1. Introducción
Los procesos de soldadura son comúnmente utilizados a niveles industriales, por el simple hecho que el diseño de máquinas y estructuras sin el desarrollo de uniones conectadas (es decir, remachadas, atornilladas, etc.) o uniones soldadas entre las piezas que la conforman es imposible. El método de soldadura es de gran simplicidad y bajo precio. Para la soldadura se debe emplear energía térmica y fundir los metales que se desean unir, así como también, la eliminación del óxido y humedad del material, para lograr una buena fusión y solidificación de los materiales en contacto. El calor en los metales genera expansión y contracción, lo cual afecta la estructura del material durante el calentamiento aplicado en una parte del material. El grado de deformación se ve afectado por el calentamiento no uniforme del metal base y por el grado de embridamiento que tenga el mismo y será función directa del gradiente de temperatura y el coeficiente de dilatación del material calentado [1].
Las series de expansiones y contracciones térmicas ocurridas durante los procesos de soldadura originan esfuerzos internos en las juntas soldadas. Éstos se pueden atenuar por medio de tratamientos mecánicos y/o térmicos; sin embargo, no pueden ser eliminados en su totalidad, originando los denominados esfuerzos residuales los cuales pueden ser perjudiciales en una pieza en servicio [2].
Adame [3] realizó un estudio sobre tratamiento térmico post soldaduras en junta soldadas de acero ASTM A 106GR-B a fin de modificar las propiedades mecánicas de dichas juntas, verificando las magnitudes de los defectos residuales originadas durante el proceso. Por otra parte, Castro [4] realizó un análisis integral de las variables que afectan el cordón de soldadura en un reactor DC302 el cual presentaba fractura frecuente que impedía su correcta investigación. Aplicó una metodología que sirve como base para el trabajo actual. Finalmente, Pérez [5] realizó un estudio de la soldadura GTAW y del proceso SMAW para unir planchas de acero inoxidable AISI 304 con acero al carbono ASTM A36, en su trabajo se brindan una serie de recomendaciones en la evaluación de las juntas soldadas las cuales fueron tomadas en el desarrollo de la presente investigación.
En Venezuela, la soldadura GMAW está entre los seis procesos utilizados actualmente, seguido por procesos como el SMAW (Shield Metal Arc Welding), Soldadura Oxiacetilénica, entre otros. Esto se puede correlacionar a las grandes ventajas que posee este procedimiento con respectos a otras técnicas de soldadura como pueden ser: velocidades de deposición superiores a las de SMAW, es un proceso de bajo hidrógeno, adecuado para grandes espesores, los soldadores aprenden rápido, etc. Necesitando entonces, el desarrollo de estudios específicos sobre el comportamiento de los metales, en este caso el ASTM A131, bajo las condiciones que este proceso de soldadura implica [6].
2. Metodología
2.1. Materiales
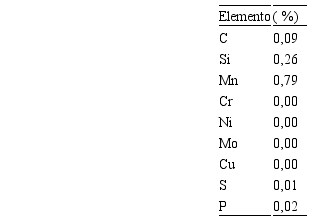
El material seleccionado para la fabricación de las probetas, es acero ASTM A131 [7], que al realizarle el ensayo de espectroscopía de emisión atómica se obtuvo la composición química mostrada en la Tabla 1, que concuerda con las especificaciones en la norma ASTM A131.
Tabla 1
Composición química del acero ASTM A131 obtenido por el ensayo de espectroscopía
2.2. Realización del cordón de soldadura proceso GMAW
Se cortaron con máquina de corte de metal tipo sierra cinta continua las 6 planchas de 220 × 400 × 5,9 mm, que posteriormente fueron soldadas para formar 3 uniones, dichas dimensiones se muestran en la Figura 1. Se realizó el cordón de soldadura mediante el proceso GMAW con electrodo ER70S-6, el mismo se utilizó tanto para penetración como para relleno en cada junta soldada, con amperaje constante según las especificaciones de cada condición [8].
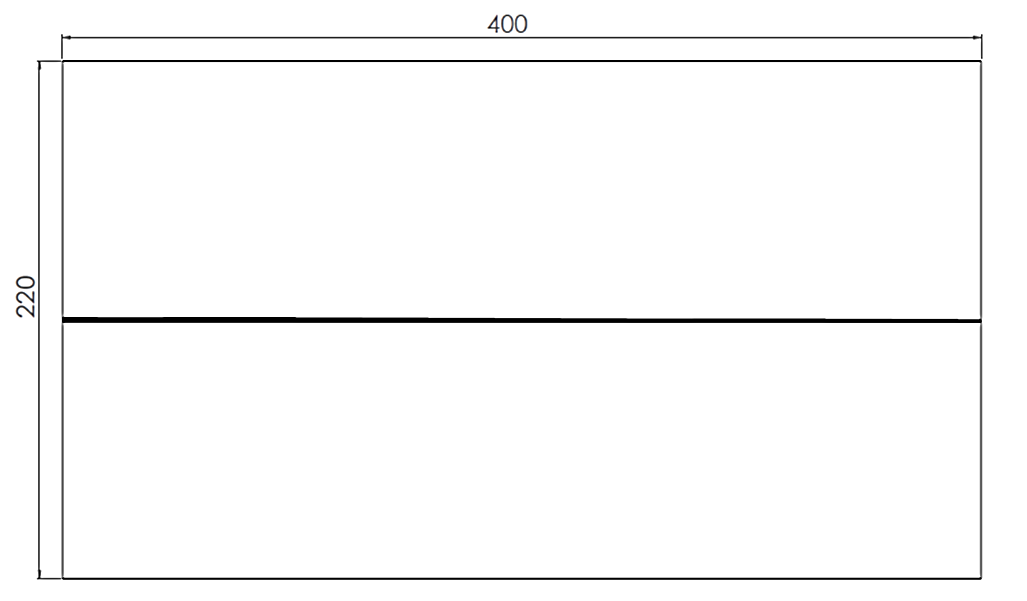 Figura 1
Lámina soldada a utilizar en procedimientos experimentales
Figura 1
Lámina soldada a utilizar en procedimientos experimentales
2.3. Corte de probetas
Luego de obtener las juntas soldadas, se procedió a cortar las láminas en pletinas según el código ASME sección IX, que establece para láminas de menos de 3/4” de espesor las dimensiones mostradas en la Figura 2[9]. Posteriormente a realizar el corte de las láminas utilizadas para las probetas, éstas se mecanizaron con el apoyo laboratorio de Procesos de Fabricación de la Escuela de Ingeniería Mecánica de la Universidad de Carabobo.
