador, 2010
34] ASTM C127-15, “Standard test method for relative density (specific gravity) and absorption of coarse aggregate”, West Conshohocken, PA, USA, 2015
[35] ASTM C128-15, “Standard test method for relative density (specific gravity) and absorption of fine aggregate”, West Conshohocken, PA, USA, 2015
[36] INEN 855, “Áridos. Determinación de las impurezas orgánicas en el árido fino para hormigón” Instituto Ecuatoriano de Normalización, Quito, Ecuador, 2010
[37] ASTM C40/C40M-20, “Standard test method for organic impurities in fine aggregates for concrete”, West Conshohocken, PA, USA, 2020
[38] ACI 211.1-91, “Standard practice for selecting proportions for normal, heavyweight, and mass concrete” American Concrete Institute, Farmington Hills, MI, USA, 1991
[39] INEN 3124, “Hormigón. Elaboración y curado de especímenes de ensayo en el laboratorio” Instituto Ecuatoriano de Normalización, Quito, Ecuador, 2017
[40] ASTM C31/C31M-24, “Standard practice for making and curing concrete test specimens in the field”, West Conshohocken, PA, USA, 2024
[41] INEN 1573, “Hormigón de cemento hidráulico. Determinación de la resistencia a la compresión de especímenes cilíndricos de hormigón de cemento hidráulico” Instituto Ecuatoriano de Normalización, Quito, Ecuador, 2010
[42] ASTM C39/C39M-21, “Standard test method for compressive strength of cylindrical concrete specimens”, West Conshohocken, PA, USA, 2021
[43] J. Alnahas et al., “Enhancing the properties of concrete with the incorporation of recycled polypropylene plastic,” Buildings, vol. 15, no. 7, pp. 1–22, April 2025
[44] INEN 3040, “Adoquines de hormigón. Requisitos y métodos de ensayo” Instituto Ecuatoriano de Normalización, Quito, Ecuador, 2016
[45] Rai, Z. Ahmad, M. J. Hasan, and J. M. Kim, “A novel pipeline leak detection technique based on acoustic emission features and two-sample kolmogorov–smirnov test,” Sensors, vol. 21, no. 24, pp. 1–13, December 2021
[46] E. Eker, “Development of random walks strategy based dandelion optimizer and its application to engineering design problems,” IEEE Access, vol. 13, pp. 56547–56575, April 2025.
[47] O. S. Ohunakin, E. U. Henry, O. J. Matthew, V. U. Ezekiel, D. S. Adelekan, and A. T. Oyeniran, “Conditional monitoring and fault detection of wind turbines based on Kolmogorov–Smirnov non-parametric test,” Energy Reports, vol. 11, pp. 2577–2591, February 2024
[48] S. Beltozar-Clemente, O. Iparraguirre-Villanueva, J. Zapata-Paulini, and M. Cabanillas-Carbonell, “Changing mathematical paradigms at the university level: feedback from a flipped classroom at a peruvian university,” International Journal of Engineering Pedagogy, vol. 13, no. 6, pp. 76–89, 2023
[49] A. Daikh, Y. M. Arbi, M. Bentahar, and N. Mahmoudi, “Design and performance of a manual extruder for recycled plastic-brick composite pavers,” Military Technical Courier/Vojnotehnicki glasnik, vol. 72, no. 4, pp. 1802–1831, October. 2024
[50] A. Purnell, D. Sapsford, S. L. Evans, C. Kooij, and P. Wauters, “Application of the Fuller–Thompson equation in sinter blend design to increase sinter productivity,” Ironmaking & Steelmaking: Processes, Products and Applications, vol. 51, no. 6, pp. 556–570, August. 2024
[51] H. Wiyanto et al., “Determining concrete structure condition rating based on concrete compressive strength,” Buildings, vol. 12, no. 6, pp. 1–13, June 2022
[52] INEN 1485, “Adoquines. Determinación de la resistencia a la compresión” Instituto Ecuatoriano de Normalización, Quito, Ecuador 1987
Notas
Los autores conservan los derechos de autor de los artículos publicados y otorgan al editor el derecho a publicarlos, a ser citados como su editor original en caso de reutilización y a distribuirlos en todos los formatos y medios.
Authors retain copyright of the published papers and grant to the publisher the right to publish the article, to be cited as its original publisher in case of reuse, and to distribute it in all forms and media.
Notas de autor
Información adicional
redalyc-journal-id: 5703