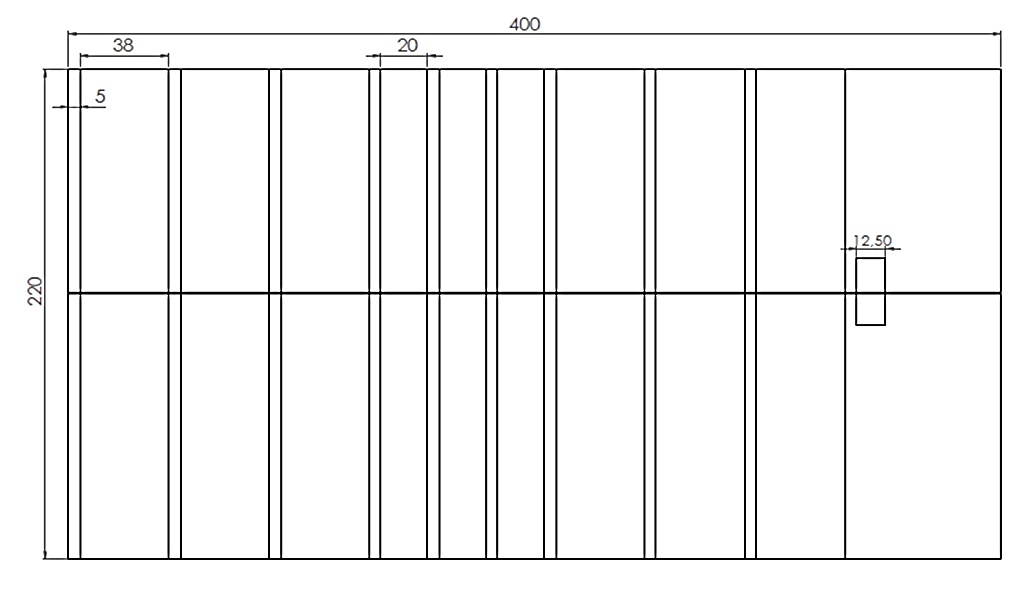 Figura 2
Corte de las láminas para la realización de probetas según la norma ASME sección IX QW-463.1 (a). [9]
Figura 2
Corte de las láminas para la realización de probetas según la norma ASME sección IX QW-463.1 (a). [9]
2.4. Ensayo metalográfico
La preparación de las probetas para el análisis metalográfico de las diferentes condiciones se basó en la norma ASTM E407 [10], las muestras se prepararon en la sección transversal de cada unión soldada con las condiciones de estudio, para evaluar metalográficamente la soldadura y las diferentes zonas producto de este proceso. Estos ensayos están divididos de la siguiente manera:
2.4.1. Ensayo de macroscopía
Este ensayo mostró a un aumento máximo de 10X las imperfecciones, número de pases de soldadura, entre otros defectos. Para ello se aplicó un desbaste de la superficie de la probeta y posteriormente se realizó un ataque químico, haciendo uso de un reactivo compuesto por yodo al 10 % en yoduro de potasio al 20 %. El ataque se aplicó hasta observar diferencias apreciables entre el cordón de soldadura y el metal base.
2.4.2. Ensayo de microscopía óptica
Para el análisis de la microestructura de las zonas características de las probetas soldadas, se utilizó el microscopio óptico, a un aumento de 200X y 400X. La metodología del ataque químico, se aplicó bajo la norma ASTM E407-99.
2.4.3. Ensayo de microdureza
El método a utilizar para este ensayo es el de la microdureza Vickers, bajo los parámetros de la norma ASTM E384 [11], esta norma define la prueba de microdureza que se realiza para la evaluación de materiales, control de calidad de los procesos de fabricación e investigación y desarrollo. Se establecieron 17 medidas por cada una de las probetas de forma perpendicular al ancho de la muestra, con una carga de 50 grf, todo fundamentado bajo los requerimientos de la norma ASTM E384-11 [12]. La evaluación de microdureza se llevó a cabo con la toma de 3 medidas para cada región de la probeta, metal base (MB) y zona afectada por el calor (ZAC) y 5 medidas en el cordón de soldadura (CS); como se ilustra en la Figura 3, para de esta manera establecer un perfil de microdureza en cada una de las probetas soldadas con su condición respectiva y con ello obtener la magnitud de los mismos en las zonas indicadas con anterioridad.
 Figura 3
Representación de las zonas donde se realizó la identación para evaluar la microdureza [12]
Figura 3
Representación de las zonas donde se realizó la identación para evaluar la microdureza [12]
2.5. Tracción
Para este ensayo se utilizaron tres probetas para cada condición de soldadura (2, 3 y 4 pasadas) y tres para la caracterización del material base. Siendo un total de doce probetas.
El estudio se basó en la norma ASTM A370 [13] (para condición inicial) y ASTM E8/E8M [14] (para condición soldada) donde se especifica en detalle las dimensiones normalizadas de las probetas para llevar a cabo el ya mencionado ensayo de tracción según se observa en la Figura 4. Este ensayo se efectuó, haciendo uso del equipo de ensayos universal Galdabini aplicando una carga máxima de 20000 N a una velocidad de 2 mm/min.
 Figura 4
Plano de probeta de tracción según la norma ASTM E-8. [14]
Figura 4
Plano de probeta de tracción según la norma ASTM E-8. [14]
2.6. Doblado
Este ensayo se realizó únicamente para las condiciones de material soldado. Empleándose así, seis para cada condición (2, 3 y 4 pasadas). Tres de éstas fueron para el doblado de raíz y las tres restantes para el doblado en cara.
El ensayo de doblado se realizó bajo la norma ASTM E190 [15]. Enfocado principalmente, en estudiar la condición de la soldadura. Agrietamientos durante el doblado indicarían discontinuidades en la junta y dependiendo de sus tamaños y densidad pudieran considerarse defectos en el proceso de soldado. La Figura 5 muestra las dimensiones de la probeta.
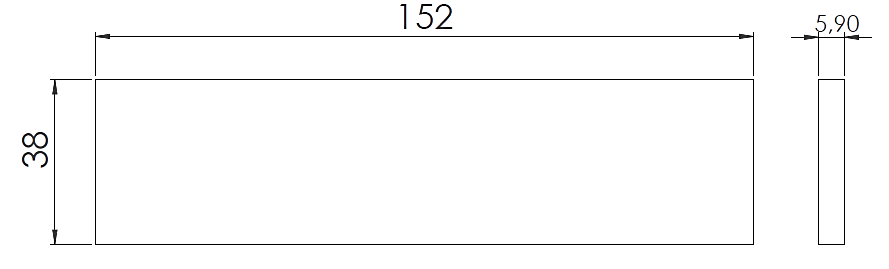 Figura 5
Plano de probeta de doblado, según la norma ASTM E190. [15]
Figura 5
Plano de probeta de doblado, según la norma ASTM E190. [15]
2.7. Cálculo de los esfuerzos residuales a través modelos matemáticos
Para realizar el cálculo de los esfuerzos residuales se utilizaron los modelos matemáticos expresados desde la ecuación (1) a la ecuación (5). Se calcularon dichos valores de dos maneras, a través de los resultados del ensayo de microdureza y a través de los resultados del ensayo de tracción.
Los resultados del ensayo de microdureza Vickers se calcularon a través de las ecuaciones (1) y (2)[16].
Los resultados del ensayo de tracción se calcularon a través de las ecuaciones (3), (4) y (5).
3. Resultados y discusiones
3.1. Caracterización del acero naval ASTM A131 (metal base)
Aplicando la técnica de microscopía al acero naval ASTM A131 se observa que presenta una estructura básica de los aceros de bajo carbono, compuesta por granos de ferrita y perlita, como se muestran en las micrografías a 200X en la Figura 6a y a 400X en la Figura 6b.
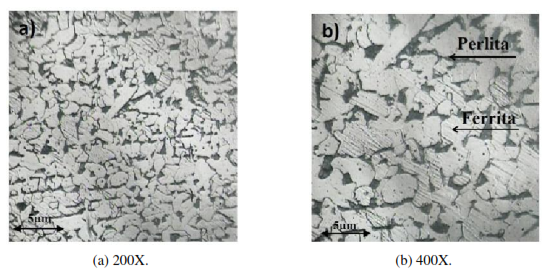 Figura 6
Micrografías de probetas de metal base
Figura 6
Micrografías de probetas de metal base
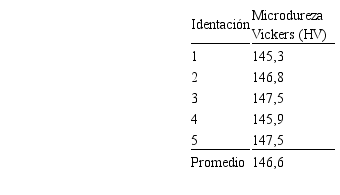
Tabla 2
Microdureza Vickers metal base
3.2. Microdureza Vickers
Este ensayo se realizó utilizando una carga de 50grf. En él se determinó la dureza del metal base en la cual se tomaron identaciones para luego tener un valor promedio, tal como se muestra en la Tabla 2.
3.3. Ensayo de tracción
Por medio de este ensayo se determinaron las propiedades mecánicas del material base obteniéndose las cargas (en toneladas) y luego se transformaron los esfuerzos en unidades del sistema internacional, como se aprecia en la Tabla 3.
En la Figura 7 se puede observar la curva esfuerzo deformación del acero ASTM A131 una vez calculados los promedios resultantes para cada esfuerzo de interés.
Tabla 3
Esfuerzos promedios obtenidos mediante el ensayo de tracción para el metal base
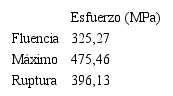
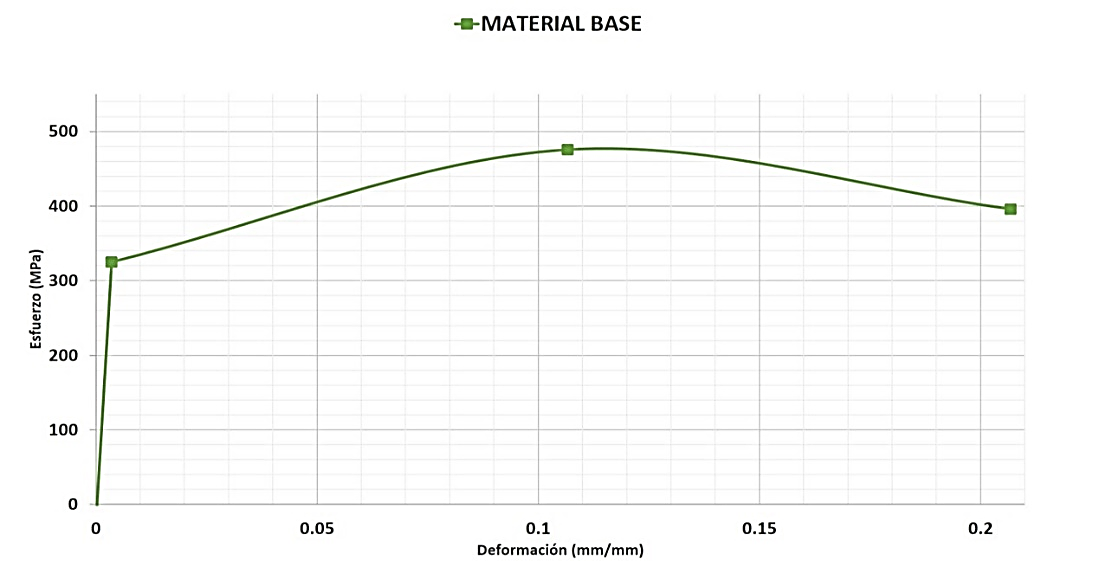 Figura 7
Curva esfuerzo-deformación de metal base
Figura 7
Curva esfuerzo-deformación de metal base
Se observa que al correlacionar los resultados obtenidos en el ensayo de material base, estos se encuentran dentro de lo establecido en la norma ASTM A131, verificándose así que se trata de dicho material.
3.4. Valores de los parámetros utilizados para los procesos de soldadura
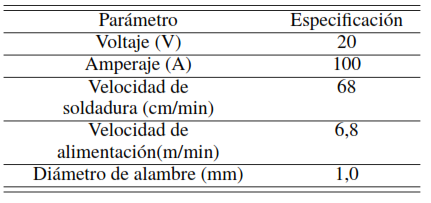
En la Tabla 4 se presentan los parámetros empleados en el proceso de soldadura.
Tabla 4
Parámetros de soldadura para el proceso GMAW
3.5. Caracterización de las juntas soldadas en el acero naval ASTM A131
Para iniciar la caracterización de las juntas soldadas, se realizó la evaluación macroscópica de estas, para cada una de las condiciones de soldadura. En la Figura 8 se observan las macrografías según el número de pasadas de la junta.
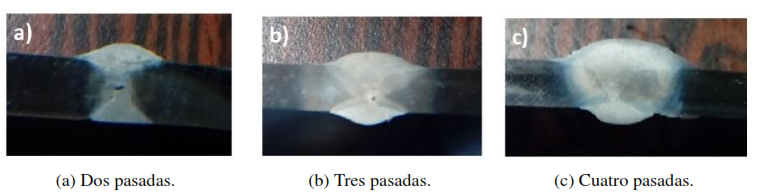 Figura 8
Macroscopía de probeta soldada
Figura 8
Macroscopía de probeta soldada
3.6. Análisis del ensayo macroscópico
En todas las muestras estudiadas se puede observar la diferencia entre el cordón de soldadura, zona afectada y el material base perfectamente. En la condición con dos cordones de soldadura Figura 8a, se pude notar que no fundió completamente el material, debido a la presencia de una zona hueca en la unión del cordón de cara con el de raíz, a su vez es importante mencionar que no existe presencia de oxidación. Estas mismas características se presentan en la siguiente muestra Figura 8b, correspondiente a la condición con tres cordones de soldadura. Esta muestra presenta una penetración del material de aporte por ambos lados, carece de óxido superficial, se observa un lado con mayor fusión respecto al otro, se puede observar claramente el cordón de soldadura, zona afectada y el material base. En último lugar, la muestra con cuatro cordones de soldadura Figura 8c, presenta una penetración del material de aporte por ambos lados y carece de óxido superficial.
3.7. Análisis de la microscopía óptica con II cordones de soldadura
Continuando con la caracterización microestructural se realizó el ensayo de microscopía óptica que muestra los resultados de la metalografía óptica convencional y las secciones transversales de las probetas soldadas mediante el proceso GMAW.
Para la condición de dos pasadas se tiene que en las tres zonas de la muestra estudiada se observaron los mismos constituyentes de granos de ferrita con dispersiones de perlita. El metal base y material de aporte tuvieron características similares, excepto en la cantidad de perlita presente, observándose en mayor porcentaje en el cordón.
En la zona del cordón de soldadura (CS), de la Figura 9a, se observa una disminución del tamaño de grano y la presencia de una estructura ferrítica de Widmanstätten de granos aciculares.
En la zona afectada por el calor (ZAC), de la Figura 9b, se observa una disminución en el tamaño del grano y el alargamiento de algunos provocado por el calentamiento del metal y posterior enfriamiento. Esta zona posee estructura de ferrita Widmanstätten (Parte clara) y perlita (Parte oscura). En el metal base (MB), de la Figura 9c, se presenta una estructura de granos de ferrita (parte clara) de tamaño heterogéneo y de perlita (parte oscura) dispuestos de forma alargada, evidencia del laminado en caliente.
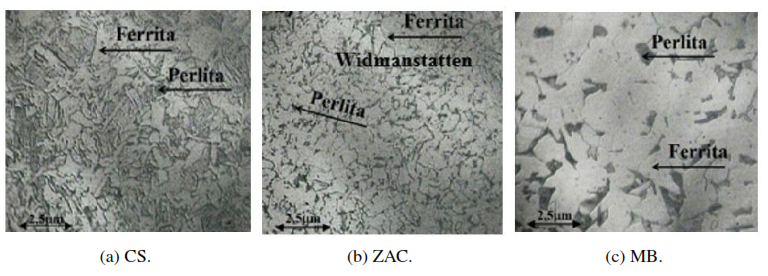 Figura 9
Micrografías de probetas soldadas II cordones a 400X
Figura 9
Micrografías de probetas soldadas II cordones a 400X
3.8. Análisis de la microscopía óptica con III cordón de soldadura
El cordón de soldadura o zona de fusión (CS) se muestra en la Figura 10a. Se observa la presencia de una estructura ferrítica de Widmanstätten, de granos desordenados y con un tamaño reducido. La matriz que se observa es ferrita típica de un acero hipoeutectoide.
La zona afectada por el calor (ZAC) se observa en la Figura 10b, existe una disminución del tamaño de los granos, además del arreglo homogéneo de éstos, provocado por el efecto de calor de la soldadura. Esta zona posee algunos granos de ferrita y abundante perlita producida por el enfriamiento lento.
El metal base (MB) se muestra en la Figura 10c. Se presenta una estructura de granos de ferrita (parte clara) de tamaño desigual y de perlita (parte obscura) dispuestos de forma alargada, evidencia del laminado en caliente.
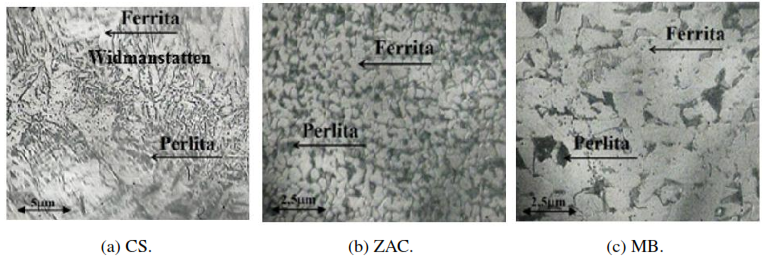 Figura 10
Micrografías de probetas soldadas III cordones a 400X
Figura 10
Micrografías de probetas soldadas III cordones a 400X
3.9. Análisis de la microscopía óptica con IV cordón de soldadura
El cordón de soldadura o zona de fusión (CS) se muestra en la Figura 11, se observa una disminución del tamaño de grano y una formación de estructuras dendríticas dispersas. Se observa la presencia de una estructura ferrítica de Widmanstätten.
La zona afecta por el calor (ZAC) se muestra en la Figura 11, se aprecia una estructura de granos de tamaño reducido respecto al metal base, pero donde se observa aún la tendencia equiaxial, con granos ferrítica en su totalidad, además de algunos granos de perlita.
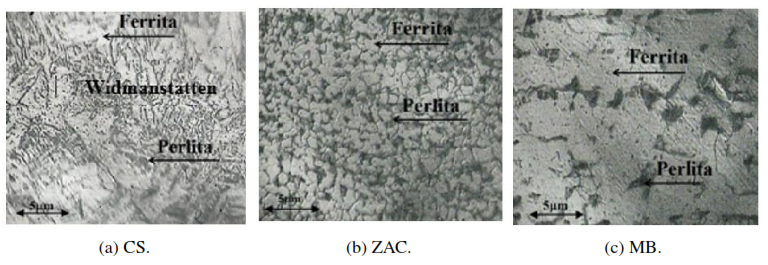 Figura 11
Micrografías de probetas soldadas IV cordones a 400X
Figura 11
Micrografías de probetas soldadas IV cordones a 400X
3.10. Ensayo de microdureza Vickers
Este ensayo se realizó utilizando una carga de 50grf. Se realizaron seis identaciones en las tres regiones características de la soldadura (MB, ZAC y CS) quedando distribuidas como se expone en la Figura 12, con el fin de obtener valores de microdureza en cada uno de los pases aplicados, y a continuación, en la Tabla 5 se presentan los valores promedios obtenidos en cada una de las zonas en cuestión.
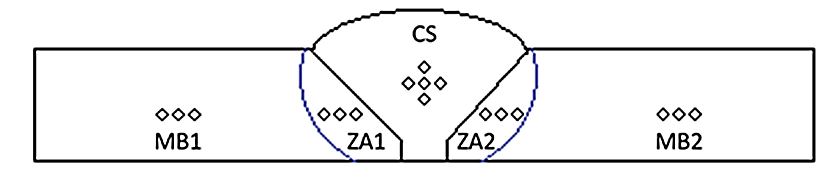 Figura 12
Representación de las zonas donde se realizó la identación para evaluar la microdureza
Figura 12
Representación de las zonas donde se realizó la identación para evaluar la microdureza
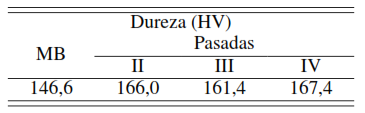
Tabla 5
Microdureza Vickers promedio para cada zona
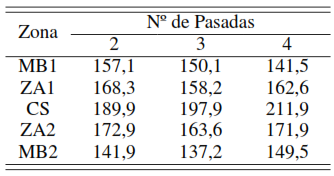
Estos valores obtenidos en el ensayo se utilizan para construir la curva mostrada en la Figura 13, correspondiente a las tres condiciones de interés.
3.11. Análisis de los resultados de microdureza
Estudiando primeramente cada condición (dos, tres y cuatro pasadas), es evidente el aumento de la dureza Vickers a medida que se hace el estudio desde el metal base hasta la zona del cordón de soldadura, esto debido a que en la zona inmediatamente adyacente a la línea de fusión (lugar donde se sitúa el punto más alto de dureza), existió un aumento en el tamaño de grano, seguido de un refinamiento de grano hasta el lugar donde se encuentra el metal base. Las altas temperaturas alcanzadas, ocasionaron que la ferrita y perlita original se transformaran en austenita durante el calentamiento y luego ésta se transformó en ferrita y perlita que inicialmente presentó tamaño de grano grueso y que al alejarse de la zona de soldadura refinaron su tamaño de grano durante el enfriamiento respecto al original del metal base.
Haciendo un análisis comparativo entre las tres condiciones de estudio, es notable que el mayor valor de la dureza obtenida es de 211,90 HV; ese valor corresponde a un aumento en el tamaño de grano, seguido de un refinamiento de grano hasta el lugar donde se encuentra el metal base, producto del calentamiento por conducción, que recibe de la zona de soldadura corresponde a la probeta con cuatro cordones de soldadura en la zona CS. Por otro lado, el menor valor observado en la zona afectada térmicamente corresponde a la condición de tres cordones con 158,2 HV (Figura 13).
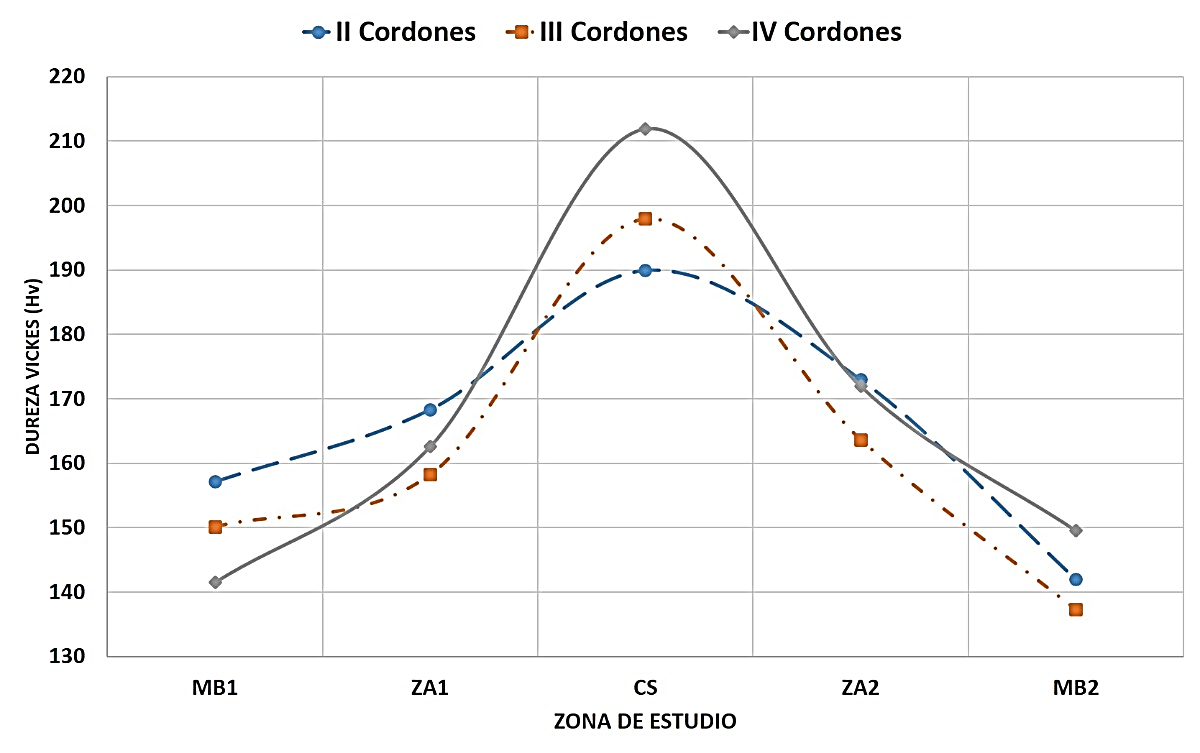 Figura 13
Curva de microdureza de cada cordón de soldadura
Figura 13
Curva de microdureza de cada cordón de soldadura
3.12. Ensayo de tracción
Por medio de este ensayo se caracterizaron las propiedades mecánicas de las uniones soldadas, obteniéndose las cargas (en toneladas). En la Figura 14 se observan las respectivas curvas esfuerzo-deformación arrojadas para las tres condiciones de estudio, adicionando a ésta, necesariamente, la correspondiente a la del metal base.
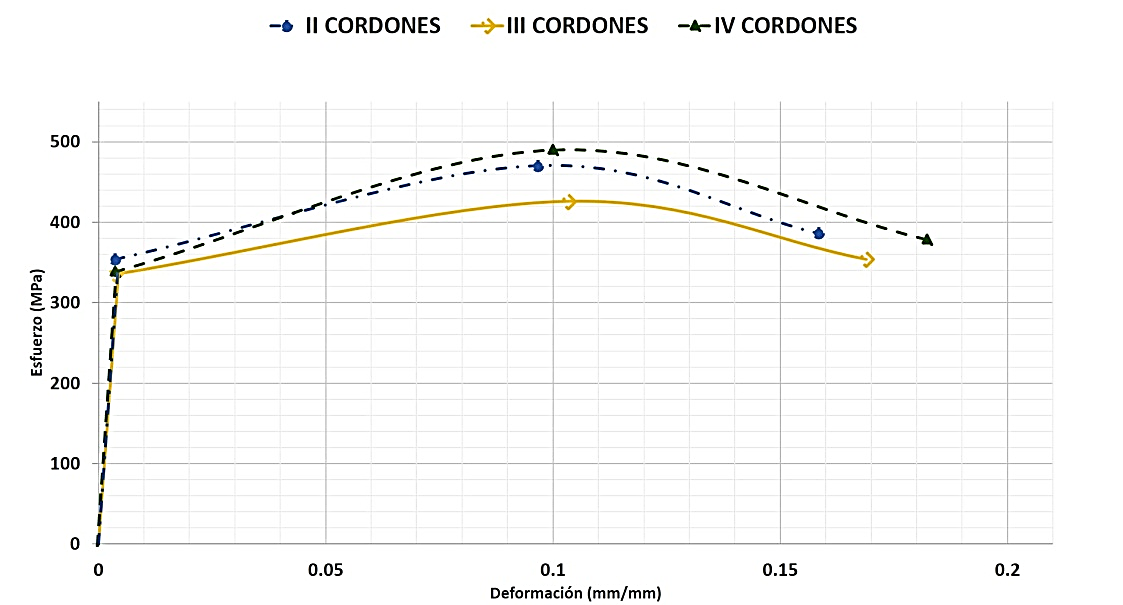 Figura 14
Curvas esfuerzo–deformación valores promedio para condición de soldadura
Figura 14
Curvas esfuerzo–deformación valores promedio para condición de soldadura
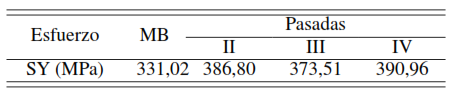
De las curvas esfuerzo-deformación para cada condición estudiada se extrajeron el valor de los esfuerzos (fluencia, máximo y ruptura), porcentajes de elongación alcanzados por cada probeta. Estos datos se observan en la Tabla 6, los cuales se utilizaron para el correspondiente análisis. De igual manera, los porcentajes de elongación respectiva para cada condición se especifican en la Figura 15.
Tabla 6
Valores de esfuerzos fluencia máximo y ruptura porcentaje de elongación de cada condición de soldadura
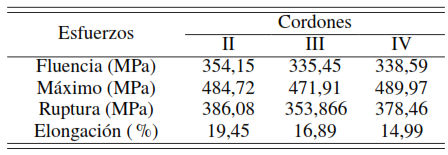
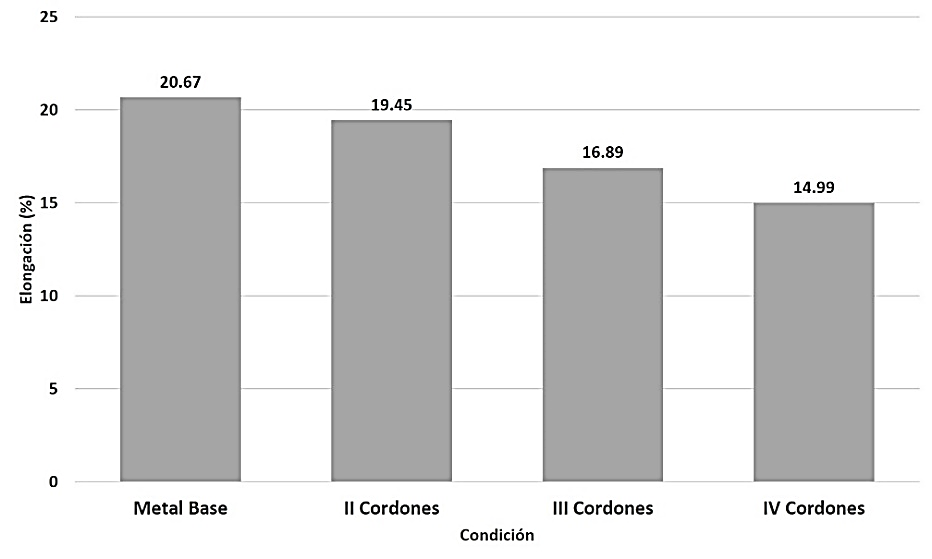 Figura 15
Comparación del % ductilidad de metal base y número de pasadas
Figura 15
Comparación del % ductilidad de metal base y número de pasadas
Se puede observar en la Figura 16 que los valores de esfuerzo de fluencia de las tres condiciones soldadas están por encima de los estipulados para el metal base de ASTM A131 (Tabla 6), siendo este valor significativamente mayor para el caso de dos cordones de soldadura. Prestando atención al esfuerzo máximo, es claro determinar que el mayor valor obtenido corresponde exclusivamente a la condición con cuatro cordones de soldadura, esto probablemente debido al producto de la combinación de alta temperatura de fusión experimentada, seguido de una disminución de la temperatura durante el tiempo que permanece la corriente base, luego al iniciar el siguiente cordón, se repite el ciclo progresivamente y como consecuencia se consigue un enfriamiento más lento uniforme y sucesivo de la regiones soldadas.
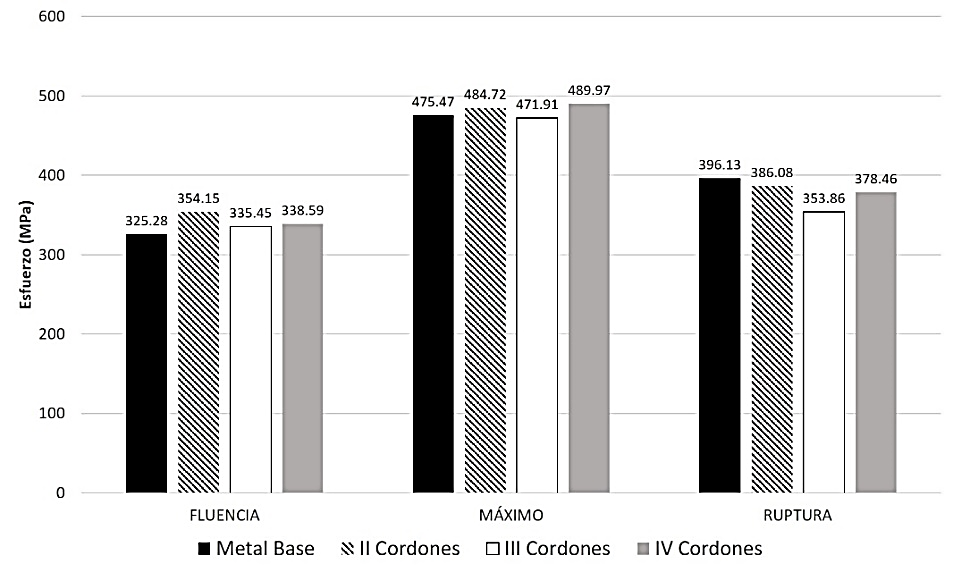 Figura 16
Comparación del esfuerzo de fluencia de metal base y número de pasadas
Figura 16
Comparación del esfuerzo de fluencia de metal base y número de pasadas
3.13. Esfuerzos residuales
El cálculo de esfuerzos residuales por microdureza Vickers, es para la cuantificación de los esfuerzos residuales a través de este ensayo. En primer lugar, se determina el esfuerzo de fluencia basado en la microdureza Vickers utilizando la ecuación (1) y cuyos valores se muestran en la Tabla 7.
Tabla 7
Microdureza Vickers promedio metal base y cada condición de soldadura
Seguidamente se calcula el esfuerzo de fluencia basado en la dureza Vickers para el material base y las probetas soldadas según condición, se detallan en la Tabla 8.
Tabla 8
Esfuerzos de fluencia para cada probeta
Se calculan los esfuerzos residuales a través del ensayo de microdureza Vickers, utilizando los valores de esfuerzo de fluencia que se encuentran en la Tabla 8 y haciendo uso de la ecuación (2). A continuación, se muestran los esfuerzos residuales obtenidos para cada condición en la Tabla 9.
Tabla 9
Esfuerzos residuales obtenidos por microdureza Vickers
3.14. Análisis de los esfuerzos residuales obtenidos a través del ensayo de microdureza Vickers
La Figura 17. Muestra los esfuerzos residuales calculados utilizando los valores de microdureza obtenidos en los ensayos para cada condición soldada y basándose en la ecuación (1). Se observa que se obtuvieron mayores esfuerzos al emplear cuatro cordones de soldadura.
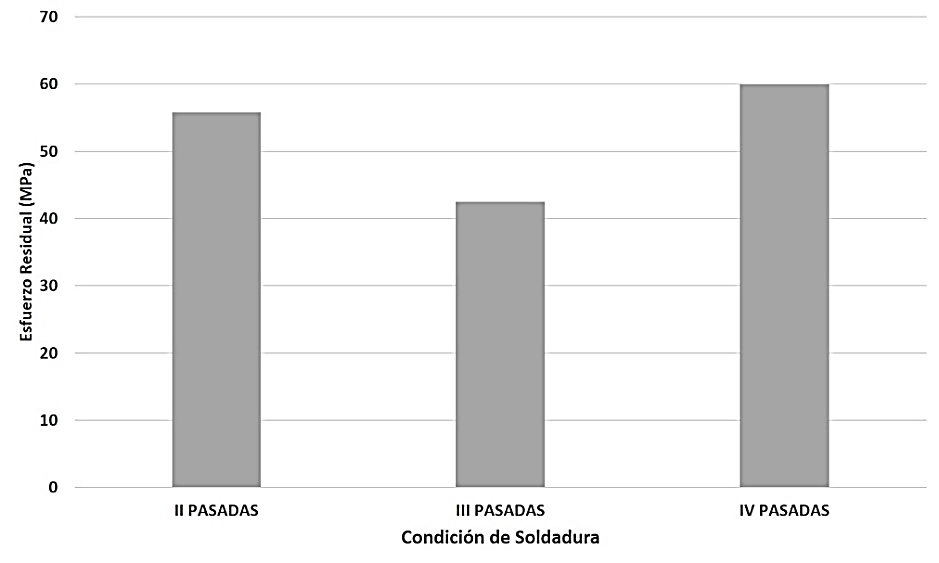 Figura 17
Esfuerzos residuales obtenidos por microdureza Vickers
Figura 17
Esfuerzos residuales obtenidos por microdureza Vickers
La condición en la cual el material se ve afectado en menor medida se presenta empleando tres pasadas, con menores esfuerzos residuales bajo esta condición de estudio.
3.15. Análisis de los esfuerzos residuales obtenidos a través del ensayo de tracción
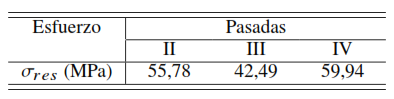
El cálculo de esfuerzos residuales por el ensayo de tracción se obtiene a partir de los valores de esfuerzo tanto para las probetas soldadas como para las naturales o sin soldar. En la Tabla 10 se muestran los resultados de los esfuerzos residuales calculados para todas las condiciones estudiadas, utilizando las ecuaciones (3), (4) y (5).
Tabla 10
Esfuerzos mecánicos residuales obtenidos mediante el ensayo de tracción
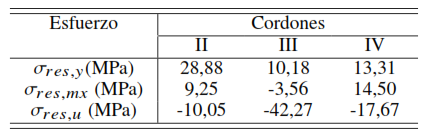
Al realizar el análisis de los esfuerzos residuales conseguidos a través del ensayo de tracción (Figura 18), se puede determinar una tendencia general en cuanto a las tensiones internas generadas por el calor, esto consiste en una clara disminución de los esfuerzos residuales generados y transmitidos a partir de los esfuerzos de fluencia, obteniéndose, posteriormente, esfuerzos residuales de menor magnitud para las siguientes circunstancias (esfuerzos máximo y ruptura). Esto probablemente debido a la formación de las microestructuras de ferrita y perlita.
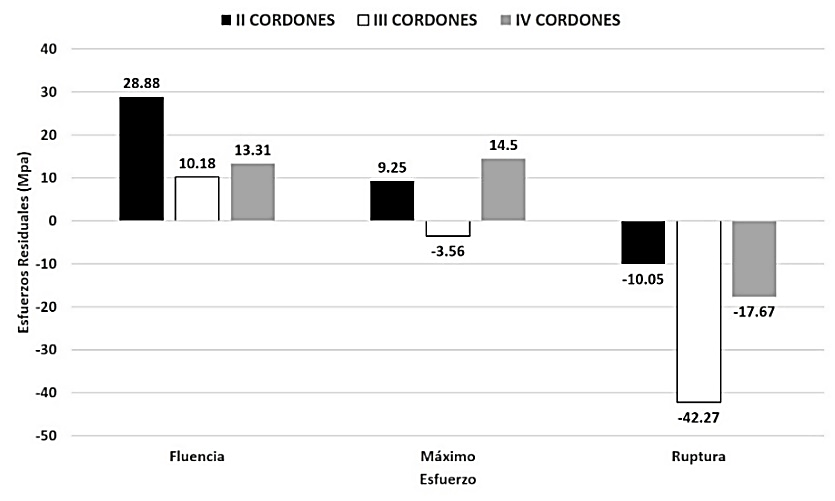 Figura 18
Esfuerzos mecánicos residuales obtenidos mediante el ensayo de tracción
Figura 18
Esfuerzos mecánicos residuales obtenidos mediante el ensayo de tracción
3.16. Ensayo de doblado
Las Figuras 19, 20 y 21 corresponden a las probetas dobladas para cada condición soldada mediante el proceso descrito, tanto de raíz como de cara, siguiendo lineamientos del código ASME sección IX.
 Figura 19
Probetas con 2 cordones de soldadura
Figura 19
Probetas con 2 cordones de soldadura
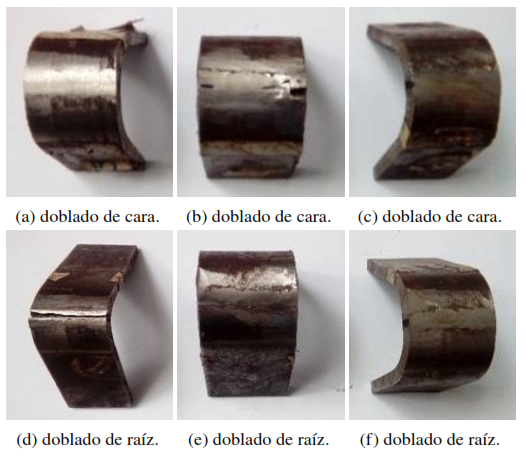 Figura 20
Probetas con 3 cordones de soldadura
Figura 20
Probetas con 3 cordones de soldadura
 Figura 21
Probetas con 4 cordones de soldadura
Figura 21
Probetas con 4 cordones de soldadura
3.17. Análisis del ensayo de doblado
Una vez estudiadas las tres muestras dobladas para cada condición en cada uno de los ensayos realizados (cara y raíz), se puede apreciar que en gran parte de las muestras presentan un buen estado una vez realizado dicho ensayo. Soportando así, buena parte de éstas, un doblado completamente en U. Las probetas dobladas mostraron ausencia de grietas y/o desgarres, lo cual es indicativo de un buen cordón de soldadura.
En los casos particulares de las Figuras 19f, 20d y 21d, se puede observar desgarre en las probetas que corresponden a los doblados de raíz para dos, tres y cuatro pasadas respectivamente. Se encontró que la grieta formada estaba asociada con una fusión incompleta en la raíz, probablemente producto de una limpieza insuficiente entre los bordes de las juntas a soldar o pudo haberse generado esta situación como producto de un calentamiento incorrecto.
4. Conclusiones
El acero naval ASTM A131 en estudio presentó una microdureza Vickers promedio de 146,63 HV; con esfuerzo de fluencia de 325,28 MPa; esfuerzo máximo de 475,47 MPa y esfuerzo último de 396,13 MPa; lo cual está dentro de los valores permitidos dentro de la norma ASTM A131. El carbono obtenido para el acero naval ASTM A 131 fue de 0,09; lo que indica que se encuentra dentro del grupo de los aceros de bajo carbono de estructura conformada por granos de ferrita y granos de perlita, eutectoide, laminar de ferrita y cementita.
En el cordón de soldadura se encontraron estructuras ferríticas de Widmanstätten ya que en esa zona existe valores altos de microdureza. Se puede decir que el número de pasadas influye sobre el valor de los esfuerzos residuales ya que el calor aportado favorece la formación de microestructura con características como la ferrita de Widmanstätten y la perlita.
Mediante el proceso GMAW es posible cuantificar los esfuerzos residuales de las muestras soldadas haciendo uso de los esfuerzos de fluencia obtenidos mediante el ensayo de microdureza Vickers.
Mediante los modelos matemáticos empleados se puede hacer una comparación de la variación de esfuerzos residuales con respecto a la microdureza Vickers obtenido en cada condición soldada, la diferencia de 1 % de dicha microdureza en las probetas con dos y cuatro cordones de soldadura, podría traducirse en una variación del 7 % en los esfuerzos residuales calculados.
 Sergio Guerra ser.23querra@gmail.com
Sergio Guerra ser.23querra@gmail.com
 (1)
(1) (2)
(2) (3)
(3) (4)
(4) (5)
(5)